Гост на резку металла
Обновлено: 28.06.2024
Дата введения с 01.07.1981
до 01.07.1986*
__________________
* Ограничение срока действия снято постановлением
Госстандарта СССР N 997. (ИУС N 9 1991 г.). -
Примечание изготовителя базы данных.
РАЗРАБОТАН Министерством химического и нефтяного машиностроения
К. В. Васильев, канд. техн. наук; , канд. техн. наук; , канд. техн. наук; , канд. техн. наук; ; ; Л. Я. Горштейн
ВНЕСЕН Министерством химического и нефтяного машиностроения
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27 марта 1980 г. N 1390
Постановлением Государственного комитета СССР по стандартам от 27 марта 1980 г. N 1390 срок действия установлен *
1. Настоящий стандарт распространяется на детали и заготовки, вырезаемые механизированной кислородной резкой из листовой углеродистой стали обыкновенного качества толщиной 5−100 мм и механизированной плазменно-дуговой резкой из листовой стали (углеродистой обыкновенного качества, высоколегированной коррозионностойкой, жаростойкой, жаропрочной) и листов алюминия и его сплавов толщиной 5−60 мм.
Стандарт устанавливает точность вырезаемых деталей и заготовок и показатели качества поверхности реза.
2. Класс точности вырезаемой детали или заготовки и показатели качества поверхности реза следует определять после удаления шлака и грата с поверхности реза.
3. Классы точности и предельные отклонения размеров вырезаемых деталей и заготовок от номинальных размеров должны соответствовать указанным в табл. 1.
4. Предельные отклонения вырезаемых деталей и заготовок от. прямолинейности устанавливаются в половинном размере от норм, указанных в табл. 1.
| Классы точности | Способы резки | Толщина листа | Предельные отклонения при номинальных размерах детали или заготовки | |||
| До 500 | Св. 500 до 1500 | Св. 1500 до 2500 | Св. 2500 до 5000 | |||
| Кислородная и плазменно- | 5−30 | ±1,0 | ±1,5 | ±2,0 | ±2,5 | |
| 1 | дуговая | 31−60 | ±1,0 | ±1,5 | ±2,0 | ±2,5 |
| Кислородная | 61−100 | ±1,5 | ±2,0 | ±2,5 | ±3,0 | |
| Кислородная и плазменно- | 5−30 | ±2,0 | ±2,5 | ±3,0 | ±3,5 | |
| 2 | дуговая | 31−60 | ±2,5 | ±3,0 | ±3,5 | ±4,0 |
| Кислородная | 61−100 | ±3,0 | ±3,5 | ±4,0 | ±4,5 | |
| Кислородная и плазменно- | 5−30 | ±3,5 | ±3,5 | ±4,0 | ±4,5 | |
| 3 | дуговая | 31−60 | ±4,0 | ±4,0 | ±4,5 | ±5,0 |
| Кислородная | 61−100 | ±4,5 | ±4,5 | ±5,0 | ±5,5 | |
Примечание. Детали и заготовки следует измерять с погрешностью не более 0,5 мм.
5. Качество поверхности реза определяется сочетанием следующих показателей: отклонение поверхности реза от перпендикулярности, шероховатость поверхности реза, зона термического влияния.
6. Наибольшее отклонение поверхности реза от перпендикулярности (черт. 1) устанавливается в зависимости от толщины разрезаемого металла.
Черт.1. Наибольшее отклонение поверхности реза от перпендикулярности
Примечание. Радиус оплавления
При этом шероховатость поверхности реза измеряют для толщин разрезаемого металла до 60 мм в середине толщины, свыше 60 мм — в двух местах, отступая от верхней и нижней кромок на 10 мм.
Классы вырезаемых деталей и заготовок в зависимости от шероховатости поверхности реза и наибольшие значения высоты неровностей профиля
Примечание. На поверхности реза допускаются отдельные неровности, превышающие нормы шероховатости, указанные в таблице, величина и число которых устанавливается в технологической документации в зависимости от требований к вырезаемой детали или заготовке.
8. Зона термического влияния устанавливается только для плазменно-дуговой резки.
Трещины в зоне термического влияния и в зоне оплавленного металла не допускаются.
Классы вырезаемых деталей и заготовок в зависимости от наибольшего значения зоны термического влияния и наибольшие значения зоны термического влияния должны соответствовать указанным в табл. 4.
| Классы | Нормы при толщине разрезаемого металла (для алюминиевых сплавов), мм | ||
| 5−12 | 13−30 | 31−60 | |
| 1 | 0,1 | 0,2 | 0,4 |
| 2 | 0,4 | 0,8 | 1,6 |
| 3 | 0,8 | 1,6 | 3,2 |
1. Значение зоны термического влияния включает толщину зоны оплавленного металла.
2. Толщина зоны термического влияния измеряется от фактически полученной поверхности.
3. Нормы для углеродистых сталей удваиваются, а для сталей аустенитного класса уменьшаются в два раза.
9. Классы вырезаемой детали или заготовки должны быть указаны в технологической документации на детали и заготовки и в нормативно-технической документации на машины для кислородной и плазменно-дуговой резки металлов и обозначены четырехзначным числом, указывающим класс точности вырезаемой детали или заготовки (табл. 1) и классы в зависимости от отклонения поверхности реза от перпендикулярности (табл. 2), шероховатости поверхности реза (табл. 3) и значения зоны термического влияния (табл. 4).
Если какой-либо показатель не определяют, то вместо его обозначения ставят 0.
Перед четырехзначным числом должно быть указано обозначение способа резки:
К — кислородная резка;
П — плазменно-дуговая резка.
Пример условного обозначения классов детали или заготовки, вырезаемой плазменно-дуговой резкой, 1-го класса точности, 2-го класса в зависимости от отклонения поверхности реза от перпендикулярности, при отсутствии требований к шероховатости реза, 2-го класса в зависимости от значения зоны термического влияния:
Гост на резку металла
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДЕТАЛИ И ЗАГОТОВКИ, ВЫРЕЗАЕМЫЕ КИСЛОРОДНОЙ
И ПЛАЗМЕННО-ДУГОВОЙ РЕЗКОЙ
Точность, качество поверхности реза
Parts and workpieces made by oxygen and plasma cutting.
Cut face accuracu and quality
Дата введения с 01.07.1981
до 01.07.1986*
__________________
* Ограничение срока действия снято постановлением
Госстандарта СССР N 997. (ИУС N 9 1991 г.). -
Примечание изготовителя базы данных.
К. В. Васильев, канд. техн. наук; О. Ш. Спектор, канд. техн. наук; Л. О. Кохликян, канд. техн. наук; Н. И. Никифоров, канд. техн. наук; А. А. Трофимов; А. К. Шишкина; Л. Я. Горштейн
Член Коллегии А.М. Васильев
Постановлением Государственного комитета СССР по стандартам от 27 марта 1980 г. N 1390 срок действия установлен с 01.07.1981 г. до 01.07.1986 г.*
1. Настоящий стандарт распространяется на детали и заготовки, вырезаемые механизированной кислородной резкой из листовой углеродистой стали обыкновенного качества толщиной 5-100 мм и механизированной плазменно-дуговой резкой из листовой стали (углеродистой обыкновенного качества, высоколегированной коррозионностойкой, жаростойкой, жаропрочной) и листов алюминия и его сплавов толщиной 5-60 мм.
2. Класс точности вырезаемой детали или заготовки и показатели качества поверхности реза следует определять после удаления шлака и грата с поверхности реза.
4. Предельные отклонения вырезаемых деталей и заготовок от .прямолинейности устанавливаются в половинном размере от норм, указанных в табл. 1.
Предельные отклонения при номинальных размерах детали или заготовки
Св. 1500 до 2500
Св. 2500 до 5000
Кислородная и плазменно-
6. Наибольшее отклонение поверхности реза от перпендикулярности (черт. 1) устанавливается в зависимости от толщины разрезаемого металла.
- отклонение поверхности реза от перпендикулярности
Классы вырезаемых деталей и заготовок в зависимости от наибольших отклонений поверхности реза от перпендикулярности и наибольшие отклонения поверхности реза от перпендикулярности должны соответствовать указанным в табл.2.
Нормы при толщине разрезаемого металла, мм
Примечание. Радиус оплавления верхней кромки не должен превышать 2 мм.
7. Шероховатость поверхности реза (черт. 2) следует определять измерением высоты неровностей профиля по 10 точкам на базовой длине 8 мм.

При этом шероховатость поверхности реза измеряют для толщин разрезаемого металла до 60 мм в середине толщины, свыше 60 мм - в двух местах, отступая от верхней и нижней кромок на 10 мм.
Классы вырезаемых деталей и заготовок в зависимости от шероховатости поверхности реза и наибольшие значения высоты неровностей профиля должны соответствовать указанным в табл. 3
Классы вырезаемых деталей и заготовок в зависимости от наибольшего значения зоны термического влияния и наибольшие значения зоны термического влияния должны соответствовать указанным в табл. 4.
Нормы при толщине разрезаемого металла (для алюминиевых сплавов), мм
К - кислородная резка;
П - плазменно-дуговая резка.
СИСТЕМА СТАНДАРТОВ БЕЗОПАСНОСТИ ТРУДА
ОБРАБОТКА МЕТАЛЛОВ РЕЗАНИЕМ
Occupational safety standards system.
Metal working by cutting. Safety requirements
Дата введения 1982-07-01
1. РАЗРАБОТАН И ВНЕСЕН Всесоюзным Центральным Советом Профессиональных Союзов
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 11.12.80 N 5771
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
4. Проверен в 1989 г.
5. ИЗДАНИЕ (март 2001 г.) с Изменением N 1, утвержденным в марте 1989 г. (ИУС N 6-89)
Настоящий стандарт устанавливает требования безопасности к разработке и выполнению процессов механической обработки металлов резанием (далее - обработка резанием) на металлорежущих станках.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Разработка технологической документации, организация и выполнение технологических процессов обработки резанием должны соответствовать требованиям ГОСТ 3.1102 и настоящего стандарта.
1.2. Производственное оборудование, используемое для обработки резанием, должно соответствовать требованиям ГОСТ 12.2.003 и ГОСТ 12.2.009.
1.3. Приспособления для обработки резанием должны соответствовать требованиям ГОСТ 12.2.029.
1.4. Конвейеры, предназначенные для межоперационного перемещения грузов в процессе обработки резанием, должны соответствовать требованиям ГОСТ 12.2.022.
1.5. Предельно допустимые концентрации веществ, образующихся при обработке резанием, не должны превышать значений, установленных ГОСТ 12.1.005 и нормативными документами Министерства здравоохранения СССР.
(Измененная редакция, Изм. N 1).
2. ТРЕБОВАНИЯ К ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССАМ
2.1. Требования безопасности к процессам обработки резанием должны быть изложены в технологических документах (МК, КЭ, ТИ, ВО, КТП, КТТП, ОК, ОКТ, ВОП, ВТП И ВТО) по ГОСТ 3.1120.
Требования безопасности должны выполняться на протяжении всего технологического процесса, включая операции технического контроля, перемещения (транспортирования) межоперационного хранения (складирования) объектов обработки и уборки технологических отходов производства.
2.2. В технологической документации на обработку резанием должны быть указаны средства защиты работающих.
2.3. Технологические процессы, включающие операции с опасностью взрыва и пожара, должны проводиться с соблюдением требований ГОСТ 12.1.010, ГОСТ 12.1.004 и "Типовых правил пожарной безопасности", утвержденных ГУПО МВД СССР.
2.4. Обработка резанием бериллия и его сплавов должна осуществляться в соответствии с СН N 993, утвержденным Министерством здравоохранения СССР.
2.5. Установка обрабатываемых заготовок и снятие готовых деталей во время работы оборудования допускается вне зоны обработки, при применении специальных позиционных приспособлений (например, поворотных столов), обеспечивающих безопасность работающих.
2.6. При обработке резанием заготовок, выходящих за пределы оборудования, должны быть установлены переносные ограждения и знаки безопасности по ГОСТ 12.4.026.
2.7. Для исключения соприкосновения рук станочников с движущимися приспособлениями и инструментом при установке заготовок и снятии деталей должны быть автоматические устройства (механические руки, револьверные приспособления, бункеры и др.).
2.8. При шлифовании шлам титановой пыли следует удалять во влажном состоянии и высушивать в специально отведенном месте. Отходы титана в мелкодробном состоянии, покрытые маслом, необходимо обезжиривать.
2.9. Обработка резанием деталей из магниевых сплавов должна проводиться инструментом, исключающим возможность большого трения и загорания металла, без применения смазочно-охлаждающей жидкости (СОЖ).
При необходимости допускается применять минеральное масло, свободное от кислот и влаги.
2.10. СОЖ, применяемые при обработке резанием, должны соответствовать требованиям Санитарных правил при работе со смазочно-охлаждающими жидкостями и технологическими смазками, утвержденными Министерством здравоохранения СССР.
Базовый ассортимент СОЖ, применяемых в промышленности, приведен в справочном приложении 1.
Примеры конструктивного исполнения сопл для подачи и распыления СОЖ приведены в справочном приложении 2.
2.11. СОЖ при циркуляции в зоне охлаждения должны подвергаться очистке от механических примесей.
2.12. Система циркуляции СОЖ должна иметь устройства дозированной (например, насосом) и направленной подачи технологических жидкостей в зону обработки металлов с автоблокировкой подачи СОЖ при прекращении работы оборудования.
2.13. В зависимости от вида стружки, средства для ее удаления должны выбираться в соответствии с табл.1.

ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДЕТАЛИ И ЗАГОТОВКИ,
ВЫРЕЗАЕМЫЕ КИСЛОРОДНОЙ
И ПЛАЗМЕННО-ДУГОВОЙ РЕЗКОЙ
ТОЧНОСТЬ, КАЧЕСТВО ПОВЕРХНОСТИ РЕЗА
ГОСТ 14792-80
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
ДЕТАЛИ И ЗАГОТОВКИ, ВЫРЕЗАЕМЫЕ КИСЛОРОДНОЙ И ПЛАЗМЕННО-ДУГОВОЙ РЕЗКОЙ
Parts and work pieces made by oxygen and plasma cutting.
Cut face accuracy and quality
ГОСТ
14792-80
Взамен
ГОСТ 14792-69
Дата введения 01.07.81
Постановлением Госстандарта № 997 от 25.06.91 снято ограничение срока действия
4. Предельные отклонения вырезаемых деталей и заготовок от прямолинейности устанавливаются в половинном размере от норм, указанных в табл. 1.
Предельные отклонения при номинальных размерах детали или заготовки
Св. 2500 до 5000
Кислородная и плазменно-дуговая
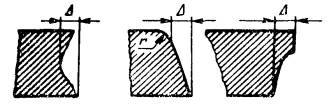
D - отклонение поверхности реза от перпендикулярности
Классы вырезаемых деталей и заготовок в зависимости от наибольших отклонений поверхности реза от перпендикулярности и наибольшие отклонения поверхности реза от перпендикулярности должны соответствовать указанным в табл. 2.
Нормы при толщине разрезаемого металла, мм
Примечание. Радиус оплавления r верхней кромки не должен превышать 2 мм.
7. Шероховатость поверхности реза (черт. 2) следует определять измерением высоты неровностей профиля Rz по 10 точкам на базовой длине 8 мм.
Классы вырезаемых деталей и заготовок в зависимости от шероховатости поверхности реза и наибольшие значения высоты неровностей профиля Rz должны соответствовать указанным в табл. 3.
Нормы при толщине разрезаемого металла (для аллюминиевых сплавов), мм
Пример условного обозначения классов детали или заготовки, вырезаемой, плазменно-дуговой резкой, 1-го класса точности, 2-го класса в зависимости от отклонения поверхности реза от перпендикулярности, при отсутствии требований к шероховатости реза, 2-го класса в зависимости от значения зоны термического влияния:
Читайте также:
- Какой металл плохо сверлится
- Усиление металлических конструкций при реконструкции
- Техническая дверь металлическая эконом
- Что происходит с металлом при ковке
- Эпоксидная смола по металлу инструкция по применению