Гильотина для рубки металла пневматическая
Обновлено: 18.05.2024
Продажа ножниц гильотинных со склада (СПб, Москва, Челябинск, Казань) от производителя, производство на заводах и поставки.
Прайс-листы с ценами на гильотины запрашивайте в отделе станочного оборудования.
НА 3214 ››
НД 3314 ››
НА 3216 ››
НД 3316 ››
РУЧНЫЕ ГИЛЬОТИНЫ (ГИЛЬОТИННЫЕ НОЖНИЦЫ).
Ручные гильотинные ножницы НГ-1250 и НГ-2000, (1,0х1250мм, 0,8x2000мм).
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИН РУЧНЫХ НГ1250, НГ2000:
| НГ-1250 | НГ-2000 | |
| Наибольшая ширина разрезаемого листа, мм | 1250 | 2000 |
| Толщина разрезаемого листа, мм | 0,6…1,0 | 0,5…0,7 |
| Габаритные размеры, мм | ||
| Слева направо | 1550 | 2330 |
| Спереди назад | 1240 | 1240 |
| Высота | 1070 | 1100 |
| Масса, кг | 380 | 590 |
ГИЛЬОТИННЫЕ НОЖНИЦЫ МЕХАНИЧЕСКИЕ И ПНЕВМАТИЧЕСКИЕ.
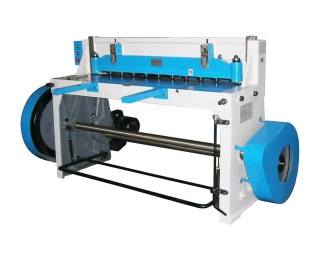
Ножницы гильотинные пневматические НА3214.
Ножницы гильотинные, кривошипные НА-3214 предназначены для резки листового материала с наибольшим размером поперечного сечения 2,5 х 1600 мм.
Гильотины НА 3214 с ручной настройкой зазора между ножами и ручным приводом заднего упора. Задний упор предназначен для установки заданного размера отрезаемой заготовки. Ножницы НА3214 надежны в работе, просты в эксплуатации и ремонте. Обеспечивают высокую точность производимых работ.
Система смазки и электрооборудования пневматических ножниц НА прекрасно работает даже при низких температурах, что невозможно при работе с гидравлическим аналогом.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НА3214 (2,5х1600):
Толщина разрезаемого материала с временным сопротивлением σвр ≤ 500 МПа, мм
Ширина (наибольшая) разрезаемых листов, мм
Частота ходов ножа, холостых, мин.-1
Частота ходов ножа, мин-1: при резке наибольших размеров разрезаемого металла
Угол наклона подвижного ножа, α
Длина листа, отрезанного с упором, мм
Расстояние от уровня пола до верхней кромки нижнего ножа, мм
Мощность электродвигателя, кВт
Габаритные размеры, мм
Длина
Ширина
Высота
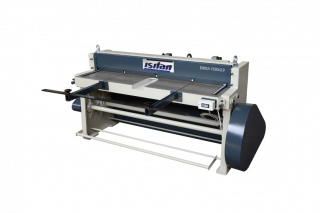
Ножницы гильотинные, кривошипные НД3314.

Ножницы гильотинные, кривошипные НД 3314 предназначены для резки листового металла максимального сечения 2,5х1600 мм.
Станина гильотинных ножниц НД3314 сборно-сварной конструкции, состоит из двух стоек, соединенных между собой траверсой и стяжкой. На стойки и траверсу опирается стол, к которому крепятся нижние ножи. регулирование зазора между ножами ножевой балки и станины осуществляется путем перемещения стола с помощью болтов и гаек, расположенных с обеих сторон стола.
На станине имеется эксцентриковый вал с насаженными на нем эксцентриками и шатунами, соединенными с балкой при помощи осей.
Ножевая балка представляет собой жесткую конструкцию сварного типа, состоящую из вертикального, горизонтального и наклонного листов. В ножевой балке имеются два выступа, с помощью которых при возврате в верхнее исходное положение она приподнимает прижимную балку. Во время рабочего хода прижимная и ножевая балки одновременно опускаются. Прижим листа осуществляется за счет силы сжатых пружин и собственного веса балки. Сила сжатия пружин регулируется винтами.
Задний упор - ручной. По заказу устанавливается приводной упор либо приводной упор с УЦИ. Для отсчета величины перемещения заднего упора на рейке закреплена линейка. При работе без упора, в случае, когда ширина отрезаемых листов более 600 мм, линейка с рычагами приподнимается и укладывается на горизонтальное ребро ножевой балки. Боковой упор предназначен для определения начала реза и получения прямоугольных заготовок.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НД3314 (2,5х1600):
Ход ножа, мин.-1, при резке наибольших размеров разрезаемого металла, мм
Расстояние между стойками в свету, мм
Ножницы гильотинные пневматические НА3216.
Ножницы гильотинные, НА-3216 предназначены для резки листового материала с наибольшим размером поперечного сечения 2,5 х 1600 мм.
Станина гильотинных ножниц НА3216 сборно-сварной конструкции. Зазор между ножами ножевой балки и станины осуществляется путем перемещения стола с помощью болтов, расположенных с обеих сторон стола.
Гильотина применяется в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения и других отраслях промышленности.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НА3316 (4х1600):
Ножницы гильотинные пневматические НД3316.
Ножницы гильотинные, кривошипные НД 3316 предназначены для резки листового материала с пределом прочности 500 МПа и наибольшим размером поперечного сечения 4 х 2000 мм. Ножницы находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, сельхозмашиностроения и других отраслях промышленности.
Ножницы НД3316 с ручной настройкой зазора между ножами и ручным приводом заднего упора. Задний упор предназначен для установки заданного размера отрезаемой заготовки. Гильотины НД3316 надежны в работе, просты в эксплуатации, неприхотливы в ремонте. Обеспечивают высокую точность отрезаемых заготовок и деталей.
Система смазки и электрооборудования позволяет эксплуатировать их в условиях низких температур, что невозможно при работе с гидравлическим аналогом.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НД3316 (4х1600):
Длина листа, отрезаемого с упором, мм
Гильотинные ножницы НГ-4/2,5.
Установка для резки листового и профильного материала модели НГ4/2,5 предназначена для резки листового и профильного материала с временным сопротивлением 500МПа.
Гильотинные ножницы НГ-4-2,5 можгут применяться в заготовительных и ремонтных цехах предприятий машиностроения различных отраслей промышленности.
Установка имеет климатическое исполнение УХЛ4 по ГОСТ 15150-69 и предназначена для эксплуатации в помещениях с температурой окружающей среды от +1 о С до +35 о С, отн. влажности воздуха 80% при температуре +25 о С.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НГ-4х2,5:
Наибольшая толщина разрезаемого листа с временным сопротивлением 500 МПа, мм, не более
Ширина разрезаемых листов, мм, не более
Размер разрезаемого уголка, мм
Диаметр разрезаемого прутка, мм, не более
Усилие прижима, кН, не менее
Длина листа, отрезаемого с упором, мм, не более
Одиночный цикл,
Автомат. цикл
Габаритные размеры установки, мм
Масса установки, кг
Гильотинные ножницы НК-3416 (лист 4х2000 мм).
Гильотинные ножницы НК3416 пневмомеханические с наклонным ножом и автоматической регулировкой зазора между ножами. Гильотинные ножницы НК-3416 предназначены для резки листового металла с автоматической установкой нужной величины зазора между ножами в зависимости от толщины разрезаемого листа и усилия прижима, пропорционального усилию реза.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ГИЛЬОТИНЫ НК3416:
| Толщина металла с временным сопротивлением 500 МПа (50 кгс/мм²), мм | 4 |
| Ширина металла, мм | 2000 |
| Ширина полосы, отрезаемой по заднему упору, мм | 700 |
| Угол наклона подвижного ножа | 1°30' |
| Усилие реза, кН | 78 |
| Усилие прижима, кН | 19,5 |
| Частота ходов ножа, мин -1 | 68 |
| Суммарная мощность электродвигателей главного привода, кВт | 11,2 |
| Частота оборотов электродвигателей главного привода, мин -1 | 1395 |
| Мощность электродвигателя привода заднего упора, кВт | 0,37 |
| Частота оборотов электродвигателя привода заднего упора, мин -1 | 1360 |
| Напряжение сети, В (50 Гц) | 380 |
| Габаритные размеры, мм | 2610х1725х1510 |
| Масса, кг | 2870 |
Гильотинные ножницы с наклонным ножом СТД-9А.
Ножницы гильотинные с наклонным ножом СТД9АН предназначены для резки листового материала толщиной до 4 или 6 мм (в зависимости от модели), с временным сопротивлением 500 МПа (50 кгс/мм).
Гильотинные ножницы СТД-9А могут быть использованы на заготовительных участках или в цехах предприятий, выпускающих изделия промышленной вентиляции, а также там, где требуется резка листового материала. Разрезание листов на заготовки производится с использованием заднего упора, а также по разметке.
Пневматическая гильотина – принцип работы, описание

Ножницы для разрезки металлических листов не относятся к числу стандартизированных видов кузнечно-штамповочного оборудования. Считается, что энергии сжатого воздуха не достаточно для выполнения операций деформирования листового проката. А под бытующим обозначением «Пневматические гильотины» скрываются обычные механические ножницы, в системе включения которых присутствует пневмофрикционная муфта. Вместе с тем конструкции пневматических прессов весьма разнообразны, и включают в себя рамные и двухстоечные агрегаты, в том числе и с большим столом.
Возможности сжатого воздуха как энергоносителя в приводе
Преимущественной схемой резки листа на ножницах является резка наклонными ножами. При этом внедрение инструмента в металл происходит не одновременно по всей длине или ширине реза, а постепенно. Требуемые значение хода ножевой балки при этом увеличивается, зато технологическое усилие заметно снижается.
Видео – как работают пневматические гильотинные ножницы
Угол наклона ножей измеряется в пределах 1,5…10 0 , причём с увеличением угла усилие снижается, поэтому инструменты с увеличенными углами наклона обычно устанавливают на более мощное оборудование. Угол наклона не должен быть больше 13 0 (угла трения), поскольку в этом случае происходит выталкивание разрезаемой заготовки из-под ножей. Причём при наличии прижима лист будет изгибаться, а не разделяться.
Сжатый воздух, имея значительно меньшую ( в сравнении в маслом или ионной гидравлической рабочей жидкостью) плотность не может создавать высокие давления. Однако является ли это препятствием для применения пневмопривода в гильотинных ножницах?
В соответствии с действующим ГОСТ 6240, основными параметрами пневмоцилиндров являются:
- Диапазон реализуемых значений рабочего хода.
- Максимальное давление.
- Диаметр поршня цилиндра.
- Конструктивное исполнение цилиндра.
При этом максимальным значением рабочего плунжера может быть 800 мм (при размерном ряде, пригодном для использования в приводе ножниц 160, 250, 320, 400мм; остальные типоразмеры достаточно габаритны, и в схеме ножниц использованы быть не могут).
Соответственно, диапазон рабочих ходов штока, что может быть использовано в конструкции рассматриваемого оборудования, также весьма различен: от 4 до 80 мм.
Двухсторонние пневмоцилиндры по ГОСТ 15608 выпускаются для максимальных давлений, значения которых, в зависимости, от соотношения размеров поршня и штока, могут быть выбраны по следующей таблице:
| Внутренний диаметр поршня, мм | Диаметр штока, мм | Развиваемое усилие, кг при давлении воздуха, кг/см 2 | |||
| 4 | 5 | 6 | 8 | ||
| 160 | 40 | 678 | 847 | 1017 | 1357 |
| 200 | 40 | 1085 | 1356 | 1628 | 2170 |
| 250 | 63 | 1654 | 2067 | 2481 | 3307 |
Примечание. В таблице приведены только такие размеры поршней и штоков, которые могут быть установлены в пневматических приводах ножниц для резки листа.
Таким образом, при наличии двух пневматических цилиндров (а их никак не может быть меньше, учитывая неодновременность производства реза и длину ножевой балки оборудования) с учётом коэффициента потерь воздуха в пневмосистеме управления результирующее усилие резки может находиться в пределах 1220…5900 кг (12,2…59 кН).
Много ли это или мало?
Рассчитаем для сопоставления усилие резки стального листа шириной 1000 мм при толщине листа 1,6 мм. Материалом листовой заготовки примём сталь 10кп, предел прочности которой на срез τ0 составляет 300 МПа.
Расчётное усилие резки с применением наклонных ножей находится по формуле
P = 0,5×s 2 ×τ0 /tgφ,
s – толщина разделяемого материала, мм
φ – угол наклона ножей, град.
Примем угол наклона ножей φ = 5 0 , тогда tgφ = 0,075 и Р = 0,5×1,6 2 ×300 /0,075 = 5120 (Н) = 5,12 кН.
Отсюда следует, что резка тонколистового стального проката на гильотинных ножницах, оснащённых пневматическим приводом, вполне возможна даже при сравнительно негабаритных пневматических цилиндрах.
Схема и конструкция пневматических листовых ножниц
Основными узлами рассматриваемого оборудования являются:
- Два пневмоцилиндра, которые размещаются на станине ножниц, с тыльной стороны ножевой балки.
- Приводная тяга, обеспечивающая передачу усилия от пневмоцилиндра на ножевую балку.
- Плунжеры привода, жёстко прикреплённые к ножевой балке.
- Ножевая балка с установленными в соответствующих посадочных местах подвижными наклонными ножами.
- Рабочий стол с пазом для захода ножей.
- Задний/передний упор.
- Пружинный механизм прижима листа.
- Пневмораспределитель.
- Станина.
- Система включения (педальная).
Источником выработки сжатого воздуха для одной пневматической гильотины может быть обычный передвижной компрессор с ресивером объёмом 400…500 л. Мощность привода такого оборудования (например, от торговой марки Elitex) составляет 5.5 кВт, при максимально допустимом давлении 10 ат, и расходе воздуха до 850 л/мин.

Мобильного компрессора будет вполне достаточно
Во избежание повышенного шума при работе компрессоры обычно устанавливают либо в отдельном помещении, либо снабжают шумозащитными экранами.
Пневматические ножницы работают так. При включении компрессора сжатый воздух поступает в ресивер. При достижении требуемого давления включается воздухораспределитель, и энергоноситель поступает в рабочую магистраль к пневмоцилиндрам. Ножевая балка в исходном положении находится вверху, что даёт возможность позиционирования листа по заднему или переднему упору ножниц. При нажатии на педаль происходит ход ножевой баки с прижимом листа к рабочей поверхности стола. На обратный ход оборудование может быть переключено вручную, по достижении заданной величины хода, либо автоматически. В последнем случае в схему вводятся концевые выключатели, контролирующие перемещение ножевой балки. Воздух при переключении поступает в нижнюю полость обеих рабочих цилиндров, после чего механизм прижима освобождает лист, а отрезанная заготовка под действием собственного веса падает в тару, расположенную сзади пневматических ножниц. Лист передвигается на следующую позицию, и цикл повторяется.
Пневматические ножницы работают только на одиночных ходах, однако при установке дополнительных узлов могут действовать и в полуавтоматическом цикле.
Эксплуатационные достоинства ножниц с пневмоприводом:
- Повышенная скорость резки, что положительно влияет на качество зоны разделения;
- Низкий уровень шума от самих ножниц;
- Простота системы управления.
Для качественной работы воздушные магистрали оборудуются очистными фильтрами.
Гильотины для резки металла
Ножницы предназначены для резки листового металла. Процесс резки гильотинными ножницами является наиболее производительным процессом по сравнению с другими разделительными операциями - резкой газом, пильными полотнами или дисками.

Номинальная толщина материала, 4 мм. Длина реза, 2000 мм. Максимальный ход заднего упора, 600 мм.

Гильотинные ножницы (механические) лист 6,3 х 2500мм

Длина резки 2550 мм. Максимальная толщина листа 1,5 мм.

Номинальная толщина материала, 4 мм. Длина реза, 3200 мм. Максимальный ход заднего упора, 600 мм.

Гильотинные ножницы (механические) лист 4 х 2000мм

Компактный высокопроизводительный станок предназначен для резки кровельного металла, алюминия, меди, латуни, пластика в строительных, монтажных предприятиях и производствах различной сложности. Широко используется в автомобильной, кораблестроительной отрасли и строительстве. Режущие ножи имеют две рабочие кромки, что значительно увеличивает срок их эксплуатации до первой шлифовки. Прижим листа выполняется автоматически перед резкой.

Гильотинные ножницы (гидравлические) лист 4 х 2000мм

Номинальная толщина материала, 6 мм. Длина реза, 3200 мм. Максимальный ход заднего упора, 600 мм.

Длина резания (A), 3100 мм. Толщина резки при (42 кг/мм²), 10 мм. Толщина резки при (70 кг/мм²), 6 мм.
Длина резания (A), 3100 мм. Толщина резки при (42 кг/мм²), 13 мм. Толщина резки при (70 кг/мм²), 8 мм.

Наши преимущества
Особенности и применение гильотин
Обработка металла на станках разного назначения невозможна без предварительной подготовки, которая заключается в раскрое материала для получения заготовок с необходимыми для работы параметрами. Модификации современного оборудования позволяют приобрести гильотинные ножницы, предлагаемые нашей компанией, с оптимальными техническими характеристиками для производства с разной направленностью и объемом работы.
- Прочная массивная конструкция гильотины для резки металла обеспечивает максимальную точность раскроя при непрерывной работе.
- Равномерно распределенное давление режущего инструмента по площади заготовки избавляет оператора от приложения большого мускульного усилия и минимизирует нагрузки на механизм.
- Станок предназначен для продольного и поперечного разделения металла с толщиной до 35 мм.
- Чистая и точная порезка заготовок с отсутствием повреждений и полным сохранением целостности лакокрасочного или полимерного покрытия в месте среза.
Необходимость в гильотинах по металлу, представленных в нашем каталоге, возникает на предприятиях с постоянной потребностью в порезке стальных пластин и деталей. Ножницы применяются для рубки листового проката и заготовок с круглым, прямоугольным и угловым сечением. Готовые элементы используются для изготовления металлоконструкций, корпусов машин и приборов. Оборудование востребовано как на крупном промышленном производстве, так и в небольших заготовительных цехах и ремонтных мастерских.
Конструкция гильотинных ножниц
Основными частями конструкции гильотины для металла являются:
- сварной корпус;
- подвижный режущий инструмент;
- приспособления для зажима заготовки.
Корпус устройства состоит из рабочего стола, надежно закрепленного на сварной конструкции из стоек, траверсов и металлических балок. Предназначенная для резки деталь фиксируется приспособлениями прижима, которые не позволяют заготовке проскальзывать и способствуют точному отсечению металла. В зависимости от назначения и модификации станка гильотина может быть оборудована одним из 100 типоразмеров ножей, отличающихся толщиной и габаритами.
В качестве режущего инструмента выступают ножницы гильотины, изготовленные из инструментальной легированной стали, прошедшие специальную процедуру закаливания металла для повышения прочности материала. На нижней балке находится неподвижно установленный нож, а второй закреплен на верхней, обладающей подвижностью. Для обработки деталей серийными партиями применяется градуированный упор.
От сложности устройства рабочего механизма зависит цена гильотины. К числу необходимых для эффективной работы механизмов относится устройство для регулировки глубины реза, а облегчить обработку длинных заготовок позволяет наличие удлинителей для столешницы и угольников для установки точных линий реза. К дополнительному оборудованию относится поддон для сбора отходов.
Принцип действия

В работе станка для рубки металла используется гильотинный принцип, подразумевающий поднятие верхнего ножа на заданную высоту и опускание в одной плоскости с нижним лезвием для разделения металлической заготовки, расположенной между режущим инструментом. Размещенный на столешнице листовой или сортовой металлопрокат выравнивается перед порезкой при помощи упоров и ограничительных планок, а затем фиксируется прижимными приспособлениями.
От массы ножей во многом зависит режущее усилие устройства. Вес лезвий может достигать нескольких десятков килограммов. В станках с ручным управлением порезка металла выполняется с использованием силы тяжести, а оснащенные электродвигателем гильотинные ножницы применяют энергию, полученную траверсами от вращения вала благодаря действию кривошипно-шатунного механизма. Для безопасности обслуживания оборудования предусмотрено предохранительное устройство, при перегрузке останавливающее рабочий процесс путем срезания специальной шпильки.
При поперечном разделении металла производится одно движение ножа, а при необходимости произвести продольную порезку листа с большим метражом или рулонной стали, выполняется цикл резов, сопровождаемый постепенным перемещением материала в рабочей зоне. После завершения операции готовые детали попадают приемный бункер, а отходы отбрасываются в поддон.
Разновидности станков для рубки металла
Классификацию станков определяет масса, степень точности и уровень автоматизации. Устройства могут выполнять прямой или поворотный вид порезки, который определяет конструкционное расположение лезвий. Перечисленные параметры влияют на цену гильотинных ножниц, которые, в зависимости от объема работ и степени твердости материала, могут быть выбраны из вариантов оборудования с разными техническими характеристиками:
- ручное;
- пневматическое;
- гидравлическое;
- механическое;
- электромеханическое;
- комбинированное.
Для штучного изготовления деталей в небольших мастерских достаточно приобрести гильотину с ручным управлением. Работа рычажно-пружинного механизма не требует использования электроэнергии, что значительно снижает себестоимость изделий и приводит к быстрой окупаемости оборудования. Станок компактен и может без труда перемещаться в нужную точку производственного помещения. Кроме обработки металла ручные гильотинные ножницы применяются для нарезания пластин оргстекла, плотных видов картона и изделий из резины.

При работе на более крупных предприятиях к гильотинным ножницам по металлу предъявляются повышенные требования. Агрегаты с гидравлическим приводом способны выполнять порезку металла с увеличенной толщиной и отличаются более качественным результатом работы. Геометрическую точность реза обеспечивает механическая регулировка зазора между лезвиями ножей и наличие специальной линейки для регулировки положения заготовки. Большая масса увеличивает устойчивость станка и позволяет до минимума сократить вибрацию при работе.
Действие пневматической гильотины основано на использовании сжатого воздуха. Агрегат экономично расходует электроэнергию и показывает хорошую производительность при порезке металла с большой толщиной. Недостаток в виде необходимости подвода сжатого воздуха компенсирует практичность использования компактного и удобного в работе устройства.
В конструкции механической гильотины режущий инструмент приводит в движение карданный вал, соединенный с электродвигателем посредством промежуточной муфты. Электромеханическое оборудование относится к наиболее эффективным видам устройств для порезки металла. Управление станком может осуществлять встроенный компьютер, благодаря которому отклонения от заданного размера заготовки исчисляется на микронном уровне.
Простой принцип работы гильотинных ножниц не требует дополнительной подготовки сотрудников. Надежная работоспособность конструкции обеспечивает бесперебойную работу предприятий по металлообработке. Оборудование может потребовать ремонта только при длительном и интенсивном использовании, а в процессе работы нуждается только в периодической заточке ножевых лезвий.
Электромеханические гильотинные ножницы

Для удобства резки на электромеханических гильотинах, на поверхности стола нанесена линейка с миллиметровыми делениями, указывающая удаление от линии реза. В центральной части стола гильотин нанесена разметка угла поворота от линии реза. Рабочая грань прижимной планки отделана пластиковыми Т-образными вставками. Это позволяет защитить поверхность нержавеющей стали, меди, алюминия или окрашенного металлического листа при совершении рабочего хода.
Чугунная рама и основание. Механический фиксатор листа. 4-сторонние лезвия из высококачественной высокопрочной стали 2379. Простая настройка зазора между лезвиями. Система педалей питания для одинарного или многократного реза. Бесшумная система сцепления. Усиленный маховик. Регулируемый задний датчик для узких и коротких деталей. Настраиваемая рама для ровной перпендикулярной резки. Передние датчики с регулировкой для угловой резки. Эксцентриковые рычаги.

Электромеханические станки предназначенные для резки различного вида материалов толщиной до 6 мм. Гильотины оборудованы передней поддержкой листа. Электромеханические гильотины OSTAS служат для резки листового металла с целью получения заготовок для последующего изготовления цилиндрических, круглых, конусных и дугообразных изделий. Электромеханические гильотины OSTAS предназначенны для резки металлических листов толщиной 3-6 мм. с длиной режущей поверхностью от 1350 до 3050 мм.
Чугунная усиленная рама и основание. Стальной стол (верстак). Регулируемая верхняя рама. Механический листовой фиксатор с эксцентриковыми рычагами. Регулируемый задний датчик для узких и коротких деталей. 4-сторонние лезвия из высококачественной высокопрочной стали 2379. Простая настройка зазора лезвий. Система ножных педалей для одинарного или многократного реза. Настраиваемая рама для четкого перпендикулярного реза. Регулируемые передние датчики, позволяющие резать широкий кусок. Цифровое считывание для счетчика резки. Бесшумный редуктор. Многоступенчатая электрическая защита двигателя от замыкания и перегрузки.

Компактные высокопроизводительные станки предназначены для резки кровельного металла, алюминия, меди, латуни, пластика в строительных, монтажных предприятиях и производствах различной сложности. Станки оснащены качественными долговечными ножами из инструментальной легированной стали 9CrSi (российский аналог 9ХС), с твёрдостью закалки 56-60 HRC, с 2 режущими кромками на верхнем и нижнем ножах, толщина ножа 12мм. Кривошипно-шатунный механизм позволяет работать с высокой скоростью резки – до 30 циклов/минуту (в зависимости от толщины и материала.

Компактные высокопроизводительные станки предназначены для резки кровельного металла, алюминия, меди, латуни, пластика в строительных, монтажных предприятиях и производствах различной сложности. Станки оснащены качественными долговечными ножами из инструментальной легированной стали 9CrSi, с твёрдостью закалки 45-50 HRC, с 4 режущими кромками на верхнем и нижнем ножах, толщина ножа 18мм. Кривошипно-шатунный механизм позволяет работать с высокой скоростью резки – до 20 циклов/минуту, без перегрева станка (и дополнительным временем на его охлаждение), а также более низким потреблением энергии.

Гильотины Stalex Q11 разработаны для резки металлического листа и тонких пластин. Широко используются в автомобильной, кораблестроительной отрасли и строительстве. Режущие ножи имеют две рабочие кромки, что значительно увеличивает срок их эксплуатации до первой шлифовки. Прижим листа выполняется автоматически перед резкой. Задний упор имеет точную ручную регулировку, что позволяет быстро настроить задний упор и установить необходимую ширину резки. Оборудованы понижающим приводом. Малое колесо цепной передачи, находящееся на моторе с регулируемой скоростью, вращает большое колесо и заставляет вращаться колесо эксцентриситетного соединения.
Легкие в обслуживании и эксплуатации, высоконадежные и долговечные гильотины электромеханического типа STALEX GM обеспечат высокую производительность предприятию, изготавливающему металлоизделия. Гильотины данной серии осуществляют резку металлических листов и полос толщиной до 1,5 мм. Они оснащены электроприводом верхнего ножа, поддерживающим устройством и выдвижным столом. Управление работой станка может производиться ножными переключателями – педалями. Предусмотрена возможность программирования оборудования на изготовление заготовок требуемых размеров.

Гильотины электромеханические Stalex SBJB — предназначены для раскроя листового металла средней толщины, а именно выполнения прямолинейных резов. Широко используются в производстве воздуховодов, комплектующих водосточных систем, доборных элементов кровли и строительстве. Основное назначение - рубка листового материала в заготовительном производстве. Основное преимущество в том, что в момент реза, давление на разрезаемый материал производится не по всей длине реза, что снижает требуемое усилие – благодаря косому подвижному ножу, двигающемуся в одной плоскости без изменения угла наклона.

Легкие в обслуживании и эксплуатации, высоконадежные и долговечные гильотины электромеханического типа обеспечат высокую производительность предприятию, изготавливающему металлоизделия. Гильотины данной серии осуществляют резку металлических листов и полос толщиной до 1,5 мм. Они оснащены электроприводом верхнего ножа, поддерживающим устройством и выдвижным столом. Управление работой станка может производиться ножными переключателями – педалями.

Предназначены для резки кровельного металла, алюминия, меди, латуни, пластика в строительных, монтажных предприятиях и производствах различной сложности. Регулировка прижима заготовки позволяет работать с широким ассортиментов материалов. Компенсация износа направляющих рамы с помощью винтов. Механические ограничители подачи обеспечивают серийность изделий и высокий темп непрерывной работы. Для безопасности гильотины снабженыкнопкой аварийной остановки. Передний стол для комфортной подачи листа. Ножной привод позволяет выполнять как единичный, так и серийные резы.

Durma MS электромеханического типа выпускается в широком типоразмерном ряду, включающем восемь варьирующихся по длине моделей (1300-3000мм). Продукция имеет маркировку СЕ, то есть изготавливается в соответствии с Директивами Евросоюза, устанавливающими нормы безопасности продукции. Прочная сварная конструкция. Телескопический стол или опорные штанги для передней поддержки стали. Селекторный переключатель для одиночного хода. Левосторонний упорный рычаг. Жесткие фиксирующие устройства/пальцевая защита с нескользящей резиновой прокладкой. Кнопка аварийного останова.

Электромеханические гильотинные ножницы с наклонным ножом для рубки листового металла. Станки выполнены из прочной сварной конструкции. Ножи данных гильотин выполнены из высокоуглеродистой стали и имеют две режущих стороны. Рабочая балка имеет превосходное скольжение, которое достигается за счет тефлоновых направляющих. Удобная система регулировки зазора ножей. Скользящий упор с линейкой для точной настройки параметров реза. Ножная педаль управления с кнопкой аварийного отключения станка. Счетчик резов. Передние поддерживающие опоры для листа.

Флагманская линейка гильотинных ножниц производимых заводом Say-Mak. Станки стали самыми продаваемыми в группе ввиду своих высоких технических характеристик. Гильотинные ножницы модели SRGM всегда комплектуются контроллером NC и электромеханическим задним упором. Станки выполнены из прочной сварной конструкции. Ножи данных гильотин выполнены из высокоуглеродистой стали и имеют две режущих стороны. Рабочая балка имеет превосходное скольжение, которое достигается за счет тефлоновых направляющих. Станки имеют механическую систему настройки зазора режущего лезвия.

Электромеханические гильотины MAZANEK предназначены для резки листовых материалов, в том числе листовой стали, алюминия, латуни, меди в строительных, монтажных, строительно-монтажных предприятиях и производствах металлических изделий различной сложности и широкого назначения. Гильотины просты в обслуживании и благодаря своей конструкции не только функциональны, но и надёжны в эксплуатации. Станки снабжены встроенной защитой от повреждении пальцев. Станки оснащены двухсторонним ножом из высокопрочной, закаленной стали.

Часто задаваемые вопросы об электромеханических гильотинах
Где купить электромеханические гильотинные ножницы?
На нашем сайте вы можете приобрести электромеханические гильотинные ножницы оптом и в розницу. Широкий выбор: в наличии и под заказ более 88 моделей оборудования по низким ценам.
Есть ли доставка по России?
Да мы осуществляем доставку электромеханических гильотинных ножниц в любую точку Российской Федерации. Более подробную информацию о сроках доставки Вам может предоставить менеджер. Для этого Вам необходимо оставить контактные данные или связаться по номеру телефона указанному на сайте.
Можно ли взять в лизинг электромеханических гильотинных ножниц?
Да Вы можете приобрести в лизинг если стоимость купленного оборудования будет превышать свыше 300 тысяч рублей. Для этого Вам необходимо оставить контактные данные или связаться по номеру телефона указанному на сайте.
Осуществляете ли вы пуско-наладку?
Компания Станкофф.РУ оказывает сервисные услуги, в том числе пусконаладочные работы. Правильно выполненные пусконаладочные работы являются залогом продуктивного бесперебойного функционирования оборудования. Наши специалисты осуществят весь комплекс необходимых работ. Условия договора в каждом конкретном случае оговариваются индивидуально с учетом сопутствующих накладных расходов и количества единиц оборудования. Более подробную информацию вы можете узнать, позвонив по номеру телефона указанному на сайте.
Осуществляете ли вы ремонт?
Компания Станкофф.РУ оказывает сервисные услуги, в том числе ремонтные работы. Наши специалисты осуществят весь комплекс необходимых работ. Условия ремонта в каждом конкретном случае оговариваются индивидуально с учетом сопутствующих накладных расходов и количества единиц оборудования. Более подробную информацию вы можете узнать, позвонив по номеру телефона указанному на сайте.
Преимущества использования
При порезке металлических листов небольшой толщины отсутствует необходимость в приобретении оборудования со слишком мощным гидравлическим приводом. Возможностей электромеханической гильотины достаточно для быстрой и качественной работы при получении заготовок из металла, толщина которого может превышать значения в 8 мм.
В числе способов, которые позволяют выполнять разделительные операции при обработке металла, методика холодной резки считается оптимальным вариантом, сочетающим хорошую производительность с высокой точностью и чистотой результата. Применение кривошипных ножниц для получения заготовок из твердых металлических сортов относится к наиболее востребованным технологиям и может производиться на устройствах с механическим или гидравлическим типом привода.
Цены механических гильотин, представленных в нашем каталоге, выгодно отличаются от стоимости гидравлических ножниц. Простая конструкция агрегата обеспечивает:
- высокую скорость порезки;
- отсутствие необходимости в подводке воздуха;
- максимальную глубину реза;
- удобное и безопасное использование.
Единственным недостатком механического гильотинного резака можно считать неспособность выполнять фигурное разделение материала. При необходимости в осуществлении криволинейной обработки металла понадобится дополнительное оборудование со специализированными функциями. Жесткая фиксация на станине не дает возможности монтажного применения устройства, но обеспечивает стабильность конструкции при высоких производственных нагрузках.
Конструкция механического резака
Гильотинные механические ножницы, предлагаемые нашей компанией, смонтированы на станине, изготовленной сварочным методом из высокопрочной стали. Устойчивый корпус сохраняет стабильность при больших нагрузках и обеспечивает точную порезку металла. Режущим инструментом являются ножи метровой длины, которые могут иметь 2 или 4 рабочие кромки. В зависимости от назначения устройства применяются лезвия различного типа:
- для работы с материалом низкой и средней твердости;
- для разделения заготовок из особо прочного металла.
Дополнительные приспособления делают эксплуатацию кривошипных листовых ножниц более удобной и способствуют увеличению производительности:
- Шариковые направляющие облегчают подачу материала в рабочую зону.
- Транспортир косых резов позволяет быстрее выполнять работу под углом.
- Наличие дополнительных стоек и направляющих дает возможность расширить площадь стола.
Механические гильотины, представленные на нашем сайте, приводятся в действие электрическим двигателем, оснащенным замедляющим редуктором и кривошипно-шатунным механизмом. Конструкция позволяет применять минимальное мускульное усилие для достижения качественного и быстрого результата порезки. В сравнении с гидравлическими моделями электромеханическое устройство отличает повышенная скорость работы и увеличенный коэффициент полезного действия. Продуманная система безопасности состоит из нескольких уровней, включающих защитную сетку, оптическое электронное устройство и специальное ограждение зоны реза.
При выборе кривошипных ножниц стоит остановиться на модели, изготовленной из нержавеющей стали и имеющей функцию регулировки глубины реза. Надежная защита металла от коррозии обеспечит длительный срок службы агрегата, а возможность самостоятельно устанавливать параметры при разделительных операциях намного повысит эффективность работы. Для использования лицами с доминирующей силой левой руки существуют модели с адаптированной конструкцией, позволяющей использовать оборудование с комфортом.
Гильотина для рубки металла: ручная, гидравлическая, электромеханическая, пневматическая

Резка металлоизделий на гильотине – это прямолинейный метод раскроя стального листового металлопроката на рулоны, полосы и заготовки прямоугольной, квадратной формы.
Отходов при резке гильотиной практически нет (может оставаться незначительное количество мелкой стружки на ножах). Точность реза — 0,05-0,1 мм. Скорость работы — более 10 заготовок в 60 секунд (зависит от вида оборудования).
Путать такие технологии металлообработки, как рубка и резка, не стоит, ведь они имеют существенные отличия.
Рубка и резка металла
Стальные заготовки разрубаются путем ударного воздействия зубила (острого резца), которое расположено под небольшим углом или строго перпендикулярно по отношению к металлопрокату. Наклон рабочего инструмента контролируется мастером, так как представленный метод осуществляется вручную.
Ручной способ рубки знаком людям, работающим на производстве, частным мастерам, автовладельцам. Он применим в тех случаях, когда необходимо:
- подогнать заготовку под нужный размер;
- обработать кромки металлоизделия;
- выровнять плоскую поверхность;
- удалить образовавшиеся заусенцы;
- сформировать кромки для дальнейшей сварки металлопроката;
- отделить появившиеся окалины;
- пробить отверстие в заготовке;
- обрубить головки крепежных элементов (например, болтов).
Зубило имеет заточенный наконечник. Он позволяет разрубать металл, сделать в заготовке канавки, углубления, отверстия.

Изготавливается он из инструментальных сплавов или твердосплавных конструкционных пластин. Внешне выглядит как стальной брусок, на одной стороне которого есть режущая кромка. В зависимости от назначения различается по форме, ширине рабочей части и углу заточки.
Традиционно используются инструменты шириной 2-2,5 см. Режущая кромка бывает плоской или слегка закругленной. При работе со стальным сырьем острая часть зубила со временем тупится. Заточка режущего элемента выполняется с учетом необходимого угла. Для работы:
- с бронзой и чугуном соблюдается параметр в 70 градусов;
- обыкновенной сталью — в 60 градусов;
- медью и латунью — в 45 градусов.
Аналогом зубила является крейцмейсель. Обычно его режущая часть не превышает 1 см, форма рабочей поверхности имеет каплевидную форму. Чаще используется для создания канавок и пазов на поверхности металлоизделия, в то время как зубило используется больше для сквозного прорубания проката.

При ручной рубке в качестве дополнительного инструмента выступает молоток. Для работы выбирается стандартный слесарный инструмент массой 0,4-0,8 кг и длиной ручки от 35 до 45 см.
Процесс рубки металла при помощи зубила состоит из следующих этапов:
- заготовка укладывается на ровную и прочную поверхность или наковальню (чаще она зажимается в тисках);
- делается линия разметки;
- вертикально на место обрубания ставится зубило;
- мастером наносятся легкие удары молотком по верхней части зубила, которое в процессе слегка сдвигается по линии разметки;
- стальная заготовка переворачивается;
- все действия повторяются с обратной стороны.
Но рубка может быть не только вертикальной, но и горизонтальной. В таком случае заготовка зажимается в тисках под углом в 35 градусов и меньше относительно стола. Такой метод позволяет обрубить лишнюю части листового проката, выступающую из тисков.
В качестве альтернативы в последнее время вместо зубила используются ручные ножницы по металлу. Но и в первом, и во втором случае кромка заготовки может иметь шероховатости, заусенцы, неровности.

А вот рубка металла на гильотине дает ровный срез. Но этот вид металлообработки уже больше относится не к рубке, а к резке. Заготовки разрезаются с использованием пиляще-режущего инструмента (ножниц, пил, автоматизированного современного оборудования). Это более современный способ, используемый преимущественно на малых и крупных предприятиях.
Как осуществляется резка металла на гильотине
Гильотина для резки металла – это станок, который оснащен статичным режущим элементом, расположенным внизу, а также верхним ножом (двигается по определенной траектории: дугообразной или только прямой — в зависимости от типа станка). Некоторые виды оснащаются дополнительным прессом, который позволяет зафиксировать заготовку на станине.

Характерная особенность таких установок заключается в косой ножевой балке, расположенной сверху. Это помогает ему постепенно перемещаться к линии среза во время давления на металлический листовой прокат.
Такой тип ножа влияет и на мощность механизма, который способен прорубить сталь толщиной вплоть до 20 мм одним ударом. Но рекомендуемыми параметрами заготовок для работы все же являются листы от 0,1 до 2,5 мм. При этом прочность металла может достигать 500 МПа.
Выпускаются ножи цельными. Изготавливают их преимущественно из марок стали У8А и У10А (после термической обработки должны иметь твердость в пределах 56-58 HRC), а также Х12, 4ХС, 6ХС, 5ХВ2С, Х12Ф1 (их твердость составляет 56-62 HRC).
Процесс рубки состоит из следующих этапов:
- на рабочий стол подается заготовка. Делается это вручную или автоматически (в зависимости от вида станка);
- стальной лист фиксируется для обеспечения высокого качества среза;
- определяются размеры будущих лент или полос;
- обозначаются места разрезов;
- на уложенный металлопрокат опускается стальной нож, заточенный под оптимальным углом (в среднем от 86 до 89 градусов);
- собственной массой или при помощи гидравлического, электромеханического привода он воздействует на заготовку с необходимым для резки усилием;
- как только рассечение сделано, нож поднимается.
В промышленных условиях используется оборудование с длинными ножами, что повышает скорость реза, увеличивает производительность и позволяет рубить металлопрокат шириной больше 3 метров. На крупных предприятиях устанавливаются станки с гильотинными ножницами, которые способны рубить 6-метровый прокат.
Какой металл рубят на гильотине
Станок гильотина используется для раскроя холоднокатаного и горячекатаного металла. Рубить также можно:
- оцинкованную сталь;
- заготовки из нержавеющих сплавов;
- композитные материалы;
- гладкий и рифленый алюминий;
- цветные виды металлов (медь, титан, латунь).
Как мы говорили выше, – толщина заготовок может быть в пределах 0,2-1,5 мм. Гильотина разрубает сталь прочностью до 400 МПа. В промышленных условиях стандартно рубятся заготовки длиной в 2 метра. На крупных предприятиях возможен раскрой листов длиной в 3-6 метров. Точность реза не превышает 0,1-0,2 мм.

Особенности оборудования
Стандартно гильотина для резки листового металла состоит:
- из неподвижной станины (рабочего стола);
- правой и левой стойки;
- прижимной балочной части;
- балки ножевого типа;
- заднего упора;
- кривошипа;
- противорежущей пластины;
- рычага подачи ножа (может быть ручным и автоматическим).
В зависимости от вида оборудования, эта комплектация может быть дополнена.
Гильотина для рубки металла бывает:
- ручной. Используется в небольших мастерских. Заготовку разрубают два установленных ножа. Нижний зафиксирован в одном положении, а верхний двигается строго по вертикали вниз. Ручная гильотина не нуждается в настройке. Важно лишь установить оборудование на ровной поверхности и выставить ножи согласно заводским схемам. Разрезает сравнительно небольшие заготовки (ширина реза обычно не превышает 1200-1500 мм). Используется для стали толщиной до 0,5-0,7 мм. Популярные модели: Mazanek GR 2000, Schechtl HT 200, Q01-1.25x2000;
- гидравлической. Они снабжаются приводной системой гидравлического типа. Делает как штучную, так и серийную обработку металлических листов. Гидравлическая гильотина работает с листовым прокатом толщиной до 2 см и длиной не более 6 метров. Ножи могут двигаться по прямой и дугообразной траектории. Контроль над их расположением осуществляется в ручном, автоматическом, а также полуавтоматическом режиме. Особенно популярны: Stalex HQ, Stalex THS, MelalMaster HCJ;

- электромеханической. Применяется на крупных предприятиях, на которых важна высокая производительность и возможность раскроя толстого листового металлопроката. Нож работает благодаря кривошипно-шатунному механизму. Оборудование может комплектоваться ЧПУ. Это позволяет создавать шаблоны для производства больших партий заготовок в однотипном исполнении, увеличивать точность реза. Электромеханическая гильотина режет металл с сечением 4-8 мм. Нож делает до 60 ходов за одну минуту. Популярные модели: Fabtec Q11, RAS SMARTCUT, RAS PRIMECUT, SAY-MAK SRGM-H;

- пневматической. Весь механизм работает на магистрали со сжатым воздухом. Производительность у этого вида оборудования выше, чем у гидравлического станка. Чаще гильотина пневматическая используется на предприятиях с крупносерийным выпуском металлоизделий. Нож разрезает металл толщиной в 12 мм и более. Особенно популярна модель станка TGSP.

Промышленные гильотины
Производительность и минимизация затрат по времени при рубке на гильотине играют главную роль при выборе оборудования для крупных предприятий. Поэтому в промышленных условиях в основном используется пневматическое, гидравлическое или электромеханическое оборудование. Крупные заготовители делают акцент на полной автоматизации процесса. Основная часть станков оснащается ЧПУ.
Из востребованных видов гильотин для резки металла выделим:
- гидравлические установки MetalMaster;
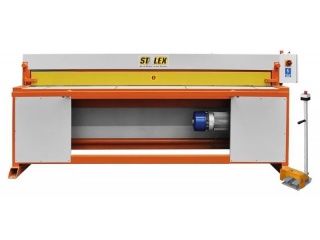
- электромеханические гильотины Stalex;
- гидравлические ножницы Inanlar;
- пневматические станки TGSP;
- электромеханические ножницы TKS и др.

Гидравлические ножницы Inanlar
Сравнительная таблица всех видов гильотин, ГОСТы, виды брака
Тип гильотины
Толщина металлоизделия
Вид металлоизделия
Максимальная прочность металлической заготовки
Ширина листового проката
Количество ходов за 60 секунд
Наличие ЧПУ
Точность среза
Оцинкованный и профилированный лист, арматура, обычный листовой металлопрокат
Арматура, профнастил, сталь из алюминия, титана, оцинковки, нержавеющего и черного металла
Работа с гильотинным оборудованием контролируется ГОСТами 6282-88, 11647-75.
Из возможных видов брака выделим:
- косой срез и серповидность (объясняется уводом ножевого полотна в сторону из-за слабого натяжения в раме);
- образование острого края на металлоизделии. Причины: плохое качество заточки гильотинного ножа либо неверное расположение верхнего режущего элемента на станке;
- выгнутость или закручивание. Такое может произойти по причине некачественного или неправильного зажима заготовки.
Преимущества резки на гильотине
- Быстрая окупаемость.
- Полная готовность заготовки к дальнейшей обработке после процесса рубки;
- Универсальность (можно работать с листовым прокатом из различных сплавов, включая холодно- и горячекатаную сталь, нержавейку, оцинковку).
- Экономичность. Рубка металла на гильотине дает минимальные потери исходного материала (не больше 10%). Этот метод позволяет разрезать листы практически без опилок и стружек.
- Качество среза. Кромка получается ровной, без заусенцев, заломов и сколов. Нож опускается строго перпендикулярно относительно заготовки.
- Отсутствие нагрева материала.
Применение
В промышленных условиях применяются и иные виды резки металла. Это может быть:
Гильотинная резка используется преимущественно для создания стальных листов, лент и полос определенного размера.

Эти металлоизделия в дальнейшем используются в строительстве и в производстве деталей для автомобилей, рабочих машин, промышленных станков. Применяется полученная металлопродукция также в авиа-, судо-, вагоностроении.
Читайте также: