Инструмент применяемый при рубке и резке металла
Обновлено: 04.07.2024

Мы уже затронули тему технологий, которые используются при рубке металла. В нашей прошлой статье мы отметили, что данная операция часто выполняется вручную мастерами-слесарями. Для того чтобы обеспечить необходимый результат, важны не только навыки специалиста, но и инструмент. О нем мы сегодня и поговорим. Мы расскажем о том, какие инструменты для рубки металла применяют для решения этой задачи и расскажем об особенностях работы с ними.

Классификация
Все слесарные инструменты для рубки металла можно разделить на несколько групп:
- Молотки.
- Режущие инструменты.
- Тиски и металлические подложки.
- Инструменты для разметки.
Две последние группы являются скорее вспомогательными, а основная работа выполняется с помощью первых двух групп. О них мы сегодня и поговорим.

Режущие инструменты для рубки металла
- зубила;
- крейцмейсели;
- канавочники.
Важно!
Долгое время для изготовления инструментов использовался алюминий. Сегодня от его применения практически полностью отказались, так стоимость материала достаточно велика. Кроме того, алюминий является достаточно мягким, поэтому кромки инструментов для него быстро теряют остроту и требуют частой заточки.
Крейцмейсель. Как и зубило, он относится к категории ударно-режущих инструментов. Соответственно, не предполагает примерно тот же принцип работы. При этом область использования у крейцмейселя существенно отличается, а в его конструкции имеется ряд важных особенностей.
Инструмент имеет те же элементы, что и зубило: заточенный рабочий участок и плоскую поверхность для нанесения ударов молотком или кувалдой. При этом различия между этими инструментами заметны при первом же взгляде и касаются рабочей части. У крейцмейселя она сплюснута, а рубящая грань располагается на кончике.
Основное назначение этого инструмента — вырезание канавок, пазов и так далее. В зависимости от формы рабочей части крейцмейсели могут быть прямоугольными, круглыми или специальными. Для изготовления этих инструментов обычно применяется инструментальная сталь. Согласно требованиям ГОСТа, углы их наклона должны находиться в диапазоне от 45 до 70 градусов. Кроме того, каждый крейцмейсель должен иметь защитное покрытие.
Канавочники. Как и следует из названия, этот узкоспециализированный инструмент для вырубания в металле пазов, заклепок и канавок. Конструкция зубила и канавочника примерно одинакова. Основным отличием является ширина рабочей части. У канавочника она существенно меньше.
Назначение, правила и приемы рубки металла
Рубка металла — один из базовых видов обработки металла. Точно сказать, когда он впервые начал применяться, смогут, пожалуй, только историки. На сегодняшний день она также используется, однако прогресс помог сделать ее значительно проще, точнее и эффективнее. В сегодняшней статье мы поговорим о назначении, правилах и приемах рубки металла. Мы расскажем о различных технологиях, о том, какие методы применялись раньше и какие способы используются сегодня.

Определение
В первую очередь необходимо определиться с тем, что же представляют собой приемы рубки металла, а также с их назначением. Легко понять, то сам по себе этот процесс предполагает разделение объекта на несколько частей. Это верно и в отношении металла. Данный метод в достаточной мере универсален и может применяться практически для всех видов заготовок, от листов и прутков до труб и крупного проката. Разумеется, для решения этих задач потребуется различное оборудование.
Все виды приемов рубки имеют основное сходство — они предполагают обработку с помощью ударного или гидравлического инструмента, который прорывает металл. В этом состоит основное отличие технологии от резки, в которой основным типом воздействия является давление.
При условии соблюдения ряда правил рубки металла, простейшие операции можно производить в домашних условиях. Более сложные работы обычно проводятся в мастерской, а на крупных предприятиях различные методы используются для серийного производства изделий.
Перед тем как перейти к следующему разделу, необходимо обозначить еще один момент, а именно соотношение между резкой и рубкой. Многие компании, специализирующиеся на металлообработке, для своих клиентов не разделяют эти методы. Такой подход дает больше свободы в выборе оптимального способа обработки.
При этом резка и рубка металла имеют множество различий, основными из которых является метод воздействия и применяемые инструменты. Большинство слесарей, не говоря уже о крупных предприятиях, используют обе технологии в зависимости от того, какой результат необходимо получить.

Рубка металла: применение
Основная цель операции — разделить заготовку на несколько частей в заранее установленных пропорциях. Для этого перед обработкой обязательно наносится разметка и выбирается оптимальный метод. Рубку можно осуществлять как по длине, так и по ширине заготовки. Благодаря этому можно существенно снизить количество операций, а значит уменьшить итоговую стоимость готовой детали.
Различные технологии рубки металла, как правило, используются для решения следующих задач:
- Удаление верхнего слоя и дефектов на поверхности заготовок.
- Снятие кромок после литья или штамповки.
- Разделение заготовки на отдельные части.
- Создание канавок, пазов и так далее.
- Вырубание отверстий.
Все задачи, описанные выше, встречаются в различных сферах промышленности, от строительства до создания сложных машин и другого оборудования. Они используются как в небольших мастерских, так и в крупных предприятиях.
Одним из недостатков рубки металла является необходимость последующей обработки краев. Так как они могут получиться рваными, для исправления дефектов их шлифуют.
Приемы и технологии рубки металла
Существует несколько видов классификации, основанных на различных критериях. Наиболее распространенными считаются следующие:
- По характеру задач. Их мы перечислили в предыдущем пункте. Существуют также нетиповые задачи, для которых применяются другие методы.
- По уровню автоматизации: ручная и механизированная обработка.
- По методу фиксации. Это могут быть тиски или стальные подложки, а также специальные устройства в конструкции станков.
- По направлению рубки. Оно может быть горизонтальным или вертикальным. Выбор зависит от возможностей закрепления заготовки.
Выбор оптимального подхода зависит от различных факторов, в том числе:
- наличия необходимых инструментов и/или оборудования;
- особенностей заготовки: тип металла/сплава, толщина, форма и так далее;
- требования к качеству детали. Если необходим высокий уровень точности, обычно применяется механическая обработка;
- объем производства. Для серийного выпуска деталей обычно используются автоматизированные станки с ЧПУ. Если же речь идет об обработке единичных заготовок, перенастраивать производство нерационально. В этих случаях обычно используется ручная обработка.
Ручная рубка металла
Данный вид обработки является менее производительным, поэтому чаще применяется для создания единичных деталей. Кроме того, инструменты для ручной рубки, несмотря на большое разнообразие, не могут обеспечить уровень точности, который гарантируют станки с ЧПУ.
Перед началом обработки мастеру необходимо выбрать направление движения инструмента — по горизонтали или по вертикали. Все зависит от того, каким образом можно закрепить заготовку. Наиболее распространенный вариант фиксации — тиски. Они исключают скольжение и обеспечивают надежное крепление заготовки. Их основной недостаток — ограничения по форме и толщине деталей. Крупные заготовки обычно обрабатываются на специальном столе, на который для прочности монтируется стальная пластина. Для более надежной фиксации используются саморезы и прорезиненные накладки.
Следующий этап — это выбор инструментов. Обычно для выполнения ручной обработки применяется молоток, а также крейцмейсель или зубило. Как уже говорилось, эти инструменты позволяют работать с наиболее распространенными видами заготовок из большинства металлов.
Необходимый уровень качества и точности обеспечивают навыки мастера. Мы уже упоминали, что процесс рубки предполагает прорывание металла в заданной области. Крейцмейсель или зубило обеспечивают точечное приложение силы, однако основную работу мастер совершает с помощью молотка. Разумеется, одним из ключевых факторов в данном случае является сила удара. В данном случае больше не всегда значит лучше. Опытные мастера сначала делают на металле зазубрину, чтобы впоследствии избежать соскальзывания лезвия. Если мастер не может грамотно применять усилия, он рискует испортить как заготовку, так и рабочий инструмент. Опытные слесари, напротив, могут обеспечивать уровень точности, сопоставимый с тем, что гарантируют станки.
Еще один важный момент в мастерстве слесаря касается работы с молотком. Этот инструмент, несмотря на свою простоту, отвечает за грамотное приложение силы и обеспечивает необходимое качество работы. Основное движение, которое совершает специалист, — это удар. Однако работа слесаря по сложности значительно превосходит решение бытовых задач вроде забивания гвоздей. Даже удар в слесарном деле имеет множество нюансов. Всего существует три их вида:
- кистевой;
- плечевой;
- локтевой.
Чтобы не вдаваться в детали, приведем изображение из учебника, издававшегося в СССР:
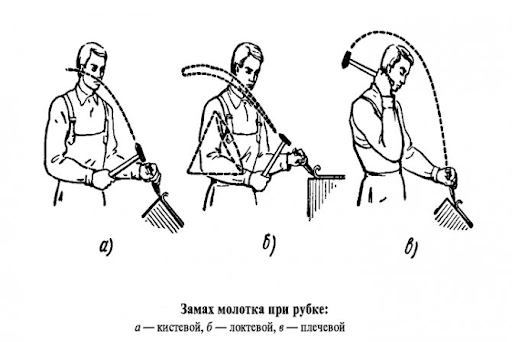
От того, где начинается замах, а также от длины ручки молотка, зависит сила удара. Знание этой техники дает мастеру возможность прикладывать столько усилий, сколько требуется для создания зазубрин или для прорыва металла.
Рубка металла в ручном режиме не предполагает большого количества операций. Необходимо надежно зафиксировать заготовку с помощью имеющихся инструментов, произвести разметку, а затем наносить удары с помощью молотка и зубила. Опытный мастер может легко контролировать положение и наклон инструментов, а также прикладываемую силу.
Основными достоинствами ручной рубки металла является сравнительно небольшая стоимость таких работ. Содержание одного сотрудника и покупка инструмента под силу даже небольшим компаниям. Некоторые задачи по рубке можно выполнить даже в домашних условиях.
К недостаткам этого метода следует отнести:
- Достаточно низкую производительность. Даже опытный мастер не сможет обеспечить скорость, сопоставимую с современным станком. В результате ручная обработка применяется для единичных деталей или на небольших производствах.
- Трудоемкость. Ручная обработка не может применяться для заготовок большого размера или нестандартной формы. Кроме того, она требует приложения силы от мастера, что существенно увеличивает время, необходимое для рубки.
- Низкую точность работ. Даже наиболее качественные инструменты не дадут уровня, сопоставимого со станками с ЧПУ.
- Низкое качество сруба. Его необходимо обязательно обрабатывать: шлифовать и так далее. В результате увеличивается время, необходимое для выпуска каждой детали.
Полуавтоматическая и автоматическая обработка
Принцип работы в данном случае значительно проще: человек делает разметку и фиксирует заготовку на станке. Всю работу, связанную с приложением усилий, выполняет станок. В зависимости от того, какое оборудование установлено на производстве, процедура рубки может выполняться в полуавтоматическом или в полностью автоматическом режиме. В последнем случае станок самостоятельно подбирает большинство параметров.
Основными плюсами такого подхода является высокая производительность и уровень точности. К минусам можно отнести лишь высокую стоимость необходимого оборудования: покупать и обслуживать станки могут только крупные компании.
Основным видом механической рубки металла, как правило, считается гильотинная, то есть производимая на гильотинном станке. У современных устройств мало общего су орудием, использовавшимся для казни несколько веков назад, за исключением принципа действия. Гильотинный станок предполагает наличие косого лезвия, которое перемещается в одной плоскости без изменения угла наклона. Подобные устройства нельзя назвать новыми: первые образцы являются, пожалуй, ровесниками орудий, давших им название. Современные станки, однако, намного совершеннее и могут работать как в полуавтоматическом, так и в автоматическом режиме.
Почему же технология, изобретенная несколько веков назад, применяется сегодня в самых разных областях промышленности? Дело в том, что гильотинная рубка имеет ряд неоспоримых преимуществ, которые становятся еще более явными с использованием современных технологий. К их числу можно отнести высокое качество работ и простоту.
Основными элементами гильотинного станка являются:
- стол для размещения заготовок. В некоторых станках он стационарный, а в других может иметь подвижные элементы;
- упор-фиксатор, который надежно закрепляет заготовку и обеспечивает безопасность в процессе работы;
- подвижная верхняя балка с лезвием. Именно эта часть станка отвечает за рубку;
- нижнее лезвие. Оно предусмотрено не во всех моделях станков. Оно повышает качество и точность резки и может использоваться для раскройки. Нижнее лезвие обычно статично;
- прессы и зажимы. Они обеспечивают фиксацию различных типов заготовок в заданном положении.
Важно учесть и то, что сегодня на рынке представлены станки с различным типом приводов: ручным, гидравлическим, пневматическим и так далее.
Процедура работы на данном аппарате достаточно проста:
- Заготовка размещается на рабочем столе и фиксируется в заданном положении.
- После этого происходит воздействие на металл одного или двух лезвий (в зависимости от типа станка).
При использовании исправного оборудование образуется весьма незначительное количество стального лома. Кроме того, при условии грамотной эксплуатации, кромка, остающаяся после рубки, не требует последующей обработки, что также позволяет удешевить и ускорить производство.
Существуют и другие виды станков для рубки металла, но они, как правило, используются реже:
- прессы;
- прессы-ножницы;
- угловысечные станки.
Резюме
Рубка металла — это процесс, который предполагает прорывание заготовки в заранее определенных местах. Он используется на различных производствах и часто применяется в домашних условиях. Рубка может осуществляться различными способами: в ручном, полуавтоматическом или автоматическом режиме. В каждом случае используется специфический инструмент и оборудование.
Слесарная рубка металла
Одним из методов подготовки детали к чистовой обработке является рубка металла. Она относится к слесарным операциям. Её применение позволяет решить следующие задачи:
- удалить оставшийся слой или части металла с поверхности заготовки;
- устранить образовавшиеся кромки на краях детали после ковки и литья;
- разделить металлический прокат на более мелкие части;
- вырубить отверстия в металлических изделиях;
- прорубить канавки различного назначения.

В справочной литературе описывающей слесарное дело подробно приводятся задачи, решаемые этой операцией и способы её проведения. Большое назначение слесарной рубки определяет её широкое применение в металлообработке и машиностроении. Она позволяет быстро и качественно разделить заготовки по заданным размерам.
Способы рубки металла
Технология слесарной рубки металла подразделяется на следующие виды:
- по характеру решаемых задач (вырубка деталей по заданной форме, отделение части металла необходимого размера, вырубание канавок);
- способу операции (ручную или механизированную);
- методу фиксации;
- направлению рубочного действия (вертикальное или горизонтальное).
Все виды рубки металла могут осуществляться как вручную, так и механически. Это определяется требуемым качеством получаемого изделия, количеством (производительностью), техническими возможностями (наличием ручного или механического инструмента).
При ручной рубке используются следующие способы: вертикальный или горизонтальный. Выбор способа зависит от возможности закрепления металла.
Она может зажиматься в тисках (если позволяют размеры и масса). Если это невозможно, заготовку располагают на наковальне или металлической плите. Горизонтальную операцию целесообразно производить с использованием слесарных тисков.
При ручной рубке выделяют три способа нанесения удара молотком. Это — кистевой, локтевой и плечевой удар. От силы удара зависит скорость проведения операции и качество получаемого края детали. На силу удара влияет масса ударной части молотка, длины ручки.

В оборудованных мастерских и на металлообрабатывающих предприятиях применяют различные виды механизированных способов рубки и резки металлических заготовок. К этим способам относятся:
- вырубка с помощью пресса или молота;
- рубка и резка с помощью гильотины;
- применения специальных станков.
В основу механизированных видов положены, механические, гидравлические или электрические принципы приведения в действие режущего инструмента.
Применяемое оборудование и инструменты
Этот перечень зависит от способа проведения работ. Ручная рубка осуществляется с применением:
- режущего инструмента (зубила, крейцмейсель и так далее); (его выбирают по весу и длине ручки); ;
- металлической подложки; .
Слесарное зубило конструктивно состоит из трёх основных частей: ударной, средней (держателя) и режущей (рабочей). Форма режущей части у каждого разная и зависит от решаемой задачи. Зубилом производят стандартную операцию рубки. Крейцмейсель обладает более узкой режущей кромкой. Канавочник предназначен для вырубания канавок, поэтому его режущая часть выполнена в форме полукруга. Бородок изготавливают из круглого металлического стержня, и имеет рабочую часть в форме окружности заточенной по периметру. С его помощью производят вырубку отверстий в листовом металле. Все ударные инструменты изготавливаются из прочной инструментальной стали.
Основными параметрами этих инструментов являются геометрические размеры, углы заточки режущей части. Для нанесения удара по верхней (ударной) части зубила применяется слесарный молоток. Они отличаются формой бойка (круглая или квадратная), методом крепления ручки, общим весом.
Вырубка небольших деталей, отверстий, отдельных частей производится с помощью крепёжного оборудования или на стальных подложках. Для надёжности крепления эта операция производится в тисках.
В качестве инструмента для разметки применяют различные слесарные линейки, угольники, разметочные штангенциркули, малки. Для нанесения отметок применяют: керны (различной модификации), чертилки с разной формой наконечников, карандаши. Применяемые инструменты изготовлены по разработанным стандартам


На промышленных предприятиях инструментом для рубки металла являются специальные станки. К ним относятся:
- гильотины;
- прессы (гидравлические и механические);
- пресс-ножницы;
- угловысечные станки.
Они обладают высокой производительностью и позволяют проводить рубку даже очень толстого металла.
Гидравлическая гильотина управляется электронным блоком. С его помощью задают параметры будущей операции. Устанавливают вид металла, угол среза, величину давления на нож, скорость резания. Кроме гильотины для решения этих задач применяют так называемые комбинированные агрегаты. К ним относятся режущие станки (пресс-ножницы) и узкоспециальные (угловысечные станки, прессы и штампы). Пресс-ножницы применяются для рубки листов и полос металла, фасонного и сортового проката. Они хорошо справляются с профильным металлом, например, швеллер, двутавровый прокат, квадрат. С их помощью получают ровные отверстия и различной формы пазы.
Угловысечные станки позволяют проводить угловую вырубку металлических изделий практически любой толщины. Высокой точности рубки добиваются благодаря наличию шкалы, позволяющей точно опускать инструмент в требуемое место и правильно заточенного набора зубил.

Прессы и штампы решают аналогичные задачи. В них применяют механические, гидравлические, пневматические и электрические приводы.
Ручной метод рубки металла
Приёмы слесарной рубки определяют последовательность действий :
- закрепление заготовки в тисках, если это невозможно её укладывают на наковальню;
- зубило устанавливают в начало линии разметки;
- сначала молотком наносят предварительные не сильные удары для выделения контура намеченной линии отсечения;
- затем вдоль этой линии перемещают режущий инструмент, по которому наносятся сильные удары;
- после завершения наполовину прорубленную заготовку переворачивают;
- с обратной стороны повторяют такие действия, до полного отсечения.
При работе с полосовым металлом используют горизонтальный способ. Правила работ заключаются в следующем:
- режущей кромке зубила при затачивании задают определённую кривизну;
- начинают проводить операцию с дальней кромки постепенно приближаясь к передней отметке;
- при вырубании заготовок по установленному шаблону, следует предусмотреть припуск.

Во время ручной операции высока вероятность порчи заготовки или появления различных дефектов. Чтобы избежать этого, необходимо:
- обеспечить прочную фиксацию заготовки;
- соблюдать угол наклона зубила (оно должно быть равно 30 градусов);
- аккуратно размечать линию отреза (выруба);
- рекомендуется перед началом работы снять фаски у заготовки;
- частота наносимых уларов должна быть равномерной с одинаковым усилием.
Эти рекомендации особенно необходимо соблюдать, когда производится рубка металлов профиля ПЗО.
Рубка металла гильотиной
На металлообрабатывающих, машиностроительных предприятиях, крупных мастерских применяется механизированная рубка металла. Наиболее распространённой является рубка с применением различных гильотин. Механизация рубки позволяет повысить качество рубленого края, осуществлять вырубку более толстого металла, увеличить скорость получения готовой заготовки.

Гильотины применяются для рубки листового металла различной толщины. Техника рубки достаточно проста. Гильотина имеет специальный нож, который под давлением опускается на лист металла, разрубая его по нанесённой разметке. Для создания требуемого усилия применяют механическую, гидравлическую или электромеханическую системы. В этом случае металлическая полоса стальная подвергается воздействию ножа, который реализует вертикальный способ рубки. В этом случае специальное устройство — рольганг — подаёт металлическую заготовку на заданную длину. Фиксирующее устройство осуществляет захват и удержание заготовки в требуемом положении. На место рубки под давлением опускается нож, который осуществляет эту операцию ровно по линии разметки.
Создание необходимого краткосрочного давления на лист металла позволяет произвести точную рубку по сделанной отметке и обеспечить высокое качество результата. Гильотинная резка обладает следующими преимуществами:
- получить ровный край на срезе;
- отсутствуют зазубрины и заусенцы;
- не происходит серповидных откосов на протяжении всей длины кромки;
- не бывает неравномерных скосов.
Кроме технических преимуществ, применение гильотины позволяет снизить себестоимость каждой детали и повысить производительность труда на этой операции.

Особенно важным является обстоятельство, что при такой резке удаётся повысить безопасность проведения операции.
Современные гильотины – это станки, оснащённые современными электронными блоками управления. Они способны задавать необходимые параметры перед проведением операции рубки.
Поэтому можно выбрать марку металла, требуемый угол среза, параметры проводимой операции (мощность, скорость, периодичность).
Возможные дефекты
При проведении этой операции всегда проявляются определённые дефекты. К основным дефектам относятся:
- обрубленная кромка получается не прямолинейной;
- не сохраняется параллельность обеих кромок детали;
- край детали получается рваным с заусенцами и большой шероховатостью.
Каждый из проявившихся дефектов имеет свои индивидуальные причины. Первый дефект всегда проявляется при слабой фиксации обрабатываемой детали. Особенно этот дефект проявляется, если проводится процесс рубки на металлической станине без фиксации детали. Проявление этих дефектов вызвано следующими причинами:
- деталь не достаточно надёжно закреплена;
- произошло смещение нанесённой маркировки;
- процесс производился ударами, превышающими необходимую силу;
Для их устранения необходимо выполнять не сложные правила:
- Проверить прочность закрепления заготовки;
- Соблюдать точность расположения детали относительно нанесённой маркировки;
- Проверить параметры заточки инструмента.
При прорубании канавок, кроме перечисленных дефектов, могут появляться и другие. К ним относятся:
- рваные кромки канавки;
- глубина канавки разная по длине;
- сколы на конце канавки;
Чтобы предотвратить появление перечисленных дефектов необходимо соблюдать методики установленные инструкциями по применению конкретного оборудования и принятыми стандартами. Перед проведением операции осуществляется подготовка рубке самой заготовки, режущего инструмента и используемого станка.

При соблюдении правил подготовки и проведении операций рубки и вырубки получается ровный край, без дефектов и сколов.
Виды разметки и рубки металла
Зубило — это инструмент, оснащенный режущей частью клиновидной формы, которая затачивается под углом в зависимости от прочности материала для обработки: чем он прочнее, тем больше должен быть угол заострения. Например, для таких материалов, как чугун и бронза, это 70 градусов, а для стали — 60.
Зубило может быть длиной от 10 до 20 см с шагом в 2,5 см. Инструмент состоит из двух частей — режущей и хвостовой, обе части закаливаются. Кузнечные зубила предназначены для обработки горячего металла, а слесарные — для холодного. Воздействие зубила на материал зависит от положения его режущей клиновидной части и от силы, которую прилагают к основанию инструмента.

Качественный инструмент должен быть хорошо закален и правильно заточен, именно это определяет результат его работы.
Еще один инструмент, который может выполнять режущую функцию, — это крейцмейсель. Внешне он напоминает зубило, поскольку его режущая часть тоже имеет заостренную форму, но, в отличие от зубила, она более узкая: это позволяет вырубать узкие канавки и шпоночные пазы. Режущая кромка крейцмейселя по размеру шире, чем рабочая часть — благодаря этому можно избежать заклинивания при его углублении в канавку. При расчете угла заострения и силы, применяемой к материалу в зависимости от его прочности, действуют те же правила, что и в случае с зубилом.

Канавочники — это специальная разновидность крейцмейселей, предназначенная для вырубания профильных канавок. Они отличаются только своими режущими кромками, которые имеют либо остроконечную, либо полукруглую кромку.

Второй вид инструментов, используемых для рубки, — это ударные инструменты.
К ним относятся различные виды молотков, подходящие для выполнения многих слесарных операций, в том числе чеканки, сборки и т.д.
Всего есть два способа рубки — ручной и гильотинный (в таком случае это считается резкой).
Рубка ручным способом осуществляется с помощью инструментов, описанных в предыдущем пункте, то есть молотка и одного из режущих инструментов — зубила, крейцмейселя или канавочника.
В свою очередь ручная рубка может производиться либо вертикально, либо горизонтально. В случае горизонтальной рубки для закрепления материала используются тиски, а если операция осуществляется вертикально, то материал закрепляется либо на плите, либо на наковальне.
Ручной метод традиционен, но он потерял свою актуальность с появлением гильотинного способа, который используется на любом производстве за счет своей более высокой экономической и производительной эффективности. Что касается ручной рубки, то она более затратна в отношении используемых ресурсов и времени, а также допускает большой процент различных погрешностей.
Результат, который можно получить при использовании гильотинного метода обработки, более качественный, и готовые детали уже не нужно будет подвергать дополнительной обработке, поскольку срезы при использовании гильотинного метода получаются практически идеальными, они не имеют заусенцев и сразу готовы к дальнейшему использованию — то есть сверлению, покраске, сварке или другим операциям по обработке материала.

Принцип работы станков, с помощью которых осуществляется гильотинная резка, можно сравнить с приспособлением, в честь которого и был назван этот метод рубки. При использовании данного метода можно существенно понизить расходы на производство, а также уменьшить количество отходов в процессе.
Механизация рубки металла
Как мы уже упомянули, ручной метод рубки листового материала давно потерял свою актуальность, и к нему можно прибегнуть только в исключительных случаях, а именно когда по каким-то причинам рубку с помощью станка произвести нельзя. И поскольку ручной метод характеризуется малой производительностью и большими временными затратами, то в случаях, когда гильотинный способ не подходит, прибегают к механизации процесса. Для этого в процессе обработки используют специальные приспособления, в том числе пневматические (которые работают за счет напора воздуха) и электрические рубильные молотки, с помощью которых скорость проведения операции можно ускорить в несколько раз (до 10).

Техника безопасности при рубке металла
Так как рубка — это сложный технологический процесс с применением специального оборудования, он требует соблюдения базовых правил, обеспечивающий работникам безопасность. Остановимся на нескольких базовых правилах.
1. В первую очередь, конечно, нужно удостовериться в исправности инструмента, с помощью которого будет производиться рубка листового металла. На нем не должно быть трещин, заусенцев или других механических повреждений, поскольку это может понизить качество работы, ухудшить точность удара и повысить вероятность получения повреждений работником. Все рабочие параметры должны быть в пределах необходимой нормы, а также их нужно настроить в соответствии с характеристиками обрабатываемого материала — только в таком случае можно приступать к выполнению работы. Если для рубки применяется гильотина, то нужно следовать рекомендациям по работе, прописанным в технической документации.
2. На время работы надевать предохранительные очки, защищающие глаза. А само место, где осуществляется рубка, при этом ограждать с помощью экранов или щитков с той стороны, куда обрубленная часть заготовки может упасть и нанести какой-либо вред работнику.
3. Если для работы используется зубило с пневматическим принципом работы, то включать его можно только после того, как инструмент будет упираться в поверхность обрабатываемого материала.
4. Заготовка должна быть надежно закреплена на плите, в тисках и т.д. (в зависимости от способа обработки и используемых инструментов).
5. Заточка инструмента, применяемого для обработки металла (при ручном способе рубки) должна производиться при опущенном защитном экране и при соблюдении безопасного расстояния.
6. После окончания работы необходимо снова проверить исправность инструментов и, в случае обнаружения каких-либо неполадок, принять меры по их устранению. После этого привести их в первоначальное состояние.
Любая операция по обработке металла, в том числе и рубке, произведенная ручным способом, требует больше затрат, поэтому для того, чтобы получить качественный результат и готовые детали необходимых размеров, которые сразу же можно использовать, лучше обратиться к профессионалам.
Компани «ПрофСталь-Строй» предлагает свои услуги по металлообработке, в том числе и по рубке листового материала, по доступным ценам в Минске. Мы рубим металл гильотиной и можем гарантировать вам качество производимой нами продукции. Благодаря собственному производству, находящемуся в центре Минска, мы можем браться за заказы любой срочности и выполнять их в кратчайшие сроки. Также у вас есть возможность заказать готовые детали по всей Республике Беларусь — для доставки мы пользуемся собственным транспортом компании. Более 10 лет работы на рынке позволили нам выработать эффективную схему взаимодействия с клиентами, благодаря которой более 90% заказчиков готовы обратиться к нам повторно и рекомендуют нас своим друзьям и знакомым.
Звоните нам или оставляйте заявку на сайте — и специалисты нашей компании оперативно свяжутся с вами, чтобы помочь с расчетом стоимости наших услуг, оформлением заказа или проконсультировать по специфике продукции и услуг нашей компании.
Рубка, резание и опиливание при слесарных работах
Рубка — слесарная операция, при выполнении которой с помощью зубила и слесарного молотка либо удаляется с поверхности заготовки слой металла, либо заготовка разрубается на части. Рубку применяют в тех случаях, когда станочная обработка нерациональна или трудновыполнима.

Рубка, как правило, является подготовительной операцией. Точность обработки с помощью рубки не превышает ±0,5 мм. Рубку проводят в тисках. Заготовки из листового материала рубят на части на плите. При рубке заготовок из вязких металлов рабочую кромку зубила следует смачивать индустриальным маслом. Заготовки из хрупких металлов (чугуна, бронзы) рубят от края к середине.
Для облегчения и ускорения рубки широких поверхностей предварительно прорубают канавки крейцмейселем, а затем срубают зубилом оставшийся между канавками металл. Толстые заготовки надрубают с обеих сторон, а затем ломают.
Ударным инструментом при рубке служат ручные слесарные, пневматические или электрические молотки, а режущим — зубила, крейцмейсели, бородки, выколотки. Производительность механизированной рубки возрастает в 4–5 раз по сравнению с ручной. При выборе слесарного молотка учитывают ширину лезвия зубила: на 1 мм ширины лезвия зубила должно приходиться 30…40 г массы молотка, а для крейцмейселя — 80 г. Углы заострения у зубил и крейцмейселей должны быть следующие, °:
Чугун, твердая сталь, бронза — 70
Сталь мягкая и средней твердости — 60
Латунь, медь, титановые сплавы — 45
Алюминиевые сплавы — 35
На монтажной площадке при установке оборудования на фундаменты осуществляют рубку бетонных поверхностей фундаментов и металлических поверхностей подкладок после газовой резки.
Резка — слесарная операция разделения заготовок из листового и профильного материала и труб на части. В зависимости от размера, формы и материала заготовок резку осуществляют с помощью ручного или механизированного инструмента: ножниц, острогубцев, ручных ножовок, труборезов. Различают резку металла со снятием стружки и без нее.
Ручными ножницами осуществляют резку заготовки из тонкого листового и полосового материала (толщиной 0,5…1,0 мм из стали и толщиной до 1,5 мм из цветных металлов). Для резки по прямой линии и окружности большого радиуса используют ножницы с прямыми лезвиями, а для вырезки фигурных профилей с малыми радиусами — ножницы с криволинейными лезвиями.
Режущие кромки ножниц сдвигаются одна относительно другой постепенно. Кромки ножниц в шарнирном соединении должны плотно прилегать друг к другу и иметь легкий ход. При тугом ходе возникает большое трение, вызывающие излишние усилия в работе и быстрое изнашивание режущих кромок. При большом зазоре между режущими кромками разрезаемый материал будет сминаться и заклиниваться. Ножницы держат в правой руке, охватывая рукоятки четырьмя пальцами и прижимая их к ладони, мизинец помещается между рукоятками ножниц. Удерживая лист левой рукой, подают его между режущими кромками, направляя верхнее лезвие точно посередине разметочной линии, которая должна быть видна при резке.
При резке по прямой линии следует применять левые ножницы и соизмерять величину раскрытия их настолько, чтобы они могли захватить лист на длину не более 30 мм по прямой риске. При резке по наружным фигурным контурам лист поворачивают так, чтобы ножницы не закрывали линию резки.
Заготовки режут также ручными ножницами с зажатием одной рукоятки в тисках. Этот прием используют при резке заготовок толщиной до 1,2 мм по прямой линии. Для резки заготовок из листового материала толщиной до 2,0 мм применяют рычажные ножницы. Острогубцами (торцовыми кусачками) режут проволоку диаметром до 5 мм. Перед резкой ее правят, протягивая вокруг круглой оправки. Проволоку помещают между лезвиями так, чтобы она располагалась перпендикулярно к ним. Угол заострения режущих кромок выбирают в зависимости от твердости разрезаемого материала; обычно он равен 55…60°.
Ручные ножовки применяют для резки толстых листов, профильного проката и труб. Ручной ножовкой прорезают шлицы, пазы, обрезают и вырезают заготовки по контуру. Заготовку зажимают в слесарных тисках, размечают; при необходимости трехгранным напильником дают пропил по риске и выполняют резку. Трубы зажимают в специальном трубожиме, закрепленном на верстаке. Место реза должно быть как можно ближе к прижиму.
Для резки ручную ножовку необходимо правильно закреплять и иметь отработанную координацию движений. Движения при работе ножовкой должны быть плавными, без рывков и с таким размахом, чтобы в резке участвовали все зубья полотна. Скорость движений при резке ножовкой должна составлять 30…60 ходов в минуту.
Заканчивая резку, следует ослабить нажим на ножовку, уменьшить скорость движений, чтобы избежать поломки полотна. Полотна ручных ножовок с шагом 0,8…1,0 мм используют для резки тонкостенных труб и листового материала; с шагом 1,25 мм — для резки профильного проката; с шагом 1,6 мм — во всех остальных случаях резки. Перед работой полотно смазывают густой смазкой или индустриальным маслом.
Для резки труб кроме ручной слесарной ножовки применяют ручной труборез, у которого режущими частями являются стальные диски-ролики. Трубу зажимают в прижиме, надевают на труборез и, вращая рукоятку трубореза вокруг своей оси, доводят подвижный ролик трубореза до соприкосновения со стенкой трубы. За рукоятку труборез поворачивают вокруг трубы на один оборот, проверяют соответствие разметки и прорезанной линии, затем вращают труборез вокруг трубы до тех пор, пока ее стенки не будут прорезаны.
При больших объемах резки листового материала по прямолинейному и фигурному профилям с толщиной разрезаемого листа 2,5…4,8 мм используют ручные пневматические и электрические ножницы. Различают ножевые и прорезные ножницы. У ножевых ножниц один нож подвижный, другой неподвижный, а у прорезных ножниц материал последовательно просекается пуансоном.
Опиливание — слесарная операция, при которой с поверхности заготовки снимают слой материала с помощью напильника или надфиля. Опиливанием придают детали требуемую форму и размеры, пригоняют сопрягаемые поверхности по месту. Различают опиливание грубое, когда снимают слой металла толщиной до 1,0 мм, и тонкое, когда слой снимаемого металла не превышает 0,3 мм. Опиливанием обрабатывают плоские и криволинейные поверхности, пазы, канавки, отверстия различной формы и т.д. Точность, достигаемая при опиливании напильниками различных типов, приведена в табл. 3.
Напильник — это многолезвийный режущий инструмент. По числу зубьев на 1 см длины различают напильники шести номеров: 0; 1 — драчевые; 2; 3 — личны’е; 4 и 5 — бархатные. Драчевые напильники применяют для чернового опиливания, бархатные — для доводки поверхности.
При опиливании заготовку зажимают в тисках так, чтобы опиливаемая поверхность выступала над уровнем губок на 8…10 мм. Для предохранения заготовки от вмятин при зажиме на губки тисков надевают нагубники из мягкого материала. Опиливание начинают с проверки припуска на обработку, который должен обеспечить изготовление детали по размерам, указанным на чертеже. В зависимости от требования к параметрам шероховатости поверхности опиливание осуществляют драчевым, личны’м или бархатным напильником. Для получения правильно опиленной прямолинейной поверхности опиливание ведут в перекрестных направлениях под углом 30…40° к боковым сторонам заготовки.
Напильник не следует выводить на углы заготовки, так как уменьшается площадь опоры напильника, снимается большой слой металла — образуется «завал» края обрабатываемой поверхности. Образованию завалов способствует изгиб заготовки. Отклонение от плоскостности поверхности проверяют лекальной линейкой на просвет, накладывая ее в различных направлениях. Для улучшения условий опиливания, исключения завалов и т.п. применяют специальные приспособления: опиловочные призмы, универсальные наметки, кондукторы.
При обработке плоских поверхностей, расположенных под углом 90°, сначала опиливают поверхность, принимаемую за базу, затем — поверхность, перпендикулярную к базе. Контроль осуществляют по внутреннему углу угольника.
Выпуклые криволинейные поверхности обрабатывают с покачиванием напильника: в начале перемещения напильника его носок касается заготовки, а ручка опущена; по мере продвижения напильника носок опускается, а ручка приподнимается; при обратном ходе движения напильника противоположны.
Таблица 3. Достигаемая точность (мм) при опиливании
снимаемого за одно
Вогнутые криволинейные поверхности в зависимости от радиуса кривизны обрабатывают круглыми или полукруглыми напильниками. Напильник совершает сложное движение — вперед и в сторону с поворотом вокруг своей оси. Распиливание отверстий различной формы начинают с разметки и выполняют напильниками соответствующей конфигурации.
Одним из основных условий высококачественной обработки является правильный выбор напильников. Их выбирают по профилю сечения в зависимости от формы обрабатываемого отверстия: для квадратных отверстий — квадратные; для прямоугольных отверстий — плоские и квадратные; для трехгранных отверстий — трехгранные, ромбические и полукруглые; для шестигранных отверстий — трехгранные и квадратные. Напильники должны иметь ширину рабочей части не более 0,6…0,7 размера стороны или диаметра отверстия; длина напильника определяется размером опиливаемой поверхности плюс 200 мм.
Для обработки отверстий с криволинейными контурами применяют круглые и полукруглые напильники, у которых радиус закругления меньше радиуса закругления обрабатываемой поверхности. Надфили предназначены для обработки труднодоступных и узких мест. Контроль осуществляют штангенциркулем или специальными шаблонами.
Взаимная пригонка опиливанием двух деталей, сопрягающихся без зазора с большой точностью, называется припасовкой. Припасовка выполняется как окончательная операция при обработке деталей шарнирных соединений и чаще всего при изготовлении различных шаблонов. Для припасовки используют напильники и надфили с мелкой насечкой.
От стружки напильники и надфили очищают стальной щеткой, а сильно загрязненные опускают в 10 %7ный раствор серной кислоты на 10…12 мин, затем промывают в воде и очищают стальной щеткой. Стойкость слесарных напильников общего назначения при опиливании заготовок из стали составляет в среднем 100 ч, при опиливании заготовок из цветных металлов 140 ч.
Читайте также: