Гост на газовую резку металла
Обновлено: 31.05.2024
1. Настоящий стандарт распространяется на детали и заготовки, вырезаемые механизированной кислородной резкой из листовой углеродистой стали обыкновенного качества толщиной 5-100 мм и механизированной плазменно-дуговой резкой из листовой стали (углеродистой обыкновенного качества, высоколегированной коррозионностойкой, жаростойкой, жаропрочной) и листов алюминия и его сплавов толщиной 5-60 мм.
Стандарт устанавливает точность вырезаемых деталей и заготовок и показатели качества поверхности реза.
2. Класс точности вырезаемой детали или заготовки и показатели качества поверхности реза следует определять после удаления шлака и грата с поверхности реза.
3. Классы точности и предельные отклонения размеров вырезаемых деталей и заготовок от номинальных размеров должны соответствовать указанным в табл. 1.
4. Предельные отклонения вырезаемых деталей и заготовок от прямолинейности устанавливаются в половинном размере от норм, указанных в табл. 1.
| Классы точности | Способы резки | Толщина листа | Предельные отклонения при номинальных размерах детали или заготовки | |||
|---|---|---|---|---|---|---|
| До 500 | Св. 500 до 1500 | Св. 1500 до 2500 | Св. 2500 до 5000 | |||
| 1 | Кислородная и плазменно-дуговая | 5-30 | ±1,0 | ±1,5 | ±2,0 | ±2,5 |
| 31-60 | ±1,0 | ±1,5 | ±2,0 | ±2,5 | ||
| Кислородная | 61-100 | ±1,5 | ±2,0 | ±2,5 | ±3,0 | |
| 2 | Кислородная и плазменно-дуговая | 5-30 | ±2,0 | ±2,5 | ±3,0 | ±3,5 |
| 31-60 | ±2,5 | ±3,0 | ±3,5 | ±4,0 | ||
| Кислородная | 61-100 | ±3,0 | ±3,5 | ±4,0 | ±4,5 | |
| 3 | Кислородная и плазменно-дуговая | 5-30 | ±3,5 | ±3,5 | ±4,0 | ±4,5 |
| 31-60 | ±4,0 | ±4,0 | ±4,5 | ±5,0 | ||
| Кислородная | 61-100 | ±4,5 | ±4,5 | ±5,0 | ±5,5 | |
Примечание. Детали и заготовки следует измерять с погрешностью не более 0,5 мм.
5. Качество поверхности реза определяется сочетанием следующих показателей: отклонение поверхности реза от перпендикулярности, шероховатость поверхности реза, зона термического влияния.
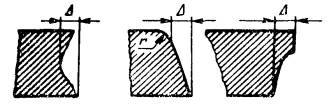
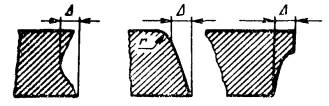
6. Наибольшее отклонение поверхности реза от перпендикулярности (черт. 1) устанавливается в зависимости от толщины разрезаемого металла.
Δ — отклонение поверхности реза от перпендикулярности
Классы вырезаемых деталей и заготовок в зависимости от наибольших отклонений поверхности реза от перпендикулярности и наибольшие отклонения поверхности реза от перпендикулярности должны соответствовать указанным в табл.2.
| Классы | Способы резки | Нормы при толщине разрезаемого металла, мм | |||
| 5-12 | 13-30 | 31-60 | 61-100 | ||
| 1 | Кислородная | 0,2 | 0,3 | 0,4 | 0,5 |
| Плазменно-дуговая | 0,4 | 0,5 | 0,7 | — | |
| 2 | Кислородная | 0,5 | 0,7 | 1,0 | 1,5 |
| Плазменно-дуговая | 1,0 | 1,2 | 1,6 | — | |
| 3 | Кислородная | 1,0 | 1,5 | 2,0 | 2,5 |
| Плазменно-дуговая | 2,3 | 3,0 | 4,0 | — | |
Примечание. Радиус оплавления ГОСТ 14792-80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза верхней кромки не должен превышать 2 мм.
7. Шероховатость поверхности реза (черт. 2) следует определять измерением высоты неровностей профиля R2 по 10 точкам на базовой длине 8 мм.
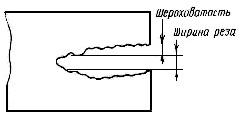
При этом шероховатость поверхности реза измеряют для толщин разрезаемого металла до 60 мм в середине толщины, свыше 60 мм — в двух местах, отступая от верхней и нижней кромок на 10 мм.
Классы вырезаемых деталей и заготовок в зависимости от шероховатости поверхности реза и наибольшие значения высоты неровностей профиля должны соответствовать указанным в табл. 3
| Классы | Способы резки | Нормы при толщине разрезаемого металла, мм | |||
| 5-12 | 13-30 | 31-60 | 61-100 | ||
| 1 | Кислородная | 0,050 | 0,060 | 0,070 | 0,085 |
| Плазменно-дуговая | 0,050 | 0,060 | 0,070 | — | |
| 2 | Кислородная | 0,080 | 0,160 | 0,250 | 0,500 |
| Плазменно-дуговая | 0,100 | 0,200 | 0,320 | — | |
| 3 | Кислородная | 1,160 | 0,250 | 0,500 | 1,000 |
| Плазменно-дуговая | 0,200 | 0,320 | 0,630 | — | |
Примечание. На поверхности реза допускаются отдельные неровности, превышающие нормы шероховатости, указанные в таблице, величина и число которых устанавливается в технологической документации в зависимости от требований к вырезаемой детали или заготовке.
8. Зона термического влияния устанавливается только для плазменно-дуговой резки.
Трещины в зоне термического влияния и в зоне оплавленного металла не допускаются.
Классы вырезаемых деталей и заготовок в зависимости от наибольшего значения зоны термического влияния и наибольшие значения зоны термического влияния должны соответствовать указанным в табл. 4.
| Классы | Нормы при толщине разрезаемого металла (для алюминиевых сплавов), мм | ||
|---|---|---|---|
| 5-12 | 13-30 | 31-60 | |
| 1 | 0,1 | 0,2 | 0,4 |
| 2 | 0,4 | 0,8 | 1,6 |
| 3 | 0,8 | 1,6 | 3,2 |
- Значение зоны термического влияния включает толщину зоны оплавленного металла.
- Толщина зоны термического влияния измеряется от фактически полученной поверхности.
- Нормы для углеродистых сталей удваиваются, а для сталей аустенитного класса уменьшаются в два раза.
9. Классы вырезаемой детали или заготовки должны быть указаны в технологической документации на детали и заготовки и в нормативно-технической документации на машины для кислородной и плазменно-дуговой резки металлов и обозначены четырехзначным числом, указывающим класс точности вырезаемой детали или заготовки (табл. 1) и классы в зависимости от отклонения поверхности реза от перпендикулярности (табл. 2), шероховатости поверхности реза (табл. 3) и значения зоны термического влияния (табл. 4).
Если какой-либо показатель не определяют, то вместо его обозначения ставят 0.
Перед четырехзначным числом должно быть указано обозначение способа резки:
- К — кислородная резка;
- П — плазменно-дуговая резка.
Пример условного обозначения классов детали или заготовки, вырезаемой плазменно-дуговой резкой, 1-го класса точности, 2-го класса в зависимости от отклонения поверхности реза от перпендикулярности, при отсутствии требований к шероховатости реза, 2-го класса в зависимости от значения зоны термического влияния:
П 1202 ГОСТ 14792-80
Остались вопросы? Задайте их нашим специалистам!
Отправьте заявку и наш менеджер свяжется с вами в течение 3 минут!

Ваша заявка принята
Наш менеджер свяжется с вами в ближайшее время!
Если вы авторизованы в WhatsApp через компьютер, можете воспользоваться кнопкой ниже
Если вы авторизованы в Viber через компьютер, можете воспользоваться кнопкой ниже
Если вы авторизованы в Telegram через компьютер, можете воспользоваться кнопкой ниже
Гост на газовую резку металла
ГОСТ Р 50402-2011
(ИСО 5175:1987)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ОБОРУДОВАНИЕ ДЛЯ ГАЗОВОЙ СВАРКИ, РЕЗКИ И РОДСТВЕННЫХ ПРОЦЕССОВ.
УСТРОЙСТВА ПРЕДОХРАНИТЕЛЬНЫЕ ДЛЯ ГОРЮЧИХ ГАЗОВ И КИСЛОРОДА ИЛИ СЖАТОГО ВОЗДУХА
Технические требования и испытания
Equipment used in gas welding, cutting and allied processes. Safety devices for fuel gases and oxygen or compressed air. Technical requirements and tests
Дата введения 2013-01-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им.Н.Э.Баумана (ФГУ "НУЦСК" при МГТУ им.Н.Э.Баумана), Национальным агентством контроля и сварки (НАКС), Открытым акционерным обществом "ВНИИавтогенмаш" (ОАО "ВНИИавтогенмаш"), г.Москва, на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 5175-1987* "Оборудование для газовой сварки, резки и родственных процессов. Устройства предохранительные для горючих газов и кислорода или сжатого воздуха. Общие технические условия, требования и испытания" (ISO 5175-1987 "Equipment used in gas welding, cutting and allied processes - Safety devices for fuel gases and oxygen or compressed air - General specifications, requirements and tests", MOD). При этом потребности национальной экономики Российской Федерации и/или особенности российской национальной стандартизации учтены в дополнительном разделе 4 и выделены тонкой рамкой, а информация с объяснением причин включения этого раздела приведена в указанном пункте в виде примечания.
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
Сведения о соответствии ссылочных национальных и межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте, приведены в дополнительном приложении ДА
5 ВЗАМЕН ГОСТ Р 50402-92 (ИСО 5175-87)
6 ПЕРЕИЗДАНИЕ. Июль 2020 г.
Введение
Настоящий проект модифицированного стандарта разработан методом прямого применения международного стандарта ИСО 5175-87 "Оборудование, используемое при газовой сварке, резке и сопутствующих процессах. Предохранительные устройства для горючих газов, кислорода или сжатого воздуха. Общие технические требования и методы испытаний" с дополнениями, отражающими потребности народного хозяйства.
1 Область применения
Настоящий стандарт устанавливает общие требования безопасности, в том числе основные понятия, технические требования и методы испытаний предохранительных и защитных устройств для горючего газа и кислорода или сжатого воздуха, используемых в системах газопитания и расположенных между баллоном или местом отбора газа из трубопровода (редуктором, обратным клапаном или вентилем) и горелкой, резаком или другой газопламенной аппаратурой.
Настоящий стандарт не устанавливает место расположения и сочетания предохранительных устройств в газовых системах, кроме требований, указанных в разделе 4.
Требования данного стандарта являются обязательными.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ Р 50379 (ИСО 9090-89) Герметичность оборудования и аппаратуры для газовой сварки, резки и аналогичных процессов. Допустимые скорости внешней утечки газа и метод их измерения
ГОСТ Р 54791 Оборудование для газовой сварки, резки и родственных процессов. Редукторы и расходомеры для газопроводов и газовых баллонов с давлением газа до 300 бар (30 МПа)
ГОСТ 12.2.054.1 Система стандартов безопасности труда. Установки ацетиленовые. Приемка и методы испытаний
ГОСТ 29090 (ИСО 9539:1988) Материалы, используемые в оборудовании для газовой сварки, резки и аналогичных процессов. Общие требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 предохранительное устройство: Устройство, предотвращающее опасные эксплуатационные состояния или разрушение оборудования (аппаратуры) при неправильном использовании или аварии.
3.2 обратный клапан: Предохранительное устройство, предотвращающее обратный ток газа.
Пример - Клапан (см. рисунок 1) открывается под действием газовой струи, а закрывается с помощью пружины, когда давление на выходе из него превысит давление при нормальном потоке газа.
3.3 пламепреграждающее устройство: Предохранительное устройство, предотвращающее попадание пламени, возникающего при обратном ударе или разложении горючего газа, а также его смеси с кислородом или воздухом, в защищаемое оборудование, аппаратуру и коммуникации.
Пример - В пламепреграждающем устройстве (см. рисунок 2) хорошая теплопроводность, достаточная газопроницаемость и малые размеры пор металлокерамических элементов способствуют гашению пламени.
Пламепреграждающие устройства подразделяются на два типа: класс I (тяжелый тип) - устанавливаемые в постовом предохранительном затворе; класс II (легкий тип) - помещаемые в пламегасителе.
В зависимости от конструкции различают пламегасящие устройства одно- и двухстороннего действия.
3.4 предохранительный клапан: Предохранительное устройство, автоматически сбрасывающее газ в атмосферу при повышении давления сверх заданного значения и прекращающее истечение газа до снижения давления до заданного уровня.
Пример - Клапан (см. рисунок 3) закрыт под действием пружины и открывается при приложении усилия, превышающего усилие сжатия пружины.

3.5 отсечные клапаны
3.5.1 отсечной клапан, срабатывающий от температуры: Предохранительное устройство, прекращающее подачу газа при достижении определенной температуры.
Пример - Клапан (см. рисунок 4) открыт, например, при помощи вставки из легкоплавкого металла, расплавляющейся при длительном повышении температуры, освобождая пружину, под действием которой клапан закрывает выход газа.

3.5.2 отсечной клапан, срабатывающий от давления: Предохранительное устройство, прекращающее подачу газа при возникновении противодавления на выходе из клапана.
Пример - Клапан (см. рисунок 5) открыт, например, под действием пружины и срабатывает при появлении противодавления, фиксируясь в закрытом состоянии специальным устройством.

3.5.3 отсечной клапан, срабатывающий при превышении расхода газа: Предохранительное устройство, прекращающее поток газа при превышении его заданного расхода.
Пример - Клапан (см. рисунок 6) открыт под действием пружины и закрыт, когда динамическое усилие газа превышает усилие сжатия пружины.
После срабатывания устройство приводится в рабочее положение.

4 Размещение предохранительных устройств в системах газопитания
Выбор типа и места установки предохранительных устройств зависит от условий эксплуатации. Необходимо неукоснительно соблюдать требования инструкции изготовителя и обеспечивать наименьший перепад давления.
4.1 При отборе горючего газа из трубопровода (после вентиля, редуктора) или баллона (на выходе из баллонного редуктора) устанавливаются:
при использовании в качестве горючего газа ацетилена и водорода
предохранительное устройство, содержащее пламепреграждающее устройство класса I (тяжелый тип), обратный и отсечной клапаны
при использовании в качестве горючего газа пропан-бутана и природного газа
4.2 При отборе кислорода из баллона на выходе из баллонного редуктора устанавливаются:
При отборе газа из единичных баллонов они устанавливаются непосредственно на штуцерах горючего газа и кислорода газопламенной аппаратуры или в рукавах на расстоянии не более 300 мм от входа в аппаратуру.
Примечание - Данный раздел включен в настоящий стандарт в соответствии с требованиями ПОТ РМ-019-2001 "Межотраслевые правила по охране труда при производстве ацетилена, кислорода, процессе напыления и газопламенной обработке металлов".
5 Конструкция и материалы
5.1 Конструкция
Конструкция предохранительных устройств должна соответствовать предъявляемым требованиям и обеспечивать удобство ремонта и осмотра в процессе эксплуатации.
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДЕТАЛИ И ЗАГОТОВКИ, ВЫРЕЗАЕМЫЕ КИСЛОРОДНОЙ
И ПЛАЗМЕННО-ДУГОВОЙ РЕЗКОЙ
Точность, качество поверхности реза
Parts and workpieces made by oxygen and plasma cutting.
Cut face accuracu and quality
Дата введения с 01.07.1981
до 01.07.1986*
__________________
* Ограничение срока действия снято постановлением
Госстандарта СССР N 997. (ИУС N 9 1991 г.). -
Примечание изготовителя базы данных.
РАЗРАБОТАН Министерством химического и нефтяного машиностроения
К. В. Васильев, канд. техн. наук; О. Ш. Спектор, канд. техн. наук; Л. О. Кохликян, канд. техн. наук; Н. И. Никифоров, канд. техн. наук; А. А. Трофимов; А. К. Шишкина; Л. Я. Горштейн
ВНЕСЕН Министерством химического и нефтяного машиностроения
Член Коллегии А.М. Васильев
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27 марта 1980 г. N 1390
Постановлением Государственного комитета СССР по стандартам от 27 марта 1980 г. N 1390 срок действия установлен с 01.07.1981 г. до 01.07.1986 г.*
2. Класс точности вырезаемой детали или заготовки и показатели качества поверхности реза следует определять после удаления шлака и грата с поверхности реза.
4. Предельные отклонения вырезаемых деталей и заготовок от .прямолинейности устанавливаются в половинном размере от норм, указанных в табл. 1.
Предельные отклонения при номинальных размерах детали или заготовки
Св. 1500 до 2500
Св. 2500 до 5000
Кислородная и плазменно-
6. Наибольшее отклонение поверхности реза от перпендикулярности (черт. 1) устанавливается в зависимости от толщины разрезаемого металла.
- отклонение поверхности реза от перпендикулярности
Нормы при толщине разрезаемого металла, мм
Примечание. Радиус оплавления верхней кромки не должен превышать 2 мм.
7. Шероховатость поверхности реза (черт. 2) следует определять измерением высоты неровностей профиля по 10 точкам на базовой длине 8 мм.

При этом шероховатость поверхности реза измеряют для толщин разрезаемого металла до 60 мм в середине толщины, свыше 60 мм - в двух местах, отступая от верхней и нижней кромок на 10 мм.
Нормы при толщине разрезаемого металла (для алюминиевых сплавов), мм
1. Значение зоны термического влияния включает толщину зоны оплавленного металла.
2. Толщина зоны термического влияния измеряется от фактически полученной поверхности.
3. Нормы для углеродистых сталей удваиваются, а для сталей аустенитного класса уменьшаются в два раза.
К - кислородная резка;
П - плазменно-дуговая резка.

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДЕТАЛИ И ЗАГОТОВКИ,
ВЫРЕЗАЕМЫЕ КИСЛОРОДНОЙ
И ПЛАЗМЕННО-ДУГОВОЙ РЕЗКОЙ
ТОЧНОСТЬ, КАЧЕСТВО ПОВЕРХНОСТИ РЕЗА
ГОСТ 14792-80
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
ДЕТАЛИ И ЗАГОТОВКИ, ВЫРЕЗАЕМЫЕ КИСЛОРОДНОЙ И ПЛАЗМЕННО-ДУГОВОЙ РЕЗКОЙ
Parts and work pieces made by oxygen and plasma cutting.
Cut face accuracy and quality
ГОСТ
14792-80
Взамен
ГОСТ 14792-69
Дата введения 01.07.81
Постановлением Госстандарта № 997 от 25.06.91 снято ограничение срока действия
Предельные отклонения при номинальных размерах детали или заготовки
Св. 2500 до 5000
Кислородная и плазменно-дуговая
D - отклонение поверхности реза от перпендикулярности
Классы вырезаемых деталей и заготовок в зависимости от наибольших отклонений поверхности реза от перпендикулярности и наибольшие отклонения поверхности реза от перпендикулярности должны соответствовать указанным в табл. 2.
Нормы при толщине разрезаемого металла, мм
Примечание. Радиус оплавления r верхней кромки не должен превышать 2 мм.
7. Шероховатость поверхности реза (черт. 2) следует определять измерением высоты неровностей профиля Rz по 10 точкам на базовой длине 8 мм.
Классы вырезаемых деталей и заготовок в зависимости от шероховатости поверхности реза и наибольшие значения высоты неровностей профиля Rz должны соответствовать указанным в табл. 3.
Нормы при толщине разрезаемого металла (для аллюминиевых сплавов), мм
Пример условного обозначения классов детали или заготовки, вырезаемой, плазменно-дуговой резкой, 1-го класса точности, 2-го класса в зависимости от отклонения поверхности реза от перпендикулярности, при отсутствии требований к шероховатости реза, 2-го класса в зависимости от значения зоны термического влияния:
ГОСТ 14792-80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза

Читайте также: