Инструмент применяемый при рубке металла
Обновлено: 21.09.2024
Режущий инструмент. В качестве режущего инструмента при рубке металлов служат зубило, крейц - мейсель и канавочники (рис. 35). Зубила для рубки горячего металла называют кузнечными, а для рубки холодного металла — слесарными.
Зубило слесарное состоит из трех частей: рабочей, средней и ударной.
В процессе обработки резанием требуемая форма детали достигается за счет нарушения режущей кромкой инструмента связи между зернами металла и удаления излишка металла в виде стружки. При этом режущей части придается форма клина. Зубило представляет собой простейший режущий инструмент, в котором клин особенно четко выражен (рис. 36).
Рис. 35. Инструменты для рубки: а — зубило; б — крейцмейсель; в — канавочник
Действие клинообразного инструмента на обрабатываемый металл изменяется в зависимости от положения клина и от направлении действия силы, приложенной к его основанию.
Различают два основных вида работы клина:
1) ось клина и направление действия силы, приложенной к его основанию,
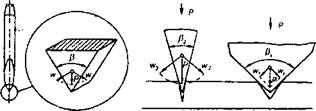
Рис. 36. Схема процесса резания при работе зубилом: а — распределение сил на клине; б — влияние угла заострения на процесс резания; в — процесс образования стружки при рубке и геометрия зубила
Перпендикулярны к поверхности заготовки (рис. 36, а). В этом случае заготовка разрубается (раскалывается) (рис. 36, б)
2) ось клина и направление действия силы, приложенной к его основанию, образуют с поверхностью заготовки угол меньше 90° В этом случае с заготовки снимается стружка (рис. 36, в).
Форма режущей части (рис. 36, в) и углы ее заточки определяют геометрию режущего инструмента (зубила).
На обрабатываемой заготовке различают следующие поверхности: обрабатываемую, обработанную, а также поверхность резания.
Обрабатываемой поверхностью называется поверхность, с которой будет сниматься слой материала (стружка).
Обработанной поверхностью называется поверхность, с которой снят слой металла (стружка).
Грань, по которой сходит стружка при резании, называется передней, а противоположная ей грань, обращенная к обрабатываемой поверхности заготовки, — задней. Пересечение передней и задней граней образуют режущую кромку, ширина которой у зубила обычно 15—25 мм.
Угол, образованный сторонами клина, называют углом заострения; он обозначается греческой буквой 3 (бета). Угол между передней гранью и обрабатываемой поверхностью называется углом резания и обозначается буквой 8 (дельта). Угол между передней гранью и плоскостью, проведенной через режущую кромку перпендикулярно обрабатываемой поверхности, называется передним углом и обозначается буквой у (гамма). Угол между задней гранью и обработанной поверхностью называется задним углом и обозначается буквой а (альфа).
Чем меньше угол заострения, тем меньше усилия необходимо приложить для осуществления резания. Поэтому величину угла заострения выбирают в зависимости от твердости обрабатываемого металла и самого инструмента. Чем больше твердость и хрупкость металла, тем сильнее его сопротивление проникновению в него клина и тем большим должен быть угол заострения зубила. Для рубки чугуна и бронзы принимают р = 70°, для стали средней твердости Р 60°, для меди и латуни р 45°, для алюминия и цинка р = 35°
Чем больше передний угол, тем стружка отделяется легче. Однако при увеличении переднего угла уменьшается угол заострения инструмента, а следовательно, и его прочность. Поэтому величину переднего угла также выбирают в зависимости от условий работы инструмента.
Меньшее значение в процессе резания имеет задний угол, его назначение — уменьшить трение между инструментом и обрабатываемой поверхностью. Величина заднего угла обычно составляет 3—8°
Средняя часть зубила имеет форму, удобную для держания его в процессе рубки. Обычно эта часть зубила имеет прямоугольное сечение с овальными гранями или же форму многогранника.
Головка зубила делается всегда в виде усеченного конуса с полукруглым верхним основанием. При такой форме головки сила удара молотком по зубилу используется с наибольшим эффектом, так как наносимый удар всегда приходится по центру ударной части зубила. Конусная головка, кроме того, меньше расклепывается при работе.
Зубила изготовляют длиной 100, 125, 160, 200 мм, ширина режущей кромки соответственно равна 5, 10, 16, 20 мм.
Зубила длиной 100—125 мм применяют при выполнении мелких работ, а длиной 150—200 мм — при грубой работе.
Качество зубила определяется соблюдением установленного режима термической обработки (закалки и отпуска) и правильностью заточки. Закалка рабочей части зубила производится путем нагрева его на длину 40—70 мм до температуры 800—830° (светло - вишнево-красный цвет каления) и охлаждения в воде на длине 15—30 мм с последующим отпуском до появления фиолетового цвета побежалости.
Закалка головки зубила производится таким же способом на длине 15—20 мм с отпуском до серого цвета побежалости.
Степень закалки зубила можно определить старым напильником, которым проводят по закаленной части зубила. Если при этом напильник не снимает стружку с закаленной части зубила (на ней остаются лишь едва заметные риски), закалка выполнена хорошо.
Крейцмейсель (рис. 35, б) отличается от зубила более узкой режущей кромкой. Применяется он для вырубания узких канавок, шпоночных пазов и т. п. Чтобы крейцмейсель, углубляясь в канавку, не заклинивался, его режущую кромку делают несколько шире следующей за ней рабочей части. Однако довольно часто им пользуются для срубания поверхностного слоя с широкой чугунной плиты: сначала крейцмейселем прорубают канавки, а оставшиеся выступы срубают зубилом. Материалы для изготовления крейцмейселя и углы заострения, твердость рабочей и ударных частей те же, что и для зубила.
Для вырубания профильных канавок — полукруглых, двугранных и др. применяют специальные крей - цмейсели, называемые канавочниками (рис. 35, в), отличающиеся от крейцмейселя только формой режущей кромки. Канавочники изготовляются с остроконечными и полукруглыми режущими кромками. Размеры их зависят от диаметра вкладышей подшипников и втулок, в которых необходимо вырубить смазочные канавки.
Канавочники изготовляются из стали У8А длиной 80, 100, 120, 150, 200, 300 и 350 мм.
Следует отметить, что операция вырубания канавок трудоемкая и ответственная; канавки после вырубания часто получаются неровными, с неодинаковой глубиной и т. п.
При заточке зубила и крейцмейселя обычно пользуются простыми заточными станками. Затачиваемый инструмент устанавливают при этом на подручник 1 заточного станка (рис. 37, а) и с легким нажимом медленно перемещают его по всей ширине шлифовального круга. Заточку следует вести с охлаждением в воде. При этом надо следить, чтобы нагрев
Рис. 37. Заточка зубила или крейцмейселя на простом заточном станке (о) и шаблон для проверки правильности заточки (б)
Инструмента не превышал 120“; нагрев выше указанной температуры приводит к отпуску и снижает твердость режущей кромки инструмента. В процессе заточки зубило (крейцмейсель) следует поворачивать то одной, то другой стороной, это обеспечивает равномерную заточку. Режущая кромка зубила после заточки должна иметь одинаковую ширину и наклон к оси зубила. Величина угла заточки зубила или крейцмейселя проверяется по шаблону, представляющему собой пластинку с угловыми вырезами в 70, 60, 45 и 35° При заточке зубила или крейцмейселя необходимо закрывать защитный экран 2 и предохранительный кожух 3.
После заточки зубила или крейцмейселя с режущих кромок снимают заусенцы. Величина угла заострения проверяется шаблоном, представляющим собой пластинки с угловыми вырезами 70, 60, 45 и 35° (рис. 37, б).
Ударный инструмент. К разновидностям ударного инструмента относятся молотки различного назначения и конструкций.
Слесарные молотки изготовляют двух типов: с квадратным и круглым бойками (рис. 38, а, б). Процесс изготовления молотков с квадратным бойком проще, они дешевле и поэтому в практике слесарной обработки имеют широкое распространение. В то же время молотки с круглым бойком имеют преимущество, заключающееся в том, что в них имеется большой весовой перевес ударной части над тыловой, обеспечивающий большую силу и меткость удара.
Существенным является выбор молотка по весу. Вес молотка должен соответствовать ширине режущей кромки зубила. Практика показывает, что для нормального удара при рубке металла каждому миллиметру ширины режущей кромки зубила должно соответствовать 40 г веса молотка, а каждому миллиметру ширины режущей кромки крейцмейселя — 80 г веса молотка. Вес молотка определяется его размерами. При выборе веса молотка, естественно, нужно учитывать также возраст и физическую силу работающего.
Слесарные молотки с круглым бойком изготовляют шести размеров. Молотки массой 200 г рекомендуется применять для инструментальных работ, а также для разметки и правки; молотки массой 400 г, 500 г и 600 г — для слесарных работ; молотки массой 800 г 1000 г применяются редко, в основном, при ремонтных работах.
Слесарные молотки с квадратным бойком изготовляют восьми размеров: массой 50 г, 100 г и 200 г — для слесарно-инструментальных работ; массой 400 г, 500 г, 600 г — для слесарных работ: рубки, гибки, клепки и др. 800 г и 1000 г применяют редко (при выполнении ремонтных работ).
Для тяжелых работ при м е няют молотки массой от 4 до 16 кг, называемые кувалдами.
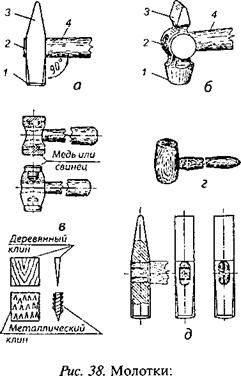
Противо- положный бойку конец молотка называется носком. Носок имеет клинообразную форму, скругленную на конце. Носком пользуются при правке, расклепывании и
Т. Д. Бойком а — с квадратным бойком; б — с круглым наносят уда - бойком; в — со вставками из мягкого меры ПО зубилу талла; г — деревянный (киянка); д — рас-
ИЛИ КреЙЦ - клинивание ручек
Изготовляют молотки из стали 50 и 40Х и инструментальной углеродистой стали У7 и У8. В средней части молотка имеется отверстие овальной формы, служащее для крепления рукоятки.
Рабочие части молотка — боек квадратной или круглой формы и носок клинообразной формы — термически обрабатывают до твердости НЯС 49—56. Рукоятки молотка делают из твердых пород дерева
(кизила, рябины, дуба, клена, граба, ясеня, березы или из синтетических материалов).
Рукоятка имеет овальное сечение, отношение малого сечения к большому 1 1,5, т. е. свободный
Конец в 1,5 раза толще конца, на который насаживается молоток.
Конец, на который насаживается молоток, расклинивается деревянным клином, смазанным столярным клеем, или металлическим клином, на котором делают насечки (ерши). Толщина клиньев в узкой части 0,8—1,5 мм, а в широкой 2,5—6 мм. Если отверстие молотка имеет только боковое расширение, забивают один продольный клин; если расширение идет вдоль отверстия, то забивают два клина (рис. 38, д) и наконец, если расширение отверстия направлено во все стороны, забивают три стальных или три деревянных клина, располагая два параллельно, а третий перпендикулярно к ним. Правильно насаженным считается такой молоток, у которого ручка образует прямой угол с осью молотка.
Рис. 39. Молоток с накостыльниками из твердой резины
Помимо обычных стальных молотков, в некоторых случаях, например при сборке машин, применяют так называемые мягкие молотки со вставками из меди, фибры, свинца и алюминиевых сплавов (рис. 38, в). При ударах, наносимых мягким молотком, поверхность материала заготовки не повреждается. Из-за дефицитности меди, свинца и быстрого износа эти молотки дороги в эксплуатации. В целях экономии металлов медные или свинцовые вставки заменяют
резиновыми, дешевыми и более удобными в работе. Такой молоток (рис. 39) состоит из стального корпуса 7, на цилиндрические концы которого надеты на- костыльники 2 из твердой резины. Резиновые накос- тыльники достаточно стойки против ударов и при износе легко заменяются новыми. Молотки этой конструкции применяются при точных сборочных работах, особенно когда приходится иметь дело с деталями невысокой твердости.
В некоторых случаях, в особенности при изготовлении изделий из тонкого листового железа, применяются деревянные молотки (киянки) (см. рис. 38, г).
Фрезерная обработка металла: основные принципы и сведения

Мы уже затронули тему технологий, которые используются при рубке металла. В нашей прошлой статье мы отметили, что данная операция часто выполняется вручную мастерами-слесарями. Для того чтобы обеспечить необходимый результат, важны не только навыки специалиста, но и инструмент. О нем мы сегодня и поговорим. Мы расскажем о том, какие инструменты для рубки металла применяют для решения этой задачи и расскажем об особенностях работы с ними.

Классификация
Все слесарные инструменты для рубки металла можно разделить на несколько групп:
- Молотки.
- Режущие инструменты.
- Тиски и металлические подложки.
- Инструменты для разметки.
Две последние группы являются скорее вспомогательными, а основная работа выполняется с помощью первых двух групп. О них мы сегодня и поговорим.

Режущие инструменты для рубки металла
- зубила;
- крейцмейсели;
- канавочники.
Важно!
Долгое время для изготовления инструментов использовался алюминий. Сегодня от его применения практически полностью отказались, так стоимость материала достаточно велика. Кроме того, алюминий является достаточно мягким, поэтому кромки инструментов для него быстро теряют остроту и требуют частой заточки.
Крейцмейсель. Как и зубило, он относится к категории ударно-режущих инструментов. Соответственно, не предполагает примерно тот же принцип работы. При этом область использования у крейцмейселя существенно отличается, а в его конструкции имеется ряд важных особенностей.
Инструмент имеет те же элементы, что и зубило: заточенный рабочий участок и плоскую поверхность для нанесения ударов молотком или кувалдой. При этом различия между этими инструментами заметны при первом же взгляде и касаются рабочей части. У крейцмейселя она сплюснута, а рубящая грань располагается на кончике.
Основное назначение этого инструмента — вырезание канавок, пазов и так далее. В зависимости от формы рабочей части крейцмейсели могут быть прямоугольными, круглыми или специальными. Для изготовления этих инструментов обычно применяется инструментальная сталь. Согласно требованиям ГОСТа, углы их наклона должны находиться в диапазоне от 45 до 70 градусов. Кроме того, каждый крейцмейсель должен иметь защитное покрытие.
Канавочники. Как и следует из названия, этот узкоспециализированный инструмент для вырубания в металле пазов, заклепок и канавок. Конструкция зубила и канавочника примерно одинакова. Основным отличием является ширина рабочей части. У канавочника она существенно меньше.
Назначение, правила и приемы рубки металла
Рубка металла — один из базовых видов обработки металла. Точно сказать, когда он впервые начал применяться, смогут, пожалуй, только историки. На сегодняшний день она также используется, однако прогресс помог сделать ее значительно проще, точнее и эффективнее. В сегодняшней статье мы поговорим о назначении, правилах и приемах рубки металла. Мы расскажем о различных технологиях, о том, какие методы применялись раньше и какие способы используются сегодня.

Определение
В первую очередь необходимо определиться с тем, что же представляют собой приемы рубки металла, а также с их назначением. Легко понять, то сам по себе этот процесс предполагает разделение объекта на несколько частей. Это верно и в отношении металла. Данный метод в достаточной мере универсален и может применяться практически для всех видов заготовок, от листов и прутков до труб и крупного проката. Разумеется, для решения этих задач потребуется различное оборудование.
Все виды приемов рубки имеют основное сходство — они предполагают обработку с помощью ударного или гидравлического инструмента, который прорывает металл. В этом состоит основное отличие технологии от резки, в которой основным типом воздействия является давление.
При условии соблюдения ряда правил рубки металла, простейшие операции можно производить в домашних условиях. Более сложные работы обычно проводятся в мастерской, а на крупных предприятиях различные методы используются для серийного производства изделий.
Перед тем как перейти к следующему разделу, необходимо обозначить еще один момент, а именно соотношение между резкой и рубкой. Многие компании, специализирующиеся на металлообработке, для своих клиентов не разделяют эти методы. Такой подход дает больше свободы в выборе оптимального способа обработки.
При этом резка и рубка металла имеют множество различий, основными из которых является метод воздействия и применяемые инструменты. Большинство слесарей, не говоря уже о крупных предприятиях, используют обе технологии в зависимости от того, какой результат необходимо получить.

Рубка металла: применение
Основная цель операции — разделить заготовку на несколько частей в заранее установленных пропорциях. Для этого перед обработкой обязательно наносится разметка и выбирается оптимальный метод. Рубку можно осуществлять как по длине, так и по ширине заготовки. Благодаря этому можно существенно снизить количество операций, а значит уменьшить итоговую стоимость готовой детали.
Различные технологии рубки металла, как правило, используются для решения следующих задач:
- Удаление верхнего слоя и дефектов на поверхности заготовок.
- Снятие кромок после литья или штамповки.
- Разделение заготовки на отдельные части.
- Создание канавок, пазов и так далее.
- Вырубание отверстий.
Все задачи, описанные выше, встречаются в различных сферах промышленности, от строительства до создания сложных машин и другого оборудования. Они используются как в небольших мастерских, так и в крупных предприятиях.
Одним из недостатков рубки металла является необходимость последующей обработки краев. Так как они могут получиться рваными, для исправления дефектов их шлифуют.
Приемы и технологии рубки металла
Существует несколько видов классификации, основанных на различных критериях. Наиболее распространенными считаются следующие:
- По характеру задач. Их мы перечислили в предыдущем пункте. Существуют также нетиповые задачи, для которых применяются другие методы.
- По уровню автоматизации: ручная и механизированная обработка.
- По методу фиксации. Это могут быть тиски или стальные подложки, а также специальные устройства в конструкции станков.
- По направлению рубки. Оно может быть горизонтальным или вертикальным. Выбор зависит от возможностей закрепления заготовки.
Выбор оптимального подхода зависит от различных факторов, в том числе:
- наличия необходимых инструментов и/или оборудования;
- особенностей заготовки: тип металла/сплава, толщина, форма и так далее;
- требования к качеству детали. Если необходим высокий уровень точности, обычно применяется механическая обработка;
- объем производства. Для серийного выпуска деталей обычно используются автоматизированные станки с ЧПУ. Если же речь идет об обработке единичных заготовок, перенастраивать производство нерационально. В этих случаях обычно используется ручная обработка.
Ручная рубка металла
Данный вид обработки является менее производительным, поэтому чаще применяется для создания единичных деталей. Кроме того, инструменты для ручной рубки, несмотря на большое разнообразие, не могут обеспечить уровень точности, который гарантируют станки с ЧПУ.
Перед началом обработки мастеру необходимо выбрать направление движения инструмента — по горизонтали или по вертикали. Все зависит от того, каким образом можно закрепить заготовку. Наиболее распространенный вариант фиксации — тиски. Они исключают скольжение и обеспечивают надежное крепление заготовки. Их основной недостаток — ограничения по форме и толщине деталей. Крупные заготовки обычно обрабатываются на специальном столе, на который для прочности монтируется стальная пластина. Для более надежной фиксации используются саморезы и прорезиненные накладки.
Следующий этап — это выбор инструментов. Обычно для выполнения ручной обработки применяется молоток, а также крейцмейсель или зубило. Как уже говорилось, эти инструменты позволяют работать с наиболее распространенными видами заготовок из большинства металлов.
Необходимый уровень качества и точности обеспечивают навыки мастера. Мы уже упоминали, что процесс рубки предполагает прорывание металла в заданной области. Крейцмейсель или зубило обеспечивают точечное приложение силы, однако основную работу мастер совершает с помощью молотка. Разумеется, одним из ключевых факторов в данном случае является сила удара. В данном случае больше не всегда значит лучше. Опытные мастера сначала делают на металле зазубрину, чтобы впоследствии избежать соскальзывания лезвия. Если мастер не может грамотно применять усилия, он рискует испортить как заготовку, так и рабочий инструмент. Опытные слесари, напротив, могут обеспечивать уровень точности, сопоставимый с тем, что гарантируют станки.
Еще один важный момент в мастерстве слесаря касается работы с молотком. Этот инструмент, несмотря на свою простоту, отвечает за грамотное приложение силы и обеспечивает необходимое качество работы. Основное движение, которое совершает специалист, — это удар. Однако работа слесаря по сложности значительно превосходит решение бытовых задач вроде забивания гвоздей. Даже удар в слесарном деле имеет множество нюансов. Всего существует три их вида:
- кистевой;
- плечевой;
- локтевой.
Чтобы не вдаваться в детали, приведем изображение из учебника, издававшегося в СССР:
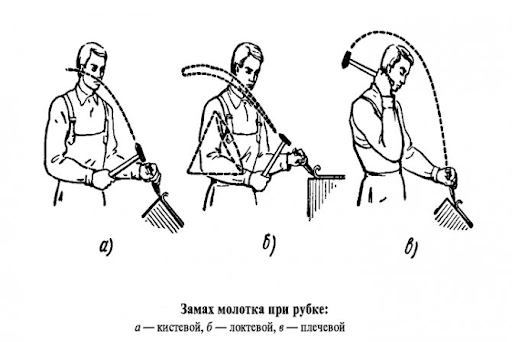
От того, где начинается замах, а также от длины ручки молотка, зависит сила удара. Знание этой техники дает мастеру возможность прикладывать столько усилий, сколько требуется для создания зазубрин или для прорыва металла.
Рубка металла в ручном режиме не предполагает большого количества операций. Необходимо надежно зафиксировать заготовку с помощью имеющихся инструментов, произвести разметку, а затем наносить удары с помощью молотка и зубила. Опытный мастер может легко контролировать положение и наклон инструментов, а также прикладываемую силу.
Основными достоинствами ручной рубки металла является сравнительно небольшая стоимость таких работ. Содержание одного сотрудника и покупка инструмента под силу даже небольшим компаниям. Некоторые задачи по рубке можно выполнить даже в домашних условиях.
К недостаткам этого метода следует отнести:
- Достаточно низкую производительность. Даже опытный мастер не сможет обеспечить скорость, сопоставимую с современным станком. В результате ручная обработка применяется для единичных деталей или на небольших производствах.
- Трудоемкость. Ручная обработка не может применяться для заготовок большого размера или нестандартной формы. Кроме того, она требует приложения силы от мастера, что существенно увеличивает время, необходимое для рубки.
- Низкую точность работ. Даже наиболее качественные инструменты не дадут уровня, сопоставимого со станками с ЧПУ.
- Низкое качество сруба. Его необходимо обязательно обрабатывать: шлифовать и так далее. В результате увеличивается время, необходимое для выпуска каждой детали.
Полуавтоматическая и автоматическая обработка
Принцип работы в данном случае значительно проще: человек делает разметку и фиксирует заготовку на станке. Всю работу, связанную с приложением усилий, выполняет станок. В зависимости от того, какое оборудование установлено на производстве, процедура рубки может выполняться в полуавтоматическом или в полностью автоматическом режиме. В последнем случае станок самостоятельно подбирает большинство параметров.
Основными плюсами такого подхода является высокая производительность и уровень точности. К минусам можно отнести лишь высокую стоимость необходимого оборудования: покупать и обслуживать станки могут только крупные компании.
Основным видом механической рубки металла, как правило, считается гильотинная, то есть производимая на гильотинном станке. У современных устройств мало общего су орудием, использовавшимся для казни несколько веков назад, за исключением принципа действия. Гильотинный станок предполагает наличие косого лезвия, которое перемещается в одной плоскости без изменения угла наклона. Подобные устройства нельзя назвать новыми: первые образцы являются, пожалуй, ровесниками орудий, давших им название. Современные станки, однако, намного совершеннее и могут работать как в полуавтоматическом, так и в автоматическом режиме.
Почему же технология, изобретенная несколько веков назад, применяется сегодня в самых разных областях промышленности? Дело в том, что гильотинная рубка имеет ряд неоспоримых преимуществ, которые становятся еще более явными с использованием современных технологий. К их числу можно отнести высокое качество работ и простоту.
Основными элементами гильотинного станка являются:
- стол для размещения заготовок. В некоторых станках он стационарный, а в других может иметь подвижные элементы;
- упор-фиксатор, который надежно закрепляет заготовку и обеспечивает безопасность в процессе работы;
- подвижная верхняя балка с лезвием. Именно эта часть станка отвечает за рубку;
- нижнее лезвие. Оно предусмотрено не во всех моделях станков. Оно повышает качество и точность резки и может использоваться для раскройки. Нижнее лезвие обычно статично;
- прессы и зажимы. Они обеспечивают фиксацию различных типов заготовок в заданном положении.
Важно учесть и то, что сегодня на рынке представлены станки с различным типом приводов: ручным, гидравлическим, пневматическим и так далее.
Процедура работы на данном аппарате достаточно проста:
- Заготовка размещается на рабочем столе и фиксируется в заданном положении.
- После этого происходит воздействие на металл одного или двух лезвий (в зависимости от типа станка).
При использовании исправного оборудование образуется весьма незначительное количество стального лома. Кроме того, при условии грамотной эксплуатации, кромка, остающаяся после рубки, не требует последующей обработки, что также позволяет удешевить и ускорить производство.
Существуют и другие виды станков для рубки металла, но они, как правило, используются реже:
- прессы;
- прессы-ножницы;
- угловысечные станки.
Резюме
Рубка металла — это процесс, который предполагает прорывание заготовки в заранее определенных местах. Он используется на различных производствах и часто применяется в домашних условиях. Рубка может осуществляться различными способами: в ручном, полуавтоматическом или автоматическом режиме. В каждом случае используется специфический инструмент и оборудование.
§ 3. Инструмент и приспособления для рубки металла
Рубкой называется слесарная операция, при которой с помощью режущего инструмента с заготовки или детали удаляют лишние слои металла или заготовку разрубают на части. При современных способах обработки материала или заготовок рубка металла — подсобная операция.
Рубку металла производят в тисках, на плите и на наковальне с помощью слесарного молотка, слесарного зубила, крейцмейселя, кузнечного зубила и кувалды.
Рубка металла бывает горизонтальная и вертикальная в зависимости от расположения зубила во время операции. При горизонтальной рубке, производимой в тисках, заднюю грань зубила устанавливают к плоскости губок тисков почти горизонтально, под углом не более 5°С. Вертикальную рубку выполняют на плите или наковальне. Зубило устанавливают вертикально, а перерубаемый материал укладывают на плите горизонтально.
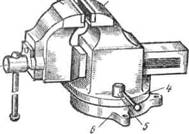
Рис. 3. Тиски параллельные:
1 — червячный винт, 2, 3 — подвижная и неподвижная губки, 4 — поворотный круг,
5 — винт поворотного круга, 6 — нижняя плита
Тиски бывают параллельные (рис. 3)—чугунные со стальными закаленными накладными губками 2, 3 и стуловые (рис. 4)—стальные. Материал перерубают преимущественно в стуловых тисках, так как они прочнее параллельных. На параллельных тисках разрешается перерубать только тонкую сталь.
Рубку тонкого металла, обрубку плоскостей, приливов, заусенцев, вырубку канавок производят в тисках, а перерубку толстого металла или длинных 2 полос и прутков — на плите или наковальне.
Слесарные молотки, используемые при рубке, бывают с круглыми или квадратными бойками (рис. 5, а, б).
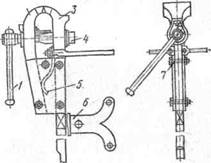
Рис. 4. Тиски стуловые:
1 — рычаг, 2,3— подвижная и неподвижная губки, 4 — втулка, 5—пружина, 6— лапа, 7 — распорная втулка
Молотки с круглыми бойками применяют, когда требуется большая сила и меткость удара, а с квадратными— для более легких работ. Молотки изготовляют из инструментальной стали У7. Рабочие части молотка закаливают и отпускают. Молоток должен быть в исправном состоянии, без трещин, плен, раковин и других дефектов.
Для слесарной рубки применяют молотки массой 400, 500, 600 и 800 г. Молотки насаживают на ручки из древесины твердых и вязких пород (береза, клен, дуб, рябина). Ручки должны быть овальной формы, с гладкой и чистой поверхностью, без сучков и трещин. Длина ручки молотка массой 400—600 г равна 350 мм, массой 800 г —380—450 мм.
Рабочую часть зубила и крейцмейселя (рис. 5, е, г) закаливают на длину не менее 30 мм, а головку — слабее лезвия (на длину около 15—25 мм), чтобы при ударе молотком она не крошилась и не трескалась. Вся остальная часть зубила и крейцмейселя должна оставаться мягкой. Зубила и крейцмейсели не должны иметь трещин, плен и других пороков.
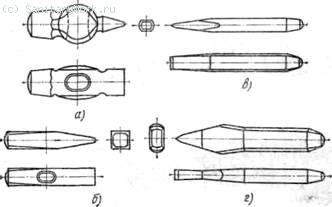
Рис. 5. Инструмент для рубки: а — Слесарный молоток с круглым бойком, б — слесарный молоток с квадратным бойком, в — слесарное зубило, г — крейцмейсель
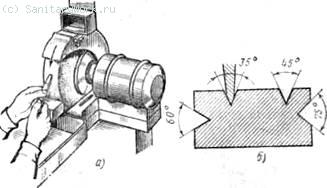
Рис. 6. Заточка зубила на заточном станке: а — Приемы держания зубила при заточке, б — шаблон для проверки правильности угла заточки
Наиболее часто используют зубила длиной 175 и 200 мм с лезвиями шириной 20 и 25 мм. Для прорубания канавок в стали и чугуне применяют креицмеисели длиной 150—175 мм с лезвием шириной 5—10 мм. Головки зубила и креицмеиселя отковывают на конус, что обеспечивает правильное направление удара молотком и уменьшает возможность образования грибовидной шляпки на головке.
Угол заточки зубил и крейцмейселей зависит от твердости обрабатываемого металла. Для рубки чугуна, твердой стали и твердой бронзы угол заточки инструмента равен 70°, для рубки средней и мягкой стали —60°, для рубки латуни, меди и цинка —45°, для рубки очень мягких металлов (алюминия, свинца) — 35—45°.
Слесарный инструмент затачивают на заточных станках с абразивными кругами. Во время заточки рабочая часть инструмента (лезвие) сильно нагревается и может произойти ее отпуск. При отпуске твердость закалки теряется и инструмент становится негодным для дальнейшей работы. Во избежание этого рабочую часть инструмента во время заточки охлаждают водой. На рис. 6 показано, как надо держать зубило при заточке и как проверять правильность заточки угла,
§ 4. Правила и приемы рубки металла
Производительность и чистота рубки металла зависят от правильных приемов работы. При рубке стоять надо устойчиво и прямо, в пол-оборота к тискам. Молоток полагается держать за ручку на расстоянии 15— 20 мм от конца, нанося им сильные удары по центру головка зубила. При этом следует смотреть на лезвие зубила, а не на его головку, в противном случае лезвие пойдет неправильно. Зубило держат таким образом, чтобы расстояние от ударной части до руки было не менее 20—25 мм.
На рис. 7 показано правильное положение корпуса и ног рабочего и приемы хватки молотка и зубила. Заготовки из листовой или сортовой стали можно обрубать в тисках по уровню губок или по рискам сверх уровня губок тисков.
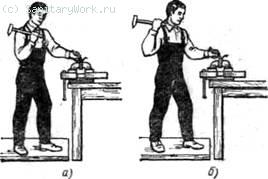
Рис. 7. Положение корпуса и ног рабочего у тисков при рубке и приемы хватки инструмента:
а — локтевой замах, б — плечевой замах
При рубке на уровне губок тисков (рис. 8, а, б) заготовку зажимают прочно в тиски так, чтобы ее верхнее ребро выступало выше губок на 3—4 мм, и срубают первую стружку на всю длину заготовки. Затем заготовку переставляют в тисках так, чтобы верхнее ребро выступало на 3—4 мм сверх уровня губок тисков, и срубают вторую стружку. Так последовательно обрубают изделие до требуемого размера.
При рубке выше уровня губок тисков (рис. 8, в) по рискам заготовку зажимают в тиски, чтобы размеченная риска была выше уровня губок тисков и параллельна им. Рубку производят по размеченным рискам последовательно, как и при рубке по уровню губок тисков. Лезвие зубила при рубке должно быть расположено под углом 45° к обрубаемому металлу, а головка приподнята кверху под углом 25—40°. При таком расположении зубила линия срубания будет ровной и рубка будет производиться быстрее.
Большой слой металла на широкой плоскости заготовки срубают следующим образом: заготовку зажимают в тиски, зубилом обрубают фаску, крейцмейселем прорубают поперечные канавки, а затем зубилом срубают выступающие грани. При прорубании канавок крейцмейселем толщина стружки должна быть не более 1 мм, а при срубании выступающих граней зубилом — от 1 до 2 мм.

Рис. 8. Расположение зубила при рубке в тисках:
а — на уровне губок тисков (вид спереди), б—то же, (вид сверху), в — выше уровня тисков
Рис. 9. Приемы перерубки полосовой стали на наковальне (вертикальная рубка)
Полосовую сталь перерубают на плите или наковальне (рис. 9). Предварительно на обе стороны полосы мелом наносят линии переруба. Затем уложив полосу на наковальню, устанавливают слесарное зубило вертикально на размеченной риске и сильными ударами слесарного молотка надрубают полосу на половину ее толщины. Потом полосу переворачивают, надрубают с другой стороны и отламывают отрубаемую часть.
Круглый металл перерубают таким же образом, с поворотом прутка после каждого удара. Надрубив пруток по всей окружности на достаточную глубину, отламывают отрубаемую часть.
Углеродистую и легированную конструкционную сталь толщиной до 20—25 мм можно перерубать в холодном состоянии на плите или наковальне с помощью кузнечных зубил (рис. 10, а, б) и кувалд (рис. 10, в, г). Для этого на две или четыре стороны заготовки наносят мелом линии переруба. Затем металл укладывают на наковальне, устанавливают вертикально кузнечное зубило на линии разметки и сильными ударами кувалды надрубают металл по всей этой линии на требуемую глубину, постепенно переставляя зубило. Так же надрубают металл с другой стороны или со всех четырех сторон, после чего отламывают отрубаемую часть.
Для ускорения и упрощения рубки применяют вспомогательный инструмент — нижник (подсечку). Подсечку хвостовиком вставляют в квадратное отверстие нашвальни, затем заготовку кладут на подсечку, а сверху устанавливают кузнечное зубило, как показано на рис. 10, д, и кувалдой наносят удары по зубилу. Таким образом происходит одновременная рубка металла с двух сторон зубилом и подсечкой.
Рис. 10. Инструмент для перерубки толстой стали в холодном состоянии:
9, 6 — кузнечные зубила, в — кувалда остроносая, г —кувалда тупоносая, д — положение зубила и подсечки при рубке
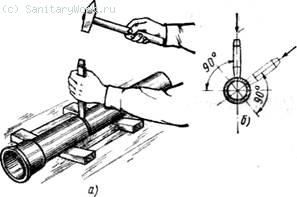
Рис. 11. Перерубка чугунной трубы: а — положение трубы и инструмента, 6 — правильное положение зубила
Чугунные трубы перерубают зубилом на деревянных подкладках. Сначала по окружности трубы мелом намечают линию переруба, затем, подложив под трубу подкладки, за два-три прохода подрубают трубу зубилом по линии разметки (рис. 11,а), постепенно поворачивая ее. Проверив глубину прорубленной канавки, которая должна составлять не менее 7з толщины стенки трубы, легкими ударами молотка отделяют часть трубы. Зубило при работе нужно держать перпендикулярно оси трубы (рис. 11,6). Торец трубы в месте переруба должен быть ровным, перпендикулярным оси трубы и совпадать с намеченной линией переруба. Правильность торца проверяют на глаз и контролируют угольником.
Читайте также: