Гост 8693 80 трубы металлические
Обновлено: 05.10.2024
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
ТРУБЫ СТАЛЬНЫЕ СВАРНЫЕ ОБЩЕГО НАЗНАЧЕНИЯ
Технические условия
Цели и принципы, основной порядок работ по межгосударственной стандартизации установлены ГОСТ 1.0—92 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2—2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 357 «Стальные и чугунные трубы и баллоны». Открытым акционерным обществом «Российский научно-исследовательский институт трубной промышленности» (ОАО «РосНИТИ»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 «Стальные и чугунные трубы и баллоны»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации по переписке (протокол от 30 января 2015 г. N9 74-П)
За принятие проголосовали:
Краткое наименование страны по MK (ИСО 3166) 004—97
Код страны по МК (ИСО 3166)004-97
Сокращенное наименование национального органа по стандартизации
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
4 Приказом Федерального агентства по техническому регулированию и метрологии от 21 апреля 2015 г. No 276-ст межгосударственный стандарт ГОСТ 33228—2015 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2016 г.
5 Настоящий стандарт подготовлен на основе национального стандарта Российской Федерации ГОСТ Р 54929—2012
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется е ежегодном информационном указателе «Национальные стандарты», а текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Настоящий стандарт разработан на основе ГОСТ 8696. ГОСТ 10704. ГОСТ 10705 и ГОСТ 10706. а также обобщения отечественного и зарубежного опыта использования труб.
Трубы, изготовляемые по ГОСТ 8696. ГОСТ 10704, ГОСТ 10705 и ГОСТ 10706, имеют одинаковую область применения как трубы общего назначения. Поэтому в настоящем стандарте, разработанном на основе упомянутых стандартов, требования к этим трубам объединены.
По сравнению с ГОСТ 8696, ГОСТ 10704, ГОСТ 10705 и ГОСТ 10706 в настоящем стандарте:
. введена классификация труб по классам прочности;
• дополнен ряд размеров труб по наружному диаметру и толщине стенки;
- установлены две точности изготовления длины труб; обычная и повышенная;
• дополнена возможность проведения испытаний труб на ударный изгиб и неразрушающего контроля;
• дополнена возможность изготовления труб с определением углеродного эквивалента, очищенной от окалины поверхностью, с отделкой концов.
ТРУБЫ СТАЛЬНЫЕ СВАРНЫЕ ОБЩЕГО НАЗНАЧЕНИЯ Технические условия
Steel welded pipes for general purposes. Specifications
Дата введения — 2016—01—01
1 Область применения
Настоящий стандарт распространяется на стальные саарные трубы общего назначения из углеродистой и низколегированной стали.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 31447—2012 Трубы стальные сварные для магистральных газопроводов, нефтепроводов и нефтепродукте)проводов. Технические условия
ГОСТ 31458—2012 Трубы стальные и изделия из труб. Документы о приемочном контроле ГОСТ 15.309—98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 162—90 Штангенглубиномеры. Технические условия ГОСТ 166—89 (ИСО 3599—76) Штангенциркули. Технические условия ГОСТ 380—2005 Сталь углеродистая обыкновенного качества. Марки ГОСТ 427—75 Линейки измерительные металлические. Технические условия ГОСТ 1050—88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 2216—84 Калибры-скобы гладкие регулируемые. Технические условия ГОСТ 3728—78 Трубы. Метод испытания на загиб
ГОСТ 3845—75 Трубы металлические. Метод испытания гидравлическим давлением ГОСТ 5378—88 Угломеры с нониусом. Технические условия ГОСТ 6507—90 Микрометры. Технические условия
ГОСТ 6996—66 (ИСО 4136—89. ИСО 5173—81. ИСО 5177—81) Сварные соединения. Методы определения механических свойств
ГОСТ 7268—82 Сталь. Метод определения склонности к механическому старению по испытанию на ударный изгиб
ГОСТ 7502—98 Рулетки измерительные металлические. Технические условия ГОСТ 7565—81 (ИСО 377-2—89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 8026—92 Линейки поверочные. Технические условия
ГОСТ 8693—80 (ИСО 8494—86) Трубы металлические. Метод испытания на бортование ГОСТ 8694—75 Трубы. Метод испытания на раздачу ГОСТ 8695—75 Трубы. Метод испытания на сплющивание
ГОСТ 9045—93 Прокат тонколистовой холоднокатаный из низкоуглвродистой качественной стали для холодной штамповки. Технические условия
ГОСТ 9454—78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 10006—80 (ИСО 6892—84) Трубы металлические. Метод испытания на растяжение ГОСТ 10692—80 Трубы стальные, чугунные и соединительные части к ним. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 11358—89 Толщиномеры и стенкомеры индикаторные с ценой деления 0.01 и 0.1 мм. Технические условия
ГОСТ 12344—2003 Стали легированные и высоколегированные. Методы определения углерода ГОСТ 12345—2001 (ИСО 671—82. ИСО 4935—89) Стали легированные и высоколегированные. Методы определения серы
ГОСТ 12346—78 (ИСО 439—82. ИСО 4829-1—86) Стали легированные и высоколегированные. Методы определения кремния
ГОСТ 12347—77 Стали легированные и высоколегированные. Методы определения фосфора ГОСТ 12348—78 (ИСО 629—82) Стали легированные и высоколегированные. Методы определения марганца
ГОСТ 12349—83 Стали легированные и высоколегированные. Методы определения вольфрама ГОСТ 12350—78 Стали легированные и высоколегированные. Методы определения хрома ГОСТ 12351—2003 (ИСО 4942:1988. ИСО 9647:1989) Стали легированные и высоколегированные. Методы определения ванадия
ГОСТ 12352—81 Стали легированные и высоколегированные. Методы определения никеля ГОСТ 12354—81 Стали легированные и высоколегированные. Методы определения молибдена ГОСТ 12355—78 Стали легированные и высоколегированные. Методы определения меди ГОСТ 12356—81 Стали легированные и высоколегированные. Метод определения титана ГОСТ 12357—84 Стали легированные и высоколегированные. Методы определения алюминия ГОСТ 12358—2002 Стали легированные и высоколегированные. Методы определения мышьяка ГОСТ 12359—99 (ИСО 4945—77) Стали углеродистые, легированные и высоколегированные. Методы определения азота
ГОСТ 12360—82 Стали легированные и высоколегированные. Методы определения бора ГОСТ 12361—2002 Стали легированные и высоколегированные. Методы определения ниобия ГОСТ 12362—79 Стали легированные и высоколегированные. Методы определения микропримесей сурьмы, свинца, олова, цинка и кадмия
ГОСТ 16504—81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 17745—90 Стали и сплавы. Методы определения газов ГОСТ 18360—93 Калибры-скобы листовые для диаметров от 3 до 260 мм. Размеры ГОСТ 18365—93 Калибры-скобы листовые со сменными губками для диаметров свыше 100 до 360 мм. Размеры
ГОСТ 18895—97 Сталь. Метод фотоэлектрического спектрального анализа ГОСТ 19281—89 (ИСО 4950-2—81. ИСО 4950-3—81. ИСО 4951—79, ИСО 4995-78. ИСО 4996-78, ИСО 5952—83) Прокат из стали повышенной прочности. Общие технические условия ГОСТ 19903—74 Прокат листовой горячекатаный. Сортамент
ГОСТ 22536.0—87 Сталь углеродистая и чугун иелегированный. Общие требования к методам анализа
ГОСТ 22536.1—88 Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита
ГОСТ 22536.2—87 Сталь углеродистая и чугун нелегированный. Методы определения серы ГОСТ 22536.3—88 Сталь углеродистая и чугун иелегированный. Методы определения фосфора ГОСТ 22536.4—88 Сталь углеродистая и чугун нелегированный. Методы определения кремния ГОСТ 22536.5—87 (ИСО 629—82) Сталь углеродистая и чугун нелегированный. Методы определения марганца
ГОСТ 22536.6—88 Сталь углеродистая и чугун нелегированный. Методы определения мышьяка
ГОСТ 225367—88 Сталь углеродистая и чугун нблетроеанный. Методы определения хрома ГОСТ 22536.8—87 Сталь углеродистая и чугун мвлегмроеаммый. Методы определения меди ГОСТ 22536.9—88 Сталь углеродистая и чугун нелегированный. Методы определения никеля ГОСТ 22536.10—88 Сталь углеродистая и чугун нелегированный. Методы определения алюминия ГОСТ 22536.11—87 Сталь углеродистая и чугун нелегироеанный. Методы определения титана ГОСТ 22536.12—88 Сталь углеродистая и чугун нелегированный. Методы определения ванадия ГОСТ 26877—2008 Металлопродукция. Методы измерения отклонений формы ГОСТ 28033—89 Сталь. Метод рентгенофлюоресцентного анализа ГОСТ 28548—90 Трубы стальные. Термины и определения
ГОСТ 30432—96 Трубы металлические. Методы отбора проб, заготовок и образцов для механических и технологических испытаний
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет и/ы по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год- Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом, следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана осыпка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 16504. ГОСТ 28548. ГОСТ 26877, ГОСТ 15.309, ГОСТ 31447. а также следующие термины с соответствующими определениями:
3.1 горячередуцированная труба: Сварная труба, окончательный наружный диаметр которой по всей длине сформирован в процессе горячего редуцирования в определенном интервале температур.
3.2 класс прочности: Обозначение уровня прочности трубы.
3.3 тело трубы: Вся труба, кроме сварного шва (швое) и зоны термического влияния сварки.
4 Обозначения и сокращения
В настоящем стандарте приняты следующие обозначения и сокращения:
D — наружный диаметр трубы, мм;
65 — относительное удлинение после разрыва (на пятикратных образцах). %:
Сама — углеродный эквивалент:
Р— испытательное гидростатическое давление. МПа; л0 — временное сопротивление. HI мм 2 : af — предел текучести. Н/мм 2 ;
R — допускаемое напряжение в стенке трубы. МПа;
5 — толщина стенки трубы, мм;
Smv) — минимальная (с учетом минусового предельного отклонения) толщина стенки трубы, мм; М — масса 1 м трубы, кг/м:
П — периметр поперечного сечения трубы, мм;
ВЧС — высокочастотная сварка;
ДСФ — дуговая сварка под флюсом;
ДСФП — дуговая сварка под флюсом труб с одним продольным швом:
ДСФ2П — дуговая сварка под флюсом труб с двумя продольными швами:
ДСФС — дуговая сварка под флюсом труб со спиральным швом;
Л ТО — локальная термическая обработка сварного соединения труб;
ОТО — объемная термическая обработка всей трубы.
ГР — горячее редуцирование сварных труб.
5.1 Виды труб и состояние поставки
Трубы изготовляют следующих видов:
• прямошовные с одним продольным швом. ВЧС или ДСФП;
• прямошовные с двумя продольными швами. ДСФ2П;
• спиральношовные со спиральным швом. ДСФС.
Трубы поставляют сварными или сварными горячередуцированными.
Трубы поставляют в состоянии после термической обработки по всему объему, после локальной термической обработки сварного соединения или без термической обработки.
Трубы изготовляют по наружному диаметру и толщине стенки размерами, указанными в таблице 1. обычной точности по наружному диаметру.
По требованию заказчика трубы могут быть изготовлены повышенной точности по наружному диаметру.
По согласованию между изготовителем и заказчиком трубы могут быть изготовлены размерами, не предусмотренными в таблице 1.
1. МЕТОД ОТБОРА ПРОБ
Плоскость реза должна быть перпендикулярна к продольной оси трубы (ГОСТ 2.308) с допускаемым отклонением не более 1,0 мм.
1.2. Образцы изготовляют таким образом, чтобы было исключено влияние способа отбора на свойства образца.
1.4. Испытание образцов сварных труб допускается проводить после удаления внутреннего грата способами, исключающими изменение свойств материала образца.
1.5. Количество образцов для испытания устанавливается в нормативно-технической документации на трубы.
2. АППАРАТУРА
Предельные отклонения конусности угла при отбортовке на 60 и 90 ° должны соответствовать 10-й степени точности по ГОСТ 8908.
2.2. Оправка для отбортовки должна иметь:
диаметр цилиндрического конца меньше внутреннего диаметра трубы на величину не более 1,0 мм;
диаметр плоского выступа, перпендикулярного оси оправки или под углом к ней, равный или превышающий заданный диаметр борта;
радиус галтели R , равный двукратной толщине стенки трубы, если не указаны другие требования в нормативно-технической документации на продукцию.
2.3. Рабочая поверхность оправок должна иметь твердость HRC не менее 50 (ГОСТ 9013), шероховатость Rz не более 20 мкм ( ГОСТ 2789 ) и при испытании должна быть покрыта консистентной смазкой.
3. ПРОВЕДЕНИЕ ИСПЫТАНИЙ
3.1. Испытание на бортование состоит в отбортовке конца (отрезка трубы) до образования фланца заданного диаметра D и или получения величины отбортовки Х в процентах от внутреннего диаметра.
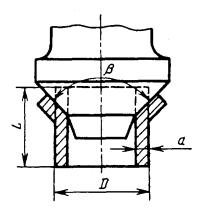
3.2. Испытание проводят плавной отбортовкой на 90 ° к образующей образца (черт. 1 ), если не указан другой угол в нормативно-технической документации на продукцию.
Перед отбортовкой образец может подвергаться раздаче конусной оправкой до образования наружного диаметра, обеспечивающего получение заданного или определяемого диаметра борта (черт. 2 ) с последующим отгибом края образца плоской поверхностью.
3.3. При испытании не допускается вращательное движение оправки или образца. В случае возникновения разногласий в оценке качества скорость внедрения оправки в образец не должна превышать 50 мм/мин.
4. ОБРАБОТКА РЕЗУЛЬТАТОВ
4.1. Результаты испытаний определяют по величине максимального диаметра борта ( D и ) после испытания, по величине отбортовки Х в процентах от внутреннего диаметра трубы ( D о ) по формуле
4.2. Наружный диаметр образцов до испытания и диаметр борта после испытания измеряют с погрешностью не ниже 0,05 мм при диаметре трубы до 20 мм включительно и с погрешностью не ниже 0,1 мм при диаметре трубы свыше 20 мм.
4.3. Образец считают выдержавшим испытание, если после отбортовки в нем отсутствуют трещины или надрывы с металлическим блеском, видимые без применения увеличительных приборов.
4.4. В протоколе испытания указывают: материалы и размеры труб; полученные результаты.
Гост 8693 80 трубы металлические
ТРУБЫ СТАЛЬНЫЕ СВАРНЫЕ ОБЩЕГО НАЗНАЧЕНИЯ
Дата введения 2016-01-01
Цели и принципы, основной порядок работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны", Открытым акционерным обществом "Российский научно-исследовательский институт трубной промышленности" (ОАО "РосНИТИ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации по переписке (протокол от 30 января 2015 г. N 74-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
5 Настоящий стандарт подготовлен на основе национального стандарта Российской Федерации ГОСТ Р 54929-2012*
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Настоящий стандарт разработан на основе ГОСТ 8696, ГОСТ 10704, ГОСТ 10705 и ГОСТ 10706, а также обобщения отечественного и зарубежного опыта использования труб.
Трубы, изготовляемые по ГОСТ 8696, ГОСТ 10704, ГОСТ 10705 и ГОСТ 10706, имеют одинаковую область применения как трубы общего назначения. Поэтому в настоящем стандарте, разработанном на основе упомянутых стандартов, требования к этим трубам объединены.
- введена классификация труб по классам прочности;
- дополнен ряд размеров труб по наружному диаметру и толщине стенки;
- установлены две точности изготовления длины труб: обычная и повышенная;
- дополнена возможность проведения испытаний труб на ударный изгиб и неразрушающего контроля;
- дополнена возможность изготовления труб с определением углеродного эквивалента, очищенной от окалины поверхностью, с отделкой концов.
1 Область применения
Настоящий стандарт распространяется на стальные сварные трубы общего назначения из углеродистой и низколегированной стали.
2 Нормативные ссылки
ГОСТ 31447-2012 Трубы стальные сварные для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов. Технические условия
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 162-90 Штангенглубиномеры. Технические условия
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 2216-84 Калибры-скобы гладкие регулируемые. Технические условия
ГОСТ 3845-75 Трубы металлические. Метод испытания гидравлическим давлением
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 6996-66 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 7565-81 (ИСО 377-2-89) Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 8693-80 (ИСО 8494-86) Трубы металлические. Метод испытания на бортование
ГОСТ 8694-75 Трубы. Метод испытания на раздачу
ГОСТ 8695-75 Трубы. Метод испытания на сплющивание
ГОСТ 9045-93 Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки. Технические условия
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 10006-80 (ИСО 6892-84) Трубы металлические. Метод испытания на растяжение
ГОСТ 10692-80 Трубы стальные, чугунные и соединительные части к ним. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 12344-2003 Стали легированные и высоколегированные. Методы определения углерода
ГОСТ 12345-2001 (ИСО 671-82, ИСО 4935-89) Стали легированные и высоколегированные. Методы определения серы
ГОСТ 12346-78 (ИСО 439-82, ИСО 4829-1-86) Стали легированные и высоколегированные. Методы определения кремния
ГОСТ 12347-77 Стали легированные и высоколегированные. Методы определения фосфора
ГОСТ 12349-83 Стали легированные и высоколегированные. Методы определения вольфрама
ГОСТ 12350-78 Стали легированные и высоколегированные. Методы определения хрома
ГОСТ 12351-2003 (ИСО 4942:1988, ИСО 9647:1989) Стали легированные и высоколегированные. Методы определения ванадия
ГОСТ 12352-81 Стали легированные и высоколегированные. Методы определения никеля
ГОСТ 12354-81 Стали легированные и высоколегированные. Методы определения молибдена
ГОСТ 12355-78 Стали легированные и высоколегированные. Методы определения меди
ГОСТ 12356-81 Стали легированные и высоколегированные. Метод определения титана
ГОСТ 12357-84 Стали легированные и высоколегированные. Методы определения алюминия
ГОСТ 12359-99 (ИСО 4945-77) Стали углеродистые, легированные и высоколегированные. Методы определения азота
ГОСТ 12360-82 Стали легированные и высоколегированные. Методы определения бора
ГОСТ 12361-2002 Стали легированные и высоколегированные. Методы определения ниобия
ГОСТ 12362-79 Стали легированные и высоколегированные. Методы определения микропримесей сурьмы, свинца, олова, цинка и кадмия
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 17745-90 Стали и сплавы. Методы определения газов
ГОСТ 18360-93 Калибры-скобы листовые для диаметров от 3 до 260 мм. Размеры
ГОСТ 18365-93 Калибры-скобы листовые со сменными губками для диаметров свыше 100 до 360 мм. Размеры
ГОСТ 18895-97 Сталь. Метод фотоэлектрического спектрального анализа
ГОСТ 19281-89 (ИСО 4950-2-81, ИСО 4950-3-81, ИСО 4951-79, ИСО 4995-78, ИСО 4996-78, ИСО 5952-83) Прокат из стали повышенной прочности. Общие технические условия
5 Настоящий стандарт подготовлен на основе применения ГОСТ Р 54159-2010
Введение
Настоящий стандарт разработан взамен межгосударственных стандартов ГОСТ 8733, ГОСТ 8734, ГОСТ 9567 и ГОСТ 10707 с учетом современных достижений науки, техники и технологии, передового национального опыта изготовления и использования труб.
Трубы, изготовляемые по ГОСТ 8733, ГОСТ 8734, ГОСТ 9567 и ГОСТ 10707, несмотря на различные способы изготовления, имеют одну и ту же область применения как трубы общего назначения. Сварные трубы благодаря освоению современной технологии удаления наружного и внутреннего грата и совместного воздействия холодной деформации и термической обработки по своим прочностным и технологическим свойствам не уступают бесшовным холоднодеформированным трубам, а по точности и качеству поверхности превосходят их. Поэтому правомерно объединение требований перечисленных стандартов в один стандарт, при этом настоящий стандарт имеет ряд существенных отличий:
- по сравнению с ГОСТ 8734 и ГОСТ 10707 в настоящем стандарте расширен сортамент труб от 4х0,2 мм до 325х24,0 мм (кроме сварных холоднодеформированных труб, толщина стенки которых ограничена 12,0 мм);
- по сравнению с ГОСТ 9567 сортамент труб ограничен максимальным размером труб 325х24,0 мм, поскольку настоящий стандарт распространяется на трубы общего назначения;
- по согласованию между изготовителем и заказчиком предусмотрена возможность изготовления труб других размеров;
- для бесшовных и сварных холоднодеформированных труб установлены три точности изготовления: обычная, повышенная и высокая;
- унифицированы предельные отклонения по диаметру и толщине стенки бесшовных и сварных холоднодеформированных труб;
- установлены нормы механических свойств металла труб из сталей марок 09Г2С и 30ХМА при испытании на растяжение;
- внесено дополнение, предусматривающее возможность изготовления труб с проведением неразрушающего контроля для выявления продольных дефектов.
Стандартом установлены дополнительные требования, направленные на повышение точности труб, качества поверхности, в частности изготовление труб со шлифованной поверхностью, дополнительные требования по специальной отделке концов труб, а также ряд других требований.
1 Область применения
Настоящий стандарт распространяется на бесшовные и сварные холоднодеформированные трубы общего назначения из углеродистых и легированных сталей.
2 Нормативные ссылки
ГОСТ ИСО 10332-2002* Трубы стальные напорные бесшовные и сварные (кроме труб, изготовленных дуговой сваркой под флюсом). Ультразвуковой метод контроля сплошности
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
ГОСТ 2015-84 Калибры гладкие нерегулируемые. Технические требования
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 7565-81 Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 10006-80 (ИСО 8692-84) Трубы металлические. Метод испытания на растяжение
ГОСТ 12353-78 Стали легированные и высоколегированные. Методы определения кобальта
ГОСТ 12363-79 Стали легированные и высоколегированные. Методы определения селена
ГОСТ 12364-84 Стали легированные и высоколегированные. Методы определения церия
ГОСТ 12365-84 Стали легированные и высоколегированные. Методы определения циркония
ГОСТ 14637-89 (ИСО 4995-78) Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
ГОСТ 8693-80 Трубы металлические. Метод испытания на бортование
Текст ГОСТ 8693-80 Трубы металлические. Метод испытания на бортование
ГОСТ 8693—80 (ИСО 8494—86)
ТРУБЫ МЕТАЛЛИЧЕСКИЕ
МЕТОД ИСПЫТАНИЯ НА БОРТОВАНИЕ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
1. РАЗРАБОТАН И ВНЕСЕН ВНИИТИ и Министерством металлургии СССР РАЗРАБОТЧИКИ
Г.И. Гуляев, В.П. Сокуренко, И.В. Сербин, В.А. Экстеркнна, А.Д. Малыш
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28.03.80 № 1417
3. ВВЕДЕН ВПЕРВЫЕ
4. Стандарт полностью соответствует СТ СЭВ 480—77 и ИСО 8494—86
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
6. Ограничение срока действия снято по протоколу № 7—95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11—95)
7. ПЕРЕИЗДАНИЕ (октябрь 1998 г.) с Изменениями № 1, 2, утвержденными в декабре 1984 г. и ноябре 1989 г. (ИУС 3—85, 2—90)
Редактор Р. С. Федорова Технический редактор О Н.Власова Корректор В.Е.Нестерова Компьютерная верстка А.Н. Золотаревой
Изд. лиц. 021007 от 10.08.95. Сдано в набор 29.09.98. Подписано в печать 19.11.98. Уел.печл. 0,47. Уч.-издл. 0,28.
Тираж 147 экз. С 1455. Зак. 796.
ИПК Издательство стандартов, 107076, Москва, Колодезный пер., 14 Набрано в Издательстве на ПЭВМ
Филиал ИПК Издательство стандартов — тип. “Московский печатник”, Москва, Лялин пер., 6
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ МЕТАЛЛИЧЕСКИЕ Метод испытания на бортование
Metal pipes. Method of flange testing
Дата введения 01.07.80
Настоящий стандарт устанавливает метод испытания на бортование металлических бесшовных сварных труб с наружным диаметром D до 160 мм включительно с толщиной стенки не более 9,0 мм при температуре 20^>^ °С. Толщина стенки не должна превышать 10 % от наружного диаметра трубы.
Стандарт полностью соответствует СТ СЭВ 480—77 и ИСО 8494—86.
(Измененная редакция, Изм. № 2).
1. МЕТОД ОТБОРА ПРОБ
1.1. Для испытания отбирают образцы такой длины, при которой оставшийся после отбортовки цилиндрический участок образца будет нс менее 0,5 D. Допускается проведение испытания непосредственно на трубе.
1.3. Торцы реза должны быть механически обработаны, без заусенцев. Кромки образца могут быть закруглены. Радиус закругления не более 1,0 мм (ГОСТ 6636).
2. АППАРАТУРА
2.1. В случае возникновения разногласий в оценке качества угол конуса оправки р, применяемой для предварительной раздачи образца, должен быть 90
радиус галтели R, равный двукратной толщине стенки трубы, если не указаны другие требования в нормативно-технической документации на продукцию.
2.3. Рабочая поверхность оправок должна иметь твердость HRC не менее 50 (ГОСТ 9013), шероховатость Rz не более 20 мкм (ГОСТ 2789) и при испытании должна быть покрыта консистентной смазкой.
Издание^официальное Перепечатка воспрещена
© Издательство стандартов, 1980 © ИПК Издательство стандартов, 1998 Переиздание с Изменениями
3. ПРОВВДЕНИЕ ИСПЫТАНИЙ
3.1. Испытание на бортование состоит в отбортовке конца (отрезка трубы) до образования фланца заданного диаметра DH или получения величины отбортовки X в процентах от внутреннего диаметра.
3.2. Испытание проводят плавной отбортовкой на 90 ° к образующей образца (черт. 1), если не указан другой угол в нормативно-технической документации на продукцию.
Перед отбортовкой образец может подвергаться раздаче конусной оправкой до образования наружного диаметра, обеспечивающего получение заданного или определяемого диаметра борта (черт. 2) с последующим отгибом края образца плоской поверхностью.


4. ОБРАБОТКА РЕЗУЛЬТАТОВ
4.1. Результаты испытаний определяют по величине максимального диаметра борта (Д,) после испытания, по величине отбортовки X в процентах от внутреннего диаметра трубы (D0) по формуле
Читайте также: