Гравировка с чернением на металле
Обновлено: 17.05.2024
Этот метод применяют для того, чтобы выгравированное на металле изображение стало более контрастным. Применяют этот метод преимущественно при гравировании изделий из серебра. При гравировании под чернение делают углубления с помощью штихелей и зубилец глубиной 0,3–0,5 мм, а затем проводят окончательную обработку рисунка – выравнивают линии и подрезают углы. Для этого используют все виды штихелей в зависимости от специфики рисунка. Так, прямые утолщенные линии букв рукописного шрифта, который чаще всего применяют при гравировании под чернение, гравируют болтштихелем или флахштихелем. Закругления у букв гравируют только болтштихелем, а тонкие линии – шпицштихелем. Все сказанное для гравировки шрифта относится и к гравированию рисунка.
По окончании гравирования рисунок чернят. Для этого применяют всевозможные мастики и краски, но самым простым чернением считается заполнение гравированных линий темно-коричневым или черным сургучом.
В зависимости от сложности рисунка и вида поверхности выбирают один из следующих способов нанесения чернения. Можно углубления рисунка заполнить измельченным сургучом, после чего металлическое изделие нагревают. Расплавленный сургуч заполняет все углубления гравировки, а его излишки снимают металлической линейкой или шпателем.
Если форма изделия, на которое нанесена гравировка, значительно отличается от плоской, используют другой метод. Металл нагревают и прикладывают к нему сургуч. Расплавляясь, сургуч заполняет гравированные канавки. Когда все они будут заполнены до конца, лишний сургуч (пока он еще не потерял пластичности) снимают с поверхности металла стальным шпателем или мастихином[6].
По завершении чернения загрязненную сургучом металлическую поверхность нужно вновь отшлифовать и отполировать до блеска, на сей раз – окончательно. Однако после такой обработки мельчайшие частички металла прилипнут к сургучу, заполнившему гравированные канавки. От этого рисунок станет матовым и будет казаться загрязненным. Чтобы восстановить блеск сургуча, металл еще раз подогревают. В результате мельчайшие частицы металла осядут на дно гравированных канавок, а верхний слой сургуча приобретет блеск и глубокий черный тон.
Таков процесс чернения в общем виде. Рассмотрим теперь старые и современные рецепты черни и способы обработки изделий.
Кавказская чернь (из старых рецептов) состоит из «1 золотника серебра 84 пробы, ? фунта серы, 6 золотников красной меди и 7 золотников свинца». Сплав выливают на чугунную или каменную плиту и после охлаждения толкут, промывают в воде и просушивают. Порошок готов к употреблению. При покрытии чернью необходимо приготовить тесто из 90 % порошка черни и 10 % раствора буры и заполнить этим составом углубления на изделии, затем положить его в горн для нагрева и расплавления черни. После нанесения покрытия изделие вынимают, охлаждают и полируют.
В Германии мастера предпочитают такой способ чернения: к 1 части серебра и 2 частям меди добавляют небольшое количество буры. В стальном тигле расплавляют 3 части свинца, чтобы добавить его к сплаву серебра с медью. Жидкий свинец медленно выливают в серебряно-медный сплав и хорошо перемешивают. Высокий тигель наполняют до половины желтой порошкообразной серой и подогревают: на 1 часть сплава берут 1,2–1,5 части серы (по объему). Полученный тройной сплав при постоянном помешивании выливают в нагретый серный порошок. Тигель держат подогретым, чтобы смесь не застыла. Сера частично сгорает, ее нужно потом добавить в состав. Энергичным помешиванием достигают хорошего взаимодействия частей, благодаря чему серебро и медь образуют черное соединение с серой, которое выливают в воду. Полученная чернь должна быть твердой и хрупкой, как стекло. Если ее куски еще можно сгибать, то следует ее еще раз расплавить, однако нужно помнить, что лишний нагрев или слишком длительное пребывание в печи может привести к выгоранию серы. Затем в горячей дистиллированной воде растворяют порошок хлористого аммония, который служит флюсом. Его добавляют к кускам черни и смесь растирают в фарфоровой ступке в необходимом количестве, так как только свежую хлористо-аммониевую кашу можно наносить на изделие.
Другой способ: сначала готовят отдельно сернистое серебро, сернистую медь и сернистый свинец, а затем сплавляют их вместе.
Для приготовления сернистого серебра на 97,8 г. чистого серебра в виде измельченной стружки берут 20 г. серы в порошке, их смешивают и постепенно нагревают в графитовом тигле до 300–400 °С. Сера диффундирует в металл и образует сернистое серебро. Таким же приемом получают сернистую медь и сернистый свинец. Для этого на 800 г. меди берут 250 г. серы, а на 400 г. свинца – 75 г. серы. Полученные сернистые соединения измельчают и смешивают в следующих весовых отношениях: сернистого серебра – 111,2 г, сернистой меди – 466,6 и сернистого свинца – 422,2 г. В результате получается 1 кг черни, которую насыпают в холодный графитовый тигель, сверху засыпают сухим древесным углем и помещают в муфельную печь, нагревают до 800 °С и через 30–40 мин, когда чернь в тигле нагревается до 600–650 °С, в тигель добавляют хлористый аммоний из расчета 284 г. аммония на 1 кг черни. Затем тигель закрывают графитовой крышкой и после полного расплавления выливают чернь в чугунную изложницу, нагретую до 300 °С, в которой сплав медленно остывает. Существуют и другие рецепты приготовления черни, в которых в качестве флюса применяют хлористый аммоний, поташ с поваренной солью и буру.
Есть два приема наложения черни – сухой и мокрый. Сухой способ заключается в том, что поверхность, подлежащую чернению, смачивают водным раствором поташа, буры и поваренной соли и на нее насыпают тонко измельченный и просеянный через сито порошок черни; затем изделие осторожно просушивают. В таком виде изделие поступает в обжиг, который проводят в муфельных печах при температуре 300–400 °С. Мокрый способ отличается тем, что чернь на изделие накладывают в виде сметанообразной кашицы, разведенной водой. При этом очень важно, чтобы углубления были чистыми, свободными от жира. Сырую тонкопорошковую смесь черни, разведенную в хлористо-аммониевом растворе, кисточкой или шпателем наносят в углубления. Смесь кладут по возможности густо и слегка утрамбовывают шпателем. Углубления должны быть заполнены до краев; при тонких гравированных рисунках всю поверхность следует покрывать черневой смесью. Заготовку некоторое время подсушивают; как только вода испарится, ее задвигают в печь, а при расплавлении черни и заполнении всех углублений вынимают из печи. Необходимо помнить, что при перекаливании частицы серы выгорают, слой делается пористым и на нем появляются пятна. Небольшие объемы черни можно расплавлять паяльником. При этом необходимо сконцентрировать приток теплоты на основном металле, нагревая его с обратной стороны. Когда масса расплавится, нагрев прекращают. Если расплавленная чернь не заполнила все углубления, добавляют необходимое количество и снова нагревают.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Гравирование сложного орнамента
Гравирование сложного орнамента Гравирование орнамента начинают, как правило, с кривых линий болтштихелем № 6, устанавливая его режущую кромку на контуре линии; нажимают на ручку штихеля ладонью правой руки так, чтобы овальная часть режущей кромки углубилась в металл
Гравирование под глянец
Гравирование под глянец Декоративный эффект в этом виде гравировки достигается контрастным противопоставлением матовой или темной поверхности металла блестящим линиям гравировки. Этим способом выполняются не только узоры, но и надписи каллиграфическим и рукописным
Гравирование текстов
Гравирование текстов При гравировании выпуклого текста лишний металл срезают штихелем, зубилом или сечкой на глубину не менее 0,3 мм. Готовая буква (цифра) должна выступать над торцом пуансона на 0,3–0,5 мм и более. При нормальном режиме ручной набивки пуансонами или
Механическое гравирование
Механическое гравирование Механизация граверных работ возможна при использовании специального оборудования и применении усовершенствованного инструмента. При этом можно за одну установку обрабатывать деталь, гравировать, сверлить и фрезеровать сопряженный профиль
Химическое гравирование металлов
Химическое гравирование металлов Сущность технологического процесса изготовления художественных изделий методом химического травления (рис. 33) состоит в следующем: металлическое объемное изделие или пластину покрывают слоем кислото– и щелочеупорного лака. После
Гальваническое гравирование металлов
Гальваническое гравирование металлов Второй способ травления несложен, требует наличия простого источника постоянного тока и позволяет производить гравирование на всех металлах и сплавах, даже на закаленной и нержавеющей стали. Способ этот похож на химическое
Художественное чернение
Художественное чернение Чернением называется украшение изделий из серебра и золота рисунками из черни, по внешнему виду напоминающую черную эмаль. Рисунки бывают орнаментальными и сюжетными.Чернь является древним способом декорирования художественных металлов –
ВСЯГРАВИРОВКА
Пожалуй, самой востребованной в наше время является лазерная гравировка на металле, причина проста, гравировка – это способ нанесения, который лучше всего держится на металлических изделиях, сувенирах. Конечно, больше всего в мире выпускается пластиковых изделий и сувениров, но на пластике чаще всего применяется для нанесения либо тампопечать, либо шелкография, а в последнее время набирает популярность УФ печать.
Итак, если у Вас есть металлическое изделие или сувенир, и Вы решил и нанести на него логотип, памятную надпись, штрих код или иную надпись, то лучший выбор – лазерная гравировка на металле.
Мы выполняем, все виды лазерной гравировки на металле, и на большинстве изделий и сувениров. Ограничением является только размер изделия и размер гравировки, подробнее требования описаны в разделе цены на гравировку. Наше оборудование позволяет делать гравировку на цилиндрических поверхностях или круговую гравировку.
У нас Вы можете заказать гравировку на металле высокого качества и в сжатые сроки.
Мы выполняем срочную гравировку на металле.
Цены на гравировку Вы можете посмотреть здесь>>>
Примеры наших работ по гравировке на металле тут>>>
Часто возникают вопросы по гравировке на металле. Ниже мы приводим материал, который ответит на самые основные из них, а так же расскажем много интересных подробностей про гравировку на металле.
Как известно, с помощью лазерного излучения можно нанести гравировку на все виды поверхностей любых материалов. Лучшим способом выполнить нанесение на металлические поверхности является лазерная гравировка. Для этих целей оптимально подходят твердотельные и оптоволоконные лазерные маркировщики. Длина волны излучения от 532 нм (зеленый лазер) до 1024 нм (инфракрасный спектр излучения). Луч лазера вносит изменения в верхний обрабатываемый слой материала, в результате чего получатся очень прочное и контрастное изображение. Твердотельный лазер способен выполнить гравировку на всех видах металлов и их сплавов, включая сверхтвердые корундовые сплавы, применяемые для режущих частей металлообрабатывающих инструментов.
Металлы и их сплавы бывают цветные и черные. К цветным металлам относятся алюминий, медь, цинк, свинец, олово, хром, титан и ряд редкоземельных металлов. Все драгоценные металлы тоже относятся к группе цветных: золото, серебро, платина. Так же различные сплавы на основе этих металлов: бронза, латунь, сплавы на основе алюминия.
К черным металлам относятся стали, чугун, чистое железо. Правильнее сказать, что стали и чугун это тоже сплавы на основе железа с различным содержанием углерода. Чистое железо встречается крайне редко и стоит довольно дорого. Бывают стальные сплавы легированные – с добавлением хрома, марганца и других элементов. Такие стали называют нержавеющими или слаборажавеющими ( в латинском обозначении ROSTFREI и STAINLESS соответственно). Ржавеющие сплавы называют углеродистыми сталями.
Для лазерного гравера нет большой разницы, на какую марку стали выполняется нанесение. Если лазер работает по металлу без покрытия, изображение получится четким и контрастным на любой марке стали. На качество гравировки в данном случае больше влияет чистота обработки поверхности: чем чище, тем лучше. Высокое качество картинки получается на полированной или тонко шлифованной поверхности. Здесь можно выполнить даже фотографическое изображение. Если поверхность имеет грубую обработку, можно сделать простую промышленную маркировку. Цвет гравировки получается от светло-серого до темного, почти черного, в зависимости от мощности излучения. Глубина и прочность изображения может быть различной в зависимости от требований и сложности макета. Довольно сложно получить качественную тонкую гравировку на необработанном чугуне. В этом случае подходит глубокая гравировка с сильным прожигом поверхности.
На полированной или шлифованной поверхности легированных сталей можно выполнить цветную гравировку. В этом случае это не совсем гравировка поверхности. Дело в том, что цвет на легированной стали получается в результате прогрева лазером отдельных участков поверхности, т.н. цвета побежалости, которые образуются при сварке. Лазер позволяет сделать этот процесс управляемым и получить определенную палитру цветов на металле. Правда, практический смысл такой маркировки сомнителен. Дело в том, что процесс такой гравировки довольно длительный, требующий специальной предварительной подготовки изображения. Результат не стабильный, т.к. палитра цветов, на одинаковых параметрах, будет изменяться в зависимости от марки стали (чем больше хрома в сплаве, тем ярче и шире палитра). Само нанесение не устойчиво, по сравнению с обычной гравировкой, к истиранию и воздействию пищевых кислот.
Лазерная гравировка цветных металлов получила очень широкое распространение. В ювелирной промышленности таким способом гравируют различные дарственные надписи и изображения на изделия из золота, серебра или платины. Последние два металла имеют серый серебристый цвет, поэтому результат похож на маркировку стали. По серебряной поверхности можно выполнить как глубокую гравировку с чернением, так и легкое светло серое нанесение в зависимости от требований заказчика. В обоих случаях возможно нанесение изображения с высоким разрешением. Такой же результат получается и на платине.
Золото – желтый металл, который в чистом виде практически не используется. Чаше всего мы имеем дело со сплавами на основе золота с содержанием меди и других металлов, которые и определяют цвет поверхности. Чем больше меди в сплаве, тем сложнее выполнить лазерную гравировку. Цвет изображения получится тоже желтый, но будет отличаться от остальной поверхности. Если требуется выполнить тонкую и контрастную гравировку на золоте, лучше использовать зеленый лазер (532 нм). В этом случае получится контрастное темное изображение.
Гравировка различных сплавов на основе меди, таких как латунь и бронза аналогична гравировке по золоту. Правда эти сплавы более твердые и требуют применения большой мощности излучения для получения качественного результата. Здесь возможна гравировка с небольшим заглублением с последующим чернением.
Лазерная гравировка алюминия так же дает различный результат в зависимости от требований заказчика. Алюминий – металл белого цвета с небольшим слоем оксида на поверхности (таково его химическое свойство). Лазерная гравировка вносит изменения в поверхность на различную глубину. В зависимости от применяемых параметров излучения можно получить яркое белое изображение, которое будет читаться под любым углом к поверхности. Если применить более мощные параметры, гравировка получится темно-серой, что будет контрастировать с остальным цветом поверхности.
Олово и свинец относятся к мягким металлам. Лазерная гравировка на олове, свинце и их сплавах тоже возможна. Изображение получается довольно глубокое с изменением цвета от серого до темно-серого.
В большинстве случаев лазерная гравировка используется на металлах, имеющих какое-либо декоративное или защитное покрытие. В качестве защиты используются порошковые краски, анодирование, хромирование, оцинковка. Для декоративных покрытий применяются различные краски, цветные лаки, хромирование. Лазерная гравировка металлов с покрытием основана на удалении слоя, покрывающего металл. В результате чего проявляется цвет основы, в большинстве случаев контрастный к основному фону. Например, гравировка анодированного или крашеного алюминия получается ярко-белой. Если основной фон темный, то гравировка на стали получится светло-серой. Под лаковым покрытием латуни проявляется ярко-желтый или золотистый цвет. В особых случаях используется многослойное покрытие. Гравировка позволяет нанести изображение, не удаляя все слои, а только частично. На хромированной поверхности возможна гравировка без вскрытия основного защитного слоя. Изображение получится не столь контрастным, как при полном удалении покрытия, но будет хорошо читаться и получится прочным.
Не всегда цвета покрытия и основной поверхности получаются контрастными. В этом случае применяется дополнительная операция чернения изображения. Чернение гравировки может быть химическим или механическим. Для химического чернения используются специальные жидкости, которые вступают в реакцию с металлами и образуют темный слой оксида. Такое чернение наиболее устойчиво к вешнему воздействию. Такие жидкости предназначены для работы с цветными металлами, но практика показала, что и по черному металлу получается приемлемый результат. Если не предъявлять особых требований, можно чернить с помощью специального маркера или затиркой темного слоя копировальной бумаги. Маркер вносит в гравировку специальную краску, которая хорошо держится на обработанной лазером поверхности. Затирка пигментом копировальной бумаги так же дает довольно прочное покрытие гравировки. Во всех случаях чернение дает более контрастный результат, чем просто маркировка. В некоторых случаях применяется и при гравировке поверхностей цветных металлов без покрытия, таких как латунь и алюминий, если требуется получить максимально контрастное изображение. В этих случаях используется маркер или копировальная бумага.

Современные лазерные маркировщики способны выполнить гравировку на цилиндрических или конических поверхностях по всему диаметру. В некоторых случаях возможна маркировка на внутренних поверхностях колец, металлической посуды. Применяемое оборудование позволяет сделать гравировку по кругу в растровом режиме с высоким разрешением. Гравировка осуществляется в непрерывном режиме, что исключает появление линий стыковки сегментов или не проработанных полос и полигонов.
Всё больше в нашу жизнь входят современные технологии, одним из примеров тому – лазерная гравировка и лазерная резка. Ещё совсем недавно лазеры применялись только в промышленности, и были чуть ли не секретным оборудованием. Сейчас лазеры стали использоваться для более повседневных нужд. Например, мощные лазерные резчики раскраивают металлы, дерево, пластик, и другие материалы для производства корпусов бытовой техники. В наружной и интерьерной рекламе с помощью лазерной резки изготавливают объёмные буквы, лайтбоксы, таблички, номерки, бейджи, подставки и много других POS материалов. С помощью лазерной гравировки делается нанесение на основной массе металлических и деревянных сувениров.
Вы думаете, где и как сделать надпись или нанести изображение на памятный сувенир или подарок? Чтобы было красиво, долговечно, а главное быстро? При этом хотите быть уверенным, что вашему подарку не причинят вреда? Тогда Вам необходима лазерная гравировка! В наше время это, пожалуй, самый технологичный и доступный метод нанесения изображений на различные сувениры. Качество, стойкость нанесения, красивый внешний вид – это лишь часть качеств по которым гравировка выгодно отличается от других способов нанесения.
Что такое лазерная гравировка и как её делают?
Лазерная гравировка – это способ нанесения изображения с помощью лазерного гравера. Лазерный луч меняет цвет материала по заданному макету, не оставляя углубления и практически не создавая рельефа, этот вариант гравировки касается в основном твёрдых материалов: металл, стекло. На мягких материалах лазерный луч наносит изображение за счет удаления верхнего слоя материала изделия: пластик, дерево, кожа. Лазерный луч полностью повторяет изображение из исходного макета. Макеты для лазерного гравера в лучше всего готовить в векторных программах, таких как Corel Draw, Illustrator. В некоторых случаях возможна гравировка фотографий или картинок, например из формата JPEG, но чаще всего они требуют доработки.
Основным оборудованием для гравировки является лазерный гравер. Лазерные граверы делятся на два основных типа: твердотельный лазер и газовый лазер. В названии лазера скрыт принцип получения лазерного луча. В твердотельном лазере источником лазерного излучения является твёрдое тело, чаще всего это искусственно выращенный кристалл. В газовом лазере источником является запаянная трубка наполненная газом. Так же стоит отметить, что эти два вида лазеров различаются длинной волны лазерного луча. Но самым важным является область применения: твердотельный лазер в основном применяется для гравировки различных металлов, в том числе и металлов с покрытием. Газовый лазер в основном осуществляет гравировку на таких материалах как дерево, стекло, пластик, кожа.
В чём преимущество лазерной гравировки?
Одним из основных свойств лазерной гравировки — возможность нанесения практически на любой материал. Это означает, что отгравировать можно любое изделие, и даже сложная форма изделия не является помехой для лазерной гравировки. Самыми распространённым и материалами, на которые лазерная гравировка наносится чаще всего: металл и его сплавы, стекло и хрусталь, акрил и оргстекло, кожа и кожзам, дерево, камень, резина, бумага, картон. Правда стоит отметить, что на разных материалах гравировка выглядит по-разному.
Стоит ещё раз упомянуть, что, пожалуй, самым главным преимуществом лазерной гравировки является то, что наносимое изображение практически нестираемое. Гравировка на изделии будет, пока существует само изделие. Нанесенное лазером изображение является частью самого изделия, а не слоем краски или чернил.
Современное лазерное оборудование обладает высокой разрешающей способностью. Лазер может гравировать сверхмалые и сверхсложные графические объекты. Можно сделать гравировку, которую не различит человеческий глаз, и нанесение будет видно только в увеличительное стекло или доступно только для чтения сканером. Такие возможности гравировки стали использовать в промышленности, например для защиты своих товаров от подделки, или маркировки технических характеристик на очень маленьких компонентах.
Так же стоит отметить, что лазерная гравировка – это высокотехнологич ное производство. Эта технология не имеет, каких то дополнительных этапов как до, так и после гравировки. Это означает, что при наличии макета, лазерного гравера и изделия на котором необходимо сделать гравировку – весь процесс может занять всего лишь несколько минут. В некоторых случаях мы можем сделать гравировку прямо в Вашем присутствии.
Гравировка на металле, стекле, дереве, коже, пластике. Как это выглядит?
Как говорилось раннее на разных материалах гравировка выглядит по-разному.
Гравировка на металле может иметь цвет от белой до черной, в зависимости от марки металла. При этом рельеф (глубина) при гравировке металла практически отсутствует.
Гравировка крашеного металла: лазер удаляет верхний слой до «чистого» металла. Цвет гравировки получается цветом металла основания, чаще всего под золото или серебро.
 |
Гравировка на стекле и хрустале получается в основном белой, матовой. Рельеф у лазерной гравировки на стекле практически отсутствует. Так же белой получается лазерная гравировка на оргстекле и акриле, но на этих х материалах при желании можно добиться рельефной (глубокой) гравировки.
Гравировка по дереву может не иметь цвета (иметь только углубленный рельеф в цвет самой древесины). Но чаще всего гравировка на дереве имеет цвет от коричневого до чёрного. Гравировка по дереву практически всегда имеет рельеф (углубление).
Хотя чаще всего на изделия из кожи и кожзама стараются делать тиснение, но есть случаи, когда лазерная гравировка по коже просто незаменима. Например, у изделия из кожи сложная форма и тиснение сделать невозможно. Так же часто делают лазерную гравировку по коже, если маленький тираж или необходимо сделать очень быстро (изготовление клише для тиснения занимает время и стоит недёшево). Внешний вид гравировки по коже так же зависит от вида кожи/кожзама и бывает от светлой до тёмной. Небольшой рельеф при гравировке по коже присутствует.
Чаще всего для нанесения на пластиковые изделия и сувениры используют тампопечать (печать краской). Но и гравировка на пластике тоже применяется в случаях, когда тампопечать невозможна из за сложной формы изделия или бывают пластики, на которых краска не держится. Ещё важным критерием в выборе гравировки по пластику является вечность гравировки. В отличие от краски, которая какой бы хорошей не была, рано или поздно при частой эксплуатации сотрется – гравировка будет держаться вечно. Лазерная гравировка по пластику из за своей стойкости чаще всего используется в промышленности, для маркировки товаров повседневного пользования.
Гравировка силиконе. Так как силикон достаточно сложный материал, это как тот случай, когда печать на нём практически невозможна или дорого стоит. Мы делаем гравировку на силиконе.
Так же бывают сложности с нанесением на полиуретановые антистрессы. Гравировка на полиуретановом антистрессе получается всегда.
Если Вы не знаете, или у Вас есть сомнения, как будет выглядеть гравировка на том или ином изделии, Вы можете связаться с нами по телефону или прислать фото изделия на которое необходимо сделать гравировку нам на почту. Имея богатый опыт в лазерной гравировке, мы с удовольствием проконсультируем Вас по этому вопросу. Но если вдруг мы ещё не сталкивались с гравировкой такого изделия, мы готовы будем в кратчайшие сроки сделать образец гравировки.
Мы используется современное лазерное оборудование иностранного производства. И выполняем работы по гравировке не только единичных изделий. У нас большой парк лазерных станков и нам под силу выполнить гравировку тиражей в несколько тысяч единиц за одну рабочую смену.
Данная статья будет интересна, кто не очень знаком с процессом лазерной гравировки и последующим чернением гравировки. В основном это касается менеджеров РА и посредников, начинающим гравировщикам, так как чаще всего у них стоит задача грамотно объяснить своим клиентам, как будет выглядеть лазерная гравировка на той или иной поверхности или сувенире. И про чернение то же самое, нужно не нужно, можно ли сделать, как будет выглядеть.
Здесь будут рассмотрены вопросы гравировки и чернения исключительно по металлу, так как по остальным материалам чернение после гравировки либо не возможно, либо редко необходимо.
Сначала про гравировку на металле, чтобы понимать, стоит ли делать чернение по гравировке.
Гравировку можно разделить на два основных вида:
1) Лазерная гравировка по “чистому” металлу, без краски, лака и т.п. – проще говоря, лазерный луч по заданному макету нарушает поверхность металла, при этом делая поверхность металла шероховатой и меняя её. Цвет гравировки зависит от того какой металл гравируем:
— на алюминии чаще всего гравировка получается белой или серой
— на нержавейке и латуни – серой, темно серой или коричневой
— другие металлы и сплавы, тогда по внешнему виду сложно угадать, что получиться, чаще всего, даже при нашем огромном опыте, мы рекомендуем делать образец.
Примеры гравировки без чернения.
2) Лазерная гравировка по металлу с покрытием (анодированным, лаковым, лакокрасочным) – лазерный луч снимает покрытие с поверхности до металла (основания) иногда тоже делая шероховатой поверхность металла (основания) под краской, а иногда получается почти глянец. Цвет гравировки зависит от того какой металл под покрытием:
— если алюминий или нержавейка — гравировка получается белой, серой или серебристой,
— если латунь – жёлтой или золотой.
Стоит знать, что цвет гравировки зависит от качества металла-основания, бывали случаи, когда из за некачественного основания гравировка получалась неравномерного цвета, пятнистой, или просто не яркого золотого или серебряного цвета, а тёмной.
Примеры гравировки по металлу с покрытием.




Итак, теперь про гравировку с чернением.
Есть три способа чернения:
1) чернение лазером – это когда ставятся мощные параметры на гравировку, и на большинстве металлов можно таким способом добиться практически чёрной гравировки. Из плюсов – конечно, такое чернение не стирается. Из минусов — с коммерческой точки зрения этот способ весьма не конкурентный, так как по времени может быть в 5-10 раз дольше обычной гравировки, что по идее должно так же отражаться на цене в сторону увеличения.
2) чернение с помощью химических реактивов – они окисляют металл, и он темнеет, чернеет. Из плюсов этой технологии – такое чернение не стирается. Из минусов:
— нельзя чернить «чистый» металл, так как этот процесс носит стихийный, а не выборочный характер и чернит весь металл и с гравировкой и без,
— так как это, по сути, химическое травление, то это достаточно мощный и часто сложно контролируемый процесс, бывает при некачественном покрытии (чаще всего лако-красочном) процесс окисления металла не останавливается на границе гравировки и краски, а продолжает, происходить и под краской тоже, конечно далеко он не заходит, но края краски вокруг гравировки он разрушает, получаются сколы, расслоение краски
— есть сплавы, которые травление практически не чернит
— достаточно долгий процесс
— вредный для здоровья людей осуществляющих процесс чернения, для конечных пользователей продукции – безвреден.
3) чернение копиркой (тонера) – самый простой и чаще всего применяемый в гравировке, в том числе и нами.
Технология проста — мелкие частицы тонера втираются в гравировку, и остаются на ней за счёт того что поверхность металла после гравировки имеет шероховатую поверхность. Из плюсов:
— можно чернить только гравировку, не затрагивая остальной металл или покрытие вокруг гравировки
— делается в разы быстрее химтравления и чернения лазером
— безвреден в отличии химтравления (для людей, которые это делают).
— со временем вытирается при использовании продукции, конкретный срок службы трудно определить, зависит от:
— металла из чего сделана продукция, так как на разных металлах лазер делает разную шероховатость, за счёт которой и держится тонер
— от условий эксплуатации (особо любопытные и настырные стирают чернение пальцем, ногтем, шероховатой тряпкой за несколько минут).
 Без чернения |  С чернением |
 Без чернения |  С чернением |
 С чернением | |
 С чернением |  Без чернения |
Так же про гравировку стоит знать (случаи из нашего многолетнего опыта):
1) Некоторые китайские (и не китайские) производители при изготовлении брелоков, ручек и прочей сувенирной продукции используют дешёвые металлы типа силумин и прочие сплавы, которым придают презентабельный глянцевый вид, нанося тонкое металлическое напыление «под» глянцевое или матовое серебро или золото. Результаты гравировки и цвет гравировки на таких изделиях — не предсказуемы, часто бывает что из-за того что покрытие очень тонкое, или не качественно положено, при гравировке оно начинает вспучиваться, даже облезать. Гравировка либо не получается вообще, либо имеет непрезентабельный вид и что хуже всего даже чернение может не ложиться на такой металл.
Химическое гравирование металлов
Сущность технологического процесса изготовления художественных изделий методом химического травления (рис. 33) состоит в следующем: металлическое объемное изделие или пластину покрывают слоем кислото– и щелочеупорного лака. После высыхания лака на его поверхности прочерчивают тонким резцом линии рисунка, предварительно переведенные с помощью копировальной бумаги на поверхность лаковой пленки. После этого с поверхности изделия тщательно удаляют лаковую стружку и погружают его в травильный раствор. При травлении не защищенные лаком участки металла будут растворяться, образуя на поверхности канавки-штрихи, идентичные рисунку.
По окончании травления лак с поверхности изделия удаляют органическим растворителем. Продолжительность травления определяют визуально.
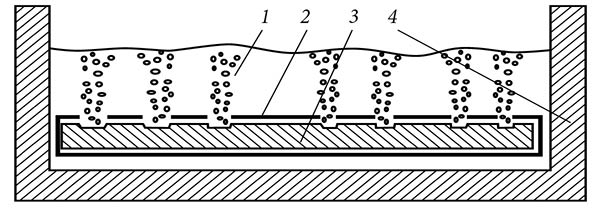
Рис. 33. Схема процесса химического травления: 1 – травильная жидкость; 2 – слой лака; 3 – изделие; 4 – корпус ванны
Строго говоря, химическое гравирование можно производить двумя способами: либо покрыть веществом, на которое действует протрава, все линии и поверхности рисунка, либо, наоборот, защитить от действия кислот все промежутки, оставляя линии и поверхности рисунка свободными. Если затем погрузить изделие в состав для травления, то в первом случае рисунок получится слегка рельефным, а во втором – углубленным. Первый способ применяют в цинкографии для изготовления клише, с которого затем печатают бумажные оттиски. Вторым же способом проводят художественное гравирование металлических поверхностей.
Процесс химического травления несложен, но художественное исполнение гораздо труднее, так как требует тщательной, кропотливой работы по созданию композиции рисунка и четкого переноса его на подготовленное изделие. К тому же как ни проста на первый взгляд технология травления, начинающие часто терпят неудачу, в особенности при травлении тонких рисунков.
Прежде чем наносить предохраняющее покрытие, обрабатываемую поверхность следует тщательно очистить от тонкого налета ржавчины, жира и иной грязи. Поверхность изделия зачищают, шлифуют, полируют, обезжиривают, промывают и просушивают. Приставший к поверхности жир можно удалить промыванием в спирте или бензине, прокаливанием или провариванием в подогретом до 50 °С 10 %-м растворе едкого натра в течение 5 мин. Затем изделие на 1–2 мин переносят в 15 %-й раствор серной кислоты и хорошо промывают в горячей воде, чтобы покрывной лак прочно держался на поверхности металла и в процессе травления не отслаивался.
После этого обрабатываемую поверхность можно отполировать, если форма предмета позволяет, а назначение его не противоречит этой операции. Но подобная предварительная полировка не обязательна. До вычищенной поверхности нельзя дотрагиваться пальцами, так как на них всегда есть некоторое количество жирового вещества, а на жир протрава не действует.
Когда протравливаемая поверхность вычищена уже настолько, что имеет свежий металлический блеск, приступают к нанесению предохранительного покрытия. В качестве покрытия для химического гравирования применяют битумный, нитролак или лак следующего состава: 6 г. канифоли, 10 мл этилового спирта, 10 капель нашатырного спирта. Если в этот лак добавить 2–3 кристаллика сухих фиолетовых чернил, то его можно использовать для нанесения рисунка на металлическую поверхность с помощью рейсфедера. В этом случае после травления рисунок будет выпуклым, а не в виде канавок, как в случае прочерчивания рисунка на сплошной лаковой поверхности. Чернила служат для визуального контроля над процессом нанесения лаковых штрихов: прозрачный лак контролировать трудно.
Для алюминия используют так называемое «белое чернило», образующее устойчивую пленку. В его состав входят: 100 массовых частей клея 88, 90 массовых частей каолина и органический растворитель, например этиловый спирт, – до получения консистенции жидкой сметаны.
При нанесении предохранительного покрытия необходимо следить за тем, чтобы металлическая поверхность была совершенно сухой, иначе покрытие местами плохо пристает, а кислота может проникнуть до металла и протравить места, которые должны остаться нетронутыми.
Хорошую покрывную смесь для гравирования готовят следующим образом: расплавляют 1 часть асфальта (битума) и 2 части мастики, перемешивают и добавляют 2 части белого воска. По охлаждении этот состав формуют в шарики или конусы, которые заворачивают в тряпку из тонкого полотна. Состав наносят на поверхность следующим образом: обрабатываемый предмет подогревают и, слабо надавливая на поверхность, водят по ней равномерно массой, завернутой в тряпочку; при этом состав тает и просачивается сквозь тряпку, покрывая тонким слоем натираемую поверхность. Когда покрытие затвердеет, его покрывают как можно более тонким слоем свинцовых белил, мелко растертых и растворенных в гуммиарабике. На этот слой переводят рисунок.
При покрытии лаком всей поверхности изделия после высыхания защитного слоя его покрывают тонким слоем свинцовых белил или красят белой гуашью («белое чернило» в таком покрытии, разумеется, не нуждается). Затем отточенным карандашом или с помощью копировальной бумаги переводят на белую поверхность требуемый рисунок или надпись.
Все места, которые требуется вытравить, проскабливают после этого до поверхности металла. Тонкой и острой гравировальной иголкой можно воспроизвести даже тончайшую тушевку рисунка.
Если нужно протравить простую фигуру или надпись, предохранительное покрытие можно разбавить какой-нибудь жидкостью, например скипидаром, до консистенции густой масляной краски. По такому покрытию можно воспроизвести требуемый рисунок от руки иглой или даже стальным пером.
Для травления при химическом гравировании используют различные составы, в зависимости от вида металла.
Протравливаемый предмет опускают в кислото– и щелочеупорную посуду и заливают соответствующим растворителем. Такой посудой может служить глиняная глазурованная или пластмассовая кювета (ванночка). Если обрабатываемая поверхность представляет собой плоскость (пластину), то можно установить ее в горизонтальном положении, вылепить по краям бортик из воска или пластилина толщиной в палец и в полученную таким образом плоскую кюветочку налить соответствующую кислоту.
Таблица 2. Составы растворов для травления при химическом гравировании
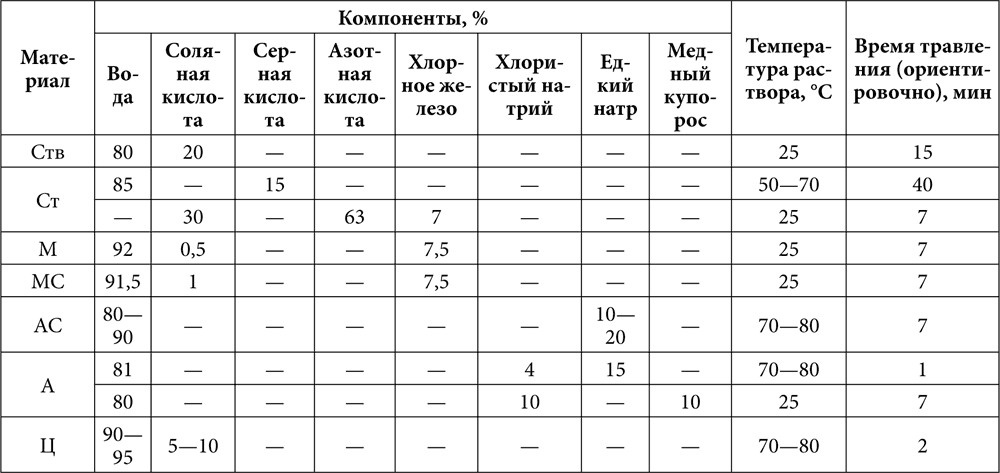
Примечание: Ств – сталь высоколегированная, Ст – сталь углеродистая, М – медь, МС – сплавы меди, А – алюминий, AC – сплавы алюминия, Ц – цинк.
Если металл растворяется очень быстро, возникают следующие осложнения:
• кислота проникает под слой покрытия, и рисунок утрачивает четкий контур;
• повышение интенсивности действия кислоты приводит к разрушению покрывной смеси на больших участках изделия и к браку;
• невозможно надежно контролировать глубину травления.
Скорость процесса определяют по интенсивности выделения пузырьков газа, поднимающихся от мест травления. При бурном выделении пузырьков в травильный раствор следует добавить дистиллированную воду.
В процессе травления на поверхности изделия оседают пузырьки, которые могут задерживать процесс травления. Их необходимо удалять кисточкой или чистым гусиным пером. Для проверки глубины травления в ванну одновременно с изделием помещают контрольный образец из того же материала с фрагментом рисунка или простым узором. Образец вынимают, промывают в проточной воде и замеряют глубину рисунка. По ней судят о глубине и времени травления. Если необходима различная глубина травления, то изделие время от времени извлекают из ванны, промывают, просушивают и лаком покрывают те места, которые уже достаточно протравились. Затем травление продолжается.
Когда травление считают оконченным, предмет прополаскивают в чистой воде, а предохранительное покрытие удаляют нагреванием или смывают его скипидаром или соответствующим нанесенному лаку растворителем. Может случиться, что в углублениях останется некоторое количество протравы, которая со временем разъедает металлическую поверхность местами глубже, чем требуется. Во избежание этого промытый предмет кладут на несколько минут в известковую воду, которая нейтрализует остаток кислоты.
3.7. Коррозия металлов
3.7. Коррозия металлов Коррозией металла называется разрушение его поверхности, вызываемое химическими или электрохимическими процессами под воздействием окружающей среды.По характеру коррозионной среды, воздействующей на поверхность металлов и их сплавов, коррозия
Строение и свойства металлов
Строение и свойства металлов В твердых телах, к которым относятся и металлы, атомы по-разному располагаются в пространстве:? беспорядочно, т. е. для каждого атома нет строго определенного места относительно других атомов. Такое строение типично для аморфных веществ,
Свариваемость металлов
Свариваемость металлов Свариваемость – это свойство или сочетание свойств металлов образовывать при установленной технологии сварки соединение, которое отвечает всем требованиям, обусловленным конструкцией и эксплуатацией изделия, т. е. она представляет собой
Строение металлов и их свойства
Строение металлов и их свойства Металлы и металлические сплавы представляют собой кристаллические тела, состоящие из бесчисленного множества кристаллических образований, групп (в виде отдельных прочно связанных между собой зерен). Железо может быть в нескольких
Гравирование под чернение
Гравирование под чернение Этот метод применяют для того, чтобы выгравированное на металле изображение стало более контрастным. Применяют этот метод преимущественно при гравировании изделий из серебра. При гравировании под чернение делают углубления с помощью штихелей
Химическая отделка металлов
Химическая отделка металлов Химическая отделка изменяет и обогащает однообразный цвет металлов. Сущность ее заключается в следующем: под действием различных химических веществ на поверхности металла происходит реакция с образованием новых химических соединений,
Окрашивание металлов
Окрашивание металлов Окрашивание металлов может быть произведено двумя путями: химическим и механическим. Химическая окраска металлов основана на изменении поверхности металлов путем образования:• химических соединений;• гальванических осаждений.В любом случае
Читайте также: