Инструменты для работы с металлом презентация
Обновлено: 02.07.2024
Технология обработки металлов
Проволока
Ручные
Сортовой
Электроинструменты
Листовой
Прокат
Станки
Виды
Технология обработки
металлов
Свойства
Инструменты
свариваемость
ковкость
Физический
жидкотекучесть
Механические
прочность
твердость
упругость
Измерительные
Технологические
вязкость
хрупкость
пластичность
Коррозионная стойкость
обрабатываемость резанием
2. Измерительные инструменты
Линейка класс
точности 1 мм
Рулетка класс
точности 1 мм
Угольник слесарный угол
90 градусов
Штангенциркуль класс
точности от 0,05 до 0,1 мм
Измеряет глубину ,
внутренний и наружный
диаметр
Микрометр класс
точности 0,01мм
Измеряет диаметр
проволоки
3. Ручные инструменты для обработки металла
4. Электроинструменты
Электродрель
Ножницы электрические
Шлифмашинка угловая
Вибрационная шлифмашинка
Ленточная
шлифмашинка
5. Элетро-станки
наждачный станок
Шлифовальный станок
Отрезной станок
Токарный станок по металлу
Фрезерный станок
Сверлильный станок
6. Электродрель
Дрель представляет собой инструмент, чаще всего,
в форме пистолета, внутри которого
расположены тяговый преобразователь , пусковой
выключатель, реверс, реостат или тиристорный
регулятор мощности, электродвигатель (УКД), а
также механизм для сверления с ударом. На валу
(шпинделе) дрели расположен патрон,
предназначенный для установки различных
слесарных и строительных насадок. У мощных
дрелей в шпинделе имеется посадка «конус
Морзе» для непосредственной фиксации в
ней сверла
Вернуться в раздел
7. Механические свойства
8. Механические свойства
9. Механические свойства
Упругость -
свойство металла
или сплава восстанавливать
первоначальную форму после
устранения внешних сил
10. Механические свойства
11. Механические свойства
Хрупкость - Способность
металлов и сплавов разрушаться под
действием ударных нагрузок. Хрупкость –
свойство, обратное вязкости.
12. Механические свойства
13. Технологические свойства
14. Технологические свойства
Жидкотекучесть – свойство
металла в расплавленном состоянии
хорошо заполнять литейную форму и
получать плотные отливки
15. Технологические свойства
Обрабатываемость
резанием – свойство металла или
сплава подвергаться обработке резанием
различными инструментами
16. Технологические свойства
17. Технологические свойства
18. Листовой прокат
– получают
прокаткой нагретых слитков на прокатном
стане, где заготовка проходит между
волками , сжимаются и приобретают
форму листа.
Фольга
толщина
металла менее 0,2 мм
Жесть
толщина
металла менее 0,2 мм
до 0,5 мм.
Разновидность: черная
и белая (покрыта
тонким слоем олова)
19. Листовой прокат
– получают
прокаткой нагретых слитков на прокатном
стане, где заготовка проходит между
волками , сжимаются и приобретают
форму листа.
Кровельная
сталь толщина
металла менее 0,5мм до
0,8 мм
Разновидность: черная и
оцинкованная (покрытая
тонким слоем цинка)
20. Листовой прокат
– получают
прокаткой нагретых слитков на прокатном
стане, где заготовка проходит между
волками , сжимаются и приобретают
форму листа.
Толстолистовой металл
толщина металла от 2 мм
21. Проволока
– материал большой
длиной и незначительной толщиной.
Проволока
толщиной более 5 мм
получают прокаткой нагретых заготовок между
волками имеющими канавки. Более тонкую
проволоку получают волочением – протягивание
катанки через фильеры – детали с отверстием,
выполненные из очень твердых материалов.
22. Сортовой прокат
Сортовой прокат– один из
видов полуфабрикатов предназначенный
для дальнейшей обработки и получения
готовых изделий.
Профиль сортового проката
(форма поперечного сечения) зависит от
формы валков.
Виды проката:
1. Простой сортовой прокат
2. фасонный сортовой прокат
3. Специальный сортовой прокат
Инструменты для металлообработки
Департамент образования, науки и молодежной политики
ГБПОУ ВО «Острогожский многопрофильныйтехникум»
Презентация на тему:
«Инструменты для металлообработки»
Выполнил:
преподаватель
Мухин Н. А.
Острогожск 2016.
Опорная поверхность –
служит для крепления резца в
резцедержателе и
горизонтального положения.
Передняя поверхность –
служит для схода стружки.
Главная режущая кромка –
служит для резания материала.
Вспомогательная режущая
кромка – с пересечением
главной режущей кромкой
образуют вершину резца.
Вершина резца – это точка
соприкосновения
обрабатываемого материала и
режущего инструмента.
Главная задняя поверхность –
служит для поддержки пластины
(головки резца). От угла главной
задней поверхности зависит
износостойкость резца.
Вспомогательная задняя
поверхность – предназначена
для свободного передвижения
режущего инструмента по
обрабатываемой поверхности.
Координатные плоскости резания
Основная
плоскость
(ОП)
–
плоскость,
параллельная направлениям продольной
и
поперечной подач. У токарных резцов за основную
плоскость принимают нижнюю опорную поверхность
резца.
Плоскость резания (ПР)
– плоскость, проходящая
через главную режущую
кромку резца касательно
к поверхности резания
заготовки.
Угол наклона главной режущей кромки λ – это угол
между основной плоскостью, проведенной через
вершину резца, и режущей кромкой.
Угол заострения — угол между передней и
главной задней поверхностями.
Чем меньше угол заострения, тем легче
резец входит в металл и отделяет стружку с
меньшим усилием. Однако при уменьшении
угла заострения снижается прочность резца и
он быстрей затупляется и ломается.
Угол резания - угол
между передней
поверхностью резца и
плоскостью резания.
Классификация токарных
резцов.
В зависимости
от направления
движения
подачи
различают
резцы
левые (а),
правые (б).
По форме и
расположению
головки
относительно
стержня резцы
могут быть прямые
(а), отогнутые (б),
оттянутые (в).
По назначению различают
Проходные резцы
Применяются для обработки (точения) наружных
цилиндрических поверхностей тел вращения.
Применяют три вида:
Проходной отогнутый
Проходной упорный
Проходной прямой
Расточные токарные резцы
Используют для растачивания внутренних
отверстий необходимого диаметра. Существует
два основных вида токарных расточных резцов:
Расточной проходной резец
для глухих отверстий
Расточной резец для сквозных
отверстий
Резьбовые токарные резцы
Применяются для нарезания резьбы как на
наружных поверхностях заготовок так и
внутренних. Бывают двух основных видов:
Токарные резцы для
нарезания наружной резьбы
Резец токарный для
нарезания внутренней резьбы
Токарный отрезной резец
Отрезные резцы применяются как для отрезания
заготовки так и для образования канавок в теле
детали. Они так же бываю различных видов и
конструкций
Отрезной токарный резец
Фасонные резцы
Предназначены для обработки фасонных
поверхностей
Фасонный призматический
резец
Фасонный круглый
(дисковый) резец
Классификация фрез
По технологическому признаку:
Различают фрезы для обработки
плоскостей, пазов и шлицев,
фасонных поверхностей, зубчатых
колес и резьб, тел вращения и
разрезки материала.
I.
Схематическое изображение фрез
Цилиндрические
фрезы
Фрезы
прорезные
и отрезные
Концевыефрезы
Фасонные
фрезы
На станках
смаятниковой
подачей
Торцевые
фрезы
Дисковые
фрезы
Фрезы
угловые
Свогнутым
профилем
Фрезы
шпоночные
3. Хвостовые фрезы:
Фреза для ТКонцевая
Концевая
цилиндриче коническая образных пазов
ская фреза
фреза
II. По конструктивному
признаку:
1.По направлению зуба:
а) с прямым;
б) с наклонным;
в) с винтовым;
г) с разнонаправленным;
Геометрические параметры
режущего резца
Элементы
конструкции резца
Головка - (пластинка
твердосплавная или
быстрорежущая рабочая
(режущая) часть резца).
Тело или стержень предназначено для
крепления резца.
Развертка
Развертка – режущий инструмент, который нужен для окончательной обработки
отверстий после сверления, зенкерования или растачивания.
Развёртыванием достигается точность до 6-9 квалитета и шероховатость поверхности
до Ra = 0,32…1,25 мкм.
Развертки классифицируются:
по форме обрабатываемых отверстий:
- цилиндрические
- конические
по способу применения:
- машинные
ручные
по форме стружечных канавок:
- прямозубые
- косозубые
по виду инструментального материала:
- твердосплавные
- из быстрорежущей стали
Конструкция развертки
-Угол φ у ручных развёрток – 1°…2°;
у машинных при обработке стали φ = 12°…15°;
при обработке хрупких материалов (чугуна) φ = 3°…
5°.
-Ширина ленточки f = 0,08…0,5 мм
-Задний угол = 5°…8°
-Передний угол = 0°
Зенкер
Зенкер — многолезвийный режущий инструмент для обработки цилиндрических
и конических отверстий в деталях с целью увеличения их диаметра, повышения
качества поверхности и точности.
Виды зенкеров:
По виду обработки:
- цилиндрические зенкеры
- конические зенкеры
- торцовые зенкеры
По типу крепления :
- хвостовые
- насадные
По типу конструкции:
- цельные
- сборные
а) цилиндрический
б) цилиндрический с
направляющей
цапфой
в) конический
г) торцевой
Насадной
Хвостовой
Применение
Зенкерование применяется для 'чистовой обработки просверленных,' литых
или кованых отверстий с точностью За—4-го классов и 4—5-го классов
чистоты, а также для их предварительной обработки под развертывание.
Зависимость угла 2ФИ от обрабатываемого
материала
Значение угла 2ФИ при вершине сверла обрабатываемый материал
Угол 2ф, в
град.
Сталь
116—120
Сталь нержавеющая, сталь высокой прочности, жаропрочные сплавы
125—150
Чугун средней твердости, бронза твёрдая
90—100
Чугун твердый
120—125
Латунь, алюминиевые сплавы, баббит
130—140
Медь
125
Пластмассы
80— 110
Мрамор
80—90
Графическое определение профиля рабочей
стороны
ВИНТОВОЙ канавки сверла в сечении,
перпендикулярном его оси
• Перед работой следует убедиться, что заготовка не
имеет на участке нарезки резьбы окалины и следов
коррозии, а ее диаметр точно соответствует
табличным значениям.
• Перед тем как закрепить деталь в тисках,
обязательна сделайте заходную фаску на ее торце,
это значительно облегчит начальную фазу нарезания
резьбы.
• Чтобы метчик прослужил дольше, чтобы
уменьшить вероятность его поломки, всегда
надо смазывать
• После каждого оборота надо делатьпол
оборота в обратном направлении, для
скалывания стружки.
• Перед работой следует убедиться, что заготовка
не имеет на участке нарезки резьбы окалины и
следов коррозии, а ее диаметр точно
соответствует табличным значениям.
• Перед тем как закрепить деталь в тисках,
обязательна сделайте заходную фаску на ее
торце, это значительно облегчит начальную фазу
нарезания резьбы.
• Чтобы плашка прослужила дольше, чтобы
уменьшить вероятность её поломки, всегда
надо смазывать
• После каждого оборота надо делать пол
оборота в обратном направлении, для
скалывания стружки.
Информационное обеспечение
Родин П. Р. “Металлорежущие инструменты”.
Белецкий Д. Г. и др. Справочник токаряуниверсала. — М.: Машиностроение, 1987.—
560 с: ил.— (Серия справочников для рабочих).
Резание конструкционных материалов,
режущие инструменты и станки. Под ред. проф.
П. Г. Петрухи. Изд. 2-е, перераб. и доп. М.,
«Машиностроение», 1974, 616 с.
Слесарные инструменты
1. Презентация на тему: «Слесарные инструменты»
Выполнили студенты группы ТА-17
Набережночелнинского политехнического колледжа :
Карпаев Матвей,Каменев Данил.
Проверил: Устинов Илья Владимирович
2. Слесарные инструменты.
Слесарный инструмент – сложный набор
приспособлений, задача которого облегчить работы
по обработке металла и некоторые другие
ремонтные процессы. Спектр применения данных
приспособлений весьма широк, а потому и
разнообразие их велико. Достаточно привести
примеры операций с металлом, которые
невозможно произвести без соответствующего
инструментария, чтобы понять важность и
специфику его применения: сверление, гибка,
нарезание резьбы отпиливание, рубка.
3. Ручной ударный
Это разного
рода слесарные
молотки и
кувалды, в том
числе и
кузнечные.
Применяют их
для рубки и
гибки металла,
пробивания в
нем отверстий.
К группе ударных можно отнести кернеры, необходимые для
разметки. Рубка металла невозможна без зубила – это тоже ударный
слесарный инструмент. Специальное зубило для нанесения углублений в
металле – крейцмейсель, по сути, как и обычное, но с узкой режущей
поверхностью, которая позволяет пробить канавку или углубление.
Применить его без молотка, как и в случае зубила, не получится. Таким
образом, молоток – еще один стандартный инструмент в наборе.
5. Зажимные.
Отдельную группу формируют зажимные или шарнирногубцевые слесарные инструменты: плоскогубцы, пассатижи,
щипцы, клещи. Стационарные тиски – тоже зажимной
инструмент. Удержать рукой металлическую заготовку при ее
обработке бывает невозможно, а иногда и опасно. Именно для
такой операции и были придуманы инструменты этой группы.
Для механической обработки.
Механическую обработку металла осуществляют с
помощью напильников, а мелкую доработку или
обработку мелких деталей с помощью надфилей. При
помощи этих приспособлений можно и пилить металл.
7. Измерительные инструменты.
Обработка металла невозможна без точных
измерительных инструментов. Самый простой из
них – линейка. Однако ее длина всегда
ограничена, а слишком длинной линейкой
пользоваться неудобно. Во избежание подобных
неудобств, была придумана гибкая линейка –
рулетка.
8. Отвёртки.
По типу рабочего окончания отвёртки подразделяются на
четыре основные категории: шлицевые, крестовые,
шестигранные и торкс/torx (звездочка). Шлицевые
отвёртки служат для закручивания винтов и шурупов и
имеют плоское окончание. Крестовые отличаются рабочей
частью в виде креста и предназначены для работы с
винтами, углубления на головке которых имеют именно
такую форму. Шестигранные отвёртки и отвёртки торкс
используются в основном для сборки мебели или ремонта
импортной бытовой техники. Рабочее окончание торкса
внешне похоже на звездочку с шестью лучами.
9. Гаечные ключи.
Этот простой, но необходимый в каждом доме
слесарный инструмент предназначен для установки
и выкручивания болтов, гаек и других винтовых
соединений. Для захвата изделий предусмотрены
зев или контурные выступы и углубления. Ключи
гаечные выпускаются разных размеров: эта
характеристика указывается на самом инструменте,
рядом с головкой, и соответствует размеру гайки
или болта. Существует несколько разновидностей
гаечных ключей: накидные, торцовые трубные,
рычажные, ключи с открытым зевом, разводные.
Презентация на тему: "Инструменты и приспособления для работы с металлом" 5 класс

Классификация инструментов и приспособлений. Техника безопасности.
Просмотр содержимого документа
«Презентация на тему: "Инструменты и приспособления для работы с металлом" 5 класс»
«Рабочее место для ручной обработки металлов
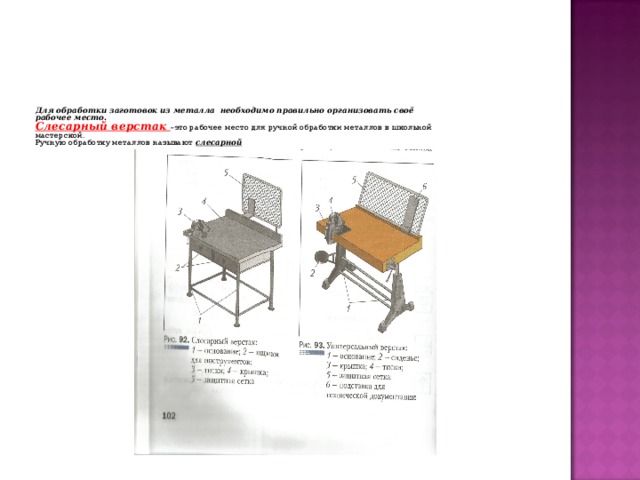
Для обработки заготовок из металла необходимо правильно организовать своё рабочее место.
Слесарный верстак –это рабочее место для ручной обработки металлов в школьной мастерской.
Ручную обработку металлов называют слесарной
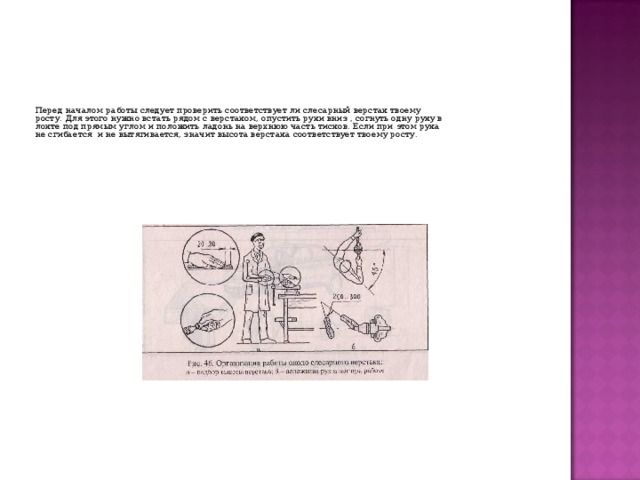
Перед началом работы следует проверить соответствует ли слесарный верстак твоему росту. Для этого нужно встать рядом с верстаком, опустить руки вниз , согнуть одну руку в локте под прямым углом и положить ладонь на верхнюю часть тисков. Если при этом рука не сгибается и не вытягивается, значит высота верстака соответствует твоему росту.
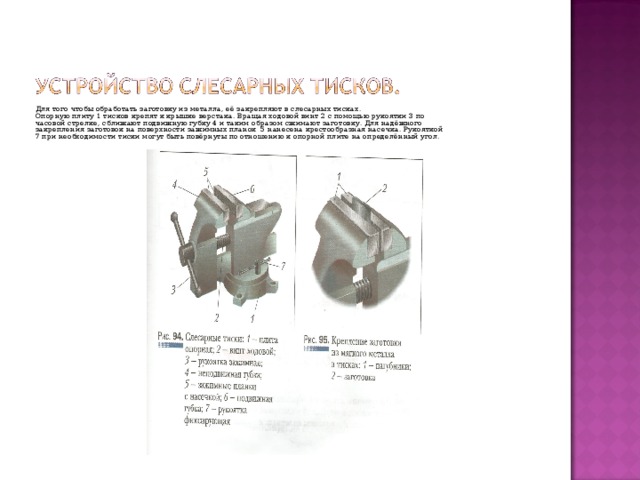
Для того чтобы обработать заготовку из металла, её закрепляют в слесарных тисках.
Опорную плиту 1 тисков крепят к крышке верстака. Вращая ходовой винт 2 с помощью рукоятки 3 по часовой стрелке, сближают подвижную губку 4 и таким образом сжимают заготовку. Для надёжного закрепления заготовок на поверхности зажимных планок 5 нанесена крестообразная насечка. Рукояткой 7 при необходимости тиски могут быть повёрнуты по отношению к опорной плите на определённый угол.

Читайте также: