Из какого металла делают коробки передач
Обновлено: 21.09.2024
Постепенно будем собирать и систематизировать материалы по автомобильным деталям,т.е.,что из чего сделано.В данной теме будует информация о стальных,чугунных,алюминиевых деталях.
Стали пониженной прокаливаемости
50ППО (коромысло клапана ЗИЛ-130), 58 (55ПП), 60ПП (ведомая цилиндрическая шестерня главной передачи ЗИЛ-130, ведомая коническая шестерня ГАЗ-53А, вторичный вал ГАЗ-53А), НИПРА (шестерни полуоси, крестовины дифференциала)
Корпуса стеклоподъемников и дверных замков, кожуха системы охлаждения, брызговики двигателя, дверки кабин, крылья, глушители, щитки радиатора, панели капота, корпуса воздушного фильтра, детали кабин и кузовов, кронштейны, крышки клапанных механизмов, регулировочные прокладки, маслоотражатели, гайки, шурупы, детали приспособлений, нестандартного оборудования
Диски колес легковых автомобилей, различные пальцы и оси, болты и винты с круглой, олукрглой, цилиндрической, потайной и другими головками
Валы и червяки рулевого управления, валы управления коробкой передач, карданные валы, тросы стеклоподъемников, бамперы, детали рычага ручного тормоза, вилки переключения передач, вкладыши рулевых тяг, рычаги переключения передач, различные кронштейны, тросы управления карбюратором и др.
Карданные фланцы и вилки, шестерни коленчатого вала, шестерни масляного насоса, корпуса гидроцилиндров опрокидывающихся устройств самосвалов, выдвижные гильзы гидроподъемников, буксирные крюки, вилки переключения передач, шпильки колес, шестигранные резные болты, детали нестандартного оборудования
Коленчатые валы двигателя и компрессора, распределительные валы, поршневые пальцы, полуоси некоторых марок легковых автомобилей, оси шестерен заднего хода, поворотные шкворни, вилки карданного вала, венцы маховиков, разжимные кулаки колодок тормоза, штанги толкателей, шпильки головки блока и др.
Ведомые диски сцепления
Сталь для клапанов - 40Х9С2, 40XH, 40Х10С2М, 20ХН4ФА, 55Х20Г9АН4, 45Х14Н-14В2М,
Чугунные детали отечественных автомобилей
Впускные и выпускные трубопроводы двигателей, блоки цилиндров двигателей, маховики, нажимные диски сцеплений, блоки цилиндров компрессоров, картеры и крышки картеров коробок передач, мокрые гильзы цилиндров и гильзы двигателей воздушного охлаждения, тормозные барабаны, цилиндры гидротормозов и сцеплений и др.
Легированные и малолегированные
Монометаллические гильзы цилиндров, клапанные гнезда, гильзы цилиндров двигателей, поршневые кольца, диски сцеплений
Вставки в верхнюю часть мокрых гильз цилиндров, клапанные гнезда
Высокопрочные с шаровидным графитом
Поршневые кольца, коромысла клапанов, коленчатые валы, распределительные валы, картеры коробок передач, ступицы колес, тормозные барабаны, башмаки рессор, кронштейны двигателей и подвески
Картеры главных передач, картеры задних мостов, картеры рулевых механизмов, чашки дифференциала, ступицы колес, тормозные барабаны, кронштейны, педали
Направляющие втулки клапанов
Для наплавки тарелок толкателей, коромысел клапанов, кулачков распределительных валов при их ремонте
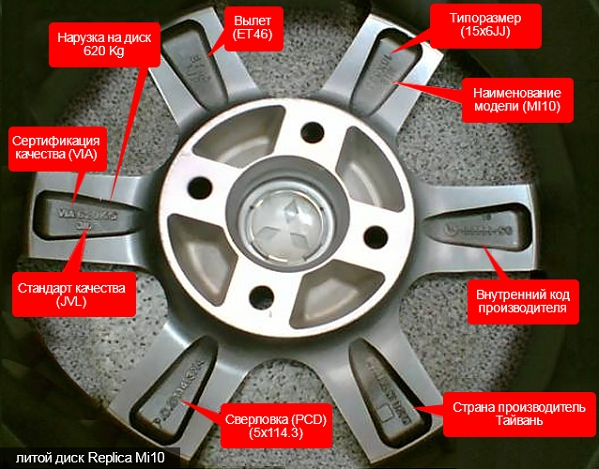
Алюминиевые автомобильные диски.
Изготавливаются из первичного алюминия. А356 AlSi7Mg03, российский аналог АК7ч
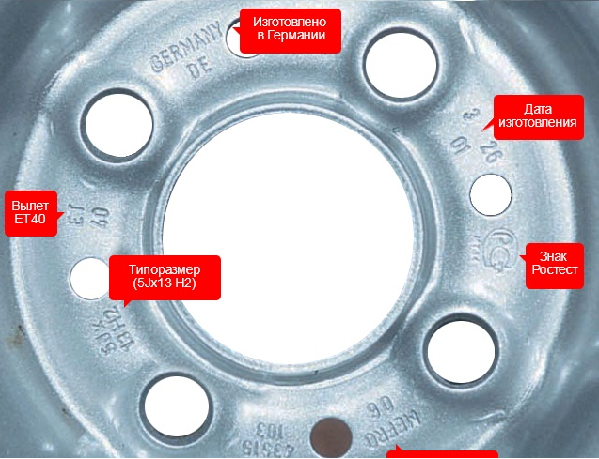






Отличие оригинального диска от идентичного и реплики на примере BMW.
Диски оригинальные и идентичные изготавливаются на одном заводе Оригинальные диски подлежат клеймению знаком BMW и являются принадлежностью автомобиля.Всю юридическую ответственность несет BMW ,а не завод изготовитель дисков.Точно такой же диск,отлитый на том же заводе,но без клейма, называется идентичным - в этом все их отличие.Реплика-точная копия оригинального диска,с неизвестным составом алюминиевого сплава,отлитым. можно догадаться где.
Литые алюминиевые детали автомобиля
Наиболее характерные примеры применения литейных алюминиевых сплавов в конструкциях двигателей приводятся ниже.
Блоки У-образных двигателей ГАЭ-53 и ГАЗ-66 изготавливают из сплава АЛ4 литьем под давлением. Минимальная толщина стенки составляет 4,5 мм, масса отливки 29 кг и полностью механически обработанного блока 26 кг. Двигатель ГАЗ-24 имеет блок цилиндров из сплава АЛ4 массой 17 кг.
Головки двигателей автомобилей ВАЗа отливают в кокиль из сплава АК6М2, трубы впускные — из сплава АК9. Методом литья под давлением изготавливают корпуса масляного насоса и ряд других деталей.
Четырехцилиндровый блок двигателя английской фирмы «Hill-man» получают литьем под низким давлением из сплава типа AЛ4. Крышки коренных подшипников изготавливают литьем под давлением из сплава, содержащего 9 % Si и 3 % Си. Головку блока цилиндров отливают из сплава типа AJ16 в кокиль. Методом литья под давлением отливают переднюю крышку с водяным насосом, крышку клапанной коробки, секцию толкателей и выпускную трубу. Восьмицилиндровый У-образный двигатель английского автомобиля Rover целиком изготовлен из алюминиевых сплавов. Блок цилиндров отливают из сплава М25 в землю, головку — под давлением. Двигатель «Peugeot-204» (Франция) с алюминиевым блоком и головкой цилиндров поперечного расположения смонтирован в блоке с коробкой передач. Масса силового агрегата составляет 125 кг. Алюминиевый блок цилиндров двигателя «Renault-16» отливают под давлением. Одновременно из алюминиевых сплавов изготавливают головку и ряд других делалей. Масса двигателя 92 кг. Картер коленчатого вала У-образного двигателя воздушного охлаждения «Tat-га-603» отливают из сплава типа АЛ4. Головки на каждый цилиндр отливают в кокиль из сплава типа AЛ13. Американский шестицилиндровый двигатель воздушного охлаждения «Chevrolet-Corvair» изготавливают из алюминиевых сплавов методом литья под низким давлением. Алюминиевая головка выполнена общей на каждые три цилиндра. Блок шестицилиндрового двигателя «Rumbler» (США), отлитый под давлением из алюминиевого сплава, весит вместе с залитыми чугунными гильзами 30,5 кг.
Оценивая применение литейных алюминиевых сплавов в конструкциях шасси и кузовов, следует прежде всего отметить изготовление коробок передач, главным образом в легковых автомобилях.
Неавтоматические коробки передач отливают в кокиль и под давлением из сплава типа АЛ4. Картеры автоматических коробок передач более приспособлены для литья под давлением, что обусловливает более широкое применение алюминиевых сплавов для этих
Целей. При этом обеспечивается более высокая точность отливок И значительное снижение механической обработки. Для уменьшения теплового расширения картера практикуют применение стальных вставок.
Картер сцепления для легковых автомобилей, как правило, отливают под давлением как одно целое с картером коробки передач из сплава типа AЛ4. Картер сцепления для грузовых автомобилей отливают в комбинированные формы или в кокиль из сплавов типа АЛ4 и АЛ9.
Из сплавов типа АК9С и АК9М2а изготавливают литьем под давлением тормозные колодки, картер рулевого управления, корпус фильтра очистки масла, картеры мостов легковых автомобилей. В кокиль отливают кронштейны опор подвески и реактивные штанги.
В настоящее время осваивается производство колес легковых автомобилей литьем в кокиль и с противодавлением из сплава типа АЛ4. В ряде случаев для этих целей применяют ковку из сплава типа АДЗЗ или литье в кокиль из сплава типа АЛ9. Для придания декоративного вида колеса анодируют, хромируют или окрашивают. Конструкция колес должна обеспечивать достаточную их прочность, чтобы исключить повреждения при монтаже шин и при наезде на бортовой камень.
Высокие теплопроводность и удельная теплоемкость алюминиевых сплавов способствуют применению их для отливки тормозных барабанов. При этом значительно увеличивается долговечность тормозных накладок. Тормозные барабаны отливаются в кокиль из сплавов типа АЛ9 и АЛ1, а иногда — под давлением. На рабочих поверхностях тормозных барабанов применяют чугунные вставки для увеличения износостойкости. В частности, на ВАЗе применяют литье под давлением из сплава АК12М2.
Тормозные цилиндры штампуют из сплава АД31 или отливают в кокиль из сплавов типа АК6М2. Основное преимущество алюминиевых сплавов в данном случае — стойкость к коррозионному воздействию тормозной жидкости. Алюминиевые поршни тормозных цилиндров анодируют для увеличения износостойкости.
Ряд деталей двигателей, шасси и кузова отливают из вторичных сплавов типа АК5М7, АК4М4, АК5М2, АК7, АК12М2р, АК4М2Ц6 и АК9М2а.
Вторичные сплавы АК9С, АК12М2р и в отдельных случаях АК7, включая переплав алюминиевой стружки, применяют для подших-товки при выплавке первичных сплавов.
Из какого металла делают акпп
С развитием автомобилестроения и выпуском новых видов трансмиссий вопрос, какая коробка передач лучше, становится все более актуальным. АКПП – что это такое? В этой статье разберемся с устройством и принципом работы автоматической коробки передач, узнаем, какие виды АКПП существуют и кто придумал АКПП. Проанализируем достоинства и недостатки разных видов автоматических трансмиссий. Познакомимся с режимами работы и управления АКПП.
Что такое АКПП и история ее создания
Автоматическая коробка передач, или АКПП, представляет собой трансмиссию, обеспечивающую выбор оптимального передаточного числа в соответствии с условиями движения без участия водителя. Это обеспечивает хорошую плавность хода автомобиля, а также комфорт при движении для водителя.
В настоящее время существует несколько видов автоматической КПП:
В данной статье все внимание будет уделено классическому автомату.
История изобретения
Основу автоматической трансмиссии составляет планетарная коробка передач и гидротрансформатор, впервые изобретенный исключительно для нужд судостроения в 1902 году немецким инженером Германом Фиттенгером. Далее в 1904 году братья Стартевенты из Бостона представили свой вариант автоматической КПП, имеющий две коробки передач и напоминающий чуть доработанную механику.
![]()
Первая серийная автоматическая коробка передач GM Hydramatic
Автомобиль, оснащенный планетарной коробкой передач, впервые увидел свет под маркой Ford Т. Суть коробки заключалась в плавном переключении скоростей за счет двух педалей. Первая включала повышающую и понижающую передачи, а вторая – заднюю.
Эстафету приняла компания General Motors, которая в середине 1930-х годов выпустила полуавтоматическую трансмиссию. Сцепление в автомобиле еще продолжало присутствовать, а планетарным механизмом управляла гидравлика.
Приблизительно в это же время компания Крайслер доработала конструкцию коробки гидромуфтой, а вместо двухступенчатой коробки стал использоваться овердрайв – повышающая передача с передаточным числом менее единицы.
Первую в мире полностью автоматическую КПП в 1940 году создала все та же компания General Motors. АКПП представляла собой сочетание гидромуфты с четырехступенчатой планетарной коробкой с автоматическим управлением посредством гидравлики.
Сегодня известны уже шести-, семи-, восьми- и девятиступенчатые АКПП, производителями которых являются как автоконцерны (KIA, Hyundai, BMW, VAG), так и специализированные компании (ZF, Aisin, Jatco).
Плюсы и минусы АКПП
Как и любая коробка передач, автоматическая трансмиссия имеет как плюсы, так и минусы. Представим их в виде таблицы.
| Плюсы АКПП | Минусы АКПП |
| 1. Плавное и автоматическое переключение скоростей, создающее комфорт для водителя. | 1. Сложность конструкции. |
| 2. Отсутствие необходимости в периодической замене сцепления. | 2. Высокая стоимость самой коробки. |
| 3. Хорошая динамика за счет возможности ручного переключения скоростей. | 3. Высокая стоимость ее обслуживания. |
| 4. Автомат может подстраиваться под стиль вождения водителя (адаптироваться). | 4. Более низкий КПД и повышенный расход топлива в сравнении с механикой. |
Устройство автоматической трансмиссии
Устройство АКПП достаточно сложное и состоит из следующих основных элементов:
Гидротрансформатор представляет собой корпус, заполненный специальной рабочей жидкостью ATF, и предназначен для передачи крутящего момента от двигателя к коробке передач. Фактически он заменяет сцепление. В его состав входят насосное, турбинное и реакторное колеса, блокировочная муфта и муфта свободного хода.
Колеса оснащены лопастями с каналами для прохода рабочей жидкости. Блокировочная муфта необходима для блокировки гидротрансформатора в конкретных режимах работы автомобиля. Муфта свободного хода (обгонная муфта) необходима для вращения реакторного колеса в противоположную сторону. Более подробно про гидротрансформатор можно почитать здесь.
Планетарный механизм АКП включает в себя планетарные ряды, валы, барабаны с фрикционными муфтами, а также обгонную муфту и ленточный тормоз.
Механизм переключения скоростей в АКПП достаточно сложен, и, по сути дела, работа трансмиссии состоит в выполнении некоторого алгоритма включения и выключения муфт и тормозов посредством давления жидкости.
Планетарный ряд, точнее блокировка одного из его элементов (солнечная шестерня, саттелиты, коронная шестерня, водило), обеспечивает передачу вращения и изменение крутящего момента. Элементы, входящие в планетарный ряд, блокируются при помощи обгонной муфты, ленточного тормоза и фрикционных муфт.

Пример гидравлической схемы АКПП
Блок управления АКПП может быть гидравлическим (уже не применяется) и электронным (ЭБУ АКПП). Современная гидромеханическая трансмиссия оснащается только электронным блоком управления. Он обрабатывает сигналы датчиков и формирует управляющие сигналы на исполнительные устройства (клапаны) гидроблока, обеспечивающие работу фрикционных муфт, а также управляющие потоками рабочей жидкости. В зависимости от этого жидкость под давлением направляется в ту или иную муфту, включая определенную передачу. TCU также управляет блокировкой гидротрансформатора. При неисправности блок TCU обеспечивает функционирование КПП в “аварийном режиме”. Селектор АКПП отвечает за переключение режимов работы КПП.
В автоматической коробке применяются следующие датчики:
- датчик частоты вращения на входе;
- датчик частоты вращения на выходе;
- датчик температуры масла АКПП;
- датчик положения рычага селектора;
- датчик давления масла.
Подробнее про датчики АКПП можно почитать тут.
Принцип работы и срок службы АКПП
Время, необходимое на переключение скорости в АКПП, зависит от скорости автомобиля и нагрузки на двигатель. Система управления вычисляет нужные действия и передает их в виде гидравлических воздействий. Гидравлика перемещает муфты и тормоза планетарного механизма, тем самым происходит автоматическое изменение передаточного числа в соответствии с оптимальным режимом двигателя в данных условиях.
Одним из главных показателей, влияющих на эффективность работы автоматической трансмиссии, является уровень масла, который нужно регулярно проверять. Рабочая температура масла (ATF) составляет около 80 градусов. Поэтому для того, чтобы избежать повреждений пластиковых механизмов коробки в зимний период, перед движением машину необходимо прогревать. А в жаркое время года, наоборот, охлаждать.
Охлаждение АКПП может осуществляться охлаждающей жидкостью или воздухом (с помощью масляного радиатора).
Наибольшее распространение получил жидкостный радиатор. Температура atf, необходимая для нормальной работы двигателя, не должна превышать 20% от температуры в системе охлаждения. Температура охлаждающей жидкости не должна превышать 80 градусов, за счет этого и происходит охлаждение atf. Теплообменник соединен с внешней частью корпуса масляного насоса, к которой крепится и фильтр. При циркуляции масла в фильтре происходит его контакт с жидкостью охлаждения через тонкие стенки каналов.
Кстати, автоматическая трансмиссия считается очень тяжелой. Вес АКПП составляет около 70 кг (если она сухая и без гидротрансформатора) и около 110 кг (если она заправленная).
Для нормального функционирования АКПП необходимо и правильное давление масла. От этого во многом зависит срок службы АКПП. Давление масла должно быть на уровне 2,5-4,5 бар.
Ресурс коробки-автомат может быть различен. Если в одном автомобиле трансмиссия может прослужить только 100 тысяч км., то в другом – порядка 500 тысяч. Это зависит от эксплуатации автомобиля, от регулярного контроля за уровнем масла и его замены вместе с фильтром. Продлить ресурс АКПП возможно также используя оригинальные расходные материалы и своевременно обслуживая КПП.
Управление АКПП
Управление автоматической трансмиссией осуществляет селектор АКПП. Режимы работы автоматической трансмиссии зависят от перемещения рычага в определенное положение. В автомате доступны следующие режимы:
- Р – Parking. Используется при парковке. В данном режиме механически блокируется выходной вал трансмиссии.
- R – Reverse. Используется для включения передачи заднего хода.
- N – Neutral. Нейтральный режим.
- D – Drive. Движение вперед в режиме автоматического переключения скоростей.
- M – Manual. Режим ручного переключения скоростей.
В современных автоматических трансмиссиях с большим числом рабочих диапазонов могут использоваться дополнительные режимы работы:
- (D), или O/D— овердрайв – «экономичный» режим движения, при котором возможно автоматическое переключение на повышающую передачу;
- D3, или O/D OFF— расшифровывается как “отключение овердрайва”, это активный режим движения;
- S (либо цифра 2) — диапазон пониженных передач (первая и вторая, либо только вторая передача) , «зимний режим»;
- L (либо цифра 1) — второй диапазон пониженных передач (только первая передача).
Схема режимов АКПП
Также имеются и дополнительные кнопки, характеризующие режимы работы АКП:
- кнопка Sport, или Power — переключение передач происходит на более высоких оборотах двигателя;
- кнопка Winter, или Snow — движение с места происходит со второй или третьей передачи;
- кнопка Shift lock (шифт лок) — возможность разблокирования селектора при остановленном двигателе.
В некоторых коробках есть режим “кик даун” (kick-down). Режим “кик даун” предполагает резкое ускорение транспортного средства путем переключения на пониженную передачу. В некоторых случаях режим “кик даун” запрещен при отключении режима овердрайв.
Заключение
Автоматическая КПП занимает достойное место среди известных коробок передач и составляет конкуренцию привычной механике. Разнообразие режимов движения, а также плавное переключение передач позволяют водителю наслаждаться комфортным вождением.
Заводское восстановление автоматических коробок: как это делается и сколько стоит
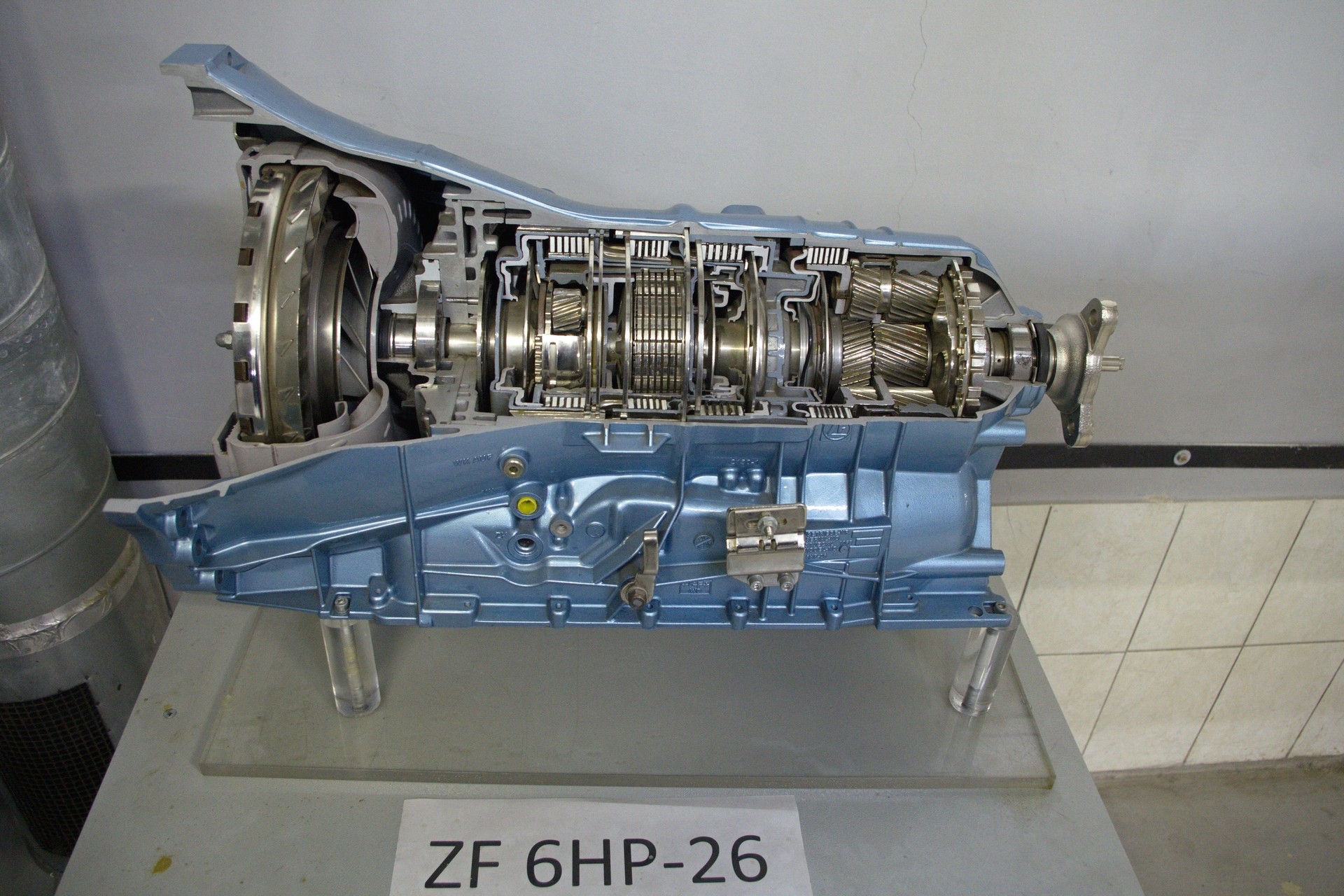
Не умея ремонтировать автоматические коробки, мастера автосервисов часто советуют при любой поломке не перебирать АКП, а искать «контрактную» или, в идеале, восстановленную на заводе. Под видом «контракта» часто продают просто бэушные коробки, снятые с битых или ворованных машин, с непонятным пробегом и остаточным ресурсом – такая покупка всегда лотерея. Заводское восстановление – совсем другое дело – после правильного капремонта АКП имеет такой же срок службы, как новая. Увы, но заводов в России нет ни у Aisin Warner, ни у Jatco, ни у GM, ни у Daimler. Единственный производитель коробок, имеющий такую площадку в нашей стране – это ZF. К ним-то мы и напросились на экскурсию, чтобы увидеть процесс заводского восстановления своими глазами.
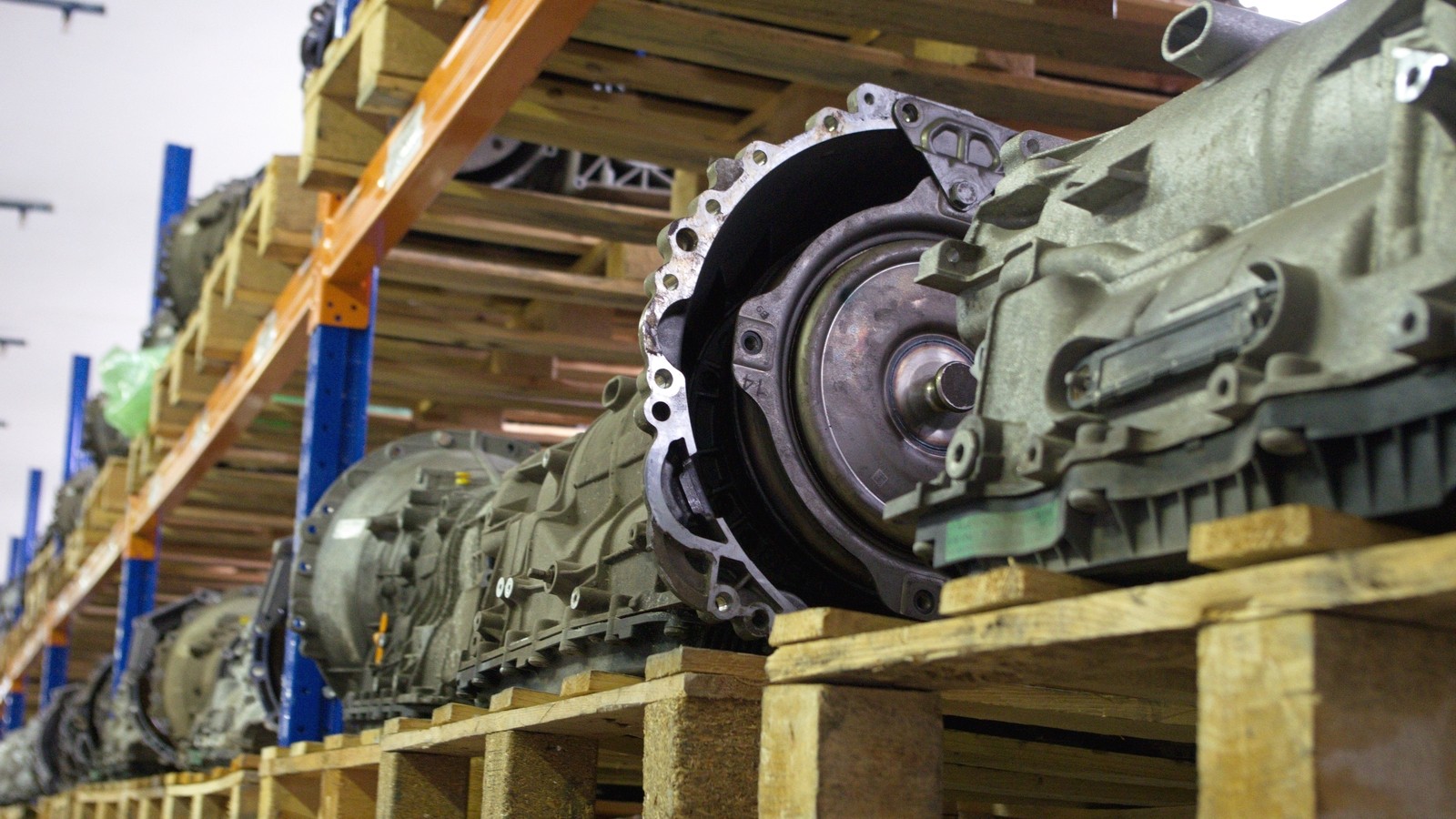
Н ичем не примечательное строение на площадке с автомобилями, дверь, лестница, темный коридор, подвал, снова дверь… Первым делом вы попадаете в «чистилище» – небольшое помещение типа шлюзовой камеры, разделяющей этот мир, со стеллажами чумазых и «умерших» АКПП, и тот – загадочный и стерильный.
Сразу оговорюсь, что любые попытки автолюбителей выйти на ZF напрямую успехом не увенчаются. Концерн работает только с официальными дилерскими центрами и автосервисами, сдающими АКПП на промышленное восстановление.
Чем оно отличается от ремонта? Тем, что меняется не только изношенная или поломанная деталь, но и все остальные, параметры которых отличаются от новых. Иногда старым остаётся лишь корпус и некоторые детали с большим ресурсом работы.

Гарантийных случаев по АКПП ZF у нас не было. Все попавшие к нам либо выработали свой ресурс, что бывает нечасто (на стендовых испытаниях он составляет около миллиона километров, под стать двигателям, в российских условиях эксплуатации, порядка 250-500 тысяч), либо вышли из строя по вине владельца автомобиля
Время пошло
Чтобы попасть в мир микронных допусков, неисправная коробка передач, или «кор», как ее здесь называют, проходит несколько этапов. На первом ее моют щелочным раствором в специальном, напоминающим аэрогриль устройстве.
Затем с помощью особой тали перемещают в пескоструйную камеру. Она с внутренними перчатками – похожая конструкция используется для работы с радиоактивными элементами. Только песок в камере не кварцевый, а пластиковый. Руки механика, получившего заказ-наряд на восстановление агрегата и 7 часов времени на весь процесс, перемещают над кожухом АКП сопло подающего шланга с песко-воздушной смесью. Пара минут, и корпус выглядит как новый. Еще одна мойка, и «пациента» на специальной тележке отправляют на «разбор полетов» и реанимационные мероприятия.
В мире насчитывается пять центров промышленного восстановления ZF, один из которых в России. Причем работает он на все страны Таможенного Союза, а иногда и на дальнее зарубежье. В центре нет ни одного механика, который когда-либо занимался ремонтом коробок передач в России. Всех их набирали без опыта, с обычным техническим образованием и обучали в Германии. Считается, что переучивать наших «спецов» – очень затратно.
Все ошибки, включая перегрев и буксование, время и условия их возникновения, записаны в мехатронном блоке управления АКП. Но «прочитать» эти данные невозможно ни китайскими мультимарочными сканерами, ни всякими ВАГ-комами – только дилерским или заводским сканером. Последний отличается расширенной функциональностью.
Если при помощи дилерского сканера ошибку просто удалили, то это сразу выясняется через просмотр бэкапа. Также сразу видно, «родной» ли стоит мехатроник. По нему определяется пробег коробки, и в зависимости от этого меняются те или иные детали.
Через несколько минут на мониторе появляются графики и таблицы. Диагноз вручную заносится в дефектовочный лист, и коробка отправляется на разборку. Кстати, один из важнейших считанных параметров – номер исполнения АКПП. Только по нему можно определить все исходные параметры.
Итак, электронно-отдефектованная коробка разобрана, часть деталей на столе, часть на специальной стойке, напоминающей корзинку посудомоечной машины. Все фрикционы выстроены по порядку, как тарелки большого столового сервиза.

Первая задача механика – проверить износ валов и втулок на входном валу и зазоры в пакетах, на основании которых, при необходимости, выписываются регулировочные кольца. Таблицы допусков на стене – тайна за семью печатями, которая своя для каждого исполнения АКПП. На лимбе микрометра в руках мастера 1,92. Увы, не пойдет.
Из какого металла делают коробки передач
Материалы для шестерен коробок передач
Для шестерен коробок передач должны применяться высококачественные стали, так как напряжения в зубьях этих шестерен исключительно велики. Зубья не только должны противостоять напряжениям изгиба от давления на зуб, но их рабочие поверхности должны иметь достаточную твердость, чтобы выдерживать весьма высокие удельные давления. Вместе с тем они не должны быть настолько хрупкими, чтобы выкрашиваться от ударов при включении шестерен.
Для шестерен применяются два типа сталей — цементуемые и закаливающиеся (иногда применяется термин «закаливаемые в масле»), Первые характеризуются низким содержанием углерода — обычно около 0,20%, тогда как вторые имеют среднее содержание углерода 0,40; 0,45 или 0,50%- В каждой группе наиболее дешевой является простая углеродистая сталь, например, марки SAE1020 в первой группе и SAE1045 — во второй. Однако простые углеродистые стали в настоящее время для автомобильных шестерен уже не применяются.
Наиболее существенным качеством для сталей, применяемых для изготовления шестерен коробок передач, является способность давать вязкую сердцевину зуба, могущую выдерживать сильные удары и твердую поверхность, хорошо противостоящую образованию раковин и износу. Кроме того, поскольку шестерни после нарезания зубьев подвергаются термообработке, сталь должна давать минимальное коробление при соответствующих термических операциях.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Цементованные шестерни. Цементуемые стали применяются для шестерен коробок передач значительно чаще, чем закаливающиеся стали, так как первые дают более твердую поверхность, лучше противостоящую, как отмечалось, образованию раковин и абразивному износу. В сталях для автомобильных шестерен стойкость в отношении образования раковин имеет большее значение, чем прочность на изгиб, потому что, как показали испытания шестерен, изготовленных современными методами, при постепенном повышении нагрузки до разрушения, раковины всегда появляются прежде, чем наступит поломка зуба. Легированные стали, применяемые для шестерен, могут быть подразделены на два основных класса: низколегированные и высоколегированные. Последние хотя и отличаются более высокими механическими качествами (исключая, возможно, твердость), но более дороги, вследствие чего их применение ограничивается областью наиболее тяжелой работы, как например, в коробках передач автобусов и грузовых автомобилей.
Цементуемые легированные стали для шестерен коробок передач включают следующие марки: никелевые стали 2315, 2320 и 2512, из которых две первые содержат 3,5%, а последняя — 5% никеля; хромоникелевая сталь 3120, хромомолибденовая сталь 4120, хромоникелемолибденовая сталь 4320 и никельмолибденовые стали 4615 и 4815. Некоторое применение имеет также хромистая модифицированная сталь 5210. Из никелевых сталей сталь 2512 является наиболее предпочтительной с точки зрения прочности шестерни, так как она дает очень вязкую сердцевину зуба. Однако эта сталь не позволяет достичь такой твердости поверхности, как некоторые другие стали, вследствие того, что в поверхностном слое удерживается некоторое количество аустенита. По этой причине, а также вследствие высокой стоимости ее применение рекомендуется только в тех случаях, когда предполагаются большие ударные нагрузки. Другой высоколегированной сталью является сталь 4320, содержащая, кроме молибдена, также хром и никель. Ее применение также практически ограничивается коробками передач автобусов и грузовых автомобилей.
Наиболее излюбленными сталями для шестерен коробок передач легковых автомобилей являются стали 4615 и 4620.
Хромистая сталь 5120 применяется в тракторных коробках передач. Она хорошо цементуется на большую глубину и поэтому является наиболее подходящей там, где требуется большое сопротивление абразивному износу и истиранию.
Цементация. Цементация, т. е. поверхностное науглероживание, должна производиться после того, как шестерня нарезана, и поэтому приходится уделять много внимания уменьшению коробления шестерен при последующей термообработке. Нормализация перед цементацией уменьшает коробление и обычно проводится при температуре на 28° выше, чем температура цементации. Последняя проводится при температуре между 897 и 927°. Цементуемые шестерни обычно закладываются в ящики из жаростойкого материала, наполненные порошкообразным карбюризатором. Получаемая толщина на-углероженного слоя составляет около 0,76 мм *.
Применяются два метода закалки после цементации, причем мнения о том, который из них дает лучшие результаты, значительно расходятся.
По первому методу шестерни закаливаются в масле непосредственно после выхода из цементационной печи и ‘охлаждения до нужной температуры, например до 870°. После закалки производится отпуск при температуре от 150 до 200°. Второй метод заключается в том, что шестерни после цементации охлаждаются в цементационных ящиках, затем вновь нагреваются до температуры 760—815° и закаливаются в масле. В последние годы вошел в употребление процесс газовой цементации. Шестерни укладываются на лотки и с помощью толкающего механизма продвигаются через печь при температуре 815°, где они подвергаются действию газовой среды, состоящей из окиси углерода, углекислоты, водорода и аммиака. Поступление и выход шестерен из печи совершаются через специальные тамбуры. Закалка производится немедленно по выходе из печи.
Закаленные шестерни. Среди сталей со средним содержанием углерода, пригодных для изготовления закаливаемых шестерен, следует указать никельмолибденовую сталь 4640 и хромистую сталь 5140. Первая нормализуется при температуре между 870 и 927° и затем после нарезки зубьев нагревается до 790—815” и закаливается в масле. После отпуска при определенной температуре шестерня получает твердость 400—450 по Бринелю, что значительно меньше твердости надлежащим образом цементованных шестерен. Термическая обработка шестерен из стали 6145 включает нормализацию при 900—955°, нагрев до 845—900° после нарезки зубьев и закалку в масле с последующим отпуском до желаемой твердости. Сравнивая цементуемые стали с закаливающимися, следует указать, что первые дают твердость поверхности обычно в пределах 58—65 по Роквеллу (шкала С), в то время как вторые — только 48—54. Однако закаливающиеся стали дают большую прочность и меньшее коробление.
Шестерни центробежной отливки. Промежуточное положение между нормальными цементуемыми и закаливающимися сталями занимают стали с содержанием углерода около 0,30%. Они дают более крепкую сердцевину, чем обычные цементуемые стали, и требуют лишь небольшого науглероживания поверхностного слоя. Примером таких сталей может служить сталь, применяемая для шестерен коробок передач легковых автомобилей Форд. Заготовки шестерен этих коробок передач отливаются центробежным способом. Форд уже продолжительное время применяет стальное литье для коленчатых валов двигателей, и сталь, идущая на шестерни, имеет такой же состав. Указанная сталь содержит: 0,30—0,38% углерода; 0,50—1,50% меди; 0,20—0,40% кремния; 0,55—0,75% марганца; 0,10—0,20% молибдена; 0,80—1,00% хорма и максимум по 0,05% фосфора и серы. Перед механической обработкой заготовки подвергаются нормализации, чтобы иметь твердость от 170 до 196 по Бринелю, а после нарезки зубьев шестерни подвергаются термической обработке, повышающей поверхностную твердость, и отпускаются до твердости 477 по Бринелю. Повышение поверхностной твердости осуществляется путем нагревания в циановой ванне до 815°, закалки в масле и отпуска при температуре 180°.
Обработанная таким образом сталь имеет временное сопротивление разрыву 15 350 кг/см2, предел упругости 14 950 кг/см2, относительное удлинение 0,75% в 50-миллиметровом образце и относительное сжатие поперечного сечения, равное 3%. Для шестерен грузовых автомобилей и тракторов, которые должны иметь большую износостойкость, содержание углерода в стали повышается до 0,38—0,45%.
Цианированные шестерни. Для повышения поверхностной твердости зубьев шестерен, изготовляемых из закаливающихся сталей, иногда применяется процесс цианирования. В качестве агента для повышения твердости используется цианистый натрий, который дешевле и эффективнее цианистого калия. Наиболее подходящей для применения этого процесса является хромистая сталь 5140. Прежде цианирование производилось следующим образом: шестерни нагревались до 815°, выдерживались в печи при этой температуре некоторое время, после чего погружались в ванну с расплавленными цианистыми солями. В настоящее время практикуют нагрев изделий непосредственно в расплавленных цианистых солях и последующую закалку в масле.
В процессе цианирования цианистая соль распадается при нагреве, и выделяющийся при этом азот входит в соединение с железом и легирующими элементами, образуя весьма твердые нитриды, обусловливающие высокую поверхностную твердость изделия. Для цианирования используются стали со средним содержанием углерода. В результате достигается большая прочность закаленной сердцевины изделия при высокой твердости поверхностного цианированного слоя, однако глубина этого слоя сравнительно мала.
Материалы,применяемые в автомобилестроении
Читайте также: