Из какого металла делают поезда
Обновлено: 02.05.2024
Среди тех, кто покупает рельсы или иное оснащение для железной дороги либо кранов, не бывает случайных людей. Кроме того, эта категория потребителей обычно хорошо ведет подсчеты и имеет понимание того, что каждый уплаченный за качество рубль сейчас вернется многократной экономией впоследствии.
Марки, используемые для верхнего строения путей (ВСП) сходны по химическому составу, но соотношение твердости, пластичности и других свойств у них разное. Рассмотрим самые популярные материалы:
- К76 — оптимальный вариант для 75% для ширококолейных ж/д полотен;
- К76Ф — микролегирование ванадием 0,03-0,1% позволяет использовать металл для путей с высокой нагруженностью и предназначенных для промышленного транспорта;
- К63 — содержит меньше углерода, но добавки никеля и хрома (до 0,3%) повышают коррозионную стойкость и механическую выносливость;
- К63Ф — с присадками ванадия;
- М54 — с повышенной ударной вязкостью, благодаря увеличенному содержанию марганца, применяется для соединительных накладок.
Стали выплавляют разными методами:
От метода выплавки зависит уровень чистоты от примесей и точность состава. В зависимости от химической формулы сплавы обладают разной склонностью к термоупрочнению, в связи с этим готовую продукцию классифицируют следующим образом:
- Термоупрочненные (твердость 350 или 370 НВ): применяют объемную закалку и отпуск или дифференцированное упрочнение (закалка головки с самоотпуском, горячая правка);
- Нетермоупрочненные (твердость 260, 300 или 320 НВ).
Изделия без термической обработки пригодны для высокоскоростного пассажирского транспорта и путей общего назначения обычной, повышенной и высокой прочности.
Термообработке подвергают рельсы с увеличенной низкотемпературной и контактной надежностью, повышенной износостойкостью для совмещенного движения (пассажиропоток+ грузоперевозки).
Маркировка рельсовой стали
Стальные сплавы для путей общего назначения по ГОСТ Р 51685-2013 обозначаются буквами и цифрами, например: Э76Ф, М76Т, 76ХСФ, 90ХАФ. Рассмотрим, как расшифровываются маркировки:
- Буквы в начале (М, К, Э) указывают на технологию выплавки. В электропечи проще регулировать температуру, в расплав не попадают продукты горения, поэтому примесей в Э76 меньше, чем в К76.
- Цифры (63, 76, 90) говорят о среднем для марки содержании углерода в сотых долях процента, например в Э68 оно должно находиться в диапазоне 0,60-0,73%. Чем больше карбидов, тем выше твердость и износостойкость.
- Буквы в конце (Ф, С, Х, Т, А) — легирование ванадием, кремнием, титаном, хромом, азотом, при этом обозначаются не все концентрации, а только приближенные к 1%.
Рельсы для узкоколейных дорог производят по ГОСТ 5876-82, предусмотрено всего три марки стали: Н50, Т60, ПТ70. В зависимости от содержания углерода действует классификация:
Это интересно: Какой газ используется в квартирах и частных домах. Какой газ используется в жилых домах
Цифры указывают на углеродную долю в сотых долях процента. К этим изделиям предъявляют меньше требований (например их твердость всего 170-250 НВ) поэтому допускается изготовление из сталей с индексами раскисления СП и ПС. В металле больше вредных примесей, влияние которых компенсируется мышьяком, повышающим износостойкость и твердость.
Требования к массовой доле элементов в составе марки рельсовой стали
В марках стали буквы М, К, Э – обозначают способ выплавки стали, цифры – среднюю массовую долю углерода, Буквы Ф, С, Х, Т – легирование стали ванадием, кремнием, хромом и титаном соответственно.
Допускается массовая доля остаточных элементов – хрома (В рельсах категории Т1, Т2, H), никеля и меди не более 0,15% каждого, при суммарной массовой доле не более 0,40%.
Химический состав для Р65К должен соответствовать указанному, за исключением массовой доли углерода, которая должна быть 0,83 – 0,87%. При этом цифры в марке стали заменяют на 85.
Механические свойства рельсовой стали
Сталь для изготовления рельсовых путей должна противостоять циклическим нагрузкам, обладать достаточной твердостью и пластичностью. Для проведения контрольных испытаний используют рельсы начала и окончания плавки, промаркированные специальным образом.
Механические свойства замеряют с учетом параметров готовой продукции (толщины металла, показателей, полученных при термообработке). Основные характеристики:
Конструкция профиля состоит из головки катания, шейки и подошвы. Изготовить и эксплуатировать изделие с равными показателями твердости во всех частях довольно затруднительно, поэтому твердость по Бринеллю (НВ) измеряют в нескольких точках:
- 1 — на поверхности головки катания;
- 2- на глубине 10 мм по вертикальной оси;
- 3 и 4 — на глубине 10 мм от выкружки (скругления головки);
- 5 — на глубине 22 мм от поверхности по центральной вертикальной оси;
- 6 — в шейке, в точке центров радиусов;
- 7 и 8 — в подошве, внутри толщи металла.
Наибольшая прочность в точке 1, а наименьшая в — 5, при этом разность значений не должна превышать 30 НВ. Все показатели сводятся к эксплуатационным качествам: предел выносливости, эксплуатационная надежность, циклическая трещиностойкость.
Сталь хорошо справляется с ударной нагрузкой. Значение ударной вязкости составляет 2,5 кг/см2. Твердость сплава находится в прямой зависимости от качества проведения термической обработки. Объемная закалка способно увеличить данный параметр до 60 единиц по шкале Роквелла.
Рельсовая сталь
Это интересно: Как самостоятельно открутить и закрутить колёсные болты на автомобиле. В какую сторону откручивать болты
Химический состав
Рельсовые марки стали подразделяются на 2 группы в зависимости от вида применяемых раскислителей:
- В 1-ую группу входит сталь, раскисленная ферромарганцем или ферросилицием.
- Вторая — включает в себя раскислители на основе алюминия. Металл 2-ой группы является предпочтительней, т.к. содержит в себе меньший процент неметаллических включений.
Химический состав рельсы полностью регулируется государственным стандартом ГОСТ Р 554 97- 2013. Согласно ему, помимо основного компонента железа, сплав должен включать в себя следующий набор элементов:
В зависимости от содержания серы и фосфора рельсовые стали подразделяются 2 сорта. Первый сорт имеет в своем составе меньший процент данных вредных примесей. Он более предпочтителен и применяется на более ответственных участках железнодорожного пути.
Объяснение данному эффекту тоже нашли: мельчайшие частицы, откалываются от колес, оседают в месте контакта и выходит абразивное воздействие на поверхность катания. В итоге на головке появляются царапины, а со временем и трещины.
Какой металл используют для рельсов?
Железнодорожные и другие рельсы представляют собой одну из разновидностей литого или горячекатаного фасонного проката массового производства со сложной геометрической формой поперечного сечения. Для изготовления рельс применяются марки легированной углеродитсой стали.
Требования к рельсовой стали
Используемая для производства жд рельс марка стали должна обладать такими свойствами:
- Способностью нести вертикальные и боковые циклические нагрузки, оказываемые на рельс при передвижении техники соответствующего типа. Требования к этому параметру для рельс (железнодорожных, крановых, трамвайных, рудничных и т.д.) могут существенно отличаться;
- Устойчивостью к износу и деформации на протяжении срока эксплуатации;
- Хорошей температурной и умеренной коррозионной стойкостью, в том числе и при контакте с горюче-смазочными материалами;
- Пластичностью и ударной вязкостью не менее 2,5 г/см².
Рельс представляет собой продукт массового производства, поэтому использование дорогостоящих высоколегированных сплавов в этом случае будет экономически нецелесообразным.
Кратко о технологии обработки стали
Полуфабрикатом для производства конечной продукции служат изготовленные по технологии непрерывного литья или горячего проката слитки продолговатой формы (блюмы). После нагрева и приобретения пластичности заготовкам придается требуемая форма в процессе прокатки на сортовых линейных или универсальных рельсобалочных станах. В настоящее время на смену традиционным линейным станам приходят более производительные и экономичные универсальные, отличающиеся рядным ступенчатым расположением клетей. В зависимости от специфики применения, готовая продукция может поставляться без дополнительной обработки или в термически упрочненном состоянии.
Введение
Железнодорожный транспорт в России является основным в системе транспорта страны.
Железнодорожный транспорт является лидером в России по перевозке грузов, и занимает второе место после автомобильного по перевозке пассажиров: выполнение железнодорожным транспортом 40% пассажирооборота и примерно 80% грузооборота транспорта.
У каждого из нас железная дорога ассоциируется с металлом. Без металлов не было бы железной дороги. Стали и сплавы: рельсы, крепеж, рама локомотива и вагонов; медь и сплавы: реле, датчики и т. д.
1 место – высоколегированная сталь – рельсы;
2 место – сталь Ст3 - подвижной состав на 90% из нее сделан;
3 место – чугун (много литья на вагонах - тележки, автосцепки, распределители);
4 место медь – контактная сеть и все по чему бежит ток (трансформаторы, тяговые двигатели, вспомогательная аппаратура);
5 место – электроника - золото, серебро, и пр. цветмет.
Цель проекта: Изучить расширение сферы применения сплавов металлов на железной дороге.
Первые попытки создания более совершенных колейных дорог были предприняты в древние времена. Так, в Древнем Египте, Греции и Римской империи существовали колейные дороги, предназначенные для транспортировки тяжелых грузов. Они имели две параллельные углубленные борозды, по которым катились колеса повозок.
В средневековых рудниках появились дороги, по деревянным рельсам которых передвигались деревянные вагоны с деревянными колесами. В XV—XVI вв. в копях и рудниках Западной Европы прокладывались деревянные лежни для вагонеток.
На заводских дворах России использовались лежневые пути, по которым перемещались вагонетки, называемые «собаками» за громкий лязгающий звук, издаваемый ими при движении.
В XVI веке на рудниках использовались гладкие деревянные рельсы, зарытые в землю. Телега или вагонетка по таким рельсам, по сравнению с обычной дорогой, катилась легче, и лошадь могла везти значительно больше груза.
Однако поверхность деревянных брусьев, очень быстро изнашивающаяся, становилась неровной, поэтому люди стали применять металл для изготовления рельсов, а затем искать замену мускульной энергии машинами.
Железные дороги являются крупными потребителями металла.
Металлы – это химические элементы, отличительными признаками которых являются непрозрачность, специфический блеск, электро- и теплопроводность, хорошая ковкость. Все металлы делятся на две большие группы – черные и цветные.
Чистые металлы находят довольно ограниченное применение в качестве конструкционных материалов. Основными конструкционными материалами являются сплавы. Они обладают более ценными комплексами механических, физических и технологических свойств, чем чистые металлы.
Сплавы могут быть однофазными, двухфазными, трехфазными. В зависимости от физико-химического взаимодействия компонентов могут образовываться следующие фазы: жидкие растворы, твердые растворы и химические соединения.
Почти все металлы в жидком состоянии растворяются друг в друге в любых соотношениях. В результате образуется однородный жидкий раствор с равномерным распределением атомов одного металла среди атомов другого металла.
Твердые растворы — это фазы, в которых один из компонентов сплава сохраняет свою кристаллическую решетку, а атомы других (или другого) компонентов располагаются в решетке первого компонента (растворителя), изменяя ее размеры.
Химические соединения и родственные им по природе фазы в металлических сплавах многообразны. Они обычно образуются элементами, имеющими большое различие в электронном строении атомов и кристаллических решетках.
В технике используется большое разнообразие сплавов, имеющих различный химический состав, структуру и свойства. Основные из них – железо-углеродистые сплавы – стали и чугуны, а также цветные сплавы на основе алюминия, меди, олова, свинца и др.
Широкое применение в вагоностроении нашли низколегированные стали в виде стандартного проката, специальных гнутых профилей, а также листов для изготовления элементов рам, кузовов вагонов и котлов цистерн общего назначения. Эти стали обладают хорошей свариваемостью, достаточной высокой прочностью и большей коррозионной стойкостью по сравнению с углеродистыми сталями обыкновенного качества. Котлы цистерн для перевозки кислот, ядохимикатов и других агрессивных грузов изготовляют из коррозионностойких и двухслойных сталей.
Основным легирующим элементом коррозионностойких сталей является хром. От коррозии сталь предохраняет тонкая плотная пленка оксидов хрома, которая образуется на поверхности изделия. Содержание хрома должно быть не менее 13 %, иначе пленка не будет сплошной. Кроме хрома в состав коррозионностойких сталей вводится никель. Хромоникелевые стали имеют большую коррозионную стойкость, чем хромистые, но их стоимость высока, поэтому по возможности их стараются заменить сталями, в которых часть никеля заменена марганцем.
Высокоуглеродистые стали, микролегированные ванадием с повышенным содержанием марганца, применяются при производстве рельсов. Добавки легирующих элементов (титана, хрома, кремния) улучшают структуру и качество рельсовой стали.
Помимо рельсов, легированные стали применяются при изготовлении следующего оборудования и изделий:
- цилиндрических пружин и рессор тележек вагонов и локомотивов;
- литые детали тележек грузовых вагонов и автосцепных устройств;
- маятниковые подвески;
- центрирующие балочки и ударные розетки;
- горловины фрикционных поглощающих аппаратов;
- крестовины стрелочных переводов и некоторые детали электровозов производят из износостойкой стали марки;
- ролики и кольца подшипников буксовых узлов вагонов и локомотивов;
- шестерни тяговых зубчатых передач электровозов, тепловозов и мотор-вагонных секций, венцы тяговых зубчатых передач;
- коленчатые валы компрессоров тепловозов, шатуны;
- клапаны тепловозных двигателей.
- Чугун на железной дороге
"По рельсам чугунные стуки
Отбивают стальные копыта."
А вы когда-нибудь задумывались над тем, почему железную дорогу иногда называют «чугункой»? Особенно часто такое слово можно услышать в старых художественных кинофильмах или в рассказах писателей. Ответ кроется в самом названии, думаю, уже догадались какой.
Правильно, название это произошло от того, что рельсы делали из чугуна.
Чугун – черный металл, представляющий собой сплаву железа с углеродом (более 2 %) и некоторым количеством марганца, кремния, серы, фосфора и других элементов. Основная доля получаемого в доменных печах чугуна предназначается для передела в сталь и такой чугун называют передельным. Кроме того, выплавляется литейный чугун и ферросплавы — специальные чугуны с увеличенным содержанием кремния, алюминия, хрома, ванадия, никеля, титана. Ферросплавы применяются для раскисления и легирования сталей.
Тормозные колодки, они же накладки, представляют собой важнейший элемент тормозной системы поезда. От их качества зависит скорость и эффективность торможения.
На сегодняшний день все тормозные колодки для поездов принято разделять на две большие группы: чугунные и композиционные. Чугунные колодки широко применяются в пассажирских вагонах, которые развивают скорость не более 120 километров в час. Главными преимуществами подобных колодок являются хорошее отведение тепла при торможении и высокую устойчивость к воздействию влаги. Если говорить о недостатках, то тут, в первую очередь, следует отметить нестабильный коэффициент трения.
Литейные сплавы нашли широкое применение на железнодорожном транспорте. Серый чугун марок СЧ20 и СЧ25 используется при изготовлении блоков цилиндров, головок цилиндров и картеров дизельного оборудования рефрижераторных вагонов секций ЦВ-5, БМЗ-5 и АРВ. Серый чугун обладает лучшими литейными свойствами. У него высокая жидкотекучесть и малая усадка (0,9— 1,3 %). Однако он хрупкий и не применяется для получения литых деталей, работающих под ударными нагрузками.
Коленчатые валы дизелей тепловозов отливают из высокопрочного чугуна. Чугунное литье идет на изготовление крышек и блоков цилиндров, составных поршней дизелей тепловозов.
Для производства арматуры контактной сети электрифицированных железных дорог используют литье из ковкого и серого чугунов.
Цветные металлы — особый класс нержавеющих металлов и сплавов, в составе которых нет железа. Сюда входят олово, медь, цинк, никель, серебро, золото. Металлы называются цветными, потому что каждый из них имеет определенный окрас. Они отличаются прочностью и долговечностью, поскольку формируют на своей поверхности защитную оксидную пленку и проявляют устойчивость к негативным факторам внешней среды.
Цветные металлы применяются в технике реже, чем черные. Это объясняется незначительным содержанием многих цветных металлов в земной коре, сложностью процесса их выплавки из руд, недостаточной прочностью. Цветные металлы дороже черных, и, когда это возможно, их заменяют черными металлами, пластмассами и другими более дешевыми материалами. Однако цветные металлы имеют свойства, которые делают их применение в технике незаменимым. Например, медь и алюминий обладают высокой электро- и теплопроводностью.
Для крепления и стыковки контактных проводов и тросов во всех узлах, предназначенных для прохождения тока, применяют детали из цветного литья:
- латунного, бронзового и медного — для медных, сталемедных, бронзовых проводов и тросов;
- алюминиевого — для алюминиевых и сталеалюминевых проводов.
Алюминиевые сплавы используют для отливки поршней блоков и картеров двигателей, крышек и картеров коробок передач и редукторов, гарнитуры (ручки, полочки, крючки и т.п.) пассажирских вагонов и т.п.
Дюралюминий на железнодорожном транспорте его использование ограничивается экспериментальным вагоностроением.
Медь и ее сплавы применяется для обмоток электрических устройств и для разного вида теплообменников (радиаторы, калориферы и т.п.).
Из латуней изготавливают подшипники, водо- и паропроводную арматуру, листовая латунь идет на изготовление радиаторов, теплообменников и используется в электроаппаратуре в качестве электропроводящих элементов.
Бронзы применяют для изготовления втулок и вкладышей подшипников, сепараторов подшипников качения.
Добавки алюминия, никеля и железа повышают жаропрочность бронз, такие бронзы применяют для клапанов компрессоров, направляющих втулок, клапанов турбин и т.п. Бронзы типа ОЦСН применяют для втулок верхней головки шатуна дизеля тепловоза и втулок распределительного вала.
Баббиты являются мягкими антифрикционными сплавами, которыми заливают подшипники скольжения механизмов.
Заключение
Рельсовые пути сыграли немаловажную роль в развитии человеческой цивилизации. За несколько столетий железнодорожная сеть разрослась по всему миру в невероятных масштабах, а скоростной режим увеличился в десятки раз.
Прорыв в значимости железной дороги возник в начале 19 века, когда на рельсы встал первый паровоз. С этого момента перемещение из одной точки в другую значительно увеличилось в скорости, а строительство железнодорожных путей стало основной задачей того времени.
Россия блеснула своими первыми рельсами в 1837 году. Они были проложены от С-Петербурга до Павловска через Царское Село. Дорога была доступна для общего пользования.
Металл остается материальной основой железных дорог. На железной дороге используется большое разнообразие сплавов, имеющих различный химический состав, структуру и свойства. Основные из них – железоуглеродистые сплавы – стали и чугуны, а также цветные сплавы на основе алюминия, меди, олова, свинца и др.
Вагоны промышленного железнодорожного транспорта - Устройство цистерн общего назначения
Четырехосная цистерна для перевозки нефти и нефтепродуктов (рис. 7. 29,а) грузоподъемностью 60 т с объемом котла 61,2 м3 в рабочем парке цистерн наиболее распространена. Она серийно строится с 1957 г.
Рама цистерны состоит из хребтовой балки и двух концевых частей. Хребтовая балка выполнена из двух швеллеров № 30с (300Х11,5Х89Х13,5 мм), перекрытых сверху и снизу листами толщиной соответственно 8 и 6 мм. Концевая часть рамы помимо участка хребтовой балки включает в себя шкворневую балку коробчатого сечения (сварена из верхнего и нижнего листов толщиной 12 мм и двух вертикальных листов толщиной 8 мм), концевую и две короткие боковые балки, изготовленные из штамповок Г-образной формы толщиной 6 мм. Для увеличения жесткости вертикальные
стенки боковых балок гофрированы. Таким образом, особенностью рамы цистерн является то, что на участке между шкворневыми балками имеется только хребтовая балка, другие продольные и поперечные элементы отсутствуют. Связь шкворневых балок рамы с надрессорными балками двухосных тележек осуществляется с помощью обычного пятникового устройства и боковых скользунов. Описанная конструкция рамы типовая. Она применяется независимо от перевозимых грузов для всех четырехосных цистерн.
Котел цистерны диаметром 2800 мм имеет цилиндрическую часть, сваренную из пяти продольных листов (нижнего, или броневого, толщиной 11 мм, двух верхних и двух средних — 9 мм), и два сферических днища из листа толщиной 11 мм (радиус сферы равен 3000 мм). Материал котла — сталь марки СтЗ. Все листы и днище котла соединены между собой встык автоматической сваркой.
По концам и в средней части котел связан с рамой. Поскольку при изменении температуры длина котла может изменяться, по концам он не крепится жестко к раме, а свободно лежит (рис. 7. 29,б) на деревянных брусках 3. Последние укреплены болтами на металлических опорах 2 шкворневых балок рамы. Верхние части опор имеют очертание, соответствующее форме котла. Чтобы предотвратить вертикальные и поперечные перемещения котла относительно рамы, применяются стяжные хомуты 1. Натяжение хомутов обеспечивается винтовыми муфтами.
Средняя часть котла (рис. 7. 29,в) связана с хребтовой балкой фасонными лапами 4, приваренными к броневому листу котла и соединенными болтами 5 с опорными планками 7, которые жестко приварены к верхним полкам хребтовой балки. Такое соединение котла и хребтовой балки не допускает их взаимного смещения в продольном направлении.
Жидкий груз наливается в котел через колпак, размещенный сверху посередине котла. Люк колпака (диаметр 570 мм, высота 300 мм) герметически закрывается крышкой, плотное прилегание которой обеспечивается с помощью восьми откидных болтов. В колпаке размещается устройство для контроля уровня заполнения котла и привод сливного прибора. Часть объема котла (примерно 2% общего объема) должна быть незаполненной, поскольку при повышении температуры объем нефтепродукта увеличивается. Котел оборудован наружной двухсторонней лестницей с площадкой вокруг колпака и внутренней лестницей для спуска внутрь.
Цистерна имеет нижний слив, для чего оборудована универсальным сливным прибором 6, расположенным в средней части котла. Броневой лист котла имеет выгиб вниз глубиной 15 — 30 мм для полного стекания жидкости от днищ к сливному прибору.
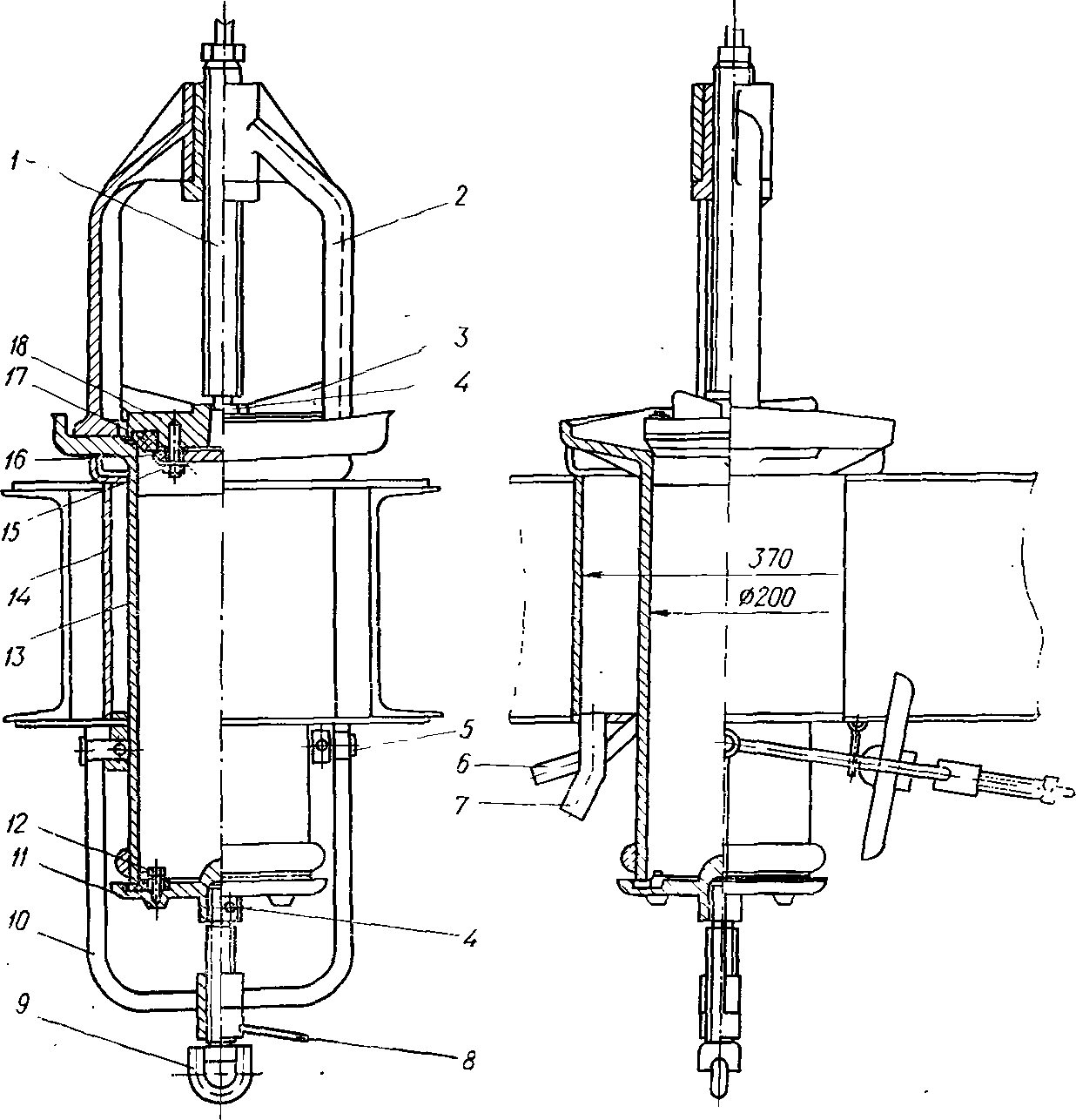
Сливной прибор (рис. 7.30) состоит из внутренней и наружной частей.
Внутренняя часть включает в себя стойку 2, клапан 18 и штангу 1, нижний конец которой соединен с клапаном болтами 4, входящими в кольцевую выточку штанги. Клапан снабжен перьями 3, направляемыми стойкой 2. Такая связь клапана со штангой позволяет ему при вращении штанги перемещаться вверх и вниз, препятствуя повороту. Резьбовой частью штанга ввинчивается в стойку, а верхний ее конец, соединенный с откидным воротком, размещается в колпаке. Клапан является основным затвором. Для обеспечения достаточной плотности к нему с помощью прижимного кольца 16 и шпилек 15 прикреплено резиновое кольцо 17. Седлом клапана служит верхний торец корпуса 13.
Рис. 7.30. Универсальный сливной прибор цистерны.
Наружная часть сливного прибора состоит из корпуса 13 (диаметром 200 мм), приваренного к котлу; крышки 11 с резиновым уплотнением, прикрепляемым с помощью прижимного кольца и болтов 12; нажимного винта 9 с рукояткой 8 стопорной гайки и скобы 10, подвешенной к корпусу с помощью валиков 5.
Крышка 11 является дополнительным наружным затвором. Она прижимается к нижнему торцу корпуса винтом 9. Соединение крышки и винта осуществляется с помощью болтов 4, пропущенных через кольцевую выточку винта. Корпус сливного прибора окружен парообогревательным кожухом 14. Патрубки 6 и 7 предназначены соответственно для подвода пара и удаления конденсата из кожуха.
Чтобы открыть сливной прибор, отворачивают винт 9, поворачивают скобу 10 вместе с крышкой 11 и винтом 9 и навешивают ее на крючок, приваренный к хребтовой балке. Таким образом, дополнительный затвор открыт. После этого открывают крышку колпака цистерны и посредством воротка вращают штангу 1. В результате клапан 18 поднимается и отходит от верхнего торца корпуса. Прибор полностью открыт.
С точки зрения прочности и устойчивости котла для него опасны внутренние избыточное и пониженное (вакуум) давления.
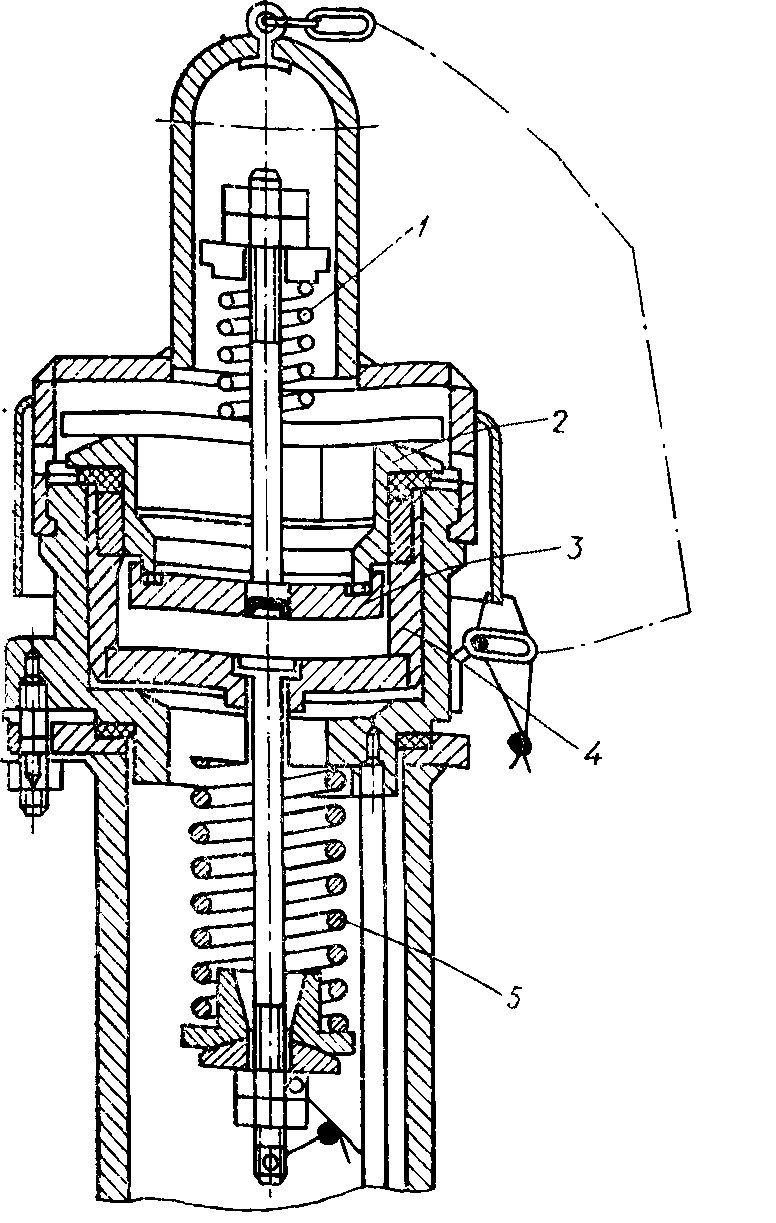
Рис. 7.31. Предохранительно-впускной клапан цистерны.
Чтобы избежать этих нежелательных явлений, на котле рядом с колпаком устанавливается предохранительно-впускной клапан (рис. 7. 31). При давлении в котле, превышающем давление, на которое отрегулирована пружина 5 (0,15 МПа для цистерн общего назначения), ее сопротивление преодолевается, и клапан 2, имеющий направляющую втулку 4, поднимается вверх, обеспечивая сброс избыточного давления в атмосферу. Если давление в котле понижено (на 0,01 МПа), то сжимается пружина 1, в результате чего клапан 3 опускается и воздух входит в котел.
Котел рассматриваемой цистерны окрашен в светло-желтый (палевый) цвет, в правом верхнем углу наносится трафарет Бензин/Нефть. Недостатком цистерны является то, что ее грузоподъемность неполностью используется при перевозках светлых нефтепродуктов. Удельный объем котла равен 1,02 м3/т, а светлых нефтепродуктов — 1,2—1,4 м3/т.
Четырехосная цистерна грузоподъемностью 60 т (рис. 7. 32) предназначена для перевозки бензина и светлых нефтепродуктов. Она выпускается серийно с 1971 г. и характеризуется увеличенным объемом котла (72,7 м3) за счет большей его длины (10 620 мм) и диаметра (3000 мм). Толщины листов цилиндрической части котла: броневого — 11 мм; двух средних 10 мм; двух верхних 9 мм. Материал котла — сталь марки ВСт3сп5. Крепление котла к раме типовое. Броневой лист выполнен с уклоном к универсальному сливному прибору.
Транспортирование высоковязких нефтепродуктов (мазута, смазочных масел и т. п.) в обычных нефтебензиновых цистернах нерационально, так как такие грузы очень трудно сливать. Для полной выгрузки нефтепродукты надо подогревать. В связи с этим разработана конструкция специальной четырехосной цистерны грузоподъемностью 60 т для вязких нефтепродукт о в (рис. 7. 33). Она отличается от нефтебензиновой наличием парообогревательной рубашки, которой оборудована нижняя часть котла по всей поверхности. Наружной стенкой рубашки служит стальной лист толщиной 3 мм, равноотстоящий от котла, а внутренней — часть котла. Между собой стенки связаны сваркой металлическим каркасом из уголкового проката. Поверхность обогрева котла цистерны составляет 40 м2.

Рис. 7.32. Четырехосная цистерна для светлых нефтепродуктов.
Ряс. 7.33. Четырехосная цистерна для вязких нефтепродуктов.
Пар подается в рубашку через штуцер кожуха сливного прибора, а выход пара или конденсата происходит через два патрубка, расположенных по концам котла в нижней части рубашки. Толщина броневого, средних и верхних листов котла равна соответственно 11,9 и 8 мм, объем котла 61,2 м3, материал — сталь марки ВСт3сп5.
Восьмиосная цистерна грузоподъемностью 120 т с объемом котла 140 м3 (рис. 7. 34) предназначена для перевозки бензина и светлых нефтепродуктов.
Цистерна безрамной конструкции. Котел ее, как замкнутая цилиндрическая оболочка, воспринимает все вертикальные и горизонтальные нагрузки. Естественно, что отсутствие несущей рамы уменьшает тару цистерны и, следовательно, снижает себестоимость перевозок. Котел цистерны внутренним диаметром 3000 мм изготавливается из низколегированной стали марки 09Г2С. Цилиндрическая часть его составлена из двух половин, сваренных встык. Каждая половина сварена из продольных листов: двух нижних толщиной 14 мм, двух средних — 10 мм, двух верхних — 9 мм. Днища торосферической формы штампованы из листа толщиной 12 мм.
Рис. 7.34. Восьмиосная цистерна для бензина и светлых нефтепродуктов.
Для повышения прочности и жесткости цилиндрическая оболочка котла в средней и двух опорных зонах подкреплена приваренными к ней кольцевыми шпангоутами (по два в каждой зоне).
По концам котла находятся две опорные полурамы, посредством которых осуществляется связь котла с ходовыми тележками. Полурама состоит из мощной короткой хребтовой балки (два зета № 31), шкворневой балки коробчатого сечения, облегченных концевой и двух боковых балок, отштампованных из листа толщиной б мм. На хребтовой и концевых балках размещены детали автосцепного устройства, а на шкворневой — пятник, скользуны. Котел с помощью сварки жестко соединен с полурамами, точнее с опорами хребтовых и шкворнезых балок. Для ускорения операций налива и слива груза котел оборудован двумя типовыми колпаками и двумя универсальными сливными приборами. Ходовой частью цистерны служат две обычные четырехосные тележки с соединительными балками штампосварной конструкции.
В концевых частях котлов восьмиосных цистерн, выпускаемых до 1972 г., предусматривались специальные углубления — ниши для размещения хребтовых балок полурам. Наличие ниши позволяет понизить центр тяжести цистерны, что улучшает ее устойчивость и другие динамические качества. Однако при этом значительно усложняется технология изготовления котла и подгонка к нему опорных устройств, появляются начальные технологические напряжения. Все эти отрицательные факторы приводят к усталостному разрушению опор котла в эксплуатации.
В опытной эксплуатации находится восьмиосная цистерна с опиранием котла на скользуны двухосных тележек. Соединительная балка двухосных тележек отсутствует. За счет этого тара цистерны уменьшена на 2,5 т, а грузоподъемность увеличена и равна 122,5 т.
В 1975—1977 гг. разработана и построена восьмиосная цистерна (рис. 7. 35) для перевозки сырой нефти на Байкало-Амурской железнодорожной магистрали. Грузоподъемность цистерны 125 т, объем котла 159,5 м3, внутренний диаметр котла 3400 мм. Цистерна построена по габариту Т. Конструкция цистерны создавалась с учетом особенностей климатических и природных условий в районе БАМа, выдвигающих повышенные требования к надежности и удобству обслуживания узлов цистерн. Она изготовлена из материалов, обеспечивающих устойчивую работу в зоне холодного климата с температурой минус 60°С. Несущий котел цистерны оснащен одним наливным колпаком и одним сливным прибором. В автосцепное устройство включен гидравлический поглощающий аппарат.
Основные технические характеристики цистерн общего назначения приведены в табл. 7. 5.
Рельсовая сталь: марка и характеристики железнодорожных ЖД путей

Длительная и беспроблемная эксплуатация элементов ВСП возможна лишь тогда, когда они выполнены из подходящего материала. И сегодня мы посмотрим, из какой марки стали изготавливают железнодорожные рельсовые конструкции, почему выбран именно этот металл для рельсов, какими свойствами и характеристиками он обладает. Информация поможет вам правильно выбрать подходящие прокатные изделия для непосредственного строительства колеи.
- Рельсовая сталь
- Основные материалы для изготовления рельсов
- Химический состав и его преимущества
- Механические свойства
- Применение и марки рельсовой стали
- Колесные стали – для железнодорожных колес
- Углерод в колесных сталях
- Японские колесные стали
- Выше углерод в колесах – меньше износ рельсов
- Японские колеса на немецкой железной дороге


Рельсовая сталь
Объединяет в себе сразу несколько типов сходных металлов, аналогичных по способу применения – используемых для изготовления элементов ВСП (верхнего строения пути). Мелкоигольчатый перлит составляет основу фазовой структуры для всех вариантов, выплавляемых в конверторных или дуговых печах. После термической обработки он становится максимально однородным, приобретая вязкость, достаточную твердость и высокое сопротивление износу.
По раскислителям делится на 2 принципиальные группы:
I – вредные примеси убираются с помощью ферромарганца или ферросилиция;
II – для удаления кислорода применяются алюминиевые включения (считающиеся более предпочтительными из-за их природы).
Основные материалы для изготовления рельсов
Многое зависит от того, в какой сфере будут использоваться прокатные изделия. Из конвертерной стали исполняются элементы ВСП, укладываемые в ЖД-путь и формирующие широкую или узкую колею. А вот крановым опорным металлоконструкциям уже необходимо выдерживать совсем другие нагрузки, поэтому для их выпуска заводы берут высокоуглеродистые сплавы.
Совсем другой случай – так называемые контактные, монтируемые для создания полотна метрополитена. Они не принимают огромные напряжения, зато должны эффективно снимать ток, поэтому их делают из сравнительно мягких металлов.
Химический состав и его преимущества
Для основных марок стали ЖД рельса он регламентирован ГОСТом Р 554 97-2013. Данный межгосударственный стандарт устанавливает, что основной компонент – это железо, но помимо него в сплав обязан входить еще ряд элементов – в следующих массовых долях:
- Углерод (карбон) – от 0,71 до 0,82%, усиливает механические свойства примерно вдвое. Его частицы связывают ферро-молекулы, превращая их в карбиды, которые гораздо прочнее и крупнее. И высокотемпературные воздействия становятся не настолько критичными.
- Марганец – от 0,25 до 1,05%, улучшает ударную вязкость (на четверть-треть), а также износостойкость и твердость. Причем пластичность не ухудшается, что самым положительным образом влияет на технологичность готового прокатного изделия.
- Кремний – от 0,18 до 0,4%, требуется для удаления кислородных примесей, а значит и для оптимизации внутренней кристаллической структуры материала. С такой добавкой существенно уменьшается вероятность появления ликвационных пятен, а долговечность повышается примерно в 1,4 раза.
- Ванадий – от 0,012 до 0,08%, в зависимости от конкретной марки стали для изготовления железнодорожных рельсов. Важен для обеспечения достаточной контактной прочности. В соединении с углеродом образует карбиды, повышающие предел выносливости (а именно нижний его порог).
Отдельного рассмотрения заслуживают нежелательные или даже вредные примеси, вычленить которые до конца с помощью современных технологий пока не удается. Это:
- Азот – от 0,03 до 0,07%, плох тем, что нейтрализует легирующий эффект. Из-за него в толще профиля образуются нитриды, которые не поддаются термоупрочнению, а значит снижают механические свойства готовых элементов ВСП.
- Сера – до 0,045%. Ее включения не дают сплаву быть податливым при горячей обработке под давлением. В результате после проката может получиться изделие, склонное к образованию трещин, и его придется сразу же отбраковать.
- Фосфор – до 0,035. Он тоже повышает хрупкость металлоконструкции. С ним быстро накапливается усталость, что приводит к скорым расслоениям и разломам.
Ради максимальной наглядности представляем химический состав популярных марок стали для железнодорожных рельсов в следующей сводной таблице:
В марках стали буквы М, К, Э – обозначают способ выплавки, цифры – среднюю массовую долю углерода, Буквы Ф, С, Х, Т – легирование стали ванадием, кремнием, хромом и титаном соответственно.
Как видите, дополнительно указаны еще два компонента – титан и хром. Мы не будем их подробно описывать, так как они присутствуют далеко не всегда, но первый из них является полезной примесью, чей положительный эффект сводится к повышению прочности, а второй – остаточным элементом. Также стоит обратить внимание на наличие алюминия, помогающего снизить вес без ухудшения других качественных показателей.
Механические свойства
- Сопротивляемость ударным воздействиям – твердость легированного добавками материала после объемной закалки достигает 60 HRC по шкале Роквелла, вязкость – 2,5 кг/см2. Благодаря этому уже уложенные металлоконструкции сложно случайно повредить.
- Стойкость к циклическим нагрузкам – жд металлопрокат изготавливают из стали, потому что предел его прочности доходит до 1000 МПа. В климатических условиях наших широт они не деформируются в течение десятилетий (особенно при грамотном уходе).
- Умеренная пластичность – изделие горячего проката при производстве можно нагревать до температуры в 1000 градусов Цельсия. Показатель его относительного сужения не выйдет за пределы 25%. Получается профиль без пустот и мелких дефектов, которые в процессе эксплуатации могли бы быстро превратиться в серьезные изъяны.
Сочетание настолько практичных свойств также обуславливает постоянную популярность и повсеместное использование двутавровых направляющих именно из рассматриваемого сплава.
Применение и марки рельсовой стали
Основная сфера использования металла (что ясно из его названия) – выпуск прокатных изделий для укладки ВСП.
Теперь рассмотрим самые востребованные вариации сплавов:
- 76 – самая популярная. Из нее изготавливаются профили серий Р50 и Р65, составляющие 3/4 всех опорных конструкций ширококолейных ЖД-полотен.
- 76Ф – уже усиленная ванадием, с повышенным ресурсом. Поэтому используется для производства проката, который в дальнейшем будет укладываться в линии для высокоскоростного движения локомотивов и другого быстрого транспорта.
- К63 – легирована никелем (до 0,3%), отличается впечатляющей твердостью и лучшей коррозионной стойкостью. Из нее выполняются крановые рельсы, марка стали позволяет выдерживать нагрузки, в других случаях ставшие критическими.
- К63Ф – с добавками вольфрама, а значит с еще более высокой циклической прочностью.
- М54 – обогащенная марганцем и за счет этого обладающая хорошей вязкостью. Нашла свое применение при выпуске накладок для мест стыка и стрелочных переводов.
- М68 – актуальная при производстве специфических элементов верхнего строения пути.
Необходимость механических свойств в различных сочетаниях и определила такое разнообразие вариантов. Добавьте сюда сравнительно малый вес и низкую стоимость, и получите очень практичную конструкцию для строительства транспортных линий и узлов развязки.
Указывается тип рельсовой стали на маркировке, которая может быть как постоянной, так и временной. В первом случае она наносится клеймением, во втором – краской. В числе прочих обозначений – соответствие прокатного изделия ГОСТу, а также дополнительные его особенности (укороченная длина, сорт, расположение технических отверстий и тому подобное).
Эксплуатировать профили можно вплоть до истечения срока наработки, указанного заводом-производителем и исчисляемого по пропущенному тоннажу. Возможен и преждевременный выход элементов ВСП из строя, вызванный появлением дефектов. Тогда их нужно менять или ремонтировать. О различных видах дефектах вы можете прочитать в этой статье.

Итак, мы выяснили, что для железнодорожного полотна марка стали это 76 и 76Ф, с высоким содержанием углерода и с добавками ванадия (во втором случае). Выплавляется в конвертерных и дуговых печах, с раскислением ферросилицием и алюминием, с последующей дефосфорацией и обновлением шлака, с вакуумной и термической обработкой. При таком подходе готовый прокат отличается высокой степенью чистоты и низкой склонностью к появлению изъянов.
Сходным образом заводы-производители выпускают не только конструкции для формирования полотна, но и другие важные элементы используемые на ЖД-объектах. Взглянем на них подробнее.
Колесные стали – для железнодорожных колес
Ободья подвижных частей транспорта просто обязаны быть износостойкими (иначе все прочностные преимущества верхнего строения пути будут сведены к нулю). Поэтому они и производятся из тех типов рассматриваемого нами металла, которые обогащены карбидами. Тогда они реже выходят из строя, а значит меньше провоцируют возникновение аварийных ситуаций, а в долгосрочной перспективе еще и удешевляют стоимость эксплуатации локомотивов и вагонов.
Внимание, ошибочно считать, что все риски нивелируются подходящими примесями. Даже полезные добавки должны вводиться в сплав умеренно – сейчас объясним почему.
Углерод в колесных сталях
Анализируя химический состав, мы сделали вывод, что включения карбона усиливают сопротивление металла к износу, но они же и повышают восприимчивость к критическим температурам. В случае с ободьями особенно важно сделать их несклонными к термическим повреждениям. Нужно помнить, что преждевременный износ (тем более при халатном обслуживании) способен привести к тому, что движущийся на внушительной скорости транспорт сойдет с пути.
Поэтому нет смысла ориентироваться исключительно на высокоуглеродистые сплавы – их прочность в данном случае вполне способна сыграть во вред. Для выпуска колес может не подойти обычная рельсовая сталь, марка для их изготовления обязана соответствовать следующим стандартам:
- AAR M-107/M-208 – американский;
- EN 13262 – европейский;
- JIS E 5402-1 – японский;
- ГОСТ 10791-2011 – межотраслевой.
Японские колесные стали
Примерно 90 лет назад тамошние инженеры и строители столкнулись с глобальной проблемой: специалисты обнаружили, что колеса их транспорта преждевременно изнашиваются, хотя ресурс был рассчитан на годы вперед.

Объяснение было найдено и оказалось простым: в сплаве для выпуска металлических элементов, изготовленным по заимствованным европейским технологиям, содержалось всего 0,5% углерода. Такой массовой доли было явно недостаточно для обеспечения необходимой износостойкости.
Ученые из Японии понимали, что повышение процента карбона в толще профиля может привести и к негативным последствиям (в частности, к появлению склонности к термическим повреждениям). Поэтому были запущены масштабные исследования, целью которых стало нахождение оптимальной концентрации добавки с сохранением всех полезных свойств. В результате остановились на отметке в 0,6-0,75%, которой и соответствует стандарт JIS E 5402-1.
Выше углерод в колесах – меньше износ рельсов
Поиски позволили сделать еще один важный вывод: при балансе примесей и основного металла дольше эксплуатируются не только подвижные части транспорта, но и те элементы ВСП, по которым они едут.
Объяснение данному эффекту тоже нашли: мельчайшие частицы, откалываются от колес, оседают в месте контакта и выходит абразивное воздействие на поверхность катания. В итоге на головке появляются царапины, а со временем и трещины.
Эти результаты побудили инженеров экспериментальным путем повышать содержание углерода – вплоть до того уровня, которым сейчас может похвастать марка стали для JIS E 5402-1 (то есть до 0,75%).
Японские колеса на немецкой железной дороге

На немецкие составы установили как европейские колеса, изготовленные из сплава ER7 (с массовой долей карбона до 0,52%), так и японские, выполненные по стандарту JIS E 5402-1. После 6 лет независимых испытаний, с 2003 по 2009 год, второй вариант показал, что он в 1,5 раза эффективнее сопротивляется износу.
Параллельно регулярно проверялись и металлоконструкции, уложенные в колею. Оказалось, что они тоже стираются медленнее – ровно в 1,5 раза. На поверхности контакта остается меньше абразивных частиц. Обогащение сырья карбоном дает неплохую прибавку к эксплуатационному ресурсу – спасибо японцам за это открытие.
Преимущества железнодорожных рельсов
Современные их разновидности обладают следующими плюсами (и такой материал, как рельсовая сталь, помогает подчеркнуть эти практические достоинства):
- равномерно распределяют испытываемые нагрузки по всей длине полотна;
- обеспечивают надежную поверхность для колес транспорта, помогая тому развивать и поддерживать высокую скорость передвижения;
- обладают значительным ресурсом (свыше 50 лет), в течение которого стойко выдерживают серьезные напряжения и эффективно сопротивляются износу.
Теперь, когда вы знаете, какой бывает материал для производства железнодорожного металлопроката, его характеристики, химический состав, а также механические свойства, будет проще выбрать конкретную марку, оптимально подходящую для обустройства ЖД-объекта. А компания «ПромПутьСнабжение» всегда поможет быстро получить необходимый объем металлоконструкций по привлекательной цене – обращайтесь для заказа.
Читайте также: