Индукционный нагреватель металла для ковки
Обновлено: 19.05.2024
ПРОМИНДУКТОР – производственная компания, которая на базе собственных разработок выпускает индукционные нагреватели металла и другое оборудование. Ведущие инженеры трудятся в г. Чэнду (КНР, провинция Сычуань). Там же находится производственный комплекс.
Купить по выгодной цене оборудование от производителя – это не просто грамотное решение, а полная защита от рисков рекламаций, получения подделки. Потребители особо отмечают:
высокое качество нашей продукции;
конкурентные цены;
квалифицированную помощь при выборе;
возможность получить консультации специалиста в процессе эксплуатации;
наличие технической поддержки клиентов в формате 24/7.
Большой склад готовой продукции позволяет обеспечивать быструю доставку индукционных нагревателей транспортными кампаниями по России и в страны СНГ. Предоставляем гарантийное обслуживание.
У нас покупают индукционные нагреватели металла под разные задачи. Достаточно широкий ассортимент позволяет подобрать модели по частоте, мощности, другим параметрам.
Помимо готовых решений предлагаем заказать разработку и изготовление индукционного оборудования под индивидуальные требования, а также комплексных решений.
По запросу предоставим необходимую информацию, ответим на интересующие вас вопросы, вышлем печатные материалы, привлечем и организуем встречи с техническими и коммерческими специалистами.
Сотрудничество с ПРОМИНДУКТОР – надежно, выгодно и перспективно!
Ведущие характеристики продукции
Технология. Она разработана в нашем конструкторско-проектном бюро и постоянно модернизируется собственными сотрудниками компании. Учитываются также последние и перспективные мировые открытия, совершенные в профильной сфере.
Производство полного цикла. Ведущие специалисты компании, принимают непосредственное участие в модернизации технологии, производственном процессе, ведут постоянный контроль качества.
Широкий ассортимент моделей. Предприятие предлагает индукционные нагреватели для кузнечного нагрева, закалки, штамповки, плавки, нагрева текучих сред, термообработки сварных соединений и других целей.
Сертификация. Все изделия проходят необходимые тестирования, получают сертификаты соответствия РФ. Производства имеют сертификат IS09001:2008.
Надежность и долговечность. Сотни клиентов от Калининграда до Камчатки бесперебойно и с полной нагрузкой эксплуатируют наше оборудование с 1993 года.
Комплектующие от лидеров рынка. Все необходимое для производства индукционных нагревателей металла и другого оборудования получаем по договору с ведущими брендами. Каждая партия проходит проверку на качество.
Конкурентные цены. Сверхприбыль нас не интересует. Мы устанавливаем минимально возможные цены. Их нельзя назвать низкими, но они полностью соответствуют тому уровню качества и тем характеристикам, которые мы заявляем как производители. Держим марку!
Индукционные кузнечные нагреватели
Индукционный нагрев для объемной деформации имеет ряд преимуществ в сравнении с любыми другими видами нагрева, такими как газовый нагрев и электрический в промышленных печах.
Преимущества индукционных кузнечных нагревателей:
- Значительно снижаются энергозатраты, что особенно важно в условиях постоянного роста тарифов на электроэнергию.
- Снижает время нагрева заготовок, что резко повышает производительность производства.
- За счет автоматизации подачи заготовок, улучшается точность их нагрева до заданной температуры.
- Уменьшается количество окалины, что в свою очередь значительно повышает стойкость штамповой оснастки.
- Улучшаются условия труда, это поймет каждый, кто хоть раз стоял у жерла открытой печи с большим количеством заготовок.
- Освобождаются дополнительные площади в цеху, за счет меньших габаритов индукционного оборудования.
Во многом эти преимущества индукционных кузнечных нагревателей достигаются за счет проникновения индукционного нагрева в глубину заготовки. От нескольких мм - до нескольких см в зависимости от рабочей частоты и температуры поверхности. В итоге максимальная температура нагрева создается на определенной глубине от поверхности заготовки. Естественно, нагрев изнутри способствует лучшей теплопередаче в глубину заготовки, обусловленной теплопроводностью металла.

Индукционные кузнечные нагреватели с успехом используются для нагрева различных магнитных и немагнитных металлов. Как цветных: сплавов на основе меди и алюминия. Так и черных металлов: стали, в том числе нержавеющей и легированной, а так же чугуна.
Различают высокотемпературный нагрев для горячей штамповки и высадки стали 1200°С и низкотемпературный 850°С. Технология штамповки может предусматривать и промежуточную температуру между этими значениями. Медь для горячей штамповки нагревают обычно до 700º С, а алюминий до 500º С.
Существуют технологически обоснованные требования по максимальной разнице температур по всему объему заготовки для обеспечения требуемой пластичности и однородности металлов. Для углеродистой стали максимальная разница температур составляет 100°С. Для других металлов и особых случаев разница может составлять 50°С. Подробнее читайте в статье здесь >>>
При заказе ИКН следует иметь ввиду, что его нельзя будет использовать для универсального нагрева большой номенклатуры деталей с различными диаметрами. Дело в том, что индукционные кузнечные нагреватели, предназначенные для нагрева заготовок весом в несколько килограмм, будут неэффективно нагревать заготовки весом в несколько сотен грамм. Даже при условии смены футерованных индукционных катушек. А в одной и той же индукционной катушке нежелательно нагревать заготовки с разницей в диаметре более чем в 1,5 раза.
Индукционные кузнечные нагреватели с ручной и автоматической подачей
В зависимости от того как подается заготовка для индукционного нагрева, различают ручные и автоматические ИКН. Ручная подача является самым дешевым вариантом организации индукционного кузнечного нагрева, но вместе с тем и довольно опасным. Из-за поражения рабочих рассеянным индукционным полем.
Автоматическая подача значительно более предпочтительна, она менее вредна для здоровья и обеспечивает более равномерных нагрев заготовок. Подача заготовок осуществляется последовательно, с помощью автоматического толкателя, на пневматической, механической или гидравлической тяге. Именно автоматическая подача позволяет реализовать все преимущества индукционного кузнечного нагрева.


Последовательные индукционные кузнечные нагреватели
С помощью автоматического толкателя последняя заготовка передвигает предыдущую, до тех пор, пока первая не выйдет из индукционной катушки. Движение заготовок происходит по направляющим, расположенным на дне футерованной индукционной катушки. направляющие могут быть выполнены без охлаждения из нихрома и нержавеющей стали. На мощных ИКН направляющие делают на основе водоохлаждаемой трубки из нержавеющей стали. Нержавеющая сталь применяется по причине ее слабого нагрева из-за отсутствия ферромагнитных свойств. Любые водоохлаждаемые направляющие "съедают" не менее 5% мощности нагревателя. На выходе индуктора легкие заготовки самостоятельно падают в короб, а тяжелые заготовки вытягиваются с помощью цепных транспортеров для исключения повреждения края футеровки индукционной катушки.



Параллельные индукционные кузнечные нагреватели
Данные ИКН применяются при нагреве массивных, длинных, круглых заготовок. Индукционная катушка имеет ширину более длины заготовки. Заготовки с помощью гидравлического толкателя закатываются для нагрева боком. Равномерность нагрева достигается за счет перекатывания заготовки в индукторе с боку на бок. Учитывая большой вес заготовок все операции по их подаче и уборке осуществляются автоматически.



Торцевые индукционные кузнечные нагреватели
Применяются тогда, когда нужно произвести объемную деформацию части заготовки. В зависимости от зоны нагрева данные ИКН могут выполнять индукционный нагрев как на краю, так и в середине заготовки. Если нагрев делается только по краю, индукционные катушки футеруются как тупиковые, они лучше держат тепло. Если нагревать нужно середину, индукционную катушку делают сквозной конструкции.



Линейные индукционные кузнечные нагреватели
Этот тип индукционных нагревателей применяют для нагрева либо очень длинных либо вовсе сплошных заготовок. Если диаметр заготовки не велик обходятся одной индукционной катушкой. В линиях по производству предварительно напряженной арматуры нагревателей ставят до десятка. Если требуется большая производительность при большой массе, применят много последовательных индукционных катушек шириной около метра. В этом случае между индукционными катушками ставят водоохлаждаемые ролики, т.к. длинные, массивные заготовки "снесут" любые неподвижные направляющие.






Карусельные и конвейерные индукционные кузнечные нагреватели
Это сравнительно новый вид индукционных нагревателей. В этом случае заготовки крепятся за верхнюю или нижнюю не нагреваемую часть в круглой карусельной системе подачи или на гусенице. Для индукционного нагрева заготовки подаются в открытую, двухстороннюю, футерованную индукционную катушку. Подача и выемка заготовок, как правило, производится в ручную. При этом заготовки нагреваются только с одного края, например для горячей штамповки головок болтов. Но могут нагреваться и по середине, в зависимости от конструкции индукционной катушки.


Практически любой из вышеперечисленных ИКН может быть укомплектован различными транзисторными и тиристорными преобразователями. Однако учтите, что транзисторные преобразователи рекомендуются для индукционных кузнечных нагревателей мощностью до 1500 кВт. В диапазоне мощностей 1500-8000 кВт мы рекомендуем применять тиристорные преобразователи, как наиболее традиционные и надежные.
Компания "Мосиндуктор" уже поставила и обслуживает в СНГ десятки индукционных кузнечных нагревателей мощностью от 70 до 1300 кВт. И это далеко не предел! Мы поддерживаем торговые отношения с лучшими китайскими производителями и готовы подобрать и разработать для вас любой индукционный кузнечный нагреватель из представленной ниже номенклатуры! Поставьте на вооружение своего предприятия наш опыт и лучшее соотношение цена/качество на рынке СНГ.
Индукционные кузнечные нагреватели с транзисторным преобразователем частоты и параллельным колебательным контуром
| Индукционный кузнечный нагреватель | Транзисторный индукционный нагреватель* | Диаметр заготовки мм | Производительность по нагреву** | ||
| Стали до 1200º С, кг/час | Меди до 700º С, кг/час | Алюминия до 500º С, кг/час | |||
| ИКН-35 | СЧВ-35 | 16-20 | 60-70 | 105 | 87 |
| ИКН-45 | СЧВ-45 | 20-30 | 80-90 | 140 | 112 |
| ИКН-70 | СЧВ-70 | 20-35 | 125-140 | 210 | 175 |
| ИКН-90 | СЧВ-90 | 20-40 | 165-180 | 280 | 225 |
| ИКН-110 | СЧВ-110 | 20-45 | 200-220 | 350 | 275 |
| ИКН-160 | СЧВ-160 | 20-50 | 290-320 | 515 | 400 |
| ИКН-200 | СЧВ-200 | 40-80 | 360-400 | 645 | 500 |
* В составе индукционного кузнечного нагревателя.
* Производительность зависит от диаметра и длины заготовки.
Фотографии товара:



Высокоэкономичные индукционные кузнечные нагреватели с транзисторным преобразователем частоты и последовательным колебательным контуром
| Высокоэкономичный индукционный кузнечный нагреватель | Мощность транзисторного преобразователя, кВт | Частотный диапазон, кГц | Производительность по нагреву стали до 1200º С, кг/час |
| ИКНЭ-100 | 100 | 0,5-10 | 220-312 |
| ИКНЭ-200 | 200 | 0,5-10 | 440-625 |
| ИКНЭ-300 | 300 | 0,5-10 | 670-937 |
| ИКНЭ-400 | 400 | 0,5-8 | 890-1250 |
| ИКНЭ-600 | 600 | 0,5-8 | 1340-1870 |
| ИКНЭ-800 | 800 | 0,5-6 | 1780-2500 |
| ИКНЭ-1200 | 1200 | 0,2-4 | 2670-3750 |
| ИКНЭ-1500 | 1500 | 0,2-4 | 3330-4680 |



Индукционные кузнечные нагреватели с тиристорным преобразователем частоты и параллельным колебательным контуром
| Индукционный кузнечный нагреватель | Мощность тиристорного преобразователя, кВт | Частотный диапазон, кГц | Производительность по нагреву стали до 1200ºС, кг/час |
| ИКНТ-100 | 100 | 1-8 | 180 |
| ИКНТ-200 | 200 | 1-8 | 360 |
| ИКНТ-300 | 300 | 1-8 | 550 |
| ИКНТ-400 | 400 | 1-6 | 730 |
| ИКНТ-500 | 500 | 1-4 | 910 |
| ИКНТ-600 | 600 | 1-4 | 1090 |
| ИКНТ-700 | 700 | 1-4 | 1270 |
| ИКНТ-800 | 800 | 0,5-2,5 | 1460 |
| ИКНТ-900 | 900 | 0,5-2,5 | 1640 |
| ИКНТ-1000 | 1000 | 0,5-2,5 | 1820 |
| ИКНТ-1500 | 1500 | 0,2-1 | 2730 |
| ИКНТ-2000 | 2000 | 0,2-1 | 3640 |
| ИКНТ-2500 | 2500 | 0,2-1 | 4550 |
| ИКНТ-3000 | 3000 | 0,2-1 | 5460 |
| ИКНТ-4000 | 4000 | 0,2-0,5 | 7280 |
| ИКНТ-5000 | 5000 | 0,2-0,4 | 9100 |
| ИКНТ-6000 | 6000 | 0,2-0,4 | 11000 |
| ИКНТ-8000 | 8000 | 0,2 | 14550 |



Видео:
Индукционный кузнечный
нагреватель ИКН-160
Горячая штамповка
молотков на ИКН-110
Экономичный индукционный
кузнечный нагреватель ИКНЭ-600
Сопутствующие товары
Свойства товара:
Индукционные кузнечные нагреватели предназначены для нагрева перед горячей штамповкой заготовок из стали, чугуна, меди, бронзы, латуни и алюминия. Прекрасное соотношение цена/качество. Персонал легко обучается работе на установке. Установки малогабаритные и легкие. Легко установить в свободное пространство около любого пресса и штампа. Заготовка быстро нагревается до рабочей температуры, что уменьшает окисление, поднимает качество выпускаемой продукции, снижает износ штампов и прессов. Большой диапазон рабочих частот. Могут работать непрерывно в три смены. Ручная, пневматическая, механическая, гидравлическая подача заготовок. Высокая производительность. Энергосберегающая технология. С помощью замены индукционной катушки перенастраивается на различные диаметры заготовок. Применяются тиристорные и транзисторные преобразователи. Футерованные индукционные катушки служат до года.
Как сделать простой индукционный нагреватель
Индукционный нагреватель – это устройство, которое работает используя магнитные свойства металлов. Сделать его своими руками очень просто. Устройство будет полезно не только для изучения основ электротехники, но и в практических целях, например, для закалки деталей. После небольшой доработки можно использовать для сборки домашнего отеплителя.
Необходимые детали
- медная проволока диаметром 1-1,5 мм;
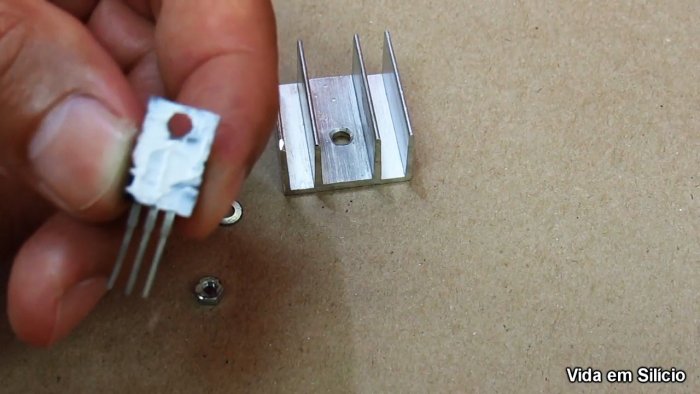
- 2 полевых транзистора IRF44N с радиаторами;
- набор конденсаторов, общей емкостью 2-2,5 мкф;
- по 2 резистора сопротивлениями 10 Ком и 470 Ом.

Процесс сборки индукционного нагревателя
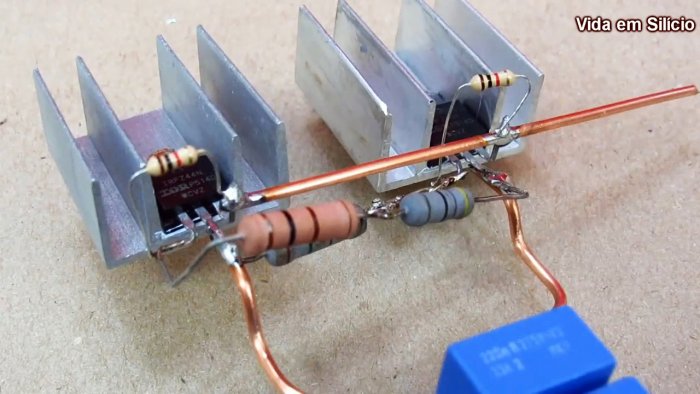
Схема довольно проста, поэтому будем собирать ее навесным монтажом. Все элементы впоследствии закрепим на небольшом деревянном бруске.
Подготовим детали. Если под рукой не окажется резисторов нужных номиналов, можно соединить два последовательно.
Помните! При последовательном соединении резисторов, их мощность остается неизменной. Если вы заменяете R3 или R4 несколькими резисторами, убедитесь, что все детали имеют требуемую мощность рассеивания.

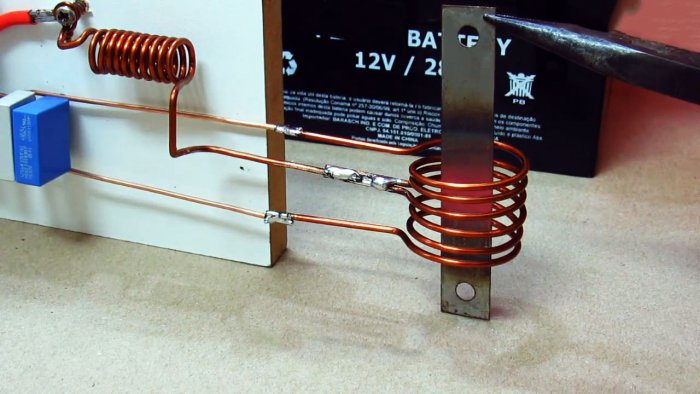
Изготовим индуктор. На гладкий стальной стержень диметром 70 мм, намотаем 3 витка медного провода, оставив с концов прямые отрезки под выводы. Нужно сделать две такие катушки.
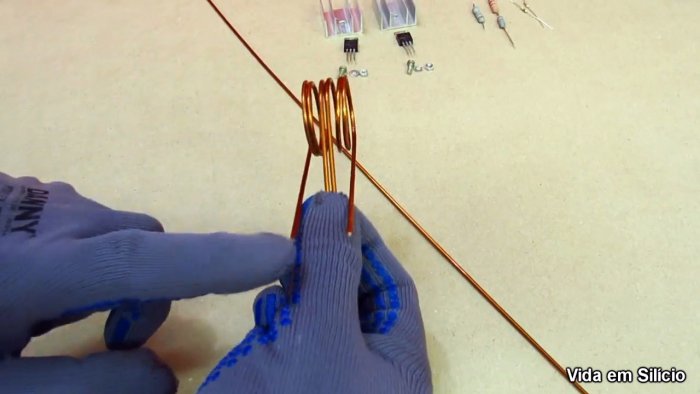
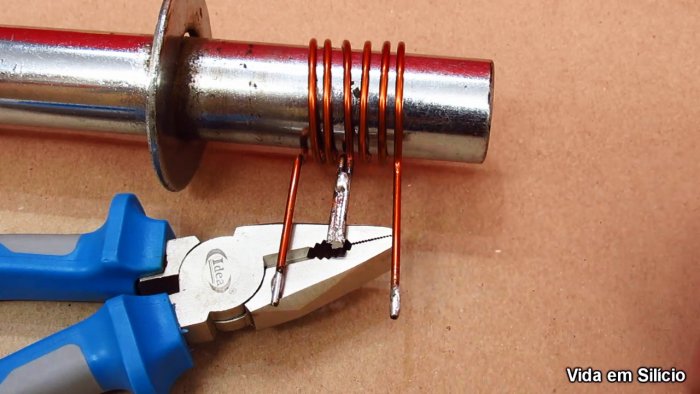
Для изготовления катушки индуктивности L1 нужен стержень тоньше, диаметром 20-25 мм. Намотаем 10 витков провода. Для удобства монтажа сделаем так, чтобы выводы были расположены в противоположных направлениях.

Соберем конденсаторную батарею необходимой емкости, соединив их параллельно. В качестве проводников используем такой же медный провод, которым проводили намотку индуктора.
Отформуем выводы транзисторов: крайнюю левую ножку аккуратно изогнем влево, крайнюю правую – вперед.
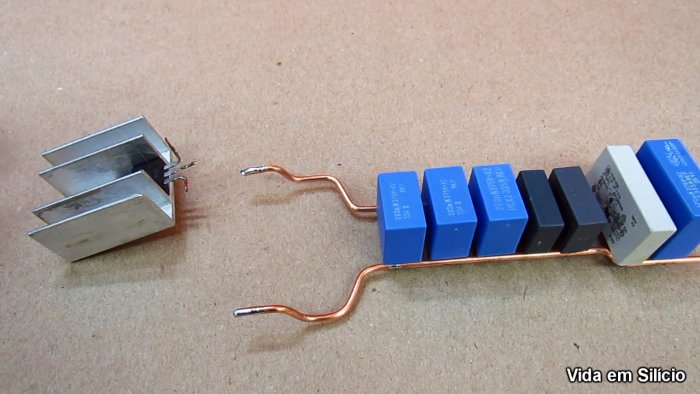

Соединим исток первого транзистора (крайний правый вывод) с истоком второго перемычкой. Оставим небольшой отрезок провода для дальнейшего монтажа.

С другой стороны конденсаторной батареи устанавливаем индуктор, средний вывод которого соединяем с катушкой индуктивности.

Установим клеммник питания. «Плюсовой» провод пойдет на свободный конец катушки индуктивности, «минус» соединяем с перемычкой между правыми ножками транзисторов.
Устройство готово к работе. Если поместить в катушку индуктора металлический предмет, он быстро нагреется. Сама же катушка нагреваться не будет.
Смотрите видео
Индукционный нагреватель металла для ковки

Индукционный нагреватель МИКРОША-2000
Модернизированный МИКРОША-2000 с 10.06.2020 производится в новом корпусе с удобной ручкой и кнопкой ..

Индукционный нагреватель МИКРОША-3000
Индукционный нагреватель МИКРОША-3000, разработанный и производимый компанией НАША ЭЛЕКТРОНИКА, явл..

Индукционная плавильная мини печь МИКРОША-3000
Индукционная плавильная мини-печь МИКРОША-3000, разработанная и производимая компанией НАША ЭЛЕКТР..

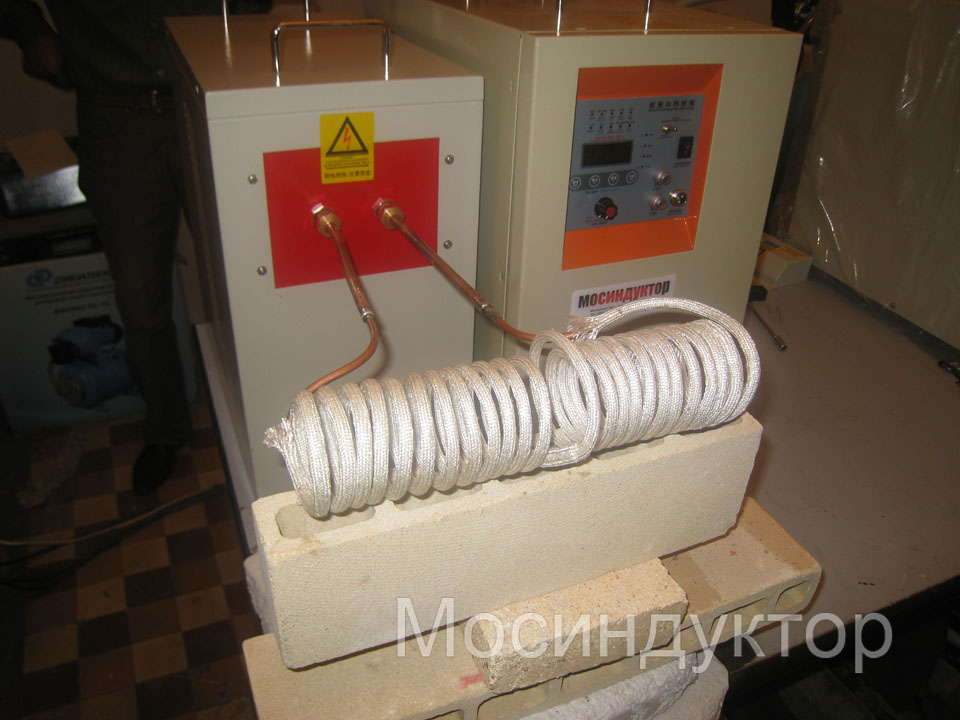
Индуктор для нагревателя МИКРОША-2000
Индуктор для индукционного нагревателя МИКРОША-2000 изготовлен из медной проволоки марки ММ диаметро..

Плавильный узел МИКРОША-3000
Плавильный узел МИКРОША-3000 емкостью 1.5 кГ по золоту, предназначен для плавления цветных металлов ..

Шнур-чулок кремнеземный ШК-3
Шнур-чулок кремнеземный ШК-3. Цена указана за 1 метр. Огнестойкий до 1200 град. С. Предназначе..

Шнур-чулок кремнеземный ШК-6
Шнур-чулок кремнеземный ШК-6. Цена указана за 1 метр. Огнестойкий до 1200 град. С. Применяется..

Система охлаждения
Индукционные нагреватели и индукционные плавильные печи: безопасная работа с высокими производительностью и качеством обработки
Есть желание получить максимальную производительность устройства при небольших затратах на оборудование? Рекомендуем купить индукционный нагреватель профессиональной серии. Приборы обеспечивают стабильные параметры нагрева, «подстраиваются» под специфику работы, не создают опасности для оператора и в отличие от «горючих» устройств не загрязняют окружающую среду.
Чем выгоден индукционный нагреватель
Устройства этой линейки универсальны. Сними можно выполнять кузовные, ремонтные, механические работы, удалять старые покрытия без повреждения деталей и поверхностей. Есть серия индукционных нагревателей для металла, которые на 50% снижает расходы энергии и трудоресурсов при кузнечных работах. Преимущества индукционного метода обработки:
- стабильность работы при низких напряжениях в электросети;
- контроль и автоматизация процессов: автоподстройка частоты и фазы;
- энергетическая эффективность: при нагреве 90% энергии направлено на обрабатываемую поверхность, а не улетучивается в воздух;
- нулевой риск деформации, окисления, искажения и брака продукта.
Индукционный нагреватель при доступной цене производства «Наша Электроника» значительно упрощает труд оператора. Устройства не задымляют помещение, при их использовании нет чрезмерной жары, токсичных выбросов и шума.
Индукционный нагреватель металла + схема

Технология индукционного нагрева быстро наращивает популярность, благодаря многим преимуществам практического использования. Причём этот метод работы с металлами привлекает не столько промышленную индустрию, сколько частный бытовой сектор. Однако условия создания аппаратных установок в обоих случаях существенно отличаются. В отличие от промышленного сектора, частникам, работающим в быту, требуется аппаратура относительно небольшой мощности, простая по исполнению, доступная по цене. Здесь описывается схема на индукционный нагреватель мощностью 1600 Вт, которая вполне реализуется в домашних условиях. Это своего рода пример, демонстрирующий, как создать аппарат под индукционный нагрев для применения в быту.
Принцип технологии индукционный нагрев
Принцип технологии индукционного нагрева достаточно прост с физической точки зрения. Образованная из проводника тока катушка генерирует высокочастотное магнитное поле. В свою очередь, металлический объект, помещённый во внутреннюю область катушки, индуцирует вихревые токи. В результате объект сильно нагревается.
Параллельно с катушкой индуктивности, как правило, включается резонансная ёмкость. Предпринимается такой шаг для компенсации индуктивного характера катушки. Резонансная цепь, созданная элементами катушка-конденсатор, возбуждается на собственной резонансной частоте. Значение тока возбуждения существенно меньше, чем значение тока, протекающего через катушку индуктивности.
Схема индукционного простого нагревателя мощностью 1600 Вт
Представленную схему следует рассматривать, скорее, как экспериментальный вариант. Тем не менее, этот вариант является вполне работоспособным. Главные преимущества схемы:
- относительная простота,
- доступность деталей,
- лёгкость сборки.
Схема индукционного нагревателя (картинка ниже) работает по принципу «двойного полумоста», дополненного четырьмя силовыми транзисторами с изолированным затвором из серии IGBT (STGW30NC60W). Транзисторы управляются посредством микросхемы IR2153 (самостоятельно тактируемый полумостовой драйвер).

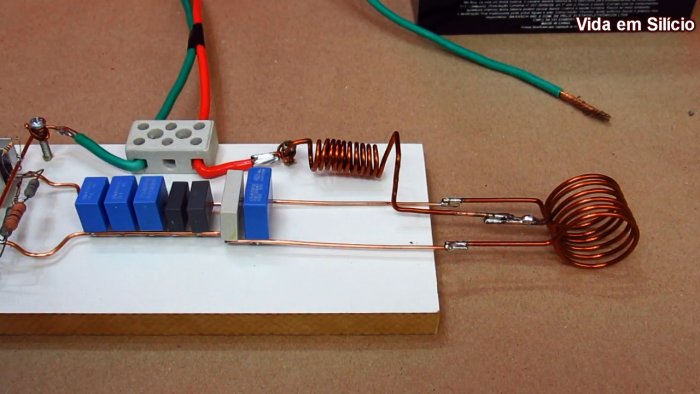
Схематически представленный упрощённый индукционный нагреватель малой мощности, конструкция которого допускает применение в условиях частных хозяйств
Двойной полумост способен обеспечить ту же мощность, что и полный мост, но тактируемый полумостовой драйвер затвора проще в исполнении и, соответственно, в применении. Мощный двойной диод типа STTH200L06TV1 (2x 120A) работает как схема антипараллельных диодов.
Гораздо меньших по мощности диодов (30А) будет вполне достаточно. Если предполагается использовать транзисторы серии IGBT со встроенными диодами (например, STGW30NC60WD), от этого варианта вполне можно отказаться.
Рабочая частота резонанса настраивается с помощью потенциометра. Наличие резонанса определяется по наиболее высокой яркости светодиодов.

Электронные компоненты простого индукционного нагревателя, создаваемого своими руками: 1 — Мощный двойной диод типа STTH200L06TV1; 2 – транзистор со встроенными диодами тип STGW30NC60WD
Конечно, всегда остаётся возможность построения более сложного драйвера. Вообще, оптимальным видится решение использовать автоматическую настройку. Таковая, как правило, используется в схемах профессиональных индукционных нагревателей, но текущая схема, в случае такой модернизации, явно утрачивает фактор простоты.
Регулировка частоты, катушка индуктивности, мощность
Схемой индукционного нагревателя предусматривается регулировка частоты в диапазоне, примерно, 110 — 210 кГц. Однако схема управления требует вспомогательного напряжения 14-15В, получаемого от небольшого адаптера (коммутатор допускает коммутируемое исполнение или обычное).
Выход схемы индукционного нагревателя подключается к рабочей цепи катушки через согласующий дроссель L1 и трансформатор изолирующего действия. Дроссель имеет 4 витка провода на сердечнике диаметром 23 см, изолирующий трансформатор состоит из 12 витков двухжильного кабеля, намотанного на сердечнике диаметром 14 см.
Выходная мощность индукционного нагревателя с указанными параметрами составляет около 1600 Вт. Между тем не исключаются возможности наращивания мощности до более высоких значений.

Экспериментальная конструкция индукционного нагревателя, изготовленная своими руками в домашних условиях. Эффективность устройства достаточно высокая, несмотря на малую мощность
Рабочая катушка индукционного нагревателя изготовлена из проволоки диаметром 3,3 мм. Лучшим материалом исполнения катушки видится медная труба, для которой допускается применить простую систему водяного охлаждения. Катушка индуктивности имеет:
- 6 витков намотки,
- диаметр 24 мм,
- высоту 23 мм.
Для этого элемента схемы характерным явлением видится существенный нагрев по мере работы установки в активном режиме. Этот момент следует учитывать, выбирая материал для изготовления.
Модуль резонансного конденсатора
Резонансный конденсатор сделан в виде батареи небольших конденсаторов (модуль собран из 23 малых конденсаторов). Общая ёмкость батареи равна 2,3 мкФ. В конструкции допускается использование конденсаторов ёмкостью 100 нФ (~ 275В, полипропилен МКП, класс X2).
Этот тип конденсаторов не предназначен для таких целей, как применение в схеме индукционного нагревателя. Однако, как показала практика, отмеченный тип элементов ёмкости вполне удовлетворяет работой на резонансной частоте 160 кГц. Рекомендуется использовать ЭМИ фильтр.

Фильтр электромагнитного излучения. Примерно такой рекомендуется использовать в конструкции индукционного нагревателя с целью минимизации помех
Регулируемый трансформатор допускается заменить схемой «мягкого» старта. Например, можно рекомендовать прибегнуть к использованию схемы простого ограничителя тока:
- нагреватели,
- галогенные лампы,
- другие приборы,
мощностью около 1 кВт, подключаемые последовательно с индукционным нагревателем при первом включении.
Предупреждение о мерах безопасности
Изготавливая индукционный нагреватель по представленной схеме, следует помнить: контур схемы индукционного нагрева подключается к электрической сети и находится под высоким напряжением. Настоятельно рекомендуется использовать в конструкции потенциометр с изолированным стержнем.
Высокочастотное электромагнитное поле несёт вредный потенциал, способный повредить электронные устройства и носители информации. Представленная схема, учитывая простоту реализации, несёт значительные электромагнитные помехи. Этот фактор может привести к различным аварийным последствиям:
- поражению электрическим током,
- ожогам,
- возгораниям.
Поэтому, прежде чем принять решение по созданию и проведению экспериментов с индукционным нагревателем, следует обеспечить полную безопасность для конечного пользователя и окружающих.
Видео: индукционный нагреватель сварочным инвертором
Представленный выше видеоролик – демонстрация работоспособности устройства по нагреву металла. Это устройство изготовлено посредством переделки сварочного инвертора, и как отмечает автор, действует вполне эффективно:
Заключительный штрих
Таким образом, сооружение индукционного нагревателя своими руками для расплавления металла в домашних условиях – это не фантастическая идея, но вполне реализуемое дело. При желании, наличии соответствующей информации, комплектующих деталей, собрать работоспособный нагреватель вполне допустимо.
При помощи информации: Danyk
КРАТКИЙ БРИФИНГ
Читайте также: