Из какого металла делают метчики
Обновлено: 02.05.2024
Разновидностей метчиков существует много, поэтому, чтобы подобрать метчик для нарезания определенной резьбы, следует знать основные параметры этого инструмента. Подбор делается на основании чертежей, в которых указывается диаметр и шаг резьбы, глубина прорезки, конусность. Метчики также подбирают по классу точности, конструкции, назначению, материалу.
Устройство метчиков
Конструктивные особенности
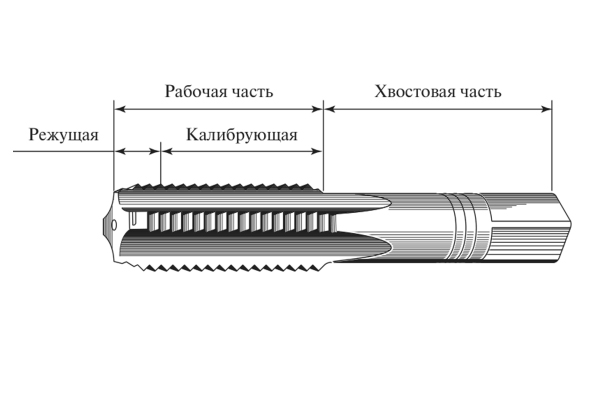
Метчиками называют инструменты для нарезания внутренней резьбы в трубах, в сквозных и глухих отверстиях деталей и заготовок машинным методом или вручную. Метчики устроены просто, но у них хорошо продуманы рабочие части для нарезания максимально качественной резьбы. Конструкция состоит из:
- режущих кромок
- заборной части
- калибровочной части
- хвостовика.
Калибровочная часть направляет метчик, зачищает зубцы резьбы, предотвращает нарушение ее геометрии, разбивание отверстия. Обратное уменьшение диаметра стержня ослабляет трение. Режущие кромки делаются с разными шагами, на конце их высота меньше, а к средине она достигает максимального значения, по которому определяется диаметр инструмента.
Режущая и заборная части выполняют работу по формообразованию резьбы способом поэтапного срезания металла согласно припускам. Так зубья легче врезаются в материал изделия. У заборной части форма коническая, а у калибрующей - цилиндрическая. Благодаря такой конфигурации, уменьшается трение при нарезке, а мастеру проще контролировать точность результата.
На рабочей части метчика проделаны канавки в количестве от двух до шести. Они нужны для образования режущих кромок. По канавкам отводится стружка, подается смазка и охлаждающая жидкость. Углубления бывают прямолинейными или винтовыми, право- или левонаправленными. Правосторонними метчиками нарезают резьбу в глухих отверстиях, левосторонними - в сквозных.
Модельный ряд этого резьбонарезного инструмента постоянно совершенствуется под условия обработки, оптимизируется геометрия режущих и зажимных частей. Однако неизменной остается базовая конструкция в виде стержня.
Принцип работы
Метчики для резьбы работают за счет собственного вращения или вращения заготовки на станке в обоих направлениях вперед и назад. Для нарезания правой резьбы инструмент вращают вправо, для левой - влево; такие метчики называются левосторонними. Нарезание любой резьбы выполняется поэтапно в соответствии с чертежами. В них проектировщики обозначают параметры резьбовых отверстий и какие типы метчиков для этого требуются.
Сначала мастер просверливает в заготовке отверстие по обозначенным допускам. Отклонение от нормы влечет неплотность резьбы или сложности в ее нарезании; метчик можно сломать или искривить витки. Соответствие параметров отверстия и метчика проверяют по таблицам. Нарезание делают только строго перпендикулярно плоскости плотно закрепленной заготовки или оси трубы. На станках вращается обычно заготовка, а метчик неподвижно зажимается в держателе.
Ручным метчиком слесарь выполняет нарезку возвратно-поступательными вращательными движениями: вперед два витка, назад - один. Перед этим метчик нужно смазать маслом. Первый проход - черновой, последующие - чистовые.
Глубокие отверстия прорезают только с одной стороны метчиком с удлиненным хвостовиком, периодически выкручивая инструмент полностью, чтобы очистить проход от стружки.
В глухих отверстиях глубина должна быть больше, чем длина резьбы.
Нарезку на станках производят с применением охлаждающих жидкостей: эмульсий, инструментального масла или керосина.
Из какого материала изготавливают метчики
Чтобы точно соблюсти параметры резьбы, нужно знать из какого материала изготовлен метчик. На производстве используются разные металлы. Для ручной нарезки - низкоуглеродистые стали У-12А; У-10А. с термической закалкой. Такими метчиками резьбу нарезают или вручную, или на малых оборотах станочного шпинделя, когда нагрев заготовки и инструмента незначительный. Ручные метчики самые дешевые.
Для работы в тяжелых условиях на высокопроизводительном оборудовании метчики изготавливают из твердых кобальтовых, молибденовых, вольфрамовых сплавов P-18; P-6M-5.

Ручные метчики уступают машинным именно по прочности. У машинного инструмента заборная часть меньше, чем у слесарного. Так сделано для того, чтобы обеспечивалась соосность стержня с отверстием заготовки.
Действующие стандарты
Госстандартом определены виды метчиков, размеры по метрической и английской системам мер, параметрам отверстий, максимальным допускам, классам точности и степеням шероховатости поверхностей. Инструменты, маркированные по метрической системе, делятся на четыре класса по точности. Классы 1; 2 и З имеют шлифованные профили, 4-й класс производится с нешлифованным профилем и предназначен для ручной работы. Высокоточные метчики также бывают гаечными и машинно-ручными. Для нарезания резьбы в трубных соединениях классы точности обозначаются А3; А2; В1. Эти показатели регулируются ГОСТом 3266-81.
Приведем буквенные обозначения в маркировке метчиков согласно номенклатуре других ГОСТов и технических условий.
Эти буквенные обозначения наносятся на чертежах, так как резьба - это часть номенклатуры для многочисленных видов и типов крепежа. В маркировке также могут указываться дополнительные характеристики приспособлений:
- шаг и угол витков
- резьбовой сбег
- марка стали, из которой изготовлен инструмент
- наличие канавки (канавок) для внутреннего охлаждения
- форма канавки
- номер партии.
Эта информация наносится на хвостовиках машинных метчиков.
Виды метчиков
Виды метчиков делятся на три общих группы, поэтому способ применения определяется по какой-либо одной из них:
Ручные. Их еще называют слесарными. Этот вид инструмента используют и на производстве, и в домашних условиях. Для работы необходимы тиски и вороток. Сечения хвостовиков выполняются в виде квадратов под ручные воротки. Чем больше диаметр стержня, тем больше стороны квадрата, по которым регулируется зажим воротка при помощи вращающихся ручек. Набор метчиков для ручной нарезки резьбы состоит из чернового, промежуточного и чистового инструмента, маркированного соответственно цифрами 1; 2 и 3.

Машинные метчики. Используются только на станках. Это высокоточный инструмент для нарезания сложной резьбы.

Машинно-ручные. Предназначены для нарезки резьбы как вручную, так и на станках. Заборная часть у них короче, и они способны выдерживать нагрузки больше в сравнении со слесарными.

Гаечные метчики. Это машинный инструмент для нарезания резьбы в гайках. Конструкция разработана так, чтобы заготовки не свинчивались обратно, а поступали на удлиненный хвостовик. После накопления определенного количества заготовок с резьбой, метчик снимают, и детали высыпают в тару.
Каждая группа разделяется по классам в зависимости от производственной задачи:

Метчики-протяжки. На станках ими нарезают резьбы любых диаметров и с любыми шагами в заготовках со сквозными отверстиями. На хвостовик одевают заготовку, которую зажимают в патрон, а хвостовик - в держатель для резцов. Нарезка осуществляется на автоматической подаче, равной шагу резьбы, что называется протяжкой.

С вырезанной нитью. Инструментом нарезают резьбу в металлических пластинах.57.jpg" alt="Метчик с вырезанной нитью" />

С шахматным расположением режущих кромок. Благодаря шахматному положению зубцов, уменьшается трение и нагрев.

Ступенчатые. Рабочая часть инструмента разделена на две зоны: одна нарезает, другая выглаживает резьбу.
Плашечные. Ими нарезают предварительную резьбу. Рабочая часть выполнена в виде конуса с большим уклоном.


Маточные. Этими метчиками резьбу зачищают. От остальных видов они отличаются наличием с правой стороны спирали.57.jpg" alt="Маточный метчик" />

С каналом для подачи СОЖ. Это производительный и стойкий инструмент для длительной работы на станках.

Бесканавочные. Это ручной инструмент с укороченным держателем. Им нарезают резьбу в мягких металлах (медь, алюминий).

Колокольные. Число режущих кромок может достигать 16 шт. Это машинный инструмент большого диаметра (до 400 мм).

Конические. Предназначен для нарезки резьбы в сквозных отверстиях. На калибрующей части высота зубьев полная, на заборной - неполная.

Трубные. К этому виду инструмента относятся метчики и конические, и цилиндрические. Предназначены для нарезки внутренней резьбы в трубных соединениях.

Комбинированные. Это самый распространенный вид резьбонарезного инструмента. Он состоит из 2 частей - для черновой резки и чистовой. Такая конструкция предполагает сокращение времени на обработку заготовок

Специальные. Это узкоспециализированные виды метчиков (тандемы, корабельные, насадные).
Метчики также разделяют по типу измерения параметров резьбы:
Метрические. В их маркировке значения указаны в миллиметрах, о чём свидетельствует литера «М». Для подбора этого вида инструмента следует использовать соответствующие справочные таблицы.

Дюймовые. Значения в маркировке указываются в дюймах по диаметру и по количеству нитей (витков) на 1 дюйм.

Трубные конические. В маркировке присутствуют литеры «Rc» или «R». Рабочая часть имеет конусность 1:16.
Трубные цилиндрические. В маркировке обозначены литерой «G» и цифрами, которые соответствует проходному диаметру и шагу резьбы в количестве витков на 1 дюйм.
Как подбирать метчик: важные критерии
Для нарезания внутренней резьбы с определенными параметрами, необходимо подобрать нужный метчик по основным критериям. Это зависит от диаметра верхней кромки резьбы, шага и длины резки. Чем длиннее резьба, тем больший диаметр стержня необходим с расчетом на отклонение. Эти параметры в оптимальных значениях отражены в таблице:
Метчик — что это? Его назначение, виды и характеристики
Резьбовые соединения, как известно, надежны, универсальны и массово применяются в разных сферах и отраслях.
Для формирования такого соединения требуется нарезание резьбы, где в обязательном порядке необходим слесарный инструмент под названием метчик.
В зависимости от требуемых характеристик будущей резьбы и способа использования инструмента применяют различные его виды.
Следует сразу уточнить, что наружная резьба нарезается винторезными дисками, плашками, прогонками, а вот внутренняя резьба – это зона ответственности как раз метчиков.
Назначение и принцип действия
Метчик предназначен для создания внутренней резьбы в тупиковых и сквозных отверстиях с определенными геометрическими параметрами, либо же прогонки уже существующих резьбовых ниток.
Резьбонарезной инструмент применяют для работ по алюминию, меди, латуни и подобных вязких металлов.
Для этих целей обычно используют набор из 3-х единиц.

При обработке стали с высокими показателями твердости, например, нержавейки, в отдельных случаях пускают в ход до 5 метчиков.
В продаже можно найти метчики для работ специально по литому чугуну и бронзе, причем в процессе работы они не требуют охлаждающей смазки.
Метчиками также обрабатывают твердые и мягкие пластики.
В процессе работы метчик закрепляют в метчикодержатель, представляющий собой вороток, а затем вставляют инструмент рабочей частью в нужное отверстие.
Резьба нарезается путем проворачивания инструмента вокруг своей оси.
ПРИМЕЧАНИЕ:
В зависимости от задач резьба может быть как левой, так и правой, соответственно выбирается метчик, и проворачивание будет либо по часовой стрелке, либо против нее.
Естественно, профиль полученной резьбы полностью соответствует особенностям витков метчика.
При работе с конкретным материалом подбирают инструмент подходящей прочности, иначе возможна его поломка или повреждение.
Методы создания резьбы
В зависимости от типа метчика, резьба может быть сформирована несколькими способами:
- Нарезание резьбонарезными версиями инструмента, самый популярный и всем известный вариант.
- Раскатывание за счет пластического деформирования посредством раскатника (бесстружечного метчика).
Плюсы последнего варианта заключаются в том, что витки формируются не за счет срезания материала, а за счет его уплотнения, а следовательно в процессе работы не образуется стружка и нет необходимости создавать условия для ее отвода.

Кроме прочего, витки получаются надежными и прочными, обладают поверхностью лучшего качества.
Среди минусов следует отметить нарастание крутящего момента по ходу выдавливания и вероятность заклинивания метчика, что приводит к его поломке.
Устройство и характеристики метчиков
Конструкция метчика включает хвостовую часть с хвостовиком, посредством которого его фиксируют в станочном патроне либо метчикодержателе, и рабочей части с внешней резьбой, состоящей из:
- Заборного (режущего) фрагмента – крайний отрезок конической или цилиндрической формы, выполняет непосредственно формирование витков.
- Калибрующего фрагмента – перетекающее продолжение предыдущего фрагмента, зачищающее и калибрующее только что нарезанные витки отверстия.
Боковая поверхность рабочей части оснащена несколькими продольными или винтовыми канавками, разделяющими нити резьбы на так называемые перья или зубья, последние располагаются по окружности инструмента, и имеют форму резцов.
Именно перья, исходя из места своего расположения, режут, и калибруют резьбовые витки.
Канавки же выполняют функцию стружкоотводов, так как стружка неизбежно появляется в процессе работы.
Для формирования правой резьбы используют метчик правостороннего сверления, для левой соответственно левосторонний вариант его исполнения.
Материал
В производстве метчиков используют следующие материалы:
- Легированная сталь. Это, как правило, марки ШХ15, 9ХС и ХВСГ.
- Инструментальная сталь, зачастую, марок У11А и У12А.
- Быстрорежущая сталь – Р6М5Ф4, Р6М5К5, а также Р18 и Р6М5.
Современные метчики некоторые разработчики производят методом запекания из порошковой быстрорежущей стали.

Как известно, с повышением твердости снижается прочность, потому иногда твердосплавному инструменту этой прочности может быть недостаточно, несмотря на такие плюсы, как:
- Способность работать на очень высоких скоростях резанья станка.
- Красностойкость.
- Износостойкость.
- Жаропрочность.
Что касается быстрорежущей стали, кроме повышенной прочности, следует отметить схожесть с твердыми сплавами почти по всем характеристикам.
Метчики также производят с различным дополнительным покрытием для придания необходимых свойств инструменту.
Форма
Метчик по форме напоминает сверло, а разные модели между собой разнятся параметрами заходной части, которая выполняется в виде цилиндра или усеченного конуса.

Первая необходима для работы по глухим отверстиям, а вторая – для сквозных.
Размеры и вес
Общая длина гаечного метчика обычно составляет 35 – 240 мм, ширина – до 52 мм, высота рабочей части может достигать 15 – 20 резьбовых ниток.
Метчики нарезают мелкую, среднюю и крупную резьбу размерностями от М2 до М52.
Вес обычно не превышает 200 г.
ГОСТ 3266-81 разработан для ручных и машинных вариантов инструмента. Для гаечных моделей предусмотрен ГОСТ 1604-71, а ГОСТ 6951-71 создан для изделий с хвостовиком изогнутого типа.
Классы точности
Степень точности характеризуется, в первую очередь, допуском на средний диаметр резьбы.
Основываясь на информации, приведенной в ГОСТах, можно сделать следующие выводы касательно соответствия типа инструмента классу точности:
- Степень точности 1,2 и 3 – метрические метчики (как гаечные, так и машинно-ручные).
- Класс точности А2, А3, В1 – трубные модели.
- С и D – дюймовые.
- Класс 4 – ручной инструмент.
Маркировка
Надписи на инструменте указывают на основные и дополнительные характеристики метчика (в скобках приведен пример).
Маркировка начинается с типа и размера резьбы (М10), затем идет класс точности по PN-ISO (ISO2) или DIN (Н6).
Если резьба левая, добавляется аббревиатура LH. В случае, когда резьба имеет шаг нестандартной величины, после диаметра резьбы указывается обозначение шага.
Если инструмент изготовлен из закаленной нержавейки, он получает обозначение HSS.
Кроме основной маркировки, в хвостовой части может содержаться следующая информация:
- Сбег резьбы;
- Угол наклона канавок;
- Шаг спиральных канавок;
- Направление вращения канавок;
- Материал изготовления;
- Группа применения;
- Внутреннее охлаждение;
- Цифры номера производственной партии.
Профессиональные метчики делятся на большое количество видов по многим параметрам, включая назначение и конструктивные особенности.
Так, например, инструмент бывает с прямолинейной и винтовой канавкой, где последний вариант делится на:
- Правый спиральный – правозаходный инструмент, который используют в основном для работы с глухими отверстиями.
- Левый спиральный – для проходных отверстий. Тут стружка выходит в область перед метчиком, за счет чего сохраняется целостность сформированного только что профиля.
По типу резьбы различают следующий инструмент:
- Метрический (обозначается буквой М) – профиль представляет собой равнобедренный треугольник с 60-градусным углом у вершины.
- Дюймовый – с 55-градусным углом профиля. Шаг измеряется в количестве витков на один дюйм. Обозначаются иногда буквой –W.
- Трубный – с цилиндрической, либо же конической резьбой, может иметь разный наклон профиля, за счет чего предотвращается произвольное раскручивание соединения.

По количеству требуемых проходов для формирования готовой резьбы инструмент бывает:
- Однопроходный (одинарный) – имеет удлиненную рабочую часть, резьба начинается с «залысин» (сбега), что позволяет в один проход нарезать готовую резьбу с нуля.
- Многопроходные – продаются, как правило, комплектами, где для формирования резьбы используют последовательно каждый комплектный инструмент. Различают в основном двухпроходные (двухкомплектные) и трехпроходные (трехкомплектные) наборы.
Устройство метчика определяет его назначение, следовательно инструмент делится на:
Ручной (слесарный)
Предназначен для работы без использования станочного, либо другого оборудования, то есть вручную.
Как правило, поставляется комплектами.

Комплектные метчики включают черновой инструмент для работы начерно, средний для повышения точности витков, чистовой для доведения резьбы до окончательного вида и калибровки.
Машинный
Для установки в станковое оборудование, следовательно, нарезания резьбовых витков производят машинным методом.
Главное отличие от предыдущего варианта заключается в геометрии, которая обеспечивает более высокую скорость работы.

Сюда относится токарный метчик, разработанный специально для использования в центрах соответствующих станков, с хвостовиком другой формы.
Машинно-ручной
Может быть установлен как в патрон металлорежущего оборудования, так и использован в ручной работе.
В последнем случае резьба нарезается включительно с шагом до 3 мм.
В отличие от чисто ручного инструмента, этот вариант одинарный, но выполняется в нескольких исполнениях: для сквозных и тупиковых отверстий.
Отдельно чисто под установку в станок производятся метчики с укороченными и винтовыми канавками.

По сути, этот тип метчиков является универсальным.
Инструмент делится на следующие основные типы, исходя из конструктивных особенностей:
Конический
Применяется при формировании резьбы трубного, конического и метрического типа.
Характерной чертой является удлиненная заборная часть с неполными резьбовыми витками, плавно перетекающими в калибрующую часть, где уже наблюдаются полные резьбовые нити.
Конусный инструмент обычно устанавливают в станки, оснащенные системой автоостановки по окончании работы.
Цилиндрический
Применяется в основном для работы по глухим отверстиям.
Гаечный
Обладает удлиненной хвостовой частью, рассчитан на ручную или машинную работу посредством токарного станка.
Хвостовик получил функциональное удлинение, что позволяет выполнять нарезание нескольких последовательно подаваемых гаек без необходимости выворачивать метчик после каждой из них.

Инструмент с хвостовиком изогнутой формы применяют уже в полноценных гайконарезных автоматических станках.
В процессе работы гайки, по мере нарезания, сбрасываются без участия человека.
Плашечный
Используют для формирования резьбовых витков в плашках, причем всего за один проход.
Главное отличие от гаечных вариантов заключается в конусном заборном участке большого размера.
Маточный
Используется следом за предыдущим вариантом для зачистки резьбовых витков, причем как в только что подготовленных плашках, так и в уже использованных.
Тут канавки выполнены в виде правильной спирали.
Трапецеидальный
Предназначен для формирования резьбовых нитей трапецеидальной формы.
Такая резьба активно используется там, где требуется передать движение с высоким усилием.

Это, например, суппорты станочного оборудования, так как резьба без труда выдерживает серьезные нагрузки, являясь, к тому же, однозаходной.
Инструмент поставляется как комплектным, так и одинарным.
Бесканавочные
Отличаются отсутствием канавок, имеют короткую приемную часть конической формы.
На самом деле пара канавок есть, но они крайне короткие, находятся на конце резьбового участка, располагаются симметрично, а их ось наклонена относительно оси самого инструмента.
Следует отметить, что этот тип отличается повышенной прочностью, итогом чего становится почти полное отсутствие поломок, а также брака резьбы, обрабатываемой детали.
Еще один плюс – повышенный срок службы за счет рабочей части, которую можно несколько раз безболезненно перетачивать.
В отдельную категорию следует отнести специальные метчики, которые конструктивно могут сильно отличаться от классических вариантов, применяются они для выполнения специфической работы, а некоторые из них созданы для выполнения вполне конкретных задач:
Винтовые
Машинные варианты, предназначенные для скоростной обработки тупиковых отверстий.
Комбинированный метчик
Выполняет функцию одновременно нескольких инструментов, состоит из нескольких рабочих частей, разделенных между собой шейкой.
Яркий пример – метчик-сверло, где первая часть в прямом смысле является сверлом, за которым следом идет метчик.

При использовании такого инструмента нет необходимости заранее высверливать отверстие.
Ступенчатые
Модели, которые имеют сразу две рабочие зоны, где одна формирует резьбу, а другая ее сглаживает или калибрует.
Колокольные
Применяются, когда требуется сделать резьбу диаметром вплоть до 400 мм.
Шахматные
Снижают при работе трение из-за того, что на калибровочном участке зубья срезаны с пропусками, то есть, через один.

Метчик-протяжка
Для формирования резьбовых витков в сквозных отверстиях фактически любого диаметра посредством токарного станка.
Тут хвостовик инструмента фиксируется в резцедержателе, а сама деталь крепится в патроне.
Итогом деталь, подвергаемая обработке, вращается, в то время как метчик двигается посредством автоподачи суппорта.
Метчик-раскатник
Необходим для создания резьбовых витков методом пластического деформирования.
Учитывая, что при работе не образуется стружка, так как материал не режется, а, можно сказать, продавливается, такой метчик еще называют бесстружечным.
Применяется как для глухих, так и для сквозных отверстий.

Среди преимуществ следует отметить повышенный рабочий ресурс, возможность функционирования на больших скоростях, более качественную итоговую резьбовую поверхность за счет раскатывания, высокую прочность за счет большого диаметра сердцевины.
Полые
С полостью для подачи СОЖ, используется для тяжелой работы.
В итоге значительно повышается устойчивость инструмента, исключается его перегревание.
Свечной метчик
Изделие для восстановления свечных отверстий в свечных колодцах автомобильных двигателей.
В основном продаются в комплекте с футорками – это специальные элементы для обновления резьбы.

Обычно метчики имеют цельную конструкцию, однако, существует также сборный инструмент.
Конструкцией последнего предусматривается механическое крепление твердосплавных пластинок.
Они бывают регулируемые и нерегулируемые.
Диаметр последних не изменяется, в отличие от первых, которые способны компенсировать износ.
Также, если требуется нарезать резьбу большого диаметра, с целью экономии инструментального материала применяется именно регулируемый инструмент.
К регулируемым изделиям относятся и самовыключающиеся метчики, представляющие собой резьбонарезные головки для внутренней резьбы.
Кроме метчиков со стандартными хвостовиками, производится насадной инструмент с цилиндрическим посадочным отверстием и шпоночным, либо торцевым пазом.
ИНТЕРЕСНО:
Метчиками называется еще и другой специализированный геологоразведочный инструмент, предназначенный для вылавливания труб из скважин.
Ловильные метчики
Разработаны специально для вытаскивания из буровых скважин:
- Стальных труб ниппельного и муфтово-замкового соединения.
- Бурильных, утяжеленных, легкосплавных труб.
- Двойных, колонковых, обсадных труб и переходников к ним.

В нефтегазовой промышленности активно используется метчик-калибр освобождающийся (МКО), посредством которого выполняется ловля насосно-компрессорных труб за муфту.
Также он применяется для отвинчивания и подъема колонны труб по частям. В зависимости от модели варьируется и максимальный диаметр извлекаемых труб.
Корпус такого метчика представляет собой стальной стержень, в верхней части которого находится резьба замка бурильных труб, посредством которой выполняется соединение с последними.
Стоимость метчиков
Цена всех видов метчиков напрямую зависит от материала, из которого они изготовлены, размерностей резьбы, а также количества единиц в комплекте.
Для сравнения, одинарные модели М16 продаются по 200 – 300 рублей, а комплекты из 2-х штук по 300 – 900 рублей.
Свечной набор с футорками обойдется примерно в 1 т.р.
Ловильные метчики имеют более высокую цену, начинающуюся от 4,5 тысяч рублей.
Метчики для нарезания резьбы, виды, применение
Резьбонарезные детали для получения винтовой резьбы в заранее просверленных отверстиях называют метчиком. Конструктивно инструмент поход на винт или цилиндрический валик, на одном конце которого имеются специальные заточенные кромки (режущая часть), на другом - специальный хвост некруглого сечения для закрепления в инструменте. Крепеж производят в вороток или в специальный патрон станка (это может быть цанга). Рабочая поверхность состоит из режущей и калибрующей части. Важно, чтобы профиль резьбы метчика совпадал с профилем нарезаемой резьбы. Для получения высокого качества резьбового соединения применяют несколько метчиков - черной, средний и чистовой.
Основные виды метчиков
Внутренние метрические резьбы диаметром до 50 мм. нарезают метчиками. Различают следующие виды резьбонарезного инструмента:
- Ручной для производства слесарных работ. Зубья расположены по окружности и имеют все элементы для резки;
- Гаечный - резьба нарезается за один проход. Применяются только для сквозных отверстий на гайках. Конструктивно такой метчик имеет более длинный хвост и заходную режущую и калибрующую части;
- Машинный - это резьбонарезной инструмент, используемый для получения резьб различного вида в глухих отверстиях. Используют такие узлы на сверлильных станках, специальных автоматах. В данном случае канавки на метчиках используются как для отвода стружки, так и для подачи смазочно-охлаждающей жидкости;
- Станочный - узел гайконарезного станка, применяемый для нарезания сквозных резьб в различных деталях;
- Бесканавочный - сквозная нарезка резьбы за один проход. Конструктивно эти метчики не имеют на резьбовой части нет продольных канавок, при этом приемный конус достаточно короткий;
- Автоматный - узел гайконарезного автомата, применяют для получения сквозных резьб;
- Бесстружечные - для получения резьбы накатыванием (пластическое деформирование отверстия);
Конструктивно режущая часть состоит из резцов (выступающие части) и канавок (углубления). Канавки формируют углубления резьбы, а также служат для отвода стружки или подачи смазочно-охлаждающей жидкости. Канавки могут быть винтовыми и прямыми, при этом различают левое и правое направление углублений. Устройство ручных метчиков определяется их назначением: для диаметра до 20 мм. инструмент изготавливают с тремя канавками, диаметром 20-40 мм. - с четырьмя.
Винты для нарезания метрической резьбы маркируются буквой М и цифровой комбинацией, указывающей размер инструмента. Всего 17 видов, основной шаг составляет от 0,5 до 3,5 мм. Для нарезки резьбы на трубах используют трубный резьбонарезной инструмент для получения резьбы полдюйма, три четверти дюйма и один дюйм (обозначается G 1/2 , G 3/4, G1). Для конической резьбы на метчике в маркировку вносится буква "К".
Материалы для изготовления и характеристики
Заготовки для метчиков изготавливают из гладкотянутой инструментальной стали на токарных автоматах. В качестве исходника используют квадрат или прутки.
Метчики изготавливают из следующих материалов:
- Основной материал для изготовления ручных метчиков - это высокопрочные нетеплостойкие стали. Это объясняется тем, что резьбонарезной инструмент работает в условиях низких температур на малых скоростях. Сталь берется низкой прокаливаемости, так как инструмент работает в условиях, когда рабочая температура менее 200 градусов. Для этого подходит низкоуглеродистая сталь марки У10А, А12А. При превышении указанных пределов нагрева нетеплостойкая сталь теряет свои прочностные характеристики. Метчики изготавливаются цельными или сварными;
- Для машинных метчиков - это высоколегированная инструментальная марок и быстрорежущая сталь (например, используют сталь марок Р18, Р9, Р6М5, Р6М5К5, Р6М5К8, основные легирующие компоненты - вольфрам, молибден и кобальт). Инструмент работает на высоких скоростях в условиях быстрого нагрева - температура достигает 600-6500 градусов. В данном случае материал должен обладать высокой тепловой стойкостью, обладать такими свойствами как износостойкость, твердость и долговечность, а также активно сопротивляется пластической деформации;
- Для автоматов применяют твердые сплавы. Готовые винты проходят термическую обработку для повышения прочностных характеристик.
Выполним услугу нарезки резьбы метчиком при помощи:
- оборудования (наш станочный парк)
- слесарных работ (вручную)
- (резьбофрезерные) (резьботокарные)
- координатно-пробивного пресса (резьбонакатные)
Цена на нарезку резьбы метчиком вас приятно удивит.
Главной характеристикой метчиков является их производительность и качество нарезаемой резьбы во всех видах отверстий.
Что такое метчик?
Метчики — это специальные приспособления, предназначенные для нарезания и калибровки внутренних резьб. Ниже мы рассмотрим все особенности этих металлорежущих инструментов. Прочитав статью, вы получите ответы на следующие вопросы.
- Какую резьбу можно нарезать при помощи метчика?
- Как маркируют эти инструменты?
- Из каких частей состоят метчики?
- Какие материалы идут на производство этих металлорежущих инструментов?
- Какие существуют виды метчиков по конструкции и назначению?

Фотография №1: набор метчиков
Конструкция метчиков
Метчик состоит из рабочей части и хвостовика.

Изображение №1: конструкция метчика
Рабочая часть метчика устроена следующим образом.
- Заборная часть. Именно она начинает соприкасаться с металлом и формирует первые витки резьбы.
- Калибрующая часть. Доводит резьбу до идеала.
Хвостовик предназначен для закрепления инструмента. Для исключения проворачивания предусмотрен специальный квадрат.
Калибрующая часть метчика имеет канавки. Они выполняют две функции.
- Отвод стружки из зоны обработки.
- Подвод смазывающе-охлаждающей жидкости.
Существуют следующие типы канавок.
- Канавки, имеющие прямолинейные передние и радиусные задние поверхности. С такими канавками выпускается большинство метчиков.
- Канавки, имеющие прямолинейные передние и задние поверхности. Метчики этого типа используют для нарезания гаечных резьб.
- Однорадиусные канавки. Их имеют метчики калибровочного типа
Маркировка метчиков
Маркировка наносится на хвостовики метчиков.
- «М» — метрические метчики.
- «К» — конические метчики.
- «G» — трубные метчики.
Классификация и виды метчиков
Расскажем о классификации метчиков в деталях. Инструменты подразделяют на виды в зависимости от таких основных характеристик, как:
- назначение;
- конструктивные особенности;
- типы нарезаемых резьб.
Классификация метчиков по назначению
По назначению метчики делят на 4 вида.
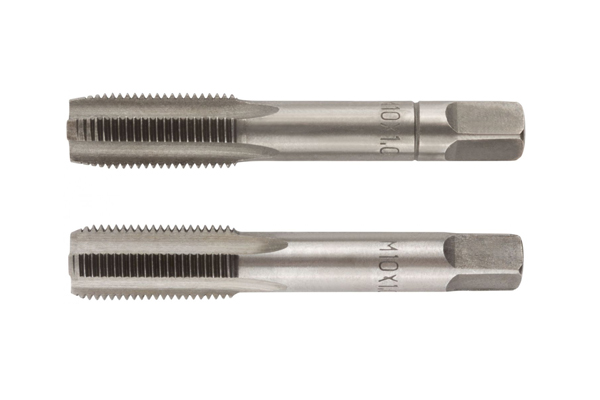
- Ручные. Это слесарные метчики, для вращения которых предназначены специальные воротки. Обычно для нарезания какой-либо резьбы используется комплект из нескольких инструментов. Каждый их них снимает с заготовки лишь часть припуска.
Черновые метчики имеют на хвостовиках одну черточку, промежуточные — 2, а инструменты для финишной обработки — 3.
В зависимости от направления вращения метчики бывают левыми и правыми.

Фотография №2: ручные слесарные метчики
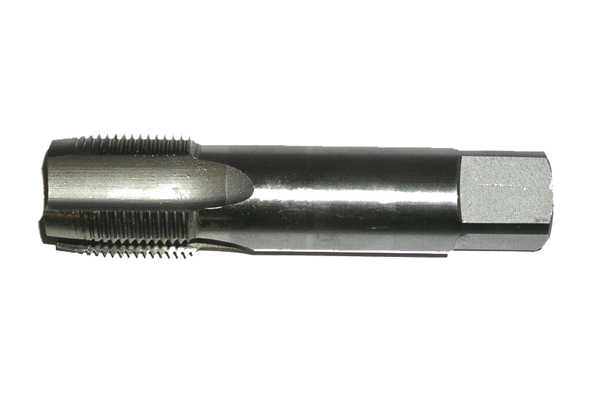
- . Их используют для обработки заготовок на револьверных, агрегатных, сверлильных и токарных станках. Применение машинных метчиков в массовом или серийном производстве дает нужную производительность. Резьба до 3 мм с использованием машинного метчика нарезается за один проход.

Фотография №3: машинные метчики
- Метчики-протяжки. Эти специальные машинные инструменты, предназначенные для нарезания крупнопрофильных резьб за один проход. Отличаются повышенной жесткостью и имеют очень точное исполнение. Метчики этого типа работают не на сжатие, а на растяжение. Длина рабочих частей — увеличенная.

Фотография №4: метчики-протяжки
- . Как видно из названия, инструменты этого типа применяют для нарезания резьб в гайках. Гаечные метчики, устанавливаемые на сверлильные станки, имеют длинные прямолинейные хвостовики. После нарезания резьбы инструмент извлекается, а гайка просто стряхивается. Приспособления, устанавливаемые на резьбонарезные автоматы, имеют изогнутые хвостовики. С них обработанные гайки падают в подготовленную тару.
- Метчики с винтовыми стружечными канавками. Такие приспособления обычно используют для машинного нарезания глухих резьб. Винтовое расположение канавок для отвода стружки обеспечивает подачу в зону резания необходимого количества смазочно-охлаждающей жидкости. Это значительно повышает эффективность обработки и продлевает срок службы инструментов.
- Метчики с укороченными канавками. Их еще называют бесканавочными. Приспособления этого типа используют для обработки заготовок из высокопрочных легированных сталей, вязких низкоуглеродистых материалов, а также сплавов на основе алюминия.
- Метчики с шахматным расположением режущих зубьев. Такая конструкция уменьшает трение при обработке заготовок. Зубья на заборной части располагаются по классической схеме, а на калибрующей — через один.
- Комбинированные сверла-метчики. При обработке деталей приспособлениями этого типа выполняются одновременно 2 операции — сверление отверстия и нарезание резьбы. Такой подход позволяет не задумываться о соотношении диаметра сверла с диаметром метчика.
- Колокольные метчики. Предназначены для нарезания резьб больших диаметров (от 50 до 400 мм). Приспособления имеют сборные конструкции.
- Модели ступенчатого типа. Рабочие части таких метчиков разделены на участки, выполняющие определенные функции. К примеру, первый — резание, а второй — выглаживание.
- Метчики с внутренними полостями. Они нужны для охлаждения и отвода стружки. Такие метчики отличаются повышенной производительностью и используются для нарезания глухих резьб в глухих отверстиях. Наибольшее распространение получили сборные модели.
- Метрические метчики. Предназначены для нарезания метрических резьб. Это самый распространенный тип крепежных соединений.
- Дюймовые метчики. Рабочие части таких приспособлений имеют коническую форму. Профиль дюймовой резьбы выглядит так.
- Цилиндрические и конические трубные метчики. Используются для создания надежных трубных соединений.
- Ознакомьтесь со стандартными характеристиками резьб вышеперечисленных типов.
- Высокоуглеродистые инструментальные стали. Это У10А, У12А и другие марки. Из таких сталей изготавливают ручные метчики.
- Быстрорежущие стали. Максимальное распространение получили марки Р6М5 и Р6М5К5. Из этих сталей изготавливают машинные метчики.
- Твердые сплавы. Идут на изготовление метчиков, предназначенных для нарезания внутренних резьб в заготовках из труднообрабатываемых материалов.
- Подбирайте для работы подходящие по габаритам и характеристикам приспособления.
- Для более точного позиционирования мастера рекомендуют крепить хвостовики метчиков в патронах с плавающими, самоцентрирующимися и реверсивными свойствами.
- Со всех обрабатываемых заготовок предварительно снимайте фаски.
- Деталь, изготовленную по технологии литья или штамповки, требуется подготовить к нарезанию резьбы. Отверстия зенкеруются или рассверливаются для увеличения диаметров.
- Не пренебрегайте необходимостью использовать смазывающе-охлаждающие жидкости.
- Для нарезания резьбы в глубоких отверстиях используйте метчики, длина которых превышает глубину нарезки.
- низкие цены;
- быстрая доставка;
- скидки для постоянных оптовых клиентов;
- возможность покупки любого инструмента под заказ.
- Ручные/машинные. Выбирайте вариант, который предназначен для соответствующего вида работ. При этом обращайте внимание на устройство изделия (винтовое, прямое, с укороченными канавками).
- Гаечные. Одиночный инструмент для сквозной резьбы прямой формы. Он длиннее машинно-ручного и имеет острый заход, аналогично первому номеру комплектного метчика.
- С вырезанной ниткой. Инструмент подходит для обработки листов и нарезания отверстий в пластинчатом металле.
- Слесарные. Предназначены для ручной нарезки отверстий. Поставляются в комплектах, состоящих из трех инструментов (чернового, чистового, среднего). Работу начинают с чернового, корректируют отверстие средним и шлифуют чистовым элементом.
- Конические. Подходят для выполнения резьбы на сквозных отверстиях. Заборная часть изделий имеет неполную, а калибрующая — полную резьбу.
- Плошечные. Подходят для изготовления предварительной резьбы. Имеют заборные конусы больших размеров.
- Маточные. Используются для зачистки резьбы. Основное отличие от других видов — наличие спирали с правой стороны.
- Бесканавочные. Подходят для длительных работ с высокой производительностью. Изделие имеет короткое основание приемного конуса без продольных канавок, что уменьшает вероятность поломок.
- Комбинированные. Это изделия, составленные из двух частей (черновой и чистовой, соединенных шейкой). Инструмент комбинированного типа сокращает время на выполнение работ. К примеру, вы можете купить сверло-метчик, который подходит одновременно для сверления и нарезания резьбы.
- Специальные. Изделия имеют узкую специализацию. К подобному типу относят насадные, корабельные и тандем-метчики.
- система измерения диаметра (дюймовая, метрическая);
- число заходов инструмента (один, два, три);
- форма профиля (прямоугольная, трапециевидная, треугольная);
- сторона, в которую вращается винт (левая, правая);
- размещение резьбы на детали (внутри, снаружи);
- форма детали (конусовидная, цилиндрическая).
- Первый метчик имеет обрезанные верхушки зубьев, внешний диаметр меньше, чем у остальных инструментов в наборе.
- Второй с короткими зубными сегментами, имеет удлиненные гребни. Диаметр среднего метчика чуть больше, чем чистового.
- Третий имеет полный гребень зубцов и совпадает по диаметру с габаритами будущей резьбы.
- Если вы решили купить метчики в наборе, используйте их в нужной последовательности, начиная с чернового, заканчивая чистовым. В ином случае возможна порча резьбы и поломка инструмента.
- Используйте вороток после того, как приступите к работе чистовым инструментом. Обычно о том, что необходимо применить дополнительное приспособление, говорит усилившееся сопротивление.
- Возьмите угольник, чтобы проверить перпендикулярность хода метчика относительно поверхности заготовки.
- Подберите правильную охлаждающую жидкость. При этом учтите, что заготовки из бронзы и чугуна нарезают без смазки. Сталь и латунь хорошо сочетаются с льняным маслом, алюминий — с керосином, медь — со скипидаром.

Фотография №5: гаечный метчик для резьбонарезного автомата
Классификация метчиков по конструкции и особенностям
Перечислим виды приспособлений и кратко расскажем о них.

Изображение №2: метчик с винтовыми канавкам и для отвода стружки

Изображение №3: конструктивные особенности бесканавочного метчика

Изображение №4: конструкция метчика с шахматным расположением зубьев

Фотография №6: комбинированные сверла-метчики
Изучите также таблицу соответствия диаметров.

Изображение №5: стандартные диаметры сверл-метчиков

Изображение №6: конструкция метчика колокольного типа

Изображение №7: конструкция метчика ступенчатого типа

Изображение №8: полые метчики
Основные типы нарезаемых метчиками резьб
Чаще всего при помощи метчиков нарезают резьбы трех основных разновидностей. Применяют инструменты следующих типов.
Профиль метрической резьбы представляет собой равносторонний треугольник. Угол при вершине — 60°. Вершины выступов срезаны.

Изображение №9: профиль метрической резьбы

Изображение №10: профиль дюймовой резьбы
Диаметр измеряется в дюймах, а шаг — в количестве ниток на дюйм.

Изображение №11: профиль трубной резьбы

Изображение №12: стандартные характеристики метрических, дюймовых и трубных резьб
По этой таблице мастера подбирают резьбонарезной инструмент.
Из чего изготавливают метчики
Расскажем, из каких сталей изготавливают большинство метчиков.
Стандарты ручных и машинных метчиков
Требования к характеристикам как ручных, так и машинных метчиков устанавливает стандарт ГОСТ 3266-81. Он называется: «Метчики машинные и ручные. Конструкция и размеры». Документ вы можете скачать здесь.
Полезные советы по использованию метчиков
Где купить нужные метчики?
Выгодно купить метчики различных типов вы можете непосредственно у нас. На страницах каталога вы найдете широкий ассортимент инструментов высшего качества от ведущих отечественных и зарубежных производителей.
К нашим преимуществам относятся:
Заказать плашки, наборы метчиков и иные приспособления вы можете по телефону или на сайте. Если есть вопросы, задайте их специалисту «РИНКОМ». Опытный мастер обязательно вам поможет.
Как выбрать метчик
Какой выбрать метчик, если перед мастером стоит задача просверлить отверстия с внутренней резьбой для восстановления шпилек, гаек, сорванных болтов и проведения аналогичных работ? Предлагаем следовать рекомендациям — учесть описанные ниже параметры.

Изображение № 1: Стандартный машинно-ручной метчик
1. Стандарт резьбы.
Сегодня выпускают плашки с двумя стандартами: метрическим и дюймовым. Наиболее распространены метрические изделия, режущие края которых имеют конического типа лезвия.
2. Профиль резьбы.
Профиль на последних витках лезвий треугольной формы позволяет заворачивать гайки на восстановленную резьбу.
3. Принцип нарезания.
Использование метчиков ручного типа возможно в слесарном деле. При работе с вязкими сплавами (например, на основе титана) лучше применять инструменты машинного типа.
Распространение получили плашки разрезного, цельного и раздвижного видов. Цельные изделия создают резьбу наилучшего качества, поскольку отличаются высоким уровнем жесткости. Раздвижные используют в наборах, так как с их помощью удается сделать резьбу различных размеров.
Виды метчиков и их назначение
Назначение метчиков разнится, поэтому под каждый вид работ нужен свой инструмент. Расскажем об основных разновидностях.

Изображение № 2: Устройство метчика
Как выбрать сверло под метчик?
Как выбрать сверло под метчик, если вам необходимо нарезать резьбу определенного размера? Чтобы не ошибиться, помните о принципе создания отверстий. Дело в том, что при нарезании резьбы металл удаляется вместе со стружкой, выходя через режущие грани инструмента. Поэтому диаметры стрежней выбирают не по номинальному диаметру резьбы, а чуть меньше. Сориентироваться поможет таблица, размещенная ниже.

Таблица № 1: Рекомендуемые значения диаметров отверстий и стержней
Для чугуна и металлов высокой хрупкости диаметр сверла уменьшают на 0,1 мм от табличного значения. Для качественного выполнения дюймовой резьбы обращайте внимание на требуемый шаг и диаметр отверстия (смотрите таблицу ниже).

Таблица № 2: Диаметры отверстий под дюймовую резьбу
Как выбрать метчик для резьбы
Далее расскажем, как выбрать метчик для резьбы. В процессе учитывают основные характеристики:
Если для исправления сорванной резьбы в основном используют одиночные изделия, то для создания новой берут комплекты. В них виды метчиков для нарезания резьбы определяются как черновой, средний и чистовой.

Изображение № 3: Стандартный набор метчиков из трех инструментов
Первый предназначен для нарезания черновой резьбы, второй для ее углубления, третий — для доведения до конечного (чистового) вида. Чтобы отличить одно изделие от остальных в наборе, обратите внимание на форму рисок хвостовых частей.
При вычислении будущего диаметра отверстия пригодится формула:
D отверстия = D метчика * 0,8
Далее при выборе ориентируйтесь на таблицу.

Таблица № 3: Соответствие диаметров резьбы и подготовительных отверстий
Важные моменты по выбору и работе с метчиками

Угольники – это измерительный инструмент, используемый для определения длины, нанесения разметки и контроля углов. Изделия востребованы в строительстве, слесарном и столярном деле. Они отличаются простотой конструкции, удобством эксплуатации и длительным сроком службы.

Полировка металла – это процесс финишной обработки, связанный с удалением поверхностного слоя. Процедура устраняет мелкие дефекты, повышает эстетическую привлекательность изделия, придает благородный блеск.

Обработка любых материалов требует использования специального оборудования, поэтому знать, как выбрать сверло, крайне важно.

Полировка – это комплексная операция по финишной обработке заготовки. С ее помощью устраняются мелкие дефекты в виде потертостей, сколов и царапин. Поверхность приобретает благородный блеск, а изделие – товарный вид.

Подготовка треугольных отверстий требуется при сборке и ремонте металлоконструкций, особых деталей и механизмов. Работая с заготовками малой толщины, рекомендуется использовать пробивку. При взаимодействии с толстостенными деталями целесообразно сверление.
Читайте также: