Из чего должны изготовляться металлические настилы
Обновлено: 17.05.2024
Металлический настил производится сварочным методом или по технологии холодной запрессовки. Несущий элемент представляет собой резаную стальную полосу, которая определяет длину металлоконструкции и которая несет на себе основную нагрузку. В качестве стяжных деталей применяют стальные ленты – для преснастила, или покровную арматуру – для сварных решеток. Для производства стального проката используются марки стали, согласно требованиям ГОСТ 380-2005.
Возможности производства настилочных решеток достаточно широки – современные технологии позволяют изготовить конструкцию с требуемыми габаритами для решения конкретных задач у заказчика. Но, как правило, максимальная длина стандартной решетки (L) составляет не более 6100 мм.
Сварной оцинкованный решетчатый настил: размеры по типу изделий
Действующие обозначения продукции:
KOZ – сварная конструкция с обрамлением
KNZ – конструкция без обрамления
Условные обозначения:
a – шаг несущей стальной полосы
b – шаг покровного элемента
*- размеры в осях
h – высота несущей полосы
g – толщина несущей полосы
B – ширина изделия
L – длина изделия
с – толщина обрамления


Пример обозначения решеток, изготовленных сварным методом, SP типа KOZ:
SР 34х38/30х2 Zn 6100/1000 мм, где:
a – 34 мм
b – 38 мм
h – 30 мм
Zn – покрытие цинком
L – 6100 мм
В – 1000 мм
Покрытие цинком выполняется по технологии горячего цинкования. Согласно требованиям ГОСТ 9.307-89 ширина наслоения выполняется в пределах 40…200 мкм.

Расположение секций (ячеек) в каркасе (производственные возможности)
- Сварные металлоизделия с окантовкой изготавливаются длиной несущих полотен 500, 600, 800, 1000, 1200, 6100 мм, с максимальной шириной конструкции (в стандартном варианте) – до 1000 мм. Допустимое отклонение в размерах разрешено в пределах +0/-4 мм.
- Шаг покровного элемента (b) может иметь размеры в диапазоне 19,0…152,4 мм (с плавным регулированием).
- Толщина несущей полосы (g): 2, 3, 4, 5, 6, 8 мм.
- Высота несущей полосы (h): диапазон 20…80 мм.
- Ширина решетки (В) зависит от толщины несущей полосы (g), количества шагов (n) и шагов (а), и рассчитывается по формуле: В = n * шаг + g.
- Решетки с шириной В≠1000 мм производятся по Техническому заданию клиента.

Максимальное количество шагов (n) в одной решетке при разных размерах шага (а)
| Толщина несущей полосы, mm | Для шага а=15,075 mm | Для шага а=21,63 mm | Для шага а=25,5 mm | Для шага а=34,3 mm |
| g=2 | 66 | 46 | 39 | 29 |
| g=3 | 66 | 46 | 39 | 29 |
| g=4 | 66 | 46 | 39 | 29 |
| g=5 | 46 | 39 | 29 | |
| g=6 | 29 | |||
| g=8 | 29 |
Покровные прутки для сварных решеток

Габариты несущих полос, мм

Тип обрамления сварного решетчатого настила KOZ
Техническое описание сварных решеток
- Покровный пруток имеет стабильное рифление по всей длине, что гарантирует полный эффект противоскольжения на всей поверхности решетки.
- Сварные решетки типа KOZ изготавливаются в антискользящем исполнении – SERRATED:
SERRATED Х3 – насечки с острыми окончаниями на несущих полосах
SERRATED Х4 – нарезка трапециевидной формы на несущей полосе

Размеры ячеек, габариты несущих полос решетки SERRATED аналогичны всем техническим параметрам решеток KOZ с гладкой несущей полосой.
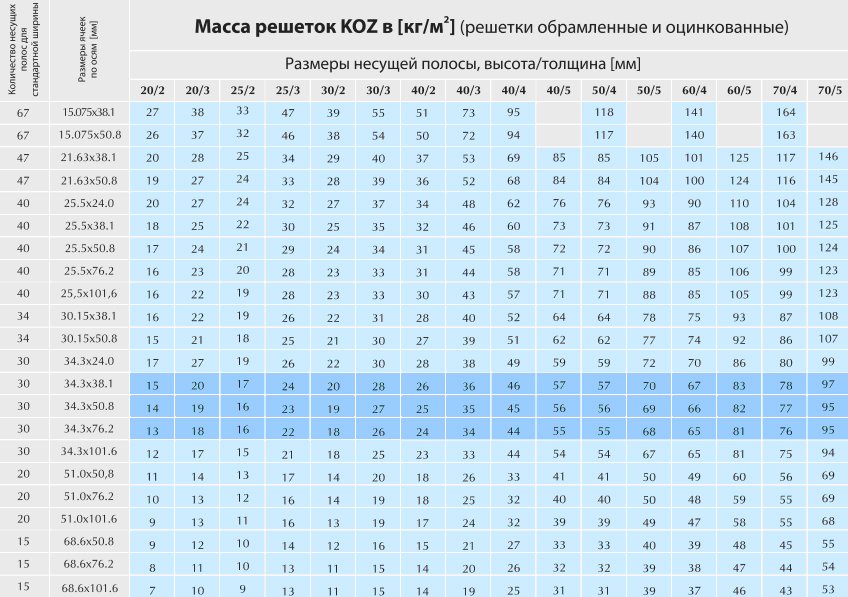
В таблице указаны расчетные данные массы 1 квадратного метра решетчатого настила, которые зависят от количества несущих полос и размеров ячеек настила. Синим цветом выделены модели решеток в стандартном исполнении (производство по стандартной производственной программе). Модели решеток, выделенные голубым цветом, доступны к продаже после согласования с отделом продаж минимального объема заказа.
Прессованный решетчатый настил: размеры и масса
Решетчатый настил производится методом впрессовывания покровных стальных лент в несущие полосы под давлением до 1650 Кн в заранее накатанные насечки. Производства изделия КОР - по DIN 24537.
Действующие обозначения преснастила:
KOР – прессованная решетка с обрамлением
KNР – конструкция без обрамления
Условные обозначения:
a – шаг несущей стальной полосы
b – шаг покровной ленты
*- размеры в осях
h – высота несущей полосы
g – толщина несущей полосы
B – ширина изделия
L – длина изделия
с – толщина обрамления

Пример обозначения решетчатого прессованного настила P типа KOР
33х11/20х2 Zn 390/590 мм, где
a – 33 мм
b – 11 мм
h – 20 мм
Zn – покрытие цинком
L – 390 мм
В – 590 мм
Расположение секций (ячеек) в конструкции (производственные возможности)
- Прессованные решетки с обрамлением изготавливаются с максимальной длиной несущей полосы (L) 2100 мм, с максимальной шириной конструкции (В) (в стандартном варианте) – до 1700 мм. Допустимое отклонение в размерах разрешено в пределах +0/-4 мм.
- Шаг покровного элемента (b) может иметь размер в диапазоне 11,0…99,0 мм.
- Толщина несущей полосы (g): 2, 3, 4 мм.
- Высота несущей полосы (h): диапазон 20…50 мм.

| G | мм | 20 | 25 | 30 | 35 | 40 | 50 | 20 | 25 | 30 | 35 | 40 | 50 | 20 | 25 | 30 | 35 | 40 | 50 |
| H | мм | 2 | 3 | 4 | |||||||||||||||
Габариты поперечных полос, мм
| G | мм | 8 | 9 |
| H | мм | 2 | |
Тип обрамления прессованного решетчатого настила KOР

Для пресснастила в стандартном исполнении с толщиной несущей полосы 4 мм используется Т-образный профиль по высоте равный высоте несущей полосы.
Техническое описание стального прессованного настила
Прессованные решетки типа KOР изготавливаются в антискользящем исполнении – SERRATED:
- SERRATED Х5 – насечки на несущих полосах
- SERRATED Х6 – нарезка на поперечной (покровной) полосе
- SERRATED Х6 – антискользящие насечки выполнены на несущих полосах и покровных лентах

Масса 1 квадратного метра прессованного настила Р зависит от количества несущих полос и размеров ячеек настила.
Из чего должны изготовляться металлические настилы
Общие технические требования
Дата введения 2003-09-01
1 РАЗРАБОТАН Дочерним открытым акционерным обществом "Центральное конструкторское бюро нефтеаппаратуры" (ДОАО ЦКБН) ОАО "ГАЗПРОМ"
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Техническим комитетом 260 "Оборудование химическое и нефтеперерабатывающее"
1 Область применения
Настоящий стандарт распространяется на конструкции металлические технологического оборудования, применяемого в газовой, нефтяной и смежных отраслях промышленности, а именно:
- блочно-комплектного (рамы, опоры трубопроводов, площадки обслуживания, лестницы, ограждения и т.д.),
- печей трубчатых и огневых подогревателей прямого нагрева (трубы дымовые, газоходы, воздуховоды, камеры радиации, камеры конвекции, переходники, площадки обслуживания, лестницы и т.п.),
- а также на трубы дымовые огневых подогревателей с промежуточным теплоносителем и огневых испарителей.
Настоящий стандарт устанавливает общие технические требования к проектированию, материалу, изготовлению, приемке конструкций металлических.
Конструкции металлические предназначены для эксплуатации в условиях макроклиматических районов с температурой воздуха наиболее холодной пятидневки не ниже минус 60 °С.
Настоящий стандарт не распространяется на лестницы и площадки, не входящие в комплект поставки блочно-комплектного оборудования печей трубчатых и подогревателей огневых, и изготавливаемые потребителем или монтажной организацией.
2 Нормативные ссылки
2.1 В настоящем стандарте использованы ссылки на нормативные документы, приведенные в приложении А.
3 Определения
3.1 В настоящем стандарте даны определения, приведенные в приложении Б.
4 Требования к проектированию
4.1 Общие требования
4.1.1 Конструкции металлические (в дальнейшем металлоконструкции) должны рассчитываться на прочность с учетом всех нагрузок, возникающих при монтаже и эксплуатации, расчетных температур.
4.1.2 При проектировании металлоконструкций следует выполнять условие:
- сопрягаемые поверхности деталей (ребер жесткости, связей, балок и т.п.), в том числе и из профильного проката, должны иметь конфигурацию проката в местах приварки с допустимым зазором под сварку (по приложению В);
- форма и размеры ребер жесткости и размещение отверстий под болты в прокатных профилях должны выполняться согласно приложению В.
4.1.3 При проектировании металлоконструкций следует учесть:
- транспортабельные для перевозки железнодорожным транспортом металлоконструкции должны поставляться в полностью собранном виде;
- нетранспортабельные должны поставляться максимально укрупненными поставочными частями.
Деление нетранспортабельных металлоконструкций на поставочные части предприятие-изготовитель производит в полном соответствии с требованиями конструкторской документации и должно отвечать следующим требованиям:
- сохранять при погрузочно-разгрузочных работах и транспортировании проектные геометрические размеры и форму;
- иметь детали для строповки при разгрузке, погрузке, укрупненной сборке на монтаже, а также быть укомплектовано деталями для закрепления конструкций в проектном положении.
4.1.4 В конструкторской документации металлоконструкций следует указывать места расположения монтажных сварных соединений.
При этом монтажные сварные соединения должны располагаться в местах, удобных для проведения сварочных работ и контроля качества.
4.1.5 При проектировании укрупненных сборочных единиц металлоконструкций должны быть предусмотрены необходимые временные элементы для их усиления (жесткости).
4.1.6 Все изменения конструкторской документации, в которых возникает необходимость при изготовлении, монтаже и эксплуатации металлоконструкций, должны осуществляться организациями - разработчиками указанной документации в установленном порядке.
4.2 Требования к проектированию металлоконструкций блока
Конструкции рам, опор, обслуживающих и грузовых площадок, лестниц должны рассчитывать на все нагрузки, возникающие при монтаже и эксплуатации.
4.2.2 Металлоконструкции должны обеспечивать удобное обслуживание (осмотр, ремонт, демонтаж) блочно-комплектного оборудования.
Количество площадок обслуживания и их габариты должны быть минимальными.
4.2.3 Площадки обслуживания, расположенные на высоте более 750 мм, должны иметь ограждение высотой 1250 мм с продольными планками, расположенными на расстоянии не более 400 мм друг от друга, а также борт по низу из листовой стали высотой не менее 150 мм, образующий с настилом зазор для стока жидкости не более 10 мм.
4.2.4 Расстояние между стойками ограждения должно быть не более 2000 мм.
4.2.5 Ширина рабочего прохода на площадках обслуживания должна быть не менее 500 мм.
По всей высоте лестниц (маршевых, стремянок) должны быть переходные площадки, установленные на расстоянии не более 6000 мм одна от другой.
4.2.6 Площадки обслуживания должны оборудоваться лестницами.
- площадки, расположенные на высоте до 750 мм, следует оборудовать ступенями;
- если к устройствам блочно-комплектного оборудования при эксплуатации требуется доступ каждую смену, то площадки, расположенные на высоте более 750 мм, следует оборудовать маршевыми лестницами с ограждениями;
- если доступ к люкам необходим при ремонте или освидетельствовании аппаратов, и к задвижкам через большие промежутки времени, а также для обслуживания аппаратов колонного типа, допускается площадки, расположенные на высоте более 750 мм, оборудовать стремянками;
- при расстоянии между площадками более 2000 мм необходимо предусмотреть крепление стремянок к аппарату косынками толщиной не менее 8 мм.
4.2.7 Маршевые лестницы должны иметь уклон не более 60° к горизонтали. Ширина маршевых лестниц должна быть не менее 650 мм, рекомендуемая величина 700 мм.
4.2.8 Расстояние между ступенями по высоте маршевых лестниц должно быть не более 250 мм. Ступени должны иметь уклон вовнутрь 2-5°.
С обеих сторон ступени должны иметь боковые планки или бортовую обшивку высотой не менее 150 мм, исключающие возможность проскальзывания ног человека.
Лестницы с двух сторон должны быть оборудованы ограждениями высотой 1000 мм.
4.2.9 Лестницы-стремянки, как правило, должны располагаться вертикально или иметь уклон не менее 75° к горизонтали.
Ширина лестниц-стремянок должна быть не менее 600 мм.
4.2.10 Лестницы-стремянки (тоннельного типа), начиная с высоты 2100 мм от пола или переходной площадки, должны иметь ограждения в виде дуг радиусом 350-400 мм.
Расстояние от самой удаленной точки дуги до ступеней должно быть в пределах 700-800 мм.
Дуги следует располагать на расстоянии не более 800 мм одна от другой и соединять их не менее чем тремя продольными полосами. При этом концы полос не должны выступать за пределы крайних дуг.
4.2.11 При выходе на площадки тетивы стремянок, служащие поручнями, и предохранительные дуги должны заканчиваться на высоте ограждения площадки.
4.2.12 Расстояние между ступенями по высоте лестниц-стремянок и лестниц тоннельного типа должно быть не более 350 мм.
4.2.13 Площадки (обслуживания, переходные), рамы и ступени маршевых лестниц должны иметь металлический настил с поверхностью, исключающей возможность скольжения.
Настил должен быть выполнен из просечно-вытяжного листа марки ПВ 506 по ТУ 36.26.11-5.
Для площадок, располагаемых в помещении, допускается настил выполнять из рифленого листа по ГОСТ 8568.
4.2.14 Вырезы в настиле площадок обслуживания из просечно-вытяжного листа под люки, штуцеры, трубопроводы и т.п. должны быть обрамлены для скрытия острых краев уголком 50x50x5 из стали Ст3пс.
4.2.15 Ступени из просечно-вытяжного листа по переднему обрезу должны быть обрамлены уголком 50x50x5 из стали Ст3пс.
4.2.16 Площадки, лестницы и ограждения должны выдерживать следующие нагрузки:
- площадки обслуживания - 408 кгс/м;
- лестницы (маршевые и стремянки) - не более 250 кг;
- ограждения - боковую нагрузку 31 кгс/м.
На площадки допускается передавать равномерно распределенную нагрузку от обвязочных трубопроводов 75 кгс/м.
4.2.17 Прямоугольные площадки длиной более 3600 мм должны устанавливать на трех кронштейнах.
4.2.18 Подкладной лист под опору (кронштейн) должен иметь форму прямоугольника с размерами на 120 мм больше размера опоры.
4.2.19 Сборку секторных площадок с опорами следует производить с помощью болтового соединения.
На монтаже после сборки секторные площадки должны быть приварены к опорам секторных площадок катетом сварного шва не менее 4 мм, а также между собой с помощью листов размером 150 мм 100 мм. Необходимость приварки площадок следует отразить в технических требованиях чертежа.
Настил площадок секторных, примыкающих к аппарату, приваривается на монтаже после приварки площадок к опорам.
4.2.20 В местах прохода людей над трубопроводами, расположенными над поверхностью площадки или пола, должны быть устроены переходные мостики шириной не менее 600 мм.
Мостики с двух сторон должны иметь лестницы с ограждениями. Требования к настилу и ограждению мостиков те же, что и для площадок.
4.2.21 В местах примыкания головки болта или гайки к наклонным плоскостям (швеллеры и др.) ставятся косые шайбы по ГОСТ 10906 или специальные планки.
4.2.22 Для периодического обслуживания оборудования, расположенного в блок-боксах, допускается применение переносных раздвижных лестниц-стремянок, изготовленных в искробезопасном исполнении. Лестницы-стремянки должны иметь устройства, исключающее их самопроизвольное раздвигание. Переносные лестницы-стремянки должны включаться в комплект поставки блок-боксов.
4.2.23 Опоры трубопроводов блоков должны быть рассчитаны на вертикальные нагрузки от массы трубопровода с транспортируемой средой и изоляции, а также на нагрузки, возникающие при термическом расширении трубопровода. Проектирование опор трубопроводов следует выполнять с учетом требований ГОСТ 22130.
4.2.24 Опоры трубопроводов блоков транспортирующих сероводородные среды должны проектироваться, как правило, хомутовые. Применение приварных опор к трубопроводу не допускается.
4.3. Требования к проектированию металлоконструкций печей, подогревателей огневых
4.3.1 При проектировании и расчете металлоконструкций печей трубчатых (камер радиации, камер конвекции, переходников, трубы дымовой, стоек-опор и т.д.) и подогревателей огневых необходимо руководствоваться следующей документацией: ГОСТ Р 51273, ГОСТ Р 51274, ГОСТ 14249, СНиП II-23 и настоящего стандарта.
Какие существуют виды настилов
Металлический настил представляет собой вид напольного покрытия, которое изготавливают из различных марок стали. Отличительной особенностью изделий является большое количество ячеек, которые могут иметь квадратную или прямоугольную форму, в зависимости от вида. Сфера практического применения данных металлоконструкций очень широка: склады, строительные площадки, предприятия логистики, химической, пищевой, машиностроительной промышленности, автомойки и т.д. Такая популярность обусловлена, прежде всего, надёжностью, возможностью быстрого монтажа, универсальностью применения и доступной стоимостью. Металлический настил различают по способу изготовления и сфере использования.
Виды настилов по способу производства
Сварной настил из стали. Представляет собой короб, в котором несущие полосы соединяются стальными прутками методом сварки. Основные полосы производят из резаного полотна углеродистой или легированной стали по ГОСТ 19903. Для изготовления покровных прутков используют проволоку круглого или винтового сечения, или арматурную сталь круглого или квадратного сечения. Ширина несущей полосы может варьироваться от 20 до 50 мм, толщина 2-5 мм.

Прессованный настил – армированное стальное полотно прямоугольной или квадратной формы. Ячеистая конструкция настила получается методом прессования несущих и соединительных пластин. Готовое изделие может иметь различные формы и размеры – в зависимости от назначения и сферы применения.

Виды настилов по сфере применения
Различные виды настила могут использоваться, как самостоятельное изделие, так и быть элементом в металлоконструкции.
Металлическая решетка для систем грязезащиты
Используют перед входной группой, промышленными воротами, въездом в здания, в переходах и т.д. Решетка представляет собой прекрасный барьер, который удерживает внутри конструкции снег, песок, траву, листья и мелкий сор.
- Снизить уровень загрязнения.
- Уменьшить количество уборок.
- Понизить уровень травматизма в период дождей и гололеда за счет лучшего сцепления обуви подошвы и покрытия пола.
Стальной настил для стеллажей
В складских и логистических системах хранения широко применяются стальной решетчатый настил. В зависимости от конфигурации и размеров решеток сооружают стеллажи любых форм и габаритов. Для этого используют любые виды настила: сварные и прессованные решетки со стандартным или заниженным обрамлением.
- Построение любых стеллажных конструкций: многоярусных, фронтальных, полочных, консольных, глубинных, гравитационных и т.д.
- Сооружение стеллажей для хранения тяжелого и крупногабаритного товара.
- Построение мобильных и быстроразборных конструкций в зданиях, на открытом воздухе, в холодильных складах.
- Экономия электроэнергии на освещение.
- Возможность совмещения с инженерными коммуникациями.
Настил для лестничных ступеней
В гражданском и промышленном строительстве широко востребованы решетчатые ступени из стали. Ячеистая структура исключает риск соскальзывания обуви с поверхности ступени и снижает случаи травматизма. Для установки ступеней по бокам решетчатого настила предусмотрены монтажные планки с отверстиями для крепежа.
- Возможность сооружения любых видов лестничных конструкций, в т.ч. нестандартных.
- Высокая степень безопасности при эксплуатации.
- Возможность построения лестниц с расчетной нагрузкой свыше двухсот килограмм.
Грузовой настил
Это высокопрочное изделие, использующееся на объектах с высокой проездной способностью тяжелого грузового транспорта. К таким объектам относятся места товарных загрузок, эстакады, элеваторы, мосты и т.д. Также, грузовой настил применяют для размещения тяжелых грузов на полу.
Для этих целей используют решётки с равномерным распределением нагрузки, способный выдерживать массу до 60 тонн.
- Создание зон для проезда тяжелого и специального автотранспорта.
- Сооружение погрузочных площадок для любых грузов, в т.ч. для легковоспламеняющихся, нестандартных и крупногабаритных.
Настил для пола автомастерской и СТО
На станциях мойки и техобслуживания используют стальной решетчатый настил, который соединяет в себе функции пола, водостока, системы воздухообмена и сбора грязи. Для этих целей используют все виды решёток из стали с дополнительным покрытием цинком.
- Создание оптимальных условий для ремонта и обслуживания машин.
- Многофункциональность и долговечность.
- Устойчивость к перепадам температур, влажности, ударам и нагрузкам по весу.
- Возможность изготовления на заказ любых размеров и конфигураций.
- Длительный срок эксплуатации.
- Антискользящие функции.
- Прочная взломостойкая конструкция.
- Быстрый монтаж, легкое обслуживание и замена.
- Эстетичный внешний вид.
Наш каталог
Компания РешМеталл предлагает различные виды настила для оборудования объектов гражданского и промышленного назначения. В продаже представлены различные варианты сварного и прессованного настила с различным типом обрамления и крепежа. Подбор изделий осуществляется по виду применения и требуемой конфигурации (размер ячейки, габариты решетки, способа крепления и других параметров). Правильный выбор металлоконструкции позволит создать объект с оптимальными параметрами и длительным сроком эксплуатации.
Пол для промышленности
Металлический настил представляет собой один из видов напольного покрытия, широко использующегося в промышленном строительстве. Высокие прочностные характеристики позволяют использовать данное изделие в качестве покрытия пола на химических объектах, в холодильных складах, терминалах, металлургических производствах, заготовительных комбинатах и т.д. Конструкция промышленного настила состоит из жесткого короба, внутри которого несущие стальные полосы соединяются поперечными элементами в виде прутков или пластин в зависимости от способа изготовления.

Сферы применения
Решетчатый настил – многофункциональное покрытие для пола, предназначенное для индустриального применения без ограничения по условиям эксплуатации. Промышленные настилы в качестве покрытия используются в следующих отраслях.
- Промышленные настилы в холодильных складах.
- Пол в системах хранения готовой продукции.
- Промышленные площадки на эстакадах.
- Площадки сборки и ремонта машин.
- Промышленные металлические решетки на стеллажных многоэтажных конструкциях.
- Ступени.
- В качестве покрытия пола на кораблях.
- Ступни и трапы.
- В качестве промышленных полов в цехах.
- В системах переходов и мостков.
- В составе вентиляционных и дренажных систем
- Переходы.
- В системах грязезащиты зданий.
- Сварные стальные решетки.
- Прессованные решетки.
Сварной промышленный настил
Конструкция состоит из жесткого каркаса и опорных полос с разным шагом расположения. Стыковочным звеном между стальными полосами служит арматура или пруток, которые по своим характеристикам не несут распределительной нагрузки, а лишь обеспечивают перпендикулярность основных полос.
Связующая арматура изготавливается с круглым (по ГОСТ 5781) или профильным сечением (по ГОСТ 5781, ГОСТ Р 52544). Соединительная проволока имеет квадратное винтовое, периодическое, гладкое круглое сечение. Вышеперечисленные элементы производят из углеродистых и легированных марок стали.
Несущие полосы представляют собой резаные ленты из рулонной высококачественной нержавеющей стали толщиной 2-8 мм длиной 20-60 мм. По индивидуальному заказу возможно изготовление промышленного настила сварного типа с другими техническими параметрами.
Отличия сварного и прессованного настила
Промышленный настил сварного типа по своим весовым характеристикам немного легче прессованной решетки. Это связано с тем, что связующие прутки имеют меньшую массу, чем соединительные полосы в пресснастиле.
Конструктивно сварная решетка имеет большую светопрозрачность, чем прессованный настил - до 10%. Это позволяет уменьшить расход электроэнергии для освещения многоэтажных конструкций, где настил используется в качестве межэтажных перекрытий пола.
Прессованный настил: конструктивные особенности
Промышленный пресснастил изготавливают по технологии холодной запрессовки, где в качестве связующих элементов используют резаные стальные ленты, уложенные в пазы несущих полос. Исходным материалом для изготовления решеток служит высокопрочные марки углеродистой и нержавеющей стали.
Размеры ячеек, габариты решеток и вид окантовки зависят от модификации решетки. Соединение перпендикулярных элементов происходит прессованием под давлением 5 тонн. Пол для промышленности в виде сварных решеток может иметь функцию антискольжения. Дополнительную устойчивость обеспечивают специальные элементы против скольжения, находящиеся на связующих перпендикулярных полосах.
Обрамление и крепление
- Стандартная. Каркас решетки имеет обрамление по высоте равное высоте несущих полос.
- С обрамлением. Каркас выполнен в усиленном варианте и завышенной высотой по краю, идущее вниз.
- Выступ из угольника. К металлическому каркасу приваривается стальной уголок по высоте равный несущим полосам.
- Плинтус. Обрамление короба выполнено в усиленном варианте и завышенной высотой по краю, идущее вверх.
Продукция компании «РешМеталл» поставляется вместе с крепежными элементами, которые обеспечивают надежное соединение с основанием пола. В качестве крепежа используются скобы, саморезы, болты, прижимные планки и другие элементы, в зависимости от способа крепления.
Преимущества использования решетчатого настила в качестве пола для промышленности
- Стальные решетки представляют собой универсальное покрытие для промышленных полов, которым можно покрыть любую площадь.
- Применение промышленного настила позволяет сократить общепроизводственные расходы на покрытие пола из просечно-вытяжных листов или бетона.
- По долговечности, надежности, нагрузочной способности, устойчивости к негативным факторам и противопожарной безопасности промышленный настил во многом превосходит другие виды покрытия.
- Отличительной особенностью решетчатого настила является быстрота монтажа и легкость в обслуживании. Замена одного элемента выполняется в течение нескольких минут. Для этой процедуры не потребуется остановка технологических процессов.
- Решетки, используемые в качестве перекрытий в многоэтажных конструкциях, позволяют экономить на освещении.
- Решётки легко совмещаемы с электропроводами и другими инженерными коммуникациями.
- Горячее цинкование обеспечивает надежную защиту решетчатого покрытия от влияния влаги, ультрафиолета, ударных нагрузок.
- Промышленные металлические решетки обеспечивают дренаж, вентиляцию и служат дополнительным барьером от попадания грязи в помещения.
Продажа по каталогу
Размеры и количество решеток подбирается с учетом площади помещения, где будет использовано покрытие. Компания «РешМеталл» предлагает ячеистый настил любых конфигураций и размеров. Правильно рассчитать количество и осуществить заказ помогут наши консультанты.
Читайте также: