Из какого металла делают ключи для замков
Обновлено: 28.09.2024
Испытания на прочность (крутящий момент до разрушения), а также проверку геометрических размеров проводили на базе лаборатории НПО «Талис». Поверенным электронным штангенциркулем измеряли основные размеры, влияющие на прочность инструмента и удобство работы, а также размеры, которыми ключ или головка будут охватывать крепеж.
Максимальный момент затяжки проверяли сертифицированным торсиометром TruCheck Plus 1000. Обе стороны ключа должны были повернуть специальную оправку, представляющую собой шестигранник 22,0 мм с твердостью 57–60 HRC. А прибор фиксировал момент, при котором открытый зев ключа проворачивался на шестиграннике или сгибалась (отламывалась) сторона с кольцом.

Испытуемому приходится работать в паре с закаленным на оборонном заводе шестигранником. Шестигранник выгрызает металл из губок ключа. При взаимодействии с реальной гайкой ключ, скорее всего, «слижет» ее грани.
Испытуемому приходится работать в паре с закаленным на оборонном заводе шестигранником. Шестигранник выгрызает металл из губок ключа. При взаимодействии с реальной гайкой ключ, скорее всего, «слижет» ее грани.
Материал изготовления
При завинчивании, а особенно, откручивании метизов с винтовой резьбой, рукоятка и губки ключа испытывают значительные нагрузки. Если металл болта или гайки будет тверже металла ключа, то губки просто «слижет». Зев инструмента станет слишком большим и ключ будет прокручиваться не затрагивая граней гаек и болтов. Если работать инструментом слишком большой твердости, то легко повредить гайку, превратив ее в круг и сделав ключ бесполезным. Твердость метала должна быть соразмерной с твердостью метиза. Поэтому для производства гаечных ключей используются инструментальные стали с определенными параметрами, нормированными ГОСТ 4543 61, 1050-60 и более поздними стандартами.
Согласно требованиям стандартов, твердость рожковых ключей размером до 36 мм должна быть не ниже HR 40—45, размером до 41 мм — HR 38—45 единиц. Разводные ключи с червячным механизмом выпускаются из сплавов твердостью HR 40—45. Наиболее распространенная сталь для гаечных ключей — 40Х. Но многие производители выбирают другие марки, более прочные. С содержанием ванадия и других металлов.
Если на ключе написано AISI 5140, то это та же хромистая сталь 40Х, только по американскому стандарту. Более популярные у профессионалов ключи из хром-ванадиевой стали. В отечественных марочниках она обозначается как 40ХФА или 40 ХФ, аналогами которых выступают:
Если вы купили набор ключей из США, Англии, Японии или Германии, то именно такие марки стали на них будут указаны. Чаще наносится маркировка CrV или 50 CrV 4. Это одна из лучших и популярных сталей для бытовых и профессиональных инструментов. Также обозначается CHRONIMO 1.2242, DIRO-59 CrV 4, VC 12 .
Если на ключе или упаковке написано Made for… или Designed in…, Drop Forged Steel — это инструмент бытового уровня, которым можно затянуть несколько гаек или болтов, а потом сдать на металлолом. Они, как правило, делаются из углеродистой стали, которая не выдерживает больших нагрузок из-за пластичности.
Методика испытаний: головки
Согласно ГОСТ 25605–83 инструментальные головки «на 17» должны выдерживать момент 425 Н∙м. Мы решили испытать эти изделия только на прочность, приложив почти двукратный крутящий момент, равный 750 Н∙м. Все головки выдержали тест, а мы посчитали, что в автомобиле да и в быту нет крепежа, затянутого с бóльшим моментом.
Результаты испытаний относятся к конкретной выборке продукции и не могут служить основанием для каких-либо выводов о деятельности той или иной компании в целом.
Страна-изготовитель
Китай
Примерная цена: ключ / головка
82 / 44
Момент разрушения открытого зева / кольца
354 / 436 Н∙м
Твердость
28 HRC
Инструмент можно считать рабочим условно. Недостаточная твердость приведет к быстрому износу рабочих поверхностей, и ключи станут «слизывать» крепеж.
Индия/Китай
Примерная цена: ключ / головка
90 / 47
Момент разрушения открытого зева / кольца
344 / 534 Н∙м
Твердость
42 HRC
Перекаленный ключ имеет отклонения в «геометрии», явно свидетельствующие об экономии материала. Это единственный производитель, сделавший толщину металла открытого зева меньше, чем требуется по ГОСТу. Инструмент не понравился.
Китай
Примерная цена: ключ / головка
148 / 52
Момент разрушения открытого зева / кольца
501 / 584 Н∙м
Твердость
41 HRC
Строгое соблюдение геометрических размеров, достаточная прочность и приемлемый химический состав с хорошим содержанием ванадия в сочетании с умеренной ценой выводят инструмент в ряд лучших в нашем тесте.
4. Facom
4. Facom
Франция
Примерная цена: ключ / головка
— / —
Момент разрушения открытого зева / кольца
558 / 764 Н∙м
Твердость
48 HRC
Зверски твердый ключ погиб, как настоящий мушкетер, — разлетались обломки и искры. Выступал вне конкурса. Хороший инструмент. Ключ мы взяли из редакционных запасов, поэтому цену не указываем.
Тайвань
Примерная цена: ключ / головка
290 / 119
Момент разрушения открытого зева / кольца
412 / 719 Н∙м
Твердость
45 HRC
Необычный ключ красив. Но не из-за формы ли открытый зев оказался ощутимо слабее, чем кольцо? По остальным характеристикам — твердое «хорошо».
Италия
Примерная цена: ключ / головка
750 / 295
Момент разрушения открытого зева / кольца
528 / 724 Н∙м
Твердость
41 HRC Сказочно дорогой инструмент изготовлен практически из cтали 20, а все остальные характеристики производитель решил довести с помощью закалки. Некаленая рукоятка сгибается — не как пластилиновая, но и не как у ключей Facom. С учетом соотношения цены и качества — незачет.
7. Rock Force
7. Rock Force
Тайвань
Примерная цена: ключ / головка
215 / 65
Момент разрушения открытого зева / кольца
558 / 728 Н∙м
Твердость
46 HRC
Спектральный анализ выявил большое количество вредных примесей, что в сочетании с высокой твердостью может вызвать хрупкое разрушение. Пригоден для непрофессионального использования.
Тайвань
Примерная цена: ключ / головка
380 / 160
Момент разрушения открытого зева / кольца
466 / 825 Н∙м
Твердость
45 HRC
Высокая прочность рожковой и — особенно! — кольцевой сторон, должная закалка и хороший химический состав. Полированный ключ приятно взять в руки. Всё перечисленное, а также пожизненная гарантия выводят изделие в разряд победителей. Но цена высока.
Китай
Примерная цена: ключ / головка
224 / 65
Момент разрушения открытого зева / кольца
393 / 585 Н∙м
Твердость
44 HRC
Инструмент закаленный, но легировать сталь ванадием производитель не стал. Цена немалая, а прочность, по сравнению с конкурентами, оставляет желать лучшего. Оценка не выше чем «удовлетворительно».
Результаты спектрографического исследования
Мнение специалиста

Павел Николаевич Щеголев, инженер по испытаниям НПО «Завод „Волна“
Павел Николаевич Щеголев, инженер по испытаниям НПО «Завод „Волна“
Все предоставленные ключи сделаны из качественной конструкционной стали, но некоторые по химическому составу оказались далеки от стали 40ХФА, которую предписывает ГОСТ 16983–80. Особенность стали 40ХФА заключается в том, что основными добавками в ней являются углерод С (около 0,40%), а также легирующие элементы хром Cr и ванадий V, которые вводятся для улучшения технологических свойств.
Карбидообразующие элементы хром и ванадий способствуют повышению износостойкости и твердости. Ванадий даже в малых количествах измельчает зерно стали и делает изделие более устойчивым к действию циклических нагрузок.
Буква А обозначает высококачественную сталь с пониженным содержанием вредных примесей, таких как сера S и фосфор Р. Но ГОСТ допускает применение сталей с механическими свойствами в термообработанном состоянии не ниже, чем у стали 40ХФА.
По результатам испытаний наименее удачными с точки зрения химического состава и твердости показали себя ключи под номерами 1, 2, 6 и 9. Образцы № 1, 2 и 6 содержат легирующие элементы, при этом содержание углерода низкое. У № 2 и 6 твердость относительно высока. Это говорит о перекаленности стали, и рекомендовать их к использованию нельзя. А образец № 1 имеет слишком низкую твердость. Образец № 9 выполнен из среднеуглеродистой стали с хорошо проведенной термообработкой, но легирующие элементы отсутствуют. Остальные ключи обладают хорошей твердостью, по химическому составу их металл близок к стали 40ХФА.
Из чего делают дверные замки? Металлы и их свойства
Технические показатели, надёжность и прочность дверного замка во многом зависят от тех материалов, из которых они изготовлены. Чем качественнее и прочнее материал для замка, тем дольше он прослужит без проблем и поломок. Металлы и другие материалы, которые можно использовать для изготовления дверных замков, указаны в пункте 5.8. ГОСТ 5089-2003 Российской Федерации. Допускается создавать замки из следующих материалов: стали, алюминия и его сплавов, цинковых и медных сплавов, твёрдых металлокерамических сплавов, керамики, пластмассы, стекла и твёрдых пород древесины. С одной стороны, список материалов достаточно объёмный, с другой – есть ограничения на использование тех или иных материалов для изготовления конкретных деталей. Так, пластмассу и другие пластиковые материалы разрешается использовать для некоторых вспомогательных деталей дверного замка, например, для рукояток и втулок, а также для головки ключа. Для корпусов цилиндровых и сувальдных замков, кулачков, подводок и ключей разрешается использовать сталь, твёрдые металлокерамические сплавы и алюминиевые сплавы. Для замков первого и второго класса прочности также допустимо применение цинковых сплавов. Цилиндровые замки и открывающие их ключи можно делать из латуни, стали и нейзильбера. А вот пружинные механизмы рекомендую изготавливать только из прочной стали, т.к. от свойств пружины зависит правильная и надёжная работа секретного механизма и замка в целом. Остановимся подробнее на некоторых металлах и их свойствах. Самым надёжным материалом, безусловно, является нержавеющая сталь, прошедшая термообработку при высоких температурах (на что указывает специальная надпись на замке – «Hardened»). Хромоникелевое покрытие стали обеспечивает дверному замку высокую антикоррозионность и износостойкость. Изделия из стали выдерживают как высокие, так и низкие температуры, устойчивы к воздействию огнём и другим механическим воздействиям. Любые загрязнения со стального замка легко убрать при помощи специальных моющих средств, предназначенных для нержавеющей стали. Из стали изготавливают все известные типы дверных замков. Если речь идёт о цилиндровых замках, то в этом случае в сплав добавляются специальные химические элементы, которые увеличивают прочность материала, чтобы защитить цилиндровый механизм от высверливания. На втором месте по прочности находятся мягкие металлы: алюминий, латунь и цинк, а также силумин. Алюминий может быть формованным, литым или анодированным. Литой алюминий характеризуется такими полезными свойствами, как вязкость, малый вес, отличная обрабатываемость и высокая коррозионная стойкость (особенно если речь идёт о сплаве AlMg3). Плавиться замок из литого алюминия начинает при температуре 590-640 градусов. Формованный алюминий – это затвердевший спав из магния и кремния, который отличает высокая стойкость к коррозии в различных условиях (городских, промышленных и морских). Наконец, анодированный алюминий – это сплав, покрытый защитным оксидным слоём, поэтому данный материал имеет привлекательный внешний вид и не требует дальнейшей обработки. Латунь – это сплав из меди и другого металла. Литая латунь выдерживает воздействие достаточно высокими температурами (800-900 градусов) и обладает высокими антикоррозионными свойствами. В большинстве случаев нет необходимости защищать медную поверхность защитными покрытиями. Однако, если изделие из меди постоянно сталкивается с агрессивными воздействиями окружающей среды, защитный слой лишним не будет. Цинковые сплавы могут быть расплавлены при температуре от 380-386 градусов. Это прочный материал, который обладает высокой антикоррозионной устойчивостью, однако на открытом воздухе изделия из цинка со временем тускнеют. По этой причине цинковые поверхности нужно обязательно обрабатывать специальными составами, наносить на них защитные покрытия и краски. Недостатком практически всех мягких металлов, которые используются для изготовления замков, является их склонность к окислению при высоких температурах. В результате окисления в сувальдных и цилиндровых замках деформируются сувальды и штифты. Они застревают в штифтовых каналах и не могут быть сдвинуты ключом даже при большом усилии. Также при воздействии высокими температурами деформации подвергаются пружинные механизмы, которые могут полностью утратить упругость, в результате чего замковые ригели невозможно будет сдвинуть с места. Негативно сказывается и способность многих металлов плавиться при высоких температурах. Конечно, если речь идёт о замках для входных дверей квартиры, то вряд ли хозяевам придётся столкнуться с необходимостью погреть замок. А вот владельцам автомобилей нужно выбирать только высокопрочные замки из стали или латуни: в холодное время года замки часто замерзают. Чтобы открыть замёрзший замок, нередко приходится воздействовать на него огнём в течение некоторого времени. Полностью недопустимо использование для деталей врезного замка пластмассы и пластика. Пластиковые детали быстро портятся, ломаются, из-за чего замок приходит в негодность. Если ломается пластмассовая ручка, замок работать не перестаёт, но открывать его становится крайне неудобно. При высоких температурах пластмассовые втулки и ручки разрушаются полностью.
Выводы
ГОСТ 2838–80 делит ключи на четыре группы прочности. По результатам испытаний к высшему классу прочности А можно отнести все ключи, кроме изделий под марками «Автодело» и «Эврика». Инструментальные головки всех протестированных марок имеют большой запас прочности. Среди испытанных изделий можно положительно охарактеризовать ключи AirLine, Force, Rock Forсe и Оmbra. Причем по возможностям Ombra приближается к профессиональному инструменту.
Из чего делают ключи?
Мы используем много видов ключей для разных задач и все они изготовлены из разных материалов, но в своих карманах мы скорее обнаружим именно два вида ключей: один из них серебристый, а второй латунный или медный. Насколько это важно нам и чем они отличаются? Давайте разберёмся!
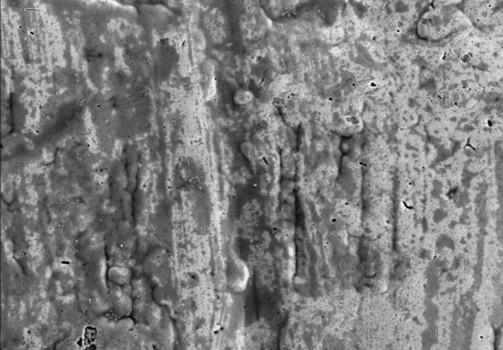
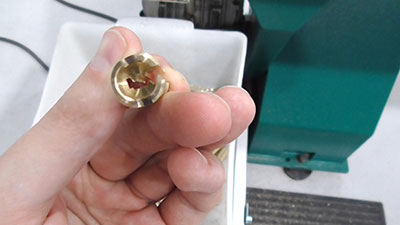
Ключ, являясь металлическим приспособлением для отпирания и запирания замка, представляет собой довольно обычный и всем знакомый предмет, но давайте посмотрим на латунный ключ под электронным микроскопом.

На фотографии представлен кусок металла и в нём нет ничего примечательного. Давайте лучше посмотрим из каких элементов он состоит. У ключа медный оттенок, что указывает на наличие в его составе меди и цинка. Сплав меди с цинком и даёт латунь. Но существует много видов или классов латуни, каков же состав металла, из которого делают ключи?
Для ключей используют латунь с примерным содержанием цинка в 37% и содержанием меди в 63%.
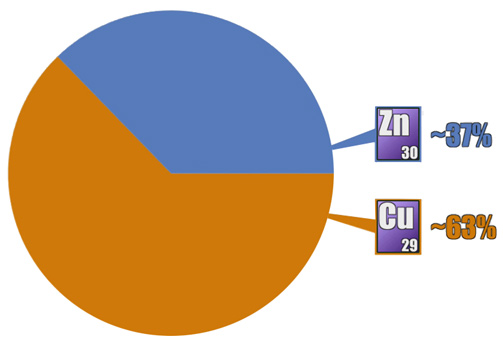
Подобный состав латуни считается обычным и широко распространённым.
Так почему же используется латунь?
Во-первых, латунь довольно дешёвый, коррозийно-устойчивый сплав, который обладает средней твёрдостью и хорошо поддаётся обработке. Не будем забывать, что заготовки ключей из этого сплава нам ещё надо будет фрезеровать, чтобы придать им нужный рельеф, который позволит открыть дверной замок. Для повседневных ключей не используются мягкие металлы, такие как алюминий, потому что они не выдержали бы многократного ежедневного использования и быстро бы стёрлись. С другой стороны нам не нужны ключи из чересчур твёрдого материала, потому что для простого изготовления дубликата такого ключа, потребовался бы более высокопроизводительный копировально-фрезерный станок, а это нецелесообразно как по цене, так и по другим параметрам.
Давайте теперь перейдём к ключам серебристых оттенков.
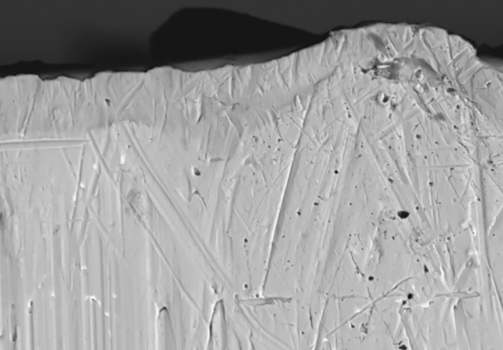
Исходя из названия, поверхность никелированного ключа будет никелированной. Но если мы посмотрим такой ключ под микроскопом в разрезе, то увидим, что внутри ключ цвета латуни.
Так для чего ключи покрывают никелированным слоем?
Никелированное покрытие даёт бОльшую устойчивость к коррозии и повышает износостойкость по сравнению с латунью.
Также мы можем встретить плоские ключи с серебристо-зеркальным покрытием, как правило такие ключи тяжелее и под определенным наклоном отдают желтоватыми нотками. Данный сплав имеет несколько названий, например такие как: мельхиор, нейзильбер или германское серебро - отсылка на развитие и использование немецкими металлургами 19-го века имитации китайского сплава известного как пакфонг (пактонг).
Подобные ключи чаще используются для дверных замков в промышленности или на производстве.
По составу такие ключи состоят из меди 60%, цинка 20% и никеля 20%. Но в зависимости от назначения и места использования, пропорции цинка и никеля могут меняться: 30 на 10%, 10 на 30% и т.п. Увеличение доли никеля в составе сплава повышает твёрдость, устойчивость ключа к коррозии, повышает износостойкость, но и увеличивает его стоимость, так как никель самый дорогой металл в этом сплаве.
Поэтому, если Вам нужен надёжный ключ, то можете присмотреться к такому или другому в нашей мастерской.
В мастерской-службе "Галина" мы предлагаем услуги по изготовлению дубликатов ключей к бытовым замкам, дубликатов ключей к домофонам, дубликатов автомобильных чип-ключей как по ключу, так и по замку. Для Вас мы работаем 7 дней в неделю.
Как это сделано? Цилиндровый механизм секретности.
Ежедневно, по всему миру, двери, совместно с установленными в них замками, сохраняют наше с вами имущество в целости и сохранности. Одним из видов механизма секретности используемых замков является цилиндровый механизм.
Его самые популярные названия - «личинка» и «цилиндр». Корректность этих названий оставим в стороне и будем использовать правильное – цилиндровый механизм.

В этом видеоматериале, на примере известного отечественного производителя, мы узнаем, как именно изготавливается цилиндровый механизм, который обеспечивает такие важные качества, как защита и работоспособность.

Линия по производству цилиндрового механизма состоит из десятка станков и почти сотни операций.
Профиль корпуса цилиндрового механизма европейского стандарта, для обеспечения взаимозаменяемости, имеет определенные размеры. Длина корпуса может быть самой разной и зависит от толщины двери.
Наиболее распространенный материал, для производства качественных цилиндровых механизмов – латунь. Латунь - сплав металлов, основными компонентами которого являются медь и цинк. Этот сплав имеет хорошие антикоррозийные, износостойкие и технологические свойства. От качества поставляемого материала зависит качество конечного изделия.
Изготовление корпуса

Изготовление цилиндрового механизма начинается с отрезки заготовки корпуса необходимой длины. Профиль подаётся в автоматическом режиме.
Отрезанная заготовка корпуса перемещается манипулятором под вторую фрезу – чтобы выбрать паз под поворотный кулачок. Обе фрезы закрыты защитными кожухами и здесь мы лишь можем видеть выход стружки в разные стороны, которым сопровождаются операции.
Поворотный кулачок – деталь, которая при повороте ключа, перемещает засов замка. Кулачок изготавливается на другом предприятии методом порошкового спекания. Здесь мы его увидим уже только на этапе сборки.

Далее заготовка корпуса манипуляторами переносится на следующую операцию – изготовление сквозного резьбового отверстия, через которое цилиндр будет крепиться в корпусе замка. Сначала станок сверлит отверстие, а затем с противоположной стороны подходит метчик, который и нарезает резьбу.

Диаметр резьбового отверстия - М5. Подавляющее большинство цилиндровых механизмов европейского DIN стандарта имеют именно такое отверстие в корпусе.
Далее корпуса манипуляторами загружают на ленту и отправляют на другой многофункциональный станок.

Пришло время обработать торцы полученной заготовки корпуса. Необходимо придать поверхности требуемую чистоту и нанести логотип производителя.
Далее, в заготовке сверлятся все необходимые отверстия. Вдоль, самые большие – для роторов или как их ещё называют «плаг». Следующая операция, сверление под шляпку плага – цекование.

Калибровка отверстия под плаг, сверление перпендикулярных отверстий под штифты.
После сверления отверстий под кодовые элементы, они дополнительно пробиваются, чтобы снять заусенцы.
Корпус цилиндрового механизма готов и отправляется на участок сборки.

А мы с вами отправляемся на участок изготовления ротора.
Изготвление ротора цилиндрового механизма замка
Ротор цилиндрового механизма – это подвижная часть, через которую ключ, при правильном совпадении «секрета» ключа и кодовых штифтов, вращает поворотный поводок. Изготовление ротора начинается с загрузки латунного профиля в станок. Подача происходит в автоматическом режиме.

Сначала станок сверлит отверстия для толкателя, деталь, с помощью которой кулачок входит в зацепление с поворотным поводком. Потом придаёт заготовке необходимый контур и отрезает её от латунного прутка. Длина ротора, зависит от длины корпуса цилиндрового механизма.

Далее, уже в другом станке сверлятся отверстия для кодовых штифтов.

Возможно, вам уже стало ясно, что отверстия под кодовые штифты в корпусе и в роторе совпадут и станут продолжением друг друга, после сборки механизма? По этим отверстиям в дальнейшем будут перемещаться подпружиненные пары кодовых штифтов.
На торцах заготовки ротора фрезеруются пазы. С внешней стороны – для более удобного вставления ключа, с внутренней стороны – для соединения с кулачком.
Куда же будет заходить ключ?

Для того чтобы в роторе получить отверстие под ключ нужного профиля – мы должны рассмотреть ещё одну операцию, а именно – протягивание паза.

Паз, выполняемый в центре ротора на всю его глубину, зачастую, имеет сложную форму. Фрезеровать или сверлить его – почти невозможно. Поэтому здесь используется именно протяжка.
Протяжка – многолезвийный инструмент с рядом последовательно выступающих одно над другим лезвий, через который, в данном случае, протягивается ротор, миллиметр за миллиметром срезая часть материала.


В результате, на выходе, форма паза в роторе повторяет форму протяжки. Изготовленный паз имеет высокую точность и чистоту поверхности.
Теперь ротор готов и тоже отправляется на участок сборки.
Вставленный в паз ротора ключ, имеющий такую же комбинацию «секрета» как и кодовые штифты в цилиндровом механизме, выставит на границе «ротор – корпус» кодовые штифты в одну линию. Это даст нам возможность повернуть ротор и поворотный поводок относительно корпуса, приводя в движение засов или засовы замка.
Но к этому мы ещё вернёмся, а пока. Как же изготавливаются сами кодовые штифты?
Изготовление кодовых штифтов
А изготавливаются они на токарном станке.
В зависимости от вида штифта и его назначения, сюда подаётся проволока либо из латуни, либо из нержавеющей стали. При помощи резцов, вытачиваются все необходимые мелкие детали, заданных размеров и форм.

Основные кодовые штифты изготавливаются из латуни. Штифты, защищающие от высверливания – из нержавеющей стали. Заглушки отверстий кодовых штифтов также изготавливаются здесь.

Как изготавливают ключ?
Одна из важнейших частей цилиндра – ключ. Деталь, которая несёт в себе секрет цилиндрового механизма в виде глухих отверстий. Ключ – это элемент цилиндрового механизма, через который владелец управляет замком, установленным в дверь.

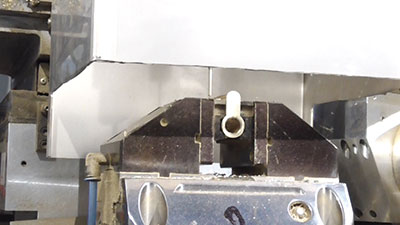
Для изготовления ключа, в штамп, установленный на прессе, подаётся латунная лента, получаем заготовку необходимого контура.
Далее заготовки складываются в обойму и подаются на другой станок.

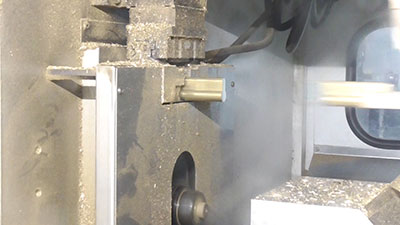
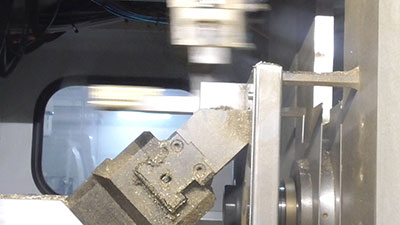
Здесь фрезеруется профиль ключа.

В мире существует десятки тысяч различных профилей, некоторые из которых отличаются друг от друга буквально микроскопической разницей, которой бывает достаточно, чтобы ключ с одним профилем не вошёл в скважину цилиндра с другим профилем. В нашем случае, профиль ключа, производитель разработал и изготовил под себя.

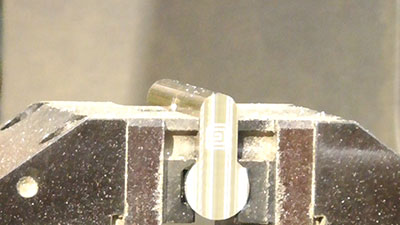
Промытые заготовки поступают в пресс для чеканки логотипа производителя и придания формы державке ключа.

Далее заготовки ключей попадают в автомат нарезки секретов ключа. Каждый «секрет» имеет свою маркировку, согласно зашифрованной книге кодов производителя. Сделано это таким образом, чтобы исключить нахождение зависимости, между «секретом» ключа и его маркировкой.

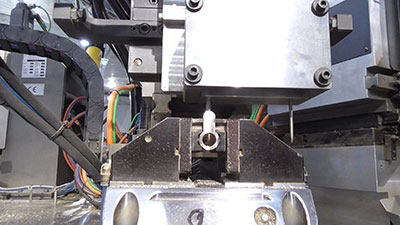
Нарезка высот происходит в закрытом кожухе, с обеих сторон заготовки одновременно.

Сборка цилиндрового механизма

Заключительный этап изготовления цилиндрового механизма – сборка.
Готовые к сборке детали передаются слесарю механосборочных работ. При помощи специальной оснастки, сборщик фиксирует корпус. Затем роторы фиксируются в корпусе при помощи стопорных колец. Согласно кодовой комбинации ключа в отверстия механизма секретности устанавливаются пары кодовых штифтов с пружинами. Затем отверстия в корпусе закрываются заглушками.

Обратим внимание на этот факт - цилиндровый механизм собирается согласно нарезанному «секрету» ключа. Собранный цилиндр поступает в службу качества, где он проходит проверку.
Проверка ислужба качества

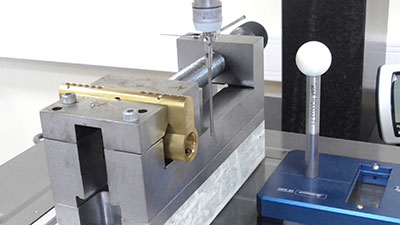
Отдельного внимания заслуживает измерительная лаборатория производителя.
В начале каждой смены первые детали поступают в лабораторию, чтобы проверить заданные размеры. Видоизмерительный микроскоп снимает размеры оптическим и контактным методами, передавая значения на экран.
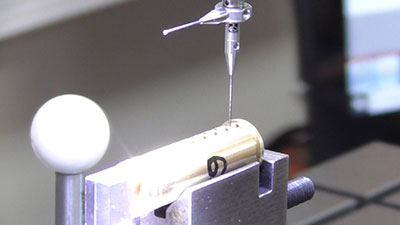
Предельное отклонение того или иного размера детали подсказывает, какой подстройки требуется тому или иному станку. Поскольку микроскоп замеряет тысячные доли миллиметра, а металл под воздействием внешней среды изменяется – в лаборатории поддерживается постоянная температура и влажность. Такая скрупулезность необходима для обеспечения высокого качества конечному изделию, что является залогом длительного срока службы.
Упаковка

Проверенные и принятые службой качества цилиндровые механизмы упаковываются. А затем поступают на склад в ожидании своего покупателя.

Один и тот же цилиндровый механизм может работать в самых разных замках. Замки могут отличаться друг от друга кардинально: размерами, вылетом ригелей и функционалом в целом. Но это уже совсем другая история…
На чём работает ключник и где берёт заготовки.

Подавляющее большинство людей предполагает, что мастер по изготовлению ключей – это человек, который из бесформенного куска металла выпилит то, что тебе нужно. Не зависимо от того, сколько на хитром ключе вырезов, пазов и ямочек, возможность получения дубликата зависит лишь от способностей или не способностей конкретного мастера, от прямоты его рук и опыта.
Это не так, и сейчас мы попробуем с вами разобраться в том, как работает мастер по изготовлению ключей и почему дубликаты к некоторым замка недоступны.
Только готовые болванки
И начнём сразу с самого главного - ключник работает на готовых заготовках. Заготовка ключа – есть металлическая болванка, выполненная с точностью до сотых долей миллиметра, полностью повторяющая форму ключа конкретного замка.

Например, есть сувальдные замки Эльбор>>>. Ключи некоторых моделей этого производителя имеют строго определённую длину, диаметр стержня, высоту бородки, размер башки и т.д. Соответственно и заготовка ключа к этим замкам полностью повторяет оригинальный ключ с той лишь разницей, что у болванки нет высот нарезки секретов.
У другого сувальдного замка параметры ключа другие, и чтобы изготовить дубликат ключа к ним, мастер по изготовлению ключей должен все эти заготовки иметь в ассортименте.
С английскими ключами ситуация точности такая же. Каждый производитель при проектировании замка по ряду причин разрабатывает и внедряет свою форму ключа. И чтобы ключник мог сделать вам дубликат ключа к конкретному замку, у него заготовка под конкретный замок должна быть предварительно куплена и повешена на витрину.

Откуда же эти самые заготовки берутся?
Многие уверены, что заготовки ключей к конкретным замкам продают сами производители замков. На самом деле это скорее исключение, чем правило.
На мировом рынке есть несколько гигантских компаний, которые отслеживают появление новых замков по всему миру и которые изготавливают болванки ключей для всех замков мира.
И если говорить про те компании, кто действительно впереди планеты всей по изготовлению болванок ключей, то их не так много.
Мировой лидер – это итальянская Силка. Факт.

Дальше чуть отставая за ней идут все те же итальянцы Эрреби, Орион, КейЛайн, и испанская JMA. Есть ещё много-много других производителей, даже местячковых, но все они далеко позади и по размерам ничтожны с теми, кого мы перечислили выше.

Позволим себе ещё упомянуть Белорусский гравер. Ассортимент этого производителя заготовок прямо скажем, не велик. Но они дешёвые, хорошего качества и самое главное - выпускаются нашими советскими братьями.

Итак, заготовки ключей вырезаются не мастером ключником на месте из бесформенного куска металла, а специальными предприятиями. Ключник работает на предварительно купленных, серийно изготовленных заготовках.
Поэтому если ваш замок изготавливался штучно слесарем на заводе, скорее всего дубликат ключа вы не сделаете нигде. И в этом случае наиболее рациональный ход: заменить замок на более современный.

Оборудование ключника
Мастера по изготовлению ключей работают на узко заточенном оборудовании. Их станки предназначены только изготовления дубликатов ключей и только из готовых заготовок серийного производства.

Под это здесь заточено всё – тиски для зажима, ход каретки с тисками, расположение и обороты режущей фрезы. Ну невозможно на этих станках делать других операций, невозможно. Станки ключника ограничены строго изготовлением дубликатов ключей и не могут применяться для других операций.
Мы не продаём заготовки и не обучаем ключников, мы продаём дверные замки>>> в своём магазине и изготавливаем ключи>>> под них при необходимости.
Почему ключи к некоторым замкам не делают
Некоторые наши потенциальные заказчики задаются вопросом, почему они не могут изготовить дубликат ключа к своему замку. И судя по разговору – никто из них не видит никаких объективных для этого причин. Поэтому здесь мы кратко расскажем о том, почему ключ к некоторым замкам сделать невозможно.
Дубликаты ключей к некоторым замкам ключник не может сделать физически по следующим причинам.
Кустарный или самодельный замок

Ваш замок кустарного производства, выпускался в мизерных количествах. Заготовок под этот замок не существует, они просто отсутствуют. А ключники работают в первую очередь на готовых заготовках.
Яркий пример – множество реечных замков, размеры ключей которых взяты с потолка. Мастер просто не может найти под него заготовку нужных размеров, а чаще – не считает нужным искать и вводить. Ради одного вашего ключа в десять лет.
Выход – обращаться не к ключнику, который работает на узкозаточенный станках, а куда-то на производство к слесарям, у которых на вооружении есть универсальные токарно-фрезерные станки.
Замки и заготовки под них устарели

Заготовки вышли из оборота. Замки с такими ключами давно не выпускаются, а выпущенные – давно сгнили и заменены другими. Ключник не будет занимать место старьём, когда новое постоянно прибавляется.
Яркий пример – автомобильная тематика и раритеты. Сделать дубликат ключа к автомобилю 30-ти летней давности практически нереально.
Запатентовано

Ваш ключ защищён патентом, несанкционированное распространение карается законом. Производитель разрабатывает замок и хочет контролировать выпуск болванок к замкам конкретной модели, поэтому он берёт её и патентует. А использовать заготовки по патенту позволяет только своим дилерам по договору. Все те, кто без разрешения будет делать дубликат к таким замкам – будет ходить по лезвию бритвы.
Яркий пример – цилиндр EVVA 3KS о котором рассказывали ранее. Дубликат ключа делается только по карточке в единственном месте страны. Зато оставляешь ключи в ящичке раздевалки и не переживаешь, что их кто-то продублирует или сделает дубликат по фотографии.
Проблемы конкретной мастерской или ключника
Ну и последнее, почему конкретный мастер или конкретная мастерская могут не изготовить дубликат ключа к какому-то замку – это отсутствие возможности.
Нужно понимать, что область изготовления ключей – крайне глубокая, с множеством нюансов. Конечно, человеческий фактор никуда не деть и у конкретного мастера могут отсутствовать какие-то заготовки по разным причинам.
Станки конкретной мастерской могут не работать с теми заготовками, которые вы сюда принесли.
Для примера, станок нашей мастерской не позволяет пилить сувальдные ключи длиной более 120 мм. А иногда сейфовые и ключи банковских хранилищ имеют бОльшую длину и их редко, но приносят продублировать.
Поэтому если конкретный мастер не может сделать дубликат ключа и при ответе мнётся, отвечает уклончиво или просто молчит как рыба, разводя руками – попробуйте обратиться в другое место. Ничего же не теряете!
Читайте также: