Химическая полировка металла в домашних условиях
Обновлено: 21.09.2024
Химическое полирование позволяет быстро и качественно обработать поверхности металлических деталей. Большое преимущество такой технологии заключается в том, что с помощью ее (и только ее!) удается отполировать в домашних условиях детали со сложным профилем.
Составы растворов для химического полирования
Для углеродистых сталей (содержание компонентов указывается в каждом конкретном случае в тех или иных единицах (г/л, процентах, частях)
Азотная кислота — 2. 4, соляная кислота 2. 5, ортофосфорная кислота — 15. 25, остальное — вода. Температура раствора — 70. 80°С, время обработки — 1. 10 мин. Содержание компонентов — в % (по объему).
Серная кислота — 0,1, уксусная кислота — 25, перекись водорода (30%-ная) — 13. Температура раствора — 18. 25°С, время обработки — 30. 60 мин. Содержание компонентов — в г/л.
Азотная кислота 100. 200, серная кислота — 200. 600, соляная кислота — 25, ортофосфорная кислота — 400. Температура смеси — 80. 120°С, время обработки — 10. 60 с. Содержание компонентов в частях (по объему).
Для нержавеющей стали
Серная кислота — 230, соляная кислота — 660, кислотный оранжевый краситель — 25. Температура раствора — 70. 75°С, время обработки — 2. 3 мин. Содержание компонентов — в г/л.
Азотная кислота — 4. 5, соляная кислота — 3. 4, ортофосфорная кислота — 20. 30, метилоранж — 1. 1.5, остальное — вода. Температура раствора — 18. 25°С, время обработки — 5. 10 мин. Содержание компонентов — в % (по массе).
Азотная кислота — 30. 90, железистосинеродистый калий (желтая кровяная соль) — 2. 15 г/л, препарат ОП-7 — 3. 25, соляная кислота — 45. 110, ортофосфорная кислота — 45. 280. Температура раствора — 30. 40°С, время обработки — 15. 30 мин. Содержание компонентов (кроме желтой кровяной соли) — в г/л.
Последний состав применим для полирования чугуна и любых сталей.
Азотная кислота — 900, хлористый натрий — 5, сажа — 5. Температура раствора — 18. 25°С, время обработки — 15. 20 с. Содержание компонентов — г/л.
Внимание! В растворы хлористый натрий вводят в последнюю очередь, причем раствор должен быть предварительно охлажден!
Азотная кислота — 20, серная кислота — 80, соляная кислота — 1, хромовый ангидрид — 50. Температура раствора — 13. 18°С, время обработки — 1. 2 мин. Содержание компонентов — в мл.
Азотная кислота 500, серная кислота — 250, хлористый натрий — 10. Температура раствора — 18. 25°С, время обработки — 10. 20 с. Содержание компонентов — в г/л.
Азотная кислота — 20, соляная кислота — 0,01, уксусная кислота — 40, ортофосфорная кислота — 40. Температура смеси — 25. 30°С, время обработки — 20. 60 с Содержание компонентов — в мл.
Сернокислая медь (медный купорос) — 8, хлористый натрий — 16, уксусная кислота — 3, вода — остальное. Температура раствора — 20°С, время обработки — 20. 60 мин. Содержание компонентов — в % (по массе).
Ортофосфорная кислота — 77. 79, азотнокислый калий — 21. Температура смеси — 18°С, время обработки — 0,5—3 мин. Содержание компонентов — в % (по массе).
Азотная кислота — 65, хлористый натрий — 1 г, уксусная кислота — 5, ортофосфорная кислота — 30, вода — 5. Температура раствора — 18. 25°С, время обработки — 1. 5 с. Содержание компонентов (кроме хлористого натрия) — в мл.
Для никеля и его сплавов (мельхиора и нейзильбера)
Азотная кислота — 20, уксусная кислота — 40, ортофосфорная кислота — 40. Температура смеси — 20°С, время обработки — до 2 мин. Содержание компонентов — в % (по массе).
Азотная кислота — 30, уксусная кислота (ледяная) — 70. Температура смеси — 70. 80°С, время обработки — 2. 3 с. Содержание компонентов — в % (по объему).
Для алюминия и его сплавов
Ортофосфорная кислота — 75, серная кислота — 25. Температура смеси — 100°С, время обработки — 5. 10 мин. Содержание компонентов — в частях (по объему).
Ортофосфорная кислота — 60, серная кислота — 200, азотная кислота — 150, мочевина — 5 г. Температура смеси — 100°С, время обработки — 20 с. Содержание компонентов (кроме мочевины) — в мл.
Ортофосфорная кислота — 70, серная кислота — 22, борная кислота — 8. Температура смеси — 95°С, время обработки — 5. 7 мин. Содержание компонентов — в частях (по объему).
Полировка металла
Для придания лучших потребительских качеств и привлекательного внешнего вида металлическим изделиям проводят процедуру финишного шлифования. Полировка металла придает изделию декоративный блеск, также выполнение подобной процедуры позволяет подготовить поверхность для нанесения различных материалов.

Виды работ
Полировка металла может проводиться следующими методами:
- механическая или абразивная полировка изделий;
- химическая обработка при помощи специальных веществ, к примеру, пасты;
- электрохимический способ;
- электролитно-плазменный способ.
Некоторые виды финишного шлифования простые, не требуют наличия специальных материалов или оборудования. К примеру, механический метод может использоваться в домашних условиях. Однако добиться существенного результата при их применении практически не возможно.
Недостатки традиционных способов
Полировка металла при помощи традиционных методов, абразивного и химического воздействия на поверхности, имеет определенное количество ограничений в применении. К ним можно отнести:
- отсутствие возможности автоматизации процесса. При проведении работы по получению блеска многие предприятия внедряют технологию автоматической обработки, что позволяет значительно сократить время получения целой партии. Химическая, механическая, электрохимическая полировка имеют особенности, которые затрудняют автоматизацию технологического процесса;
- затруднение получения зеркальной поверхности при использовании рассматриваемых типов воздействия на металл касается технологических и электрических причин. Экономические причины, прежде всего, связаны с большой стоимостью производственных роботов и станков, которые работают на системе числового программного управления. Технологические определяют невозможность включения традиционных методов полировки изделий из металла для получения зеркальной поверхности.

Полировка нержавейки войлочным полировочным диском
Зачастую вышеприведенные проблемы приводят к тому, что рассматриваемая работа выполняется руками при помощи специальной пасты при механическом воздействии. Этот момент определяет значительное снижение показателя производительности, так как обработка на автоматизированной линии невозможна. Из-за использования устаревших методов зачастую производственная линия представляет сбой конвейер, а это отрицательно отражается на стоимости получения изделия, снижает конкурентоспособность предприятия.
Механический метод полировки
На протяжении многих лет использовался механический метод обработки поверхности металлического изделия. Специальные наборы абразивных кругов и лент при сочетании полировочными пастами ГОИ позволяют получить материал с показателем шероховатости Rа = 0,05–0,12 мкм.
К особенностям данного метода паролирования можно отнести:
- для автоматизации процесса используются специальные станки, которые оснащают матерчатыми или войлочными кругами;
- на абразив наносится определенное количество пасты ГОИ;
- рассматриваемая паста гои представляет собой специальный порошок, состоящий из активного вещества, которое оказывает активизирующее воздействие на поверхность изделия;
- типичная паста состоит примерно из 60% абразивного компонента и 40% связующего вещества. содержание активизирующей добавки 2%.
Финишное шлифование можно достигнуть только при использовании пасты ГОИ. При этом используется мягкий круг и паста ГОИ с тонким абразивом. При подобной работе расход материала довольно большой: на 1 квадратный метр поверхности приходится 0,3 войлочного круга и абразивного вещества типа ГОИ, примерно, 100 грамм. При обработке сложной поверхности используется ленточный тип материала и тот же абразив ГОИ.
Отдельное внимание следует уделить пасте ГОИ. Она представляет собой специальное вещество, которое создано на основе оксида хрома. Вещество из категории ГОИ выпускается в виде бруска зеленого цвета. Специальные наборы ГОИ содержат бруски с различными показателями зернистости абразива.
Химическое полирование
При химической полировке на поверхность оказывается сочетание воздействия определенного вещества и гальванических паров. Этот процесс определяет образование пассивирующей оксидной пленки, которая приводит к выравниванию микронеровности поверхности.
Качество полирования зависит от соотношения скорости образования пленки и ее растворения в жидкости. Наибольший показатель блеска можно добиться при образовании пленки малой толщины. При химическом полировании металла можно добиться пленки меньшей толщины, чем при электрохимической, что определяет возможность достижения лучшего блеска, но большие неровности детали не могут быть выровнены.

Электромеханический метод
Механическая и химическая полировка металла зачастую не приводит к необходимому результату. Это связано с тем, что изделие может обладать повышенной устойчивостью к изменениям структуры. Электрохимический метод – процедура воздействия, которая предусматривает погружение деталей в электролит. Провести подобную работу своими руками зачастую достаточно сложно, так как электролит представлен раствором кислоты. Воздействие происходит при подключении резервуара к источнику питания с напряжение около 20 В.
Этот вид обработки определяет появление пассивирующей пленки, которая приводит к уменьшению показателя шероховатости. Степень изменения качества поверхностной структуры зависит от подаваемого напряжения. Достигаемое качество зависит от типа металла, показателя остаточной деформации, толщины обрабатываемой детали и других моментов.
Электролитно-плазменный способ
Последние годы все большей популярностью стал пользоваться электролитно-плазменный метод обработки.
Специальные наборы приспособлений, которые создать своими руками достаточно сложно, обеспечивают воздействие заряда на деталь. К особенностям конструкции можно отнести:
- обрабатываемое изделие становится анодом;
- к детали подводится положительный потенциал от мощного источника питания;
- в качестве катода выступает рабочая ванна.
Для воздействия на нержавеющую сталь и медных сплавов используют специальный раствор, состоящий из сульфата аммония и хлористого аммония. Их концентрация составляет примерно 5%. При условии, что изделие изготовлено из другого металла или сплава используется раствор с концентрацией приведенных веществ 10%. Полировка металла при использовании подобного набора и метода выполняется в течение 2-5 минут, заусенце можно снять примерно за 20 секунд. Подобные показатели определяют высокую производительность этого способа полировки металла.
Электрохимическая полировка стали
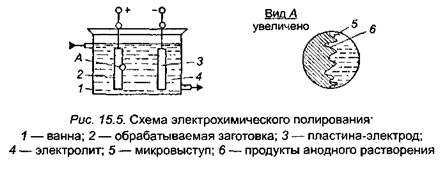
Электрохимическая полировка – процедура обработки поверхности заготовки при помощи ее погружения в раствор кислоты под действием электрического тока. Она сглаживает поверхность детали и позволяет производить полирование металлов без использования лакокрасочных покрытий. В результате взаимодействия химических компонентов и электрических зарядов запускаются реакции, придающие изделию зеркальный блеск.

Описание метода
В основе процедуры электрохимического полирования лежит анодное растворение поверхности обрабатываемой заготовки. Во время этого процесса происходит быстрое растворение выступов на поверхности с шероховатым рельефом. Во впадинах детали происходит растворение в замедленном режиме. Шероховатая сторона становится гладкой из-за несбалансированной скорости растворения, что приводит к появлению дополнительного блеска.
Процесс электрохимической полировки детали происходит в несколько этапов:
- Изготовление электролитических ванн, предназначенных для полирования поверхности изделия. В их состав входят универсальные электролиты: ортофосфорная кислота, серная кислота, хромовый ангидрид и вода. При полировке изделий, произведенных из нержавеющей стали, дополнительно используется глицерин. Создание ванн происходит при температуре до 90° C, анодной плотности тока до 80 а/дм 2 и напряжении до 8 В. Электролитические ванны, нагретые до высоких температур, представляют опасность для здоровья человека. При попадании растворов на кожные покровы высок риск образования химических ожогов.
- Подготовка заготовки к обработке. Изделия не должны иметь на своей поверхности глубокие рисунки и крупные царапины, не подлежащие электрохимической полировке. Важно, чтобы деталь была произведена из мягких металлов. Данный параметр оказывает влияние на степень эффективно полирования. Чем тверже металл, тем труднее достичь однородной поверхности при сглаживании шероховатых сторон заготовки.
- Взаимодействие детали с растворами электролитов. В этом случае металлическая заготовка выступает в качестве анода – электрода с положительным зарядом, а электролитическая ванна – в роли катода. Время выдержки изделия в растворе зависит от типа материала. Заготовки из алюминия выдерживаются в течение 2 – 3 мин, литые детали из нержавеющей стали – до 30 мин. В результате реакции осуществляется постепенное сглаживание шероховатостей из-за появления гидроксидной или оксидной пленки. Полирование происходит за счет обмена частиц между анодом и электролитом. После завершения электрохимической полировки поверхность заготовки становится однородной и приобретает зеркальный блеск.
Теоретически механизм электрохимической полировки объясняется гипотезой вязкой пленки. В соответствии с гипотезой, полирование детали осуществляется после образования поверхности анода в результате растворения частиц вязкой пленки, в состав которой входят продукты анодного растворения. Пленочная поверхность обладает высокими показателями сопротивления, толщина которой различается на впадинах и выступах заготовки. Из-за разницы величины сопротивления вязкой пленки и способности тока собираться на остриях, на разных участках изделия изменяется скорость растворения шероховатостей. В результате шероховатая сторона полностью сглаживается и приобретает однородную поверхность.

Электрохимическую полировку деталей возможно проводить в домашних условиях. Для этого необходимо приобрести оборудование с валом электромотора и кругами для шлифования или создать электролитическую ванну и изготовить химический раствор из соответствующих веществ.
Если деталь имеет множество больших дефектов, то перед началом электрохимической полировки она подвергается механической обработке при помощи шлифовальной машины с вращающимися кругами.
После завершения этого процесса заготовка помещается в щелочной раствор и подсоединяется к заряженному электроду. Процедура электрохимической полировки включает в себя макрополирование: растворение выступающих вершин большого размера, и микрополирование: сглаживание маленьких поверхностей изделия.
Процесс полировки может быть ускорен при следующих условиях:
- толщина обрабатываемой пленки одинакова на всей поверхности детали;
- перемешивание и повышение температуры электролитов;
- наличие комплексных солей или солей слабодиссоциирующих кислот в составе электролитов;
- увеличение значений напряжения и силы тока.
Эти факторы уменьшают величину поверхностного слоя заготовки, что позволяет производить процедуру полировки за меньший промежуток времени.
Оборудование и материалы
Для электрополировки металла необходимы источники постоянного тока с низкими показателями напряжения и инструменты, для настройки электрического режима. Электролитические ванны должны быть оборудованы нагревателями, поддерживающими температуру химического раствора. Они помещаются в прочную оболочку, располагающуюся на внутренней поверхности ванны, облицованной химическими и теплостойкими материалами.
Для соблюдения техники безопасности в лабораториях для облицовки внутренних конструкций электролитической ванны применяют стеклянные, фарфоровые и керамические материалы. В лабораторных условиях источником тока являются выпрямители, изготовленные из селена или германия. В зависимости от требуемого напряжения возможна установка нескольких выпрямителей.
Для полирования стальных заготовок требуется регулировочное оборудование. Для настройки величины тока в промышленных условиях применяют первичную обмотку трансформатора, соединенного с выпрямителями. С его помощью осуществляется бесступенчатое регулирование тока посредством изменения значений напряжения.


Электрохимическая полировка металлов проводится с применением электролитов, составленных на основе серной, фосфорной и хромовой кислот. Дополнительно добавляется глицерин, увеличивающий суммарную вязкость раствора. Смешивать все электролиты необходимо в правильной пропорции. В следующей таблице представлены соотношения кислот для полирования деталей, изготовленных из разных типов металлов:
Большинство металлов полируется в фосфорносернохромовом электролите, удовлетворяющем следующим условиям:
- высокие показатели растворимости, что способствует лучшему сглаживанию поверхности полируемой детали;
- длительный срок эксплуатации раствора;
- универсальность электролита;
- безопасен для жизни и здоровья человека.
Важным показателем электролита является его температура. Чем выше этот показатель, тем интенсивнее происходит процесс полирования. Для всех электролитов предусмотрены пределы температур. Если резко понизить данный параметр во время проведения электрохимической полировки, то вязкая пленка уплотнится, что приведет замедлению растворения анодов. В результате полируемая поверхность изделия становится матовой и не приобретает зеркальный блеск.
На равномерность электрохимической полировки оказывает влияние дистанция между электродами в электролите. Оптимальное растворение происходит при расстоянии до 40 мм. При дальнейшем увеличении данного показателя удаляемый слой становится неравномерным. В итоге поверхность детали покрывается темным налетом и становится более хрупкой.
После завершения процесса электрохимической полировки требуются приспособления для очистки электролитической ванны и остального полировочного оборудования. Для этого используются растворители и щелочные средства. В их состав входят активные действующими веществами, очищающими поверхность инструментов полировки от различных видов грязи.
Область применения
Технологию электрохимического полирования активно применяют в промышленности: для обработки деталей арматуры, элементов карбюратора (клапанов для подачи топлива, выполненных из нержавейки), тонких лент, проволок и трубных механизмов. В результате полирования поверхность этих деталей приобретает устойчивость к коррозии и становится более гладкой.
Электрохимическое полирование алюминия и нержавеющей стали применяется в отраслях по производству строительных приспособлений, сверл и крепежных механизмов.
В нынешнее время эта технология активно используется для снятия дефектного слоя с режущих инструментов, использующихся для проделывания отверстий. Электрохимическое полирование вольфрама стало активно внедряться в производстве электронных ламп и электровакуумной техники.


Использование технологии электрохимической полировки практикуется при металлографических исследованиях для диагностики сталей. При помощи этой технологии выявляются трещины, флокены и иные несоответствия в структуре металлов. При обнаружении нарушений производится полировка, удаляющая самые тонкие деформации.
Преимущества и недостатки
Электрохимическая полировка обладает следующими достоинствами:
- Она увеличивает прочность стали и препятствует появлению ржавчине на поверхности металла. Этот вид полировки облегчает процедуру вытяжки и штамповки.
- Она способна смягчать поверхность сложных и утонченных деталей, имеющих дополнительные отверстия или полости с комплексных рисунком.
- Электрохимическая полировка позволяет снизить время полирования поверхности заготовки.
- Благодаря высокой производительности данного вида полирования, во время обработки металла не нарушаются основные конструкции изделия.
- Ускоряет процедуру производства шлифов.
Несмотря на большое количество преимуществ, электрохимическая полировка обладает несколькими недостатками:
- Сложность полирования, обусловленная необходимостью приготовления индивидуального раствора для обработки деталей из разных сталей и регулирования величины подаваемого тока.
- В ней применяются элементы электрополирования, что приводит к повышенному расходу электроэнергии.
- Электрохимическая полировка не способна выровнять поверхность заготовки с большими трещинами или впадинами.
- Как при химполировке, человеку необходимо производить работу с ядовитыми веществами, наносящими вред организму.
- Электрохимическая полировка не требует больших финансовых трат, в отличие от механического полирования, что обусловлено покупкой множества химических растворов и перманентной подачей электричества. Электролит обладает низким сроком эксплуатации, поэтому его необходимо периодически обновлять, что приводит к дополнительных денежным расходам.

Чтобы эффективно использовать технологию электрохимической полировки, нужно соблюдать технику безопасности: работать в спецодежде, правильно настраивать техническое оборудование и осуществлять полировку только с исправными приборами.
Электрохимическая полировка металлов — описание процесса

Полировка
Металлическому изделию можно придать блеск различными способами. Для этого не обязательно использовать специальные покрытия, можно воспользоваться методом полировки. Она может быть механической, например, с помощью наждачных кругов, химической — когда металл погружают в специальный раствор, а также электрохимической. В этом случае сочетается воздействие химических компонентов и электроразрядов, которые запускают определенные реакции или усиливают их. Электрохимическая полировка металлов может быть выполнена и в обычных домашних условиях, если собрать все необходимое оборудование.

Описание процесса
Во время электрохимического полирования обрабатываемая поверхность металла приобретает зеркальный блеск. Также уменьшаются имеющиеся шероховатости. Процесс происходит следующим образом:
- Деталь считается анодом, то есть, электродом, несущим положительный заряд. Ее необходимо поместить в ванну со специальным составом.
- Еще один важный компонент — катоды, которые необходимы для осуществления реакции.
- В результате воздействия протекает реакция, и происходит растворение. Оно неравномерно, сначала удаляются самые заметные шероховатости, которые выступают над поверхностью больше всего. Одновременно происходит полировка — изделие приобретает зеркальный блеск.
Удаление заметных больших неровностей называется макрополированием, а сглаживание мелких дефектов — это микрополирование. Если эти процессы во время проведения обработки протекают одновременно и равномерно, то изделие приобретает блеск и гладкость. Возможно и такое, что блеск будет получен без сглаживания или наоборот. Два вида полирования не обязательно связаны.
Химическая полировка металла приводит к тому, что на поверхности обрабатываемой детали во время процесса образуется особая пленка. По составу она может быть оксидной или гидроксидной. Если она равномерно охватывает всю поверхность, это создает условия для микрополирования. При этом внешняя часть покрытия, располагающаяся на поверхности, непрерывно растворяется. Чтобы получить возможность провести микрополирование, необходимо обеспечить поддержание равновесия между непрерывным образованием покрытия и растворением, во время работы с деталью толщина слоя должна оставаться неизменной. Это позволит электронам обрабатываемого металла и применяемого состава в процессе взаимодействовать без опасности растворения металлического изделия в агрессивной среде.
Макрополирование тоже напрямую зависит от образующейся пленки. Она покрывает изделие неравномерно, на выступающих неровностях этот слой более тонкий, поэтому они быстрее растворяются, за счет воздействия тока.
СОВЕТ: эффективность общего воздействия полирующего состава можно повысить, если использовать для обработки электролиты, содержащие в своем составе соли слабо диссоциирующих кислот, которые увеличивают общее сопротивление покрытия.
Кроме этого играет роль механическое воздействие, заключающееся в перемешивании. Может уменьшаться толщина пленки или диффузный слой. Некоторые используемые электролиты выполняют свою функцию только при нагреве, также общее правило, которое действует для всех составов — при нагревании снижается нейтрализация, а скорость растворения пленки повышается. Плотность тока и уровень напряжения также входят в число факторов, оказывающих серьезное влияние на процесс. Например, если необходимо провести полировку медных изделий, то для нее подбирается состав с фосфорной кислотой и устанавливается предельный режим тока без образования кислорода. Именно поэтому важно точно соблюдать все необходимые параметры, чтобы добиться качественной полировки.
Оборудование и химикаты
Для работы с различными металлами необходимо подобрать соответствующие электролиты, которые помогут добиться нужного результата:
- Чаще всего применяются составы на основе кислоты различного вида — серной, фосфорной или хромовой.
- Глицерин может быть добавлен для увеличения общей вязкости, если это потребуется.
- Сульфоуреид выступает в роли ингибитора травления.
- Для очистки различных изделий после проведения процедуры могут применяться различные растворители или щелочные средства. Нередко используются составы с поверхностно-активными действующими веществами.
Пропорции создания хим состава
Полировка проводится в специальных ваннах. Важно помнить, что их составляющие относятся к токсичным веществам и опасны для здоровья, особенно если используется нагрев, поэтому обращаться со всеми компонентами необходимо с максимальной осторожностью, соблюдая положенную технику безопасности.
Изделия из цветных или черных металлов можно обрабатывать при помощи универсального состава, который окажет необходимое воздействие. Для этого следует добавить все компоненты, соблюдая пропорции. Ортофосфорная кислота составляет основу — 65%. Серной кислоты должно быть 15% и 14% обычной воды. Хромовый ангидрид занимает 6%.
Нержавеющую сталь можно полировать схожим составом, только воды в нем должно быть 13%, а еще следует добавить глицерин в соотношении 12%. Детали могут находиться в ванне до получаса, хотя штампованным изделиям требуется меньше времени для обработки.
Химическая полировка металла используется, чтобы придать поверхности зеркальный блеск. Такое действие может быть направлено на придание деталям более привлекательного облика, если они находятся на виду и являются частью какой-то конструкции. Помимо эстетического назначения, полировка служит не только для красоты. С ее помощью можно избавить деталь от неровностей и шероховатостей, а также защитить от воздействия ржавчины, кислот и различных атмосферных явлений.
Разные виды полировки имеют свои особенности, у электрохимической также есть плюсы и минусы:
- Этот способ благоприятно влияет на все свойства стали, увеличивая устойчивость к воздействию коррозии, а также облегчая проведение вытяжки и штамповки. Именно поэтому полировку такого типа часто используются как в лабораторных исследованиях, так и непосредственно для проведения различных работ в промышленности.
- Электрохимическая полировка является более дешевым и быстрым способом обработки металлических изделий. Если механический метод занял бы несколько часов, то с воздействием химикатов и электричества можно закончить дело за несколько минут, получив качественный результат.
- Полировка с электрохимическим воздействием незаменима при работе со сложными деталями, которые имеют различные полости и отверстия.

Химическая полировка металлов кроме преимуществ, имеет некоторые недостатки. Практически каждый существующий металл требует для проведения работы с ним специального состава, поэтому для разных изделий необходимо делать индивидуальные растворы. Также важно правильно подобрать соотношение компонентов, температуру нагрева, плотность тока — от этого напрямую зависит качество полученного результата. Перед проведением такой обработки может потребоваться предварительное механическое шлифование. Кроме того, процедура требует повышенного расхода электроэнергии. Однако при определенных условиях достоинства метода вполне перевешивают его недостатки, позволяя проводить полировку.
Полировка металла до зеркального блеска своими руками

Полировка металла поможет значительно улучшить эстетический вид изделия. Если нет возможности обратиться к профессионалам, то можно произвести полировку самостоятельно, в домашних условиях, главное соблюсти технологический процесс.

Процесс полировки до зеркала в домашних условиях
Для полировки металла в домашних условиях существует несколько проверенных способов. Одним из них является химический (без применения механизмов). Он не требует больших усилий, главное – следует требованиям техники безопасности. Полировка металла в домашних условиях химическим способом происходит в таком порядке:
- Серная кислота разбавляется водой в соотношении 1:20. Объем полученной смеси должен быть достаточным, чтобы полностью покрыть полируемую вещь;
- Опускаем в полученный раствор полируемый предмет на несколько минут, и, вынув, промываем его в проточной воде. Далее помещаем в емкость, наполненную древесными опилками;
- Высушенный в опилках металлический предмет опускаем на 2-3 секунды в азотную кислоту, после чего опять тщательно промываем;
- После очередного просушивания в опилках тщательно вытираем металл.
После таких несложных процедур металлический предмет будет смотреться как новый. Ровная и блестящая поверхность будет восприниматься глазом как зеркальная.

СОВЕТ: Перед тем как опустить металлическую вещь в кислоту, с нее нужно убрать все элементы, выполненные из других материалов. На другие материалы кислота может подействовать пагубно и разрушить их.
Одним из самых популярных видов домашней полировки металлов является обработка с помощью пасты ГОИ. Эта паста была создана в прошлом веке и с успехом используется по сегодняшний день. Изначально она имеет твердую форму и бывает разной степени зернистости. Для лучшего нанесения ее рекомендуют разбавить несколькими каплями машинного масла.
Для ручной полировки мягких металлов рекомендуется использовать мягкую фланелевую тряпку с нанесенной на нее мелкозернистой пастой. Черный металл можно полировать куском брезента или джинсовой ткани с крупнозерновой пастой. Для более быстрого получения результата вместо тряпки можно использовать войлочный круг, закрепленный на ручной дрели, или деревянный брусок небольших размеров.
Требуемое оборудование и химикаты
Для получения хорошего результата в домашних условиях придется немного потратиться и запастись некоторыми химическими веществами, приспособлениями и механизмами. В зависимости от способа, которым будет производиться полировка металла до зеркального блеска своими руками, понадобятся несколько пунктов из этого списка:
- Серная кислота;
- Азотная кислота;
- Вода;
- Опилки;
- Паста ГОИ;
- Войлочный круг;
- Дрель;
- Деревянный брусок;
- Ткань.

Процесс полировки
Полировка металла до зеркального блеска в домашних условиях – довольно длительный процесс, здесь главное не скорость. Если проводить процесс (механический) без использования электрических помощников, (ведь некоторые металлические предметы можно «протереть»), то следует тщательно и довольно долго, с особой осторожностью, «оттирать» каждый квадратный сантиметр изделия.
Совет! Для предметов с углублениями можно использовать старую зубную щетку, намазанную пастой ГОИ. Ей удобно добираться до труднодоступных мест.
Техника безопасности
При использовании химического способа полировки следует обязательно использовать специальные перчатки, средства защиты дыхательных путей, специальную посуду, которая не входит в реакцию с кислотой. Полировка металла до зеркального блеска болгаркой или дрелью должна проводиться с применением средств для защиты глаз. И самое главное – необходимо строго придерживаться технологического процесса. Необходимо всегда иметь под рукой медицинскую аптечку, с помощью которой можно оказать первую помощь до приезда кареты СМП, хотя желательно не допускать подобных случаев.
Получаемый результат
Шлифовка и полировка металла домашних условиях, проведенная с соблюдением всех технических требований, способна полностью восстановить внешний вид металлического предмета. С минимальными финансовыми затратами и определенным умением можно добиться высоких результатов.
Если необходимо сравнить свою работу с идеальным результатом, то всегда можно просмотреть в интернете видео – «Шлифовка и полировка металла в домашних условиях», там можно найти уроки по различным способам полировки. В них подробно рассказывается обо всех нюансах полировки металлов в домашних условиях.
Читайте также: