Фреза цилиндрическая по металлу гост
Обновлено: 20.09.2024
Текст ГОСТ 29092-91 Фрезы цилиндрические. Технические условия
ГОСТ 29092-91 (ИСО 2584-72)
ФРЕЗЫ ЦИЛИНДРИЧЕСКИЕ
ИПК ИЗДАТЕЛЬСТВО СТАНДАРТОВ Москва
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ФРЕЗЫ ЦИЛИНДРИЧЕСКИЕ Технические условия
Cylindrical milling cutters. Specifications
МКС 25.100.20 ОКП 39 1832
Дата введения 01.01.93
Настоящий стандарт распространяется на цилиндрические насадные фрезы с правой и левой винтовой стружечной канавкой, предназначенные для чернового и чистового фрезерования различных плоскостей в изделиях из конструкционных сталей и чугунов.
Требования разд. 1, 2, 4, 5, а также пп. 3.2 и 3.3 являются обязательными, другие требования настоящего стандарта — рекомендуемыми.
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Фрезы должны изготовляться типов:
Фрезы должны изготовляться двух исполнений:
1 — с мелким зубом;
2 — с крупным зубом.
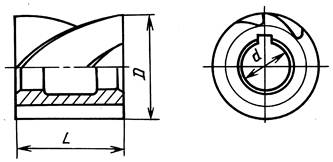
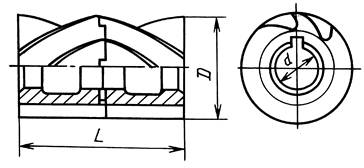
1.2. Основные размеры фрез типа 1 должны соответствовать указанным на черт. 1 и в табл. 1, типа 2 — на черт. 2 и в табл. 2.


Издание официальное Перепечатка воспрещена
© Издательство стандартов, 1991 © ИПК Издательство стандартов, 2004
* Размеры D, d, L соответствуют ИСО 2584—72.
Пример условного обозначения фрезы типа 1, исполнения 1, диаметромD= 80мм, длиной L = 100 мм, праворежущей:
Фреза 2200-0313 ГОСТ 29092-91

Пример условного обозначения фрезы типа 2, исполнения 1, диаметром D = 80 мм, длиной L = 125 мм:
Фреза 2200-0453 ГОСТ 29092-91
1.3. Размеры тттоночного паза — по ГОСТ 9472.
1.4. Элементы конструкции и геометрические параметры фрез указаны в приложении.
1.5. Фрезы исполнения 1 должны изготовляться с равномерным окружным шагом зубьев, исполнения 2 — с неравномерным окружным шагом зубьев, указанным в приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Фрезы должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Фрезы должны быть изготовлены из быстрорежущей стали по ГОСТ 19265.
Допускается изготовление фрез из легированной стали марки 9ХС по ГОСТ 5950.
2.3. Твердость рабочей части фрез должна быть:
из быстрорежущей стали. 63 . 66 HRC3
из стали марки 9ХС. 62 . 65 HRC3
Твердость рабочей части фрез из быстрорежущей стали с содержанием ванадия 3 % и более, кобальта 5 % и более — выше на 1—2 единицы HRC3.
2.4. Твердость рабочей части фрез проверяется на торце на расстоянии не более 5 мм от режущих кромок.
2.5. Параметры шероховатости поверхностей фрез по ГОСТ 2789 не должны быть более, мкм:
- передних поверхностей режущей части (выдерживается на высоте не менее 1 /2 высоты зуба фрезы) — Rz 3,2;
- поверхности посадочного отверстия и опорных торцов — Ra 1,25;
- поверхности спинки зуба и винтовой канавки — Rz 10.
2.6. На задней поверхности фрез вдоль режущих кромок допускается цилиндрическая ленточка шириной не более 0,05 мм.
2.7. Допуск радиального биения режущих кромок зубьев относительно оси посадочного отверстия: 0,03 мм для двух смежных зубьев, 0,06 мм — для двух противоположных зубьев.
2.8. Допуск биения опорных торцов относительно поверхности посадочного отверстия 0,02 мм.
2.9. Допуск конусообразности по наружному диаметру фрез:
0,01 мм — для фрез длиной до 50 мм;
0,015 мм — для фрез длиной более 50 мм.
2.10. Предельные отклонения шпоночного паза — по ГОСТ 9472.
Допускается по согласованию с потребителем изготовлять шпоночный паз по ширине с полем допуска В12, по высоте — Н14.
2.11. Средний и 95 %-ный периоды стойкости фрез должны быть не менее значений приведенных в табл. 3 при условиях испытаний, указанных в разд. 4.
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.2 . Основные размеры фрез типа 1 должны соответствовать указанным на черт. 1 и в табл. 1 , типа 2 - на черт. 2 и в табл. 2 .
Число зубьев z
* Размеры D, d, L соответствуют ИСО 2584-72.
Пример условного обозначения фрезы типа 1, исполнения 1, диаметром D = 80 мм, длиной L = 100 мм, праворежущей:
Фреза 2200-0313 ГОСТ 29092-91
Пример условного обозначения фрезы типа 2, исполнения 1, диаметром D = 80 мм, длиной L = 125 мм:
Фреза 2200-0453 ГОСТ 29092-91
1.3 . Размеры шпоночного паза - по ГОСТ 9472 .
1.4 . Элементы конструкции и геометрические параметры фрез указаны в приложении.
1.5 . Фрезы исполнения 1 должны изготовляться с равномерным окружным шагом зубьев, исполнения 2 - с неравномерным окружным шагом зубьев, указанным в приложении.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1 . Фрезы должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2 . Фрезы должны быть изготовлены из быстрорежущей стали по ГОСТ 19265 .
2.3 . Твердость рабочей части фрез должна быть:
из быстрорежущей стали 63 … 66 HRC э
из стали марки 9ХС 62 … 65 HRC э
Твердость рабочей части фрез из быстрорежущей стали с содержанием ванадия 3 % и более, кобальта 5 % и более - выше на 1 - 2 единицы HRC э .
2.4 . Твердость рабочей части фрез проверяется на торце на расстоянии не более 5 мм от режущих кромок.
2.5 . Параметры шероховатости поверхностей фрез по ГОСТ 2789 не должны быть более, мкм:
- передних поверхностей режущей части (выдерживается на высоте не менее 1 /2 высоты зуба фрезы) - Rz 3,2;
- поверхности посадочного отверстия и опорных торцов - Ra 1,25;
- поверхности спинки зуба и винтовой канавки - Rz 10.
2.6 . На задней поверхности фрез вдоль режущих кромок допускается цилиндрическая ленточка шириной не более 0,05 мм.
2.7 . Допуск радиального биения режущих кромок зубьев относительно оси посадочного отверстия: 0,03 мм для двух смежных зубьев, 0,06 мм - для двух противоположных зубьев.
2.8 . Допуск биения опорных торцов относительно поверхности посадочного отверстия 0,02 мм.
2.9 . Допуск конусообразности по наружному диаметру фрез:
0 ,01 мм - для фрез длиной до 50 мм;
0 ,015 мм - для фрез длиной более 50 мм.
2.10 . Предельные отклонения шпоночного паза - по ГОСТ 9472 .
Допускается по согласованию с потребителем изготовлять шпоночный паз по ширине с полем допуска В12, по высоте - Н14.
2.11 . Средний и 95 %-ный периоды стойкости фрез должны быть не менее значений приведенных в табл. 3 при условиях испытаний, указанных в разд. 4 .
ГОСТ Р 70113-2022 Фрезы концевые радиусные вогнутые. Основные размеры
Текст ГОСТ Р 70113-2022 Фрезы концевые радиусные вогнутые. Основные размеры
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ

ГОСТР 70113— 2022
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФРЕЗЫ КОНЦЕВЫЕ РАДИУСНЫЕ ВОГНУТЫЕ
Основные размеры
Москва Российский институт стандартизации 2022
Предисловие
1 РАЗРАБОТАН Акционерным обществом «ВНИИИНСТРУМЕНТ» (АО «ВНИИИНСТРУМЕНТ»), Федеральным государственным унитарным предприятием «Всероссийский научно-исследовательский институт «Центр» (ФГУП «ВНИИ «Центр»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 095 «Инструмент»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 23 мая 2022 г. № 355-ст
4 ВВЕДЕН ВПЕРВЫЕ
© Оформление. ФГБУ «РСТ», 2022
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
ФРЕЗЫ КОНЦЕВЫЕ РАДИУСНЫЕ ВОГНУТЫЕ
Radius concave end milling catters. Base dimensions
Дата введения — 2023—07—01
1 Область применения
Настоящий стандарт распространяется на фрезы концевые радиусные вогнутые из быстрорежущей стали, предназначенные для фрезерования фасонных поверхностей с радиусами от 2 до 35 мм в деталях из стали и чугуна.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 1050 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 2848 Конусы инструментов. Допуски. Методы и средства контроля
ГОСТ 4543 Металлопродукция из конструкционной легированной стали. Технические условия
ГОСТ 16093 Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 19265 Прутки и полосы из быстрорежущей стали. Технические условия
ГОСТ 25557 Конусы инструментальные. Основные размеры
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Основные размеры
3.1 Фрезы концевые радиусные вогнутые следует изготовлять исполнений:
1 — с цилиндрическим хвостовиком с резьбой;
2 — с коническим хвостовиком Морзе.
3.2 Основные размеры фрез исполнения 1 должны соответствовать указанным на рисунке 1 и в таблице 1.
ГОСТ 9140-2015 Фрезы шпоночные с цилиндрическим, коническим хвостовиками и хвостовиком конусностью 7:24. Технические условия
Текст ГОСТ 9140-2015 Фрезы шпоночные с цилиндрическим, коническим хвостовиками и хвостовиком конусностью 7:24. Технические условия
ГОСТ 9140-2015
(ISO 1641-1:2003,
ISO 1641-2:2011,
ISO 1641-3:2011)
ФРЕЗЫ ШПОНОЧНЫЕ С ЦИЛИНДРИЧЕСКИМ, КОНИЧЕСКИМ ХВОСТОВИКАМИ И ХВОСТОВИКОМ КОНУСНОСТЬЮ 7:24
Slot drills with cylindrical, Morse taper and 7:24 taper shanks. Specifications
МКС 25.100.20
ОКП 39 1826
39 1827
Дата введения 2017-01-01
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом "ВНИИИНСТРУМЕНТ" (ОАО "ВНИИИНСТРУМЕНТ") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 95 "Инструмент"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 сентября 2015 г. N 80-П)
За принятие проголосовали:
Краткое наименование страны по
МК (ИСО 3166) 004-97
Код страны по
МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Беларусь
Госстандарт Республики Казахстан
4 Настоящий стандарт включает в себя модифицированные основные нормативные положения следующих международных стандартов:
ISO 1641-1:2003* "Фрезы концевые и шпоночные. Часть 1. Фрезы с цилиндрическими хвостовиками" ("End mills and slot drills - Part 1: Milling cutters with cylindrical shanks", MOD); ISO 1641-2:2011 "Фрезы концевые и шпоночные. Часть 2. Размеры и обозначение фрез с коническими хвостовиками Морзе" ("End mills and slot drills - Part 2: Dimensions and designation of milling cutters with Morse taper shanks", MOD); ISO 1641-3:2011 "Фрезы концевые и шпоночные. Часть 3. Размеры и обозначение фрез с коническими хвостовиками конусностью 7:24" ("End mills and slot drills - Part 3: Dimensions and designation of milling cutters with 7/24 taper shanks", MOD) в части шпоночных фрез путем внесения дополнительных положений.
________________
* Доступ к международным и зарубежным документам, упомянутым здесь и далее по тексту, можно получить, перейдя по ссылке на сайт . - .
Международные стандарты разработаны техническим комитетом по стандартизации ISO/TC 29 "Инструмент", подкомитетом SC 2 "Высокоскоростные режущие стальные инструменты и приспособления к ним" Международной организации по стандартизации (ISO).
При этом потребности национальных экономик стран, указанных выше, и особенности межгосударственной стандартизации учтены в дополнительных разделах, пунктах, которые выделены путем заключения в рамки из тонких линий или выделены полужирным курсивом*, а информация с объяснением причин включения этих положений приведена в дополнительном приложении ДВ.
________________
* В бумажном оригинале обозначения и номера стандартов и нормативных документов приводятся обычным шрифтом. - .
Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененных международных стандартах, приведены в дополнительном приложении ДА.
Сопоставление структуры настоящего стандарта со структурой примененных международных стандартов приведено в дополнительном приложении ДБ.
Стандарт подготовлен на основе применения ГОСТ Р 53003-2008.
Приказом Федерального агентства по техническому регулированию и метрологии от 8 июня 2016 г. N 563-ст стандарт ГОСТ Р 53003-2008 отменен с 1 января 2017 г.
5 Приказом Федерального агентства по техническому регулированию и метрологии от 8 июня 2016 г.а N 563-ст межгосударственный стандарт ГОСТ 9140-2015 (ISO 1641-1:2003, ISO 1641-2:2011, ISO 1641-3:2011) введен в действие в качестве национального стандарта Российской Федерации с 1 января 2017 г.
6 ВВЕДЕН ВПЕРВЫЕ
1 Область применения
1 Область применения
Настоящий стандарт распространяется на шпоночные фрезы с цилиндрическим, коническим хвостовиком Морзе и хвостовиком конусностью 7:24, предназначенные для обработки шпоночных пазов по ГОСТ 23360 в изделиях из стали.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты*:
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ГОСТ 8.051-81 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 1050-2013 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ 14034-74 Отверстия центровые. Размеры
ГОСТ 19265-73 Прутки и полосы из быстрорежущей стали. Технические условия
ГОСТ 19860-93 Конусы внутренние и наружные конусностью 7:24. Допуски
ГОСТ 23360-78 Основные нормы взаимозаменяемости. Соединения шпоночные с призматическими шпонками. Размеры шпонок и сечений пазов. Допуски и посадки
ГОСТ 23726-79 Инструмент металлорежущий и дереворежущий. Приемка
ГОСТ 24705-2004 (ИСО 724:1993) Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ 25557-2006 (ИСО 296:1991) Конусы инструментальные. Основные размеры
ГОСТ 25706-83 Лупы. Типы, основные параметры. Общие технические требования
ГОСТ ISO 5413-2015 Конусы Морзе жесткой передачи. Размеры
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Технические требования
3.1 Основные размеры
3.1.1 Шпоночные фрезы по типу хвостовика следует изготовлять в соответствии с исполнениями:
1 - с гладким цилиндрическим хвостовиком;
2 - с цилиндрическим хвостовиком с лыской;
3 - с цилиндрическим хвостовиком с резьбой;
4 - с коническим хвостовиком Морзе;
5 - с коническим хвостовиком Морзе жесткой передачи;
6 - с коническим хвостовиком 7:24 для ручной смены.
3.1.2 Фрезы изготовляют двух серий длин: короткой и нормальной.
3.1.3 Основные размеры фрез исполнений 1, 2 и 3 должны соответствовать указанным на рисунке 1 и в таблице 1.
Читайте также: