Из чего состоит сверло по металлу
Обновлено: 18.05.2024
В этой статье мы подробно расскажем, как выбрать сверло по металлу. Вы получите ответы на следующие важные вопросы.
- Какие выбрать сверла по металлу для выполнения определенных работ?
- Какие характеристики и особенности имеют самые популярные спиральные разновидности?
- О чем говорит цвет сверл?
- Как читать их маркировку?
- Для чего подходят различные хвостовики?
- Что следует дополнительно учесть при выборе сверл?
Изучив информацию, вы сможете без проблем купить сверла по металлу, которые лучше всего справятся со своими задачами.
Выбираем сверла по металлу в зависимости от их вида и назначения
Выбирая сверло по металлу, мастер, в первую очередь, смотрит на его вид.
Спиральные сверла
Самый популярный вид. Эти простые дешевые сверла предназначены для проделывания глухих и сквозных отверстий определенных диаметров. Рабочая часть представляет собой цилиндрический стержень с двумя режущими кромками. Канавки служат для отвода стружки.

Фотография №1: спиральные сверла по металлу
Конусные сверла
Рабочие части имеют форму конусов. В быту такие сверла по металлу применяют редко. Они лучше всего подходят для специальных станков и двуручных дрелей. С их помощью проделывают отверстия с диаметрами от 6 до 60 мм.

Фотография №2: конусное сверло по металлу
Как выбрать ступенчатое сверло по металлу
Конические ступенчатые сверла по металлу лучше всего подходят для проделывания отверстий в тонких листах. Выглядят эти инструменты так.
Фотография №3: ступенчатое сверло по металлу
Как видите, при проделывании отверстий различных диаметров в тонколистовом металле инструмент не нужно менять.
Центровочные сверла по металлу
Центровочные сверла по металлу предназначены для проделывания в заготовках центровочных отверстий. Они необходимы для фиксации изделий на различных специальных станках.

Фотография №4: центровочные сверла по металлу
Левосторонние сверла
Левосторонние сверла по металлу специально предназначены для высверливания болтов и винтов со сломанными головками. С помощью обычных сверл сделать это не получится. Болт или винт будет прокручиваться.

Корончатые сверла по металлу
Корончатые сверла или кольцевые фрезы применяют для быстрого просверливания в металлических заготовках отверстий больших диаметров (от 15 до 100 мм). Принцип работы таких инструментов основан на корончатом фрезеровании. На него тратится в 4–12 раз меньше энергии, чем при использовании обычных сверл.

Фотография №6: корончатые сверла по металлу
Такие сверла предназначены для установки на сверлильные, фрезерные и токарные станки. Для ручной работы используют специальные инструменты с зажимами типа QuickIN Plus.
Перовые сборные сверла
Перовые сборные сверла отлично подходят для обработки чугуна, конструкционной стали и твердых поковок. С помощью этих инструментов проделывают фасонные и ступенчатые отверстия больших диаметров. Перовые сборные сверла состоят из державок, к которым крепят пятигранные режущие пластины различных размеров. Для отвода стружки на них имеются специальные канавки.

Твердосплавные сверла
Твердосплавные сверла изготовлены с применением особо прочных материалов. Существуют следующие разновидности таких инструментов.
- Монолитные.
- Сварные.
- Со специальными пластинами.

Такие инструменты покупают для обработки заготовок из жаропрочных сталей и сплавов титана.
Далее расскажем, как выбрать качественное спиральное сверло по металлу.
Спиральные сверла по металлу: особенности выбора
При выборе сверл по металлу мастера смотрят на:
- материал изготовления;
- цвет;
- маркировку;
- размеры;
- форму хвостовика;
- производителей.
Из каких материалов изготавливают сверла по металлу
Основной материал, идущий на изготовление сверл по металлу, — быстрорежущая сталь. Для повышения надежности и расширения функционала добавляют кобальт и молибден.
К примеру, если в сплаве содержится 5 % кобальта, срок службы сверла увеличивается в три раза. Таким инструментом можно работать с заготовками из нержавеющей и легированной сталей с пределами с пределами прочности на растяжение до 1000 Н/мм2.
Что говорит цвет сверл по металлу о технологиях их изготовления
При выборе сверла по металлу его качество можно оценить по цвету.
Изготовлены без применения дополнительной обработки. В быту используются чаще всего. Однако качество, срок службы и функциональность оставляют желать лучшего.

Фотография №9: самые распространенные сверла по металлу
Черный цвет говорит о том, что при финишной обработке инструментов использовался перегретый пар. Такие сверла подходят для работы с заготовками из легированных и углеродистых сталей, цветных металлов и иных материалов с прочностью на растяжение до 800 Н/мм2.

Фотография №10: парооксидированные сверла по металлу
- Сверла по металлу со слабым золотистым оттенком.
Он означает, что при финишной обработке применяли отпуск для снятия внутренних напряжений и закалку. Отличаются надежностью и долговечностью.

Фотография №11:: закаленное сверло по металлу
Стоят дороже аналогов, но отличаются максимальными качеством и долговечностью. Ярко-золотой цвет означает, что сверло покрыто нитритом титана. При помощи таких инструментов можно обрабатывать заготовки из материалов с прочностью на растяжение до 1100 Н/мм2. Еще одно преимущество таких сверл — низкий коэффициент трения.

Фотография №12: сверло, покрытое нитритом титана
Размеры сверл по металлу
Размер также относится к основным критериям выбора спирального сверла по металлу. По ГОСТу эти инструменты делятся на три группы.
- Короткие. Диаметр — 0,3–20 мм. Длина — 20–131 мм.
- Удлиненные. Диаметр — 0,3–20 мм. Длина — 131–205 мм.
- Длинные. Диаметр — 1–20 мм. Длина — 205–254 мм.
Выбирайте сверла по металлу в зависимости от габаритов заготовки, а также типа и диаметра отверстия, которое необходимо проделать.
Российская и зарубежная маркировки сверл
По российским стандартам:
- маркировке подлежат все спиральные сверла диаметром от 2 мм;
- на сверла диаметром 2–3 наносят лишь марку стали и поперечное сечение;
- на сверла диаметром от 3 мм также наносят логотип компании-производителя.
В российских маркировках присутствуют цифры и буквы «Р», «М» и «К».
- «Р6». Означает, что сверло изготовлено из быстрорежущей стали с 6-процентным содержанием вольфрама.
- «М5». Говорит о том, что в сплаве присутствует молибден (5 %).
- «К5». Добавлен кобальт (5 %).

Изображение №1: правила расшифровки российских маркировок
В зарубежных маркировках букву «Р» заменяет аббревиатура HSS. К ней добавляют информацию о составе сплава и предназначении сверла. Перечислим чаще всего встречающиеся обозначения и их расшифровки.
- HSS-TiN. Свело покрыто нитридом титана. Термостойкость инструмента — 600 °C.
- HSS-TiAN. Нитрид титана легирован алюминием. Термостойкость инструмента — 900 °C.
Это самые надежные и износостойкие сверла, предназначенные для работы с различными металлами (включая титан).
- HSS-G. Предназначение таких инструментов — сверление углеродистых и легированных сталей, а также сплавов из меди и алюминия.
- HSS-E. Кроме вышеперечисленных материалов сверлят нержавеющие и кислотостойкие стали.
- HSS-G Co 5. Сверлят различные металлы с прочностью на растяжение до 1100 Н/мм2.

Фотография №13: пример зарубежной маркировки сверла
Выбор спирального сверла по металлу по форме хвостовика
При выборе сверла по металлу также обратите внимание на форму хвостовика. Хвостовик — это часть сверла, которая зажимается в патроне. Существуют следующие основные разновидности хвостовиков.
Самый распространенный тип. Обычно диаметры хвостовика и сверла совпадают, но есть и модели, в которых хвостовики толще или тоньше рабочих частей. К недостаткам цилиндрических хвостовиков относят невозможность передачи инструменту большого крутящего момента. Главное достоинство заключается в том, что при заклинивании сверла дрель не сломается.

Фотография №14: сверло с цилиндрическим хвостовиком
Могут зажиматься обычными кулачковыми патронами и вставляться в специальные держатели. На сверла с такими хвостовиками можно передавать большие крутящие моменты. При установке таких инструментов в держатели немного снижается точность.

Фотография №15: сверла с шестигранными хвостовиками
Сверлами с такими хвостовиками оснащают промышленные дрели и станки.

Фотография №16: сверла с коническими хвостовиками
Лучшие производители сверл
Перечислим производителей сверл, продукция которых пользуется популярностью.
Эта немецкая компания занимает лидирующую позицию на рынке. Несмотря на высокие цены спрос на продукцию не уменьшается, т. к. она отличается высокими качеством и долговечностью. Купить сверла Bosh можно как поштучно, так и в наборах.

Фотография №17: сверла Bosch
Эта компания также находится в Германии. Поставляет на мировой рынок различные режущие инструменты. Продукция сочетает в себе высокое качество и приемлемую стоимость. Особого внимания заслуживает серия спиральных сверл с крестовой заточкой (TL 3000).

Фотография №18: сверла Ruko
Это один из ведущих отечественных производителей. Рекомендуем обратить внимание на серию «Кобальт». В нее входят надежные, точные и качественные сверла по металлу (ГОСТ 10902-77). При этом цены на продукцию значительно ниже.

Фотография №19: сверла «Зубр»
Это наша собственная торговая марка. Мы специализируемся на выпуске износостойких и качественных спиральных сверл по ГОСТу 10902-77 с цилиндрическими хвостовиками. На изготовление идет быстрорежущая сталь марки Р6М5. Наши сверла подходят для работы с различными металлами (серый чугун, цветные металлы и их сплавы, жаропрочные, высокопрочные и стойкие к коррозии стали и сплавы, титановые сплавы и пр.). Приобрести нашу продукцию вы можете по максимально низким ценам.

Как правильно выбрать сверло по металлу: важные особенности
Чтобы правильно выбрать сверло по металлу, учтите следующие важные особенности.
- Обратите внимание на угол заточки. Его выбирайте в зависимости от типа металла, который будете сверлить.
- Бронза — 130–140°.
- Чугун — 118°.
- Конструкционная сталь — 116°.
- Нержавеющая сталь — 120°.
- Если приобретаете сверла для редкого бытового пользования, можно сэкономить и купить дешевые серые модели. В противном случае — выбирайте качество.
- Удостоверьтесь в том, что хвостовик подходит к вашему инструменту.
- Если нужно соблюсти допуски, приобретайте сверла повышенного класса точности (А1).
Как выбрать сверло по металлу для дрели под саморез
Чтобы подобрать сверло под саморез по металлу, руководствуйтесь следующим принципом. Диаметр сверла должен быть меньше диаметра самореза.
| диаметр резьбы,d | диаметр сверла, мм |
| ST 2,9 | 2,4 |
| ST 3,5 | 2,9 |
| ST 3,9 | 3,2 |
| ST 4,2 | 3,7 |
| ST 4,8 | 4,2 |
| ST 5,5 | 4,9 |
| ST 6,3 | 5,9 |
Изображение №2: таблица для выбора диаметров сверл под саморезы по металлу
Перед вкручиванием крепежа смажьте отверстие машинным маслом. Фиксация пройдет без особых усилий.
Геометрия и элементы цилиндрических сверл по металлу
Цилиндрическое сверло по металлу: основные разновидности и область применения. Особенности конструкции и основные элементы спиральных сверл: рабочая часть, хвостовик, шейка. Типы хвостовиков: цилиндрический и конический. Применяемые ГОСТы.
Цилиндрическое сверло по металлу является наиболее известным инструментом для выполнения отверстий. История приспособлений ведет свой отсчет с 1867 года, когда на Всемирной торговой выставке американской компанией Морзе был представлен первый инструмент. По настоящее время конструкция цилиндрических сверл практически не менялась – основные изменения относились к используемым конструкционным материалам.
В настоящей статье мы рассмотрим разновидность сверлильных приспособлений винтового типа, которые используют для выполнения сквозных и глухих отверстий в металлических изделиях.
Характеристики и назначение цилиндрических сверл
Цилиндрические сверла известны и под другими именами: их также называют спиральными или винтовыми.
Современные изделия различаются по следующим параметрам:
- Используемый материал. Инструменты профессионального назначения изготавливают из быстрорежущей стали. Наибольшей популярностью у отечественных производителей пользуется сорт Р6М5. Его ценят за хорошую прочность и устойчивость к износу: сверла из данного материала отлично держат заточку и не теряют эксплуатационных качеств даже под действием высокой температуры.
- Метод получения профиля. Для повышения точности инструмента используют метод шлифования. Кроме того, такой подход позволяет продлить срок службы приспособления.
- Наличие дополнительной заточки. Острие сверла подвергают дополнительной обработке. Метод используют при производстве изделий профессиональной серии для повышения центровки и снижения нагрузки в процессе эксплуатации.
- Максимальный диаметр отверстия. У самых крупных экземпляров этот показатель может достигать 80 мм.
Изготовление цилиндрических сверл по металлу осуществляется в условиях массового производства. К готовым изделиям предъявляют повышенные требования, которые регламентированы различными межгосударственными стандартами. Несмотря на это, себестоимость сверл по металлу невелика.
Геометрия спиральных сверл практически не менялась с момента выпуска первых экземпляров. Именно благодаря продуманной конструкции рабочей части приспособление получило широкое распространение.
- Винтовые каналы обеспечивают хороший отвод побочных продуктов сверления.
- Острый угол между касательной и режущей кромками облегчает процесс выполнения работ.
- Сверло по металлу цилиндрического типа является многоразовым инструментом: оно выдерживает большое количество переточек, которые выполняются вручную или с помощью станков.
- На наружной поверхности калибрующей части имеются специальные ленточки: они обеспечивают устойчивое направление движения в отверстии.
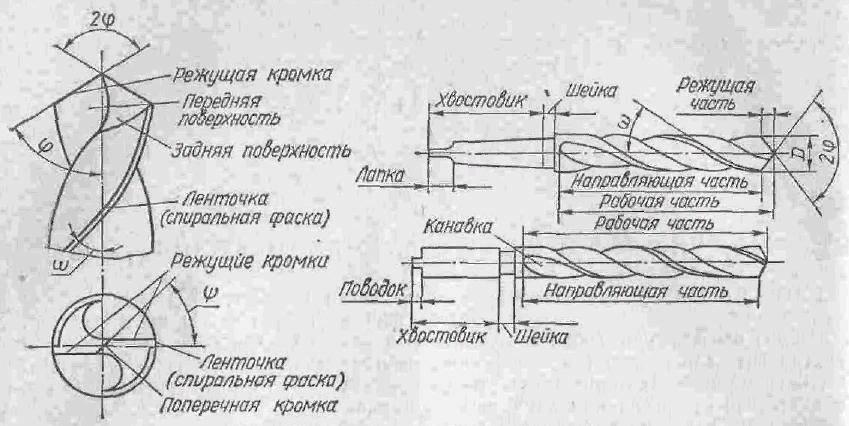
Особенности конструкции
- Рабочая часть. Состоит из двух спиральных (винтовых) каналов. Их пересечение формирует режущую часть. Каналы обеспечивают подачу охлаждающей жидкости в зону сверления и отвечают за вывод стружки в процессе выполнения работ.
- Хвостовик. Эта часть фиксируется в патроне рабочего оборудования. Различают два типа хвостовиков: конические (типа Морзе) с лапкой на конце и цилиндрические.
Хвостовик не подвергают термической обработке. Это необходимо для повышения силы трения в патроне и возможности правки по длине. Для инструмента с диаметром рабочей части свыше 8 мм основным материалом хвостовика является конструкционная сталь типа 40Х. Этот элемент является отдельным узлом, который впоследствии приваривают к рабочей части изделия. При этом лапки сверла подвергают закалке с целью повышения прочности, поскольку их используют для выбивания инструмента из шпинделя или переходной втулки.
- Шейка. Здесь находится маркировка инструмента: рабочий диаметр, тип материала, а также информация об изготовителе.

Рассмотрим подробнее рабочую поверхность. Она состоит из двух частей: калибровочной и режущей. Первая представляет собой узкую полоску, расположенную вдоль винтовых каналов. Она придает инструменту дополнительную устойчивость в процессе резания. Режущая часть состоит из нескольких кромок:
- Главная (2 ед.). Она образована пересечением передних и задних канавок.
- Вспомогательная (2 ед.). Эти кромки расположены вдоль спирали сверла. Они образованы пересечением передних каналов с калибровочной частью.
- Дополнительная (1 ед.). Кромка конусной формы, расположенная в задней части инструмента.
Важную роль играет угол вершины. На изображении он имеет обозначение 2φ. Его величина зависит от типа обрабатываемого материала. Например, для высокопрочных сортов стали этот показатель варьируется в диапазоне от 125 до 150 ºC, а для чугуна и бронзы – 90–100 ºC.
Перейдем к особенностям сверл с разными хвостовыми частями.
Сверла цилиндрические с конической хвостовой частью
Данные изделия отличаются длиной и типом. Их используют для обработки различных металлических деталей с помощью стационарных станков. Благодаря конической форме хвостовика увеличивается контактная площадь, что гарантирует надежность крепления и способствует повышению точности сверления.
Посадочная часть конусной формы соответствует стандарту Морзе: от 1 до 6.
На оборудовании с патроном цилиндрической формы используют специальные переходные втулки.
Сверла с хвостовиками конического типа отличаются большим рабочим диаметром: этот параметр может достигать 90 мм. Для сравнения: для изделий цилиндрической формы показатель редко превышает 25 мм.
Сверла с хвостовиками цилиндрической формы
Основное отличие подобных изделий заключается в длине. Существуют линейки короткой, средней и длинной серий. Это позволяет подобрать оптимальный размер сверла спирального с цилиндрическим хвостовиком под любые условия выполнения работ.
Помимо длины, инструменты отличаются классом точности. Основными категориями являются:
Межгосударственный стандарт
Как было указано выше, все изделия отечественного производства подчиняются требованиям ГОСТов. Основными межгосударственными стандартами, которые регламентируют производство рассматриваемых инструментов, являются:
- 10903-77;
- 22736-77;
- 4010-77;
- 19544-74;
- 20694-75.
Цилиндрические сверла по металлу используют в различных отраслях промышленности для выполнения глухих и сквозных отверстий. Как вы считаете, какое покрытие изделий обеспечивает наибольшую износостойкость? Напишите ваше мнение в блоке комментариев.
Устройство и преимущества твердосплавных сверл
Твердосплавные сверла по металлу: назначение, устройство, конструктивные особенности, классификация. Расшифровка условного обозначения. Сфера применения твердосплавных пластин. Охлаждение и смазка. Критерии подбора.

Твердосплавные сверла по металлическим изделиям применяют для эффективного и производительного засверливания, рассверливания и сверления отверстий в сталях легированных и жаропрочных, чугуне ковком, отбеленном и сером, цветных металлах и сплавах, а также в материалах неметаллического происхождения повышенной прочности (мрамор, камень, кирпич, полимеры т. д.). Так сверла назвали из-за применяемого материала для режущей части: изготавливается из специальных твердых сплавов, характеризующихся высокими показателями твердости, жаростойкости и износостойкости. Выпускается расходный материал производителями разных стран диаметром от 0,1 до 150 мм для решения разноплановых задач. Используется и для выполнения следующих технологических операций: снятия фасок и растачивания ранее выполненных отверстий.
Конструктивные особенности
Конструктивно изделие, как и любой другой вид сверла, состоит из рабочей части и хвостовика.

Отличаются изделия материалом изготовления и конструктивными особенностями рабочей части. Материалами для их изготовления служат сплавы вольфрамо-карбидной группы марок ВК3, ВК4, ВВ6, ВК8, ВК10, ВК3-М, ВК6-ОМ, ВК10-ОМ, ВК15-ОМ и др. Расшифровывается условное обозначение следующим образом. ВК обозначает карбид вольфрама, цифра, идущая за ним – содержание кобальта в %. Буквы М и ОМ обозначают зернистость сплава: М – мелкозернистый, ОМ – особомелкозернистый. Отсутствие буквы означает, что сплав средней зернистости. Таким образом, условное обозначение ВК15-ОМ говорит, что сплав является особомелкозернистым с содержанием карбида вольфрама в количестве 85 % и кобальта 15 %.
При нагреве свыше 900 °C и даже выше такие сплавы, спеченные и литые, сохраняют свои качественные характеристики. Выбор конкретной марки зависит от вида обработки материала, в котором будет выполняться сверлильная операция. Это может быть черновое, получистовое, чистовое и окончательное сверление.
Твердосплавные режущие инструменты обязательно жестко закрепляются в патроне оборудования и работают в жестких условиях – при больших скоростях. Поэтому внутреннюю часть сверл среднего и большого диаметра выполняют с канавками для подачи охлаждающего вещества. Это уменьшает износ режущих кромок и температуру нагрева, облегчает отвод стружки.

Классификация сверл твердосплавных
- способу изготовления (с пластинами, коронками, цельные, сварные);
- конструкции хвостовика (цилиндрический, конический, многогранный, специальной формы);
- направлению вращения (левые, правые);
- серии исполнения (укороченная, короткая, средняя);
- точности изготовления (нормальной, повышенной);
- форме пластины для сверл пластинчатых (ромб, прямоугольник, квадрат, параллелограмм, фигурные, неправильной формы);
- диаметру (0,1÷150 мм);
- длине (зависит от серии);
- наличию каналов для подвода охлаждающей жидкости (без каналов и с ними);
- твердости (1600÷2800 единиц по шкале Роквелла).
Популярностью пользуются сверла с твердосплавными пластинами. Они фиксируются на корпусе сверла с помощью винтового соединения или сварки. Сами пластины изготавливаются порошковым способом. В первом случае они легко заменяются, во втором – подлежат заточке.
Изделия со сменными пластинами и цельные выпускаются по ГОСТам или международным стандартам (DIN, ИСО/МЭК).

Сфера применения
Сверла со сменными пластинами и из цельного сплава нашли применение в промышленности, сельском хозяйстве, небольших мастерских, домашнем хозяйстве. Их широко используют там, где необходимо выполнять отверстия и канавки в материалах с повышенной твердостью. Это могут быть заготовки для деталей приборов и корпусов для энергетической промышленности, автомобиле- и самолетостроительной промышленности, строительной индустрии и т. д.
Охлаждение и смазка сверл с твердосплавными пластинами
Разогрев инструмента – это проблема, которая ухудшает качество поверхности обрабатываемого материала, влияет на износ применяемого оборудования и быстро выводит из работоспособного состояния сам режущий инструмент. Сверла с твердосплавными пластинами, которые называют изделиями с механическим креплением сменных пластин, применяют для обработки поверхностей ровных, вогнутых и наклонных без предварительного засверливания. При выполнении операции, когда диаметр будущего отверстия превышает диаметр сверла, необходимо обеспечить охлаждение инструмента. Осуществляется это с помощью наружного охлаждения или с применением сверл, имеющих отверстия и канавки для прохождения охлаждающей жидкости (СОЖ). При этом она должна подаваться под давлением не менее 15 Атм со скоростью около 15 л/мин. Это также улучшит отвод стружки. В качестве СОЖ применяют многие жидкости и их смеси. В зону сверления может подаваться масло смешанного типа, керосин, эмульсии и их сочетания. Для каждого материала разработаны свои составы, которые применяются на производственных предприятиях. В быту обычно используют мыльную воду, смесь скипидара и керосина, вазелин технический, масло касторовое, скипидар, разведенный спиртом. Готовые спреи, которые можно приобрести в торговой сети, решат вопрос охлаждения режущего инструмента во время работы.

Режущий инструмент и применяемое для выполнения отверстий оборудование прослужит дольше, если использовать качественную СОЖ.
На качество выполнения операции оказывает влияние еще один фактор – скорость подачи инструмента. Вначале она должна быть в 2 раза меньше, чем рекомендовано в таблицах на инструмент. Режимы резания зависят от материала, с которым необходимо работать, выбранного диаметра сверла, а также условий резки. Скорость резания лежит в довольно широких пределах – от 70 до 260м/мин. Опытные сверлильщики уже интуитивно знают, как правильно выполнять операции твердосплавными сверлами.
Критерии выбора твердосплавных сверл
- тип хвостовика (подбирается под патрон оборудования);
- направление вращения;
- материал сплава;
- диаметр;
- длину;
- конструкцию (угол заточки, длина рабочей части);
- производителя.
Лучшим считается твердосплавный инструмент компаний Ruko, Bosch (Германия), Haisser (Китай), «Зубр» (Россия).
На видео подробно и наглядно о твердосплавных сверлах:
Просим тех, кто работал с таким режущим инструментом, поделиться опытом работы с учетом типа хвостовой части в комментариях к тексту, а также рассказать о нюансах применения оборудования, применяемого для этих целей.
Сверло по металлу: описание,маркировка,виды,фото,марки
Плотность металла настолько велика, что для его обработки необходимо использовать специальные инструменты и механизмы. Для того чтобы сделать отверстие в этом материале применяются дрели и сверлильные станки, в которых основным режущим элементом являются сверла.
Какие свёрла по металлу лучше? Непросто определить, ведь универсальных изделий которые бы подходили для обработки всех типов металлических изделий, не существует. Опытный мастер сможет «на глаз» определить вид металла и быстро подобрать для обработки подходящий режущий инструмент.
Новичку в этом деле необходимо начинать с азов. Вначале изучить классификацию свёрл и сферу их применения, потому что лучшие модели — это изделия, которые идеально подходят для обработки конкретного вида металла.
Какие бывают сверла, как по маркировке и внешнему виду подобрать подходящее для работы изделие, узнайте в статье.
Сверла какой марки лучше?
В запасах домашних мастеров до настоящего времени сохранились инструменты и оснастка с советских времен. Нельзя сказать, что это были плохие сверла, особенно победитовые, но как заточить сверло по металлу без оборудования?
Проще купить новый режущий инструмент от зарубежных и отечественных производителей:
- Bosch – любая продукция исключительного качества.
- Ruko – ищите лучшие крестовые сверла с твердым наплавлением для надежности.
- Haisser – их сверла с титаново-нитридным покрытием выдерживают экстремальные нагрузки (обработка стали, меди, бронзы, металлокерамики пр.).
- «Зубр – хорошо зарекомендовавшая себя отечественная марка, оптимальное соотношение цены и качества, предлагает надежные резцы по металлу, в частности с кобальтом.

Важно: Отверстие в тонком изделии из податливого сплава возьмет любое сверло. Для «спецов», работающих по металлу, не выгодно покупать дешевые буравчики сомнительного качества и тратить время на их заточку.
Как правило, сверла имеют специализацию – по металлу и древесине, но ими можно работать и по другим материалам, включая бетон, керамику и полимеры.
Из чего изготавливают сверла
Для изготовления сверл по металлу применяется быстрорежущая сталь. Это группа высоколегированных сплавов, в состав которых, кроме железа и углерода, входит вольфрам, молибден, кобальт, ванадий и другие элементы.
Быстрорежущая сталь отличается от обычной инструментальной тем, что сверло из нее сохраняет работоспособность при нагреве. Инструментальная сталь при нормальной температуре не уступает по твердости быстрорежущей, но при нагреве свыше 200 о С происходит отпуск и она становится мягкой. Быстрорежущая сталь сохраняет твердость до 500—600 о С, а некоторые марки – до 1000 о С.
Вольфрам – основной компонент, повышающий «красностойкость стали» (способность сохранять твердость при нагреве). Однако из-за ограниченных запасов вольфрама пришлось отказываться от стали с его высоким содержанием и переходить на молибденовые сплавы. При содержании вольфрама в пределах 6% требуемые качества сверл обеспечиваются добавкой молибдена, кобальта и других элементов. Инструменты из стали Р18 уже не производятся, и даже Р9 встречается нечасто.
В зарубежной классификации быстрорежущие сплавы обозначаются аббревиатурой HSS (High Speed Steel). Их существует несколько разновидностей, и некоторые из них аналогичны сплавам, указанным в ГОСТе. Марки быстрорежущих сталей обозначаются буквой «М» с последующей цифрой. Сравним несколько наиболее часто используемых марок.
Сталь с низким содержанием вольфрама и увеличенным – молибдена (1.5 и 8 % соответственно). Не отличается высокой стойкостью, используется для изготовления сверл общего назначения.
Сплав содержит 6% вольфрама и 5% молибдена, что придает сверлам из него высокую твердость. Российский аналог – Р6М5. Сверла из этой стали обладают хорошей износостойкостью и красностойкостью.
Сверла из этой стали применяются для глубокого сверления и работы с высокими усилиями. В ее составе уменьшено содержание вольфрама (1,75 %), но увеличено количество молибдена (8,75 %) и ванадия (2 %). Российский аналог – Р2М9.
Российский аналог этого сплава – Р6М5К5. Эта сталь отличается от М2 (Р6М5) более высокой «красностойкостью» за счет добавки 5 % кобальта. В сплав также добавлены: кремний, магний и никель. Сверла из стали М35 выдерживают сильный нагрев и обеспечивают высокую производительность.
Этот сплав имеет в составе немного вольфрама, но высокое содержание молибдена и кобальта. Сверла из него отличаются высокой красностойкостью и отлично держат заточку. Хорошо работают при высокой скорости резания и по вязким материалам. Российский аналог – сталь Р2М10К8.
Особенности сверл и их маркировка
В зарубежной системе маркировки сверл отражаются некоторые особенности их изготовления и важнейшие компоненты стали.
Нешлифованные сверла изготавливаются винтовой прокаткой. Для них используется относительно мягкая, деформируемая сталь. После прокатки инструмент закаляется. В маркировке буква «R» может отсутствовать.
Вышлифованные сверла изготавливаются шлифовкой CBN (кубическим нитридом бора). Это самый распространенный вид инструментов для широкого круга задач. Сверла имеют высокую износостойкость и минимальное радиальное биение.
HSS-PM
Сверла, изготовленные по технологии порошковой металлургии. Применяются для обработки твердых металлов.
HSS-E (HSS-Co)
Кобальтовые сверла из сплавов с высоким содержанием кобальта. К маркировке может добавляться цифра, обозначающая округленное до целых содержание кобальта в процентах. Например, HSS-Co5 или HSS-Co8, что соответствует сплавам М35 или М42.
HSS-TiN или HSS-TiAN
Титановые сверла покрыты нитридом титана. Буква «A» во втором варианте означает легирование алюминием. Покрытие нитридом титана придает инструменту золотистый цвет и в несколько раз повышает его износостойкость.
HSS-E-VAP
Парооксидированные сверла. Сверла этой группы покрыты пленкой окислов, которая создается парооксидированием – обработкой перегретым паром в специальной среде. Покрытие имеет черный цвет, снижает налипание стружки на режущие кромки, повышает смачиваемость поверхности охлаждающей жидкостью. Сверла HSS-E-VAP эффективны для сверления нержавеющей стали и других вязких сплавов.
Твердость сверл из быстрорежущих сталей по ГОСТ 2034-80 должна быть в пределах 63—66 HRC.
Режущая часть
Резание при сверлении осуществляется двумя кромками, которые образованы пересечением передних поверхностей винтовых канавок и конической головки сверла. Строго говоря, режущая часть не совсем коническая: задняя поверхность лезвия понижается, под небольшим углом отходя от теоретического конуса.
Главный параметр заточки – угол при вершине. Для большинства применений он составляет около 118 о . Для чугуна или твердой бронзы его можно уменьшить до 116 о . Для латуни, мягкой бронзы, алюминия применяют углы 120 о , 130 о , 140 о .
Для сверления мягкого листового металла применяют специальную заточку с криволинейными режущими кромками, выступающим заостренным центром и чуть выступающими краевыми резцами. В начале сверления сверло сразу четко центрируется, затем очерчивается контур, и после этого начинается выемка металла по всей площади отверстия. В результате исключается биение на входе и закусывание краев на выходе.
Для сверления стального и чугунного литься применяются сверла с двойной заточкой. Кроме угла при вершине 116 – 118 о , кромки стачиваются на периферии, на ширину 0,2 диаметра, под углом 70 – 75 о . Существуют и другие формы заточки для конкретных применений.
Точность сверления
Факторы, влияющие на точность сверления, делятся на две группы: зависящие от оборудования и зависящие от инструмента. Сверла делятся на три класса точности: А1, В1 и В. Класс точности определяется предельно допустимыми величинами:
- несимметричностью сердцевины и поводка сверла;
- радиальным биением;
- допуском прямолинейности режущих кромок.
Класс точности должен соответствовать требуемому квалитету точности отверстий и возможностям оборудования. Сверла класса А1 применяются для отверстий от 10 до 13 квалитетов точности. Сверла классов В1 и В – до 14 и до 15-го квалитета точности соответственно.
Виды хвостовиков
Хвостовая часть сверла, предназначенная для крепления в станке или ручном инструменте, может иметь разные формы.
- Цилиндрический хвостовик. Это самая распространенная форма хвостовика, пригодная для фиксации в патроне дрели, сверлильного или токарного станка.
- Конический (конус Морзе). Сверла с коническим хвостовиком применяются на промышленном оборудовании. Для них требуется соответствующий конус на шпинделе. Отличаются надежной фиксацией, точной центровкой и быстротой замены инструмента.
- Шестиугольный. Такой хвостовик пригоден для установки в трехкулачковый патрон и отличается уверенной передачей высокого крутящего момента. Исключает проскальзывание сверла в патроне. Кроме того, шестиугольная форма удобна для установки сверла в адаптер шуруповерта. При этом сверло не нужно зажимать, но не обеспечивается его точное положение при работе.
Какого размера бывают свёрла
Размеры свёрл существуют разные, но ГОСТ нашей страны устанавливает следующие параметры:
- Короткие (ГОСТ 4010-77) – диаметром 0,3-0,20 мм, длиной – 20-131 мм;
- Удлинённые (ГОСТ 10902-77) – диаметром 0,3-0,20 мм, длиной – 19-205 мм;
- Длинные (ГОСТ 886-77) – диаметром 1-20 мм, длиной – 56-254 мм.
Они позволяют делать отверстия разной глубины.
Что такое хвостовик и какие они бывают
Хвостовиком называется часть сверла, зажимаемая патроном сверла или перфоратора. Вначале они были одного типа – четырёхгранные, помещались в отверстие патрона дрели и закреплялись винтом. Позже появились усовершенствованные виды хвостовиков, используемые для различного вида инструментов.
- Цилиндрические – встречаются чаще всего. Как правило, такие изделия обладают одинаковым размером основания и диаметра сверла. Иногда встречаются модели, в которых хвостовик толще или тоньше сверла. Недостаток – проскальзывание хвостовика, из-за чего не получается передать сверлу большой крутящий момент. Достоинство – если сверло заклинит в рабочей поверхности, дрель будет защищена от поломок;
- Шестигранные (они же гексагональные и hex) хвостовики – подходят для различных видов дрелей. Недостаток –незначительная точность при применении держателя ¼ дюйма;

Такая форма хвостовиков подходит практически к любой модели дрелей

Хвостовики разработанные специально для перфораторов

Такие хвостовики обеспечивают наибольший крутящий момент
Лучшие производители
При покупке свёрл важно обращать внимание на производителя. В этом случае цена оправдывает качество, и чем известнее бренд, тем лучше заточка сверла, сплав металла, износостойкость и устойчивость к чрезмерному нагреву. Если покупаете сверло не одноразового использования – не экономьте на инструменте. Для разовых работ подойдут дешёвые варианты.
Для удобства мы объединили характеристики основных производителей в таблицу:
| Торговая марка | Характеристики | Примерная стоимость (зависит от вида, длины сверла и кол-ва штук в упаковке) |
| СССР | Надёжный бренд с высоким качеством металла. | от 15 и до 10 000 р. |
| Ruko | Хорошее качество и разумная цена. Наиболее популярна линейка TL 3000 – свёрла, обладающие крестовой заточкой и титановым напылением. | от 30 до 1 000 р. |
| Bosch | Свёрла этой компании считаются лучшими. | от 70 до 7 000 р. |
| Haisser | Мощные свёрла, используемые в промышленности и быту, характеризуются титановым сплавом, углом заточки 135 градусов, сетчатой шлифовкой. | от 150 до 5 000 р. |
| Зубр | Свёрла российского производства. Достоинства – приемлемая цена и качество. Профессионалы рекомендуют серию «Кобальт», обладающую хорошей точностью и соответствием ГОСТу 10902-77. | от 35 до 700 р. |
В магазинах вы найдёте свёрла разных размеров и формата, различные по твёрдости и цветам, разделённые по углу заточки, с различными хвостовиками и с многообразием производителей. Для того чтобы не ошибиться с выбором сверла, определитесь с тем, для чего оно нужно вам сейчас и понадобится ли оно в будущем. Если вы будете руководствоваться этими принципами, покупка сверла не превратится в проблему.
Классификация сверл по типу конструкции
При работе с металлическими деталями, можно выделить 2 основные группы сверлильных приспособлений:
- Плоские (или перовые) буравы — такой инструмент имеет сменные пластины к перовому сверлу, нетребователен к точности угла приложения силы во время выполнения сверлильных работ, конструктивно прост и имеет низкую стоимость, но при этом легко теряет диаметр рабочей поверхности при заточке и конструктивно не имеет желобка для вывода стружки.
- Спиральные сверла – цилиндрические буравы, которые имеют на поверхности своего тела одну или две канавки для отвода стружки.
При работе с металлом важно подобрать соответствующее материалу сверлильное приспособление. Для того, чтобы работа была выполнена качественно, мастеру необходимо уметь отличать сверла по металлу от похожих на них сверл по дереву. Конфигурация буравов для обоих материалов имеет схожие элементы, в обоих случаях инструменты могут иметь диаметр до 80 мм и длину до 600 мм, технология проведения сверлильных работ идентична и, более того, буравчики имеют одинаковую маркировку. Но при всей схожести, инструменты по дереву не всегда подойдут для сверления по металлу, и наоборот.
Первым отличительным признаком является твердость буравчика: для сверления отверстий в металле выбирается инструмент с более высокой твердостью. Нужно понимать, что твердость буравов по металлу не является постоянным параметром и, в свою очередь, также зависит от прочностных характеристик того материала, по которому будут проводиться сверлильные работы.
Второе отличие – это тип заточки режущих элементов. У приспособления для сверловки по дереву на наконечнике имеется острый носик в виде штыря или уголка, который предупреждает соскальзывание буравчика относительно его заданного положения. Подобная фиксация при работе с металлом не требуется. Угол между режущими кромками также отличается и напрямую зависит от того материала, для которого предназначен бурав.
При проведении сверлильных работ по деревянным деталям и решением мастера использовать инструмент, рассчитанный на выполнение работ по металлу, нужно понимать, что отличительные характеристики, перечисленные выше, могут сыграть ключевую роль в получении качественного отверстия с ровными краями и без подпалин.
Немаловажную роль при получении качественного отверстия играет тот фактор, правильно ли была выдержана технология изготовления бурава. Если в процессе производства сверлильного инструменнта по металлу было что-то нарушено, то ни правильная форма буравчика, ни его соответствующий цвет не смогут обеспечить качественный результат работ и срок службы сверлильного изделия значительно сократится.
Типы сверл в зависимости от материала
Для определения лучших буравчиков для металла, необходимо выяснить, из какого материала был изготовлен выбираемый буравчик и познакомиться с тем, какие бывают разновидности сверл в зависимости от этого.
Для сверловки высокопрочных сплавов подойдут твердосплавные изделия, имеющие на своей режущей кромке поверхность повышенной твердости. Обычно тело подобных буравчиков изготовлено из простой инструментальной стали, за счет чего обеспечивается невысокая цена готового сверлильного изделия. Пластины, изготовленные из карбидного сплава, подвергаются самозаточке в процессе их использования, вследствие чего такие буравчики справляются с особо прочными материалами, в т.ч. имеющих большую толщину.
Кобальтовые сверла отлично реагируют на высокие механические нагрузки и не подвержены изменением своих свойств под действием высокой температуры. В своей основе такие буравы имеют быстрорежущую сталь, легированную кобальтом, в результате чего они отлично справляются со сверловкой отверстий в высокопрочных материалах и металлических изделиях с высокой вязкостью. Ценовая характеристика также выступает в пользу этой категории буравчиков по металлу.
Титановые сверла имеют наилучшие показатели своих сверлильных характеристик. При соблюдении правил эксплуатации таких буравов, титановые изделия будут радовать своего хозяина отличными результатами работ в течении очень долгого времени.
Определение типа сверла по цвету его поверхности
Цвет инструмента для сверловки – это важный признак, который позволяет сделать соответствующие выводы о его добротности и долговечности. Различные типы окрасов буравчиков имею разные прочностные характеристики, выбор которых должен быть основан на частоте использования инструмента, его точности и требований к качеству готового отверстия.
Сверла серого цвета недолговечны и наименее надежные ввиду полного отсутствия какого-либо защитного покрытия, что делает их подверженными к изменению механических свойств в худшую сторону под влиянием высокой температуры или силовых нагрузок. Такие буравы имеют невысокую стоимость, но и их применение будет одноразовым.
Черные сверла по металлу, по сравнению с серыми, имеют более хорошее качество. Технология изготовления черных буравчиков подразумевает обработку высокотемпературным паром, за счет чего повышается их прочность и стойкость к износу. Сверлильные изделия с черной поверхностью также имеют невысокую стоимость, что обращает на себя внимание многих мастеров.
Сверла со светлым желтым покрытием имеют очень хороший запас прочности. Внутренние напряжения в таких изделиях устранены термическим отпуском еще на этапе их изготовления, за счет чего создается высокая прочность инструмента. Для их изготовления прибегают к использованию быстрорежущей инструментальной стали высокого качества. Несмотря на все свои достоинства, бледно-золотые буравы уступают по своим характеристикам более ярким экземплярам.
Ярко-желтые сверла изготовлены из высокопрочной стали, имеющей нитридо-титановое покрытие. Изделия с подобным окрасом при оформлении отверстий испытывают минимальную силу трения, что оказывает положительное влияние на их срок службы. Стоимость таких буравчиков достаточно велика, но при этом полностью окупается за счет своего продолжительного срока службы.
Производство сверл
В этой статье мы расскажем все о производстве сверл. Вы узнаете:
по какой технологии изготавливают обычные спиральные сверла;
какие материалы идут на производство;
на каком оборудовании выполняют основные технологические операции по производству сверл по металлу;
какие особенности имеют термическая обработка и сварка.

Фотография №1: изготовление сверла по металлу
Технология изготовления сверл
Технологический процесс изготовления спиральных сверл по металлу с коническими хвостовиками состоит из такой последовательности операций.
Отрезка заготовки для хвостовой части.
Отрезка заготовки для рабочей части.
Зачистка торцов у хвостовой части.
Зачистка торцов у рабочей части.
Очистка заготовки на пескоструйном аппарате.
Обдирка наплыва у сварного шва.
Правка заготовки после сварки.
Подрезка торца со стороны хвостовика.
Сверление и зенкерование центрового отверстия со стороны хвостовика.
Обточка наружного центра со стороны рабочей части.
Обточка рабочей части по диаметру, предварительная и окончательная.
Обточка хвостовика на конус, предварительная и окончательная.
Обточка хвостовика под лапку и подрезка торца.
Фрезерование спиральных канавок.
Фрезерование спинки зуба.
Термообработка и очистка на пескоструйном аппарате.
Полирование спиральных канавок.
Шлифование хвостовика на конус.
Шлифование рабочей части по диаметру с обратным конусом.
Контроль и клеймение.
Материалы для изготовления сверл по металлу
В России для изготовления сверл по металлу используют такие материалы, как быстрорежущие стали и твердые сплавы. Перечислим распространенные марки первых.
Р9 и Р18. Похожие по характеристикам стали. Первая содержит 9 % вольфрама, а вторая — 18. Сверла из этих сталей хорошо сверлят, не перегреваются и служат долго.
Р6М5 (зарубежный аналог — сталь HSS). Сверла по металлу из этой быстрорежущей стали встречаются чаще всего. Она содержит 6 % вольфрама и 5 % молибдена. Инструментами из этого материала обрабатывают:
Р6М5К5 (зарубежный аналог — сталь HSS-Co). Этот сплав содержит не только молибден и вольфрам, но и 5 % кобальта. Сверла из стали Р6М5К5 прочнее аналогов из сплава без добавления кобальта.Такими инструментами обрабатывают:
Твердосплавные сверла отличаются от инструментов, изготовленных из быстрорежущей стали, более высокими прочностью и долговечностью. На производство идут 4 вида сплавов.
безвольфрамовые (на основе TiC, TiCN с никель-молибденовой связкой).
Покрытия, улучшающие характеристики сверл
При производстве сверл по металлу для улучшения их свойств на рабочие части и хвостовики наносят два вида покрытий.
Нитрид титана. Твердость поверхностных слоев таких сверл увеличивается на 2300 HV. Термостойкость повышается до 600°.
Нитрид титана, легированный алюминием. Твердость поверхностных слоев таких сверл увеличивается на 3000 HV. Термостойкость повышается до 900°.

Фотография №2: сверло с покрытием из нитрида титана
Сверлами с такими покрытиями обрабатывают:
детали из твердых и улучшенных сплавов;
заготовки из ковкого и серого чугуна, в котором графитовые включения имеют шаровидную форму.
Если вам важны максимальные надежность и износостойкость, покупайте именно такие инструменты. Подробную информацию о выборе сверл по металлу вы найдете здесь.
Станки для изготовления сверл
Для производства обычных сверл используют следующие основные станки, аппараты и приспособления.
Электросварочные стыковые машины.
Станки для производства сверл
Перечислим технологические операции изготовления сверл и назовем станки, аппараты и приспособления, которые применяют для обработки, к примеру, заготовок для инструментов с диаметрами от 0,1 до 1 мм, имеющих утолщенные хвостовики.
Токарная обработка. Для нее применяют продольно-токарные автоматы 1103.
Термическая обработка. Производится в электродных соляных ваннах.
·Отпуск и промывка. Сверла при их выполнении помещают в специальные сетчатые корзины.
Шлифование хвостовиков. Применяется шлифовальный станок ЗМ-180 или МФ-63.
Доводка рабочих частей сверл. Для этой операции используют специальные доводочные станки типа Штейнель.
Шлифование рабочих частей. Выполняется на бесцентрово-шлифовальном станке МФ-63АП при ручной подаче.
Шлифование стружечных канавок. Для него предназначен специальный шлифовальный станок МФ-202.
Заточка. Проводится на станке 64А с применением бинокулярного микроскопа.
Для производства сверл с диаметрами до 12 мм используют иное оборудование.
Шлифование сверл по цилиндрическим поверхностям. Для обработки заготовок с диаметрами до 2 мм применяют станок ЗМ-180 или МФ-63. Более крупные заготовки шлифуют на станке ЗМ-182.
Вышлифовка стружечных канавок. Заготовки с диаметрами до 2 мм обрабатывают на станке М-202П или М3460. Для шлифования более крупных сверл применяют станки 3А650, 3А682, 3А683, 3657, 3А684 и 3А684К.
Заточка и подточка. Эти операции выполняют на станках 3А681, 3А650 и 3А682.
Консервация и упаковка. Для них предназначены специальные аппараты НО-2012, НО-2712 и НО-1894А.
Особенности изготовления сверл, дополнительные методы улучшения характеристик инструментов
Расскажем об особенностях выполнения самых важных операций, входящих в технологию изготовления сверл, и опишем методы, которые используют для улучшения основных характеристик инструментов.
Термическая обработка
Имеет очень важное значение. От правильности выполнения термической обработки напрямую зависят износостойкость инструмента и качество стали.
Закалку проводят в ваннах с расплавленными солями или в печах (электрических и газовых). В некоторых случаях для изготовления сверл применяют оборудование с вакуумом или восстановительной атмосферой.
Для отпуска используют масла, щелочи, соли и воду. Часто заготовки охлаждают на воздухе.
Обратите внимание! Режимы термообработки имеют особую важность. Поэтому все процессы контролируются автоматически.
Контактная стыковая сварка
Выполняется на специальных электросварочных машинах. Существуют три технологии.
Сварка непрерывным оплавлением без подогрева. Технология отличается высокой производительностью. Недостаток — большой расход металла на оплавление и осадку.
Сварка с подогревом прерывистым оплавлением. Протекает немного дольше. Расход металла значительно уменьшается.
Сварка с подогревом сопротивлением. Металл практически не расходуется, но операция требует высокой квалификации рабочих.
Чаще всего используют второй метод.

Фотография №3: контактно-стыковая сварка
Дополнительные методы улучшения основных характеристик сверл
Перечислим технологии, которые применяют при изготовлении сверл для дополнительного улучшения их свойств.
Цианирование. Поверхности рабочих частей насыщают азотом и углеродом. Цианирование повышает прочность инструментов в 2–3 раза.
Сульфидирование. Поверхностные слои сверл насыщают серой. Сернистые соединения снижают трение и повышают износостойкость инструментов в 1,5–2 раза.
Обработка водяным паром. После нее инструменты помещают в масло. На поверхностях образуются черные пленки окислов. Прочность сверл, прошедших такую обработку, увеличивается вдвое.
Заводы по производству сверл
Производство качественных сверл по металлу налажено на огромном количестве заводов в России и за рубежом. Популярностью пользуется продукция под следующими торговыми марками.
Ruko. Компания специализируется на изготовлении сверл с крестовыми заточками. Типы напыления варьируются. Продукция сочетает в себе высокое качество и приемлемую стоимость.
Haisser. Твердосплавные сверла этого бренда — одни из самых лучших в мире. Изделия стоят дорого.
Bosh. Специализируется на изготовлении сверл с SDS-хвостовиками.
«Зубр». Один из лучших российский производителей.
SEKIRA. Это наша собственная торговая марка. Мы выпускаем сверла различных видов и габаритов. Характеристики всех изделий отвечают требованиям ГОСТов. Нашу продукцию вы можете приобрести по самой низкой цене.
Изучите каталог, выберите нужные вам сверла и оформите заказ. Мы доставим металлорежущие инструменты в установленный срок.
Читайте также: