Из какого металла изготавливают штампы
Обновлено: 18.05.2024
Штампы для горячей штамповки работают в очень тяжелых условиях. Они испытывают многократно повторяющуюся ударную нагрузку при высоких температурах, неодинаковых в различных частях штампа. Поэтому выбор марки стали для штампов имеет очень большое значение.
Сталь, из которой изготовляют штампы, должна быть стойкой при высоких температурах, обладать большой ударной вязкостью, достаточной прочностью, малым износом (истираемостью), а также хорошей обрабатываемостью режущим инструментом.
Штампы для горячей штамповки изготовляют из высококачественных инструментальных легированных сталей. Особенно ценным считается присутствие в штамповой стали молибдена.
Наиболее широко используются следующие марки сталей:
5ХНМ, 5ХГМ, 5ХНВ, 5ХНТ — для молотовых, горя-чевысадочных штампов и штампов для горячештамповочных прессов;
7X3, 8X3 — для матриц и пуансонов горячевысадочных штампов;
ЗХ2В8 — для вставок и пуансонов горизонтально-ковочных машин и механических ковочных прессов, работающих в особенно тяжелых условиях нагрева;
X12, Х12М, 8X3 — для матриц и пуансонов горячеобрезных штампов и вставок к ним;
ЗХВ8, 4Х2В8 — для ручьевых вставок к пакетным штампам под кривошипные горячештамповочные прессы большой мощности; рабочие поверхности этих вставок затем азотируют, что значительно повышает их износоустойчивость.
Если не предъявляются высокие требования к стойкости штампов, имеющих несложную форму, применяют стали марок 55, 60, 4ХС, 50Х и некоторые другие дешевые стали.
Детали сборных штампов, не соприкасающиеся с обрабатываемым нагретым металлом, изготовляют из конструкционных сталей марок 35, 40, 45, 50, 40Х и 50Х.
Направляющие колонки и втулки делают из конструкционной стали марки 20 с цементацией, а пружины — из стали марок 60Г или 65Г.
Металлургические заводы, изготовляющие штамповую сталь, поставляют штамповые заготовки прямоугольной и цилиндрической формы определенных стандартизованных размеров. При этом сталь проходит полный отжиг и должна иметь твердость НВ 187—255.
Заготовки штампов получают свободной ковкой под молотом или прессом. Причем требуется обязательная осадка слитка не менее чем на 50% его исходной высоты. Уковка для штамповых заготовок должна быть не менее 3. Под уковкой в данном случае понимают отношение площади поперечного сечения слитка после осадки к площади поперечного сечения готовой заготовки для штампа. Направление волокон (т. е. направление вытяжки при ковке заготовки) должно совпадать с продольной осью заготовок штампов.
Сферы применения
Использование таких сталей особенно заметно в машино- и приборостроении, характеризуются тем, что их эксплуатационные показатели должны быть выше аналогичных для материалов, которые ими обрабатываются.
По областям применения различают инструментальные стали:
- Для холодной обработки.
- Для горячей обработки.
- Ударопрочные.
- Повышенной износостойкости.
- Специального назначения.
Отдельно выделяют материалы для режущего инструмента, непрерывных (прокатка, волочение, экструдирование) и периодических (резка, штамповка, вытяжка, гибка, формовка, выдавливание) операций обработки давлением. Они применяются соответственно в механических и штамповочных производствах.
Обработка дерева и металла
В штампах для холодной штамповки (рис. 1, а) только формообразующие детали, т. е. пуансон и матрицу, изготовляют из инструментальной стали; в штампах для горячей штамповки из инструментальной стали изготовляют или все детали (рис. 1, б), или только вставки (рис. 1, в). В качестве материала для формообразующих деталей штампов применяют инструментальные стали, твердые сплавы, пластмассы и другие материалы.

Углеродистые инструментальные стали У7, У8, У9 и У10 пониженной прокаливаемости используют для изготовления матриц и пуансонов штампов для холодной штамповки, имеющих простую форму их рабочего контура (в таких штампах нет резких переходов между элементами; отсутствуют узкие прорези, тонкие перемычки металла между отверстиями и т. п.). Это связано с тем, что стали пониженной прокаливаемости деформируются при закалке, в результате чего образуются трещины.
Пуансоны и матрицы штампов для холодной штамповки более сложной формы делают из сталей марок X, 9ХС, ХВГ , ХГС и других повышенной прокаливаемости.
Пуансоны и матрицы штампов для холодной штамповки весьма сложной формы изготовляют из сталей марок Х12Ф, Х12Т, Х12М высокой прокаливаемости. Эти стали, близкие по своим свойствам к быстрорежущим сталям, содержат около 1% углерода, 12% хрома и около 1% ванадия (титана или молибдена), характеризуются высокими прочностью, износостойкостью, теплостойкостью (около 500°С). Важным достоинством сталей высокой прокаливаемости являются малая деформация и, следовательно, сохранение размеров их рабочего контура при закалке. К недостаткам относятся склонность к карбидной неоднородности и плохая обрабатываемость резанием. Сталь марки Х12Ф почти в 2,5 раза дороже, чем углеродистая сталь марки У10.
Тонкие и длинные пуансоны дыропробивных штампов для холодной штамповки и другие нежесткие детали изготовляют из сталей марок 4ХС, 5ХС, 4ХВ2С, 5ХВ2С и т. п. повышенной вязкости. Снижение хрупкости у этих сталей достигается уменьшением содержания углерода (не более 0,5%), а высокая износостойкость определяется наличием хрома и вольфрама. Теплостойкость сталей этой группы около 300 °С; закаливают их в масле, сквозную закалку получают у образцов диаметром до 50 мм.

Требования к инструментальным материалам
Подразделяются на требования по химическому составу и требования по режимам термообработки.
Металлургические характеристики различных составов чрезвычайно сложны. Но в основном они представляют собой средне- и высокоуглеродистые стали с определенными легирующими элементами, добавленными в различных количествах для обеспечения особых характеристик.
Содержание углерода в рассматриваемых материалах должно быть не ниже 0,3…0,5%; это важно для повышения твердости и износостойкости. В то же время в химсостав часто добавляют определённые легирующие элементы, обеспечивающие:
- Рост показателей ударной вязкости или прочности;
- Сохранение размера и формы инструмента во время его термической обработки;
- Повышение твёрдости и/или износостойкости.
Инструментальные стали, применение которых обусловлено наличием определённых легирующих элементов, обычно содержат:
- Хром — приводит к интенсивному увеличению твердости после термообработки, способствует росту износостойкости.
- Кобальт — используется в быстрорежущих сталях, увеличивает красноломкость при высоких рабочих температурах.
- Марганец — при использовании в небольших количествах способствует приданию стойкости, лучше фиксирует форму изделия после термообработки, снижает температуру закалки.
- Молибден — увеличивает глубину закалённого слоя, снижает температуру закалки, повышает износостойкость.
- Никель – повышает прочность, износо- и окалиностойкость.
- Вольфрам – увеличивает износостойкость и твёрдость.
- Ванадий — повышает ударную вязкость и уменьшает размер зерна.

В обоснованных случаях в химсостав вводится также небольшое количество кремния (повышает твёрдость), серы (улучшает способность к обработке резанием), бора (увеличивает пластичность при знакопеременных нагрузках) и ряда других химических элементов.
Что собой представляет листовая штамповка
Говоря о штамповке деталей, изготовленных из листового металла, имеют в виду технологическую операцию, при выполнении которой на заготовку оказывается значительное давление. Под воздействием такого давления заготовка деформируется, приобретает требуемую конфигурацию и размеры.
Использовать такую операцию (правда, в значительно упрощенном виде) начали еще наши далекие предки. Именно при помощи воздействия на металл давлением они изготавливали сельскохозяйственные орудия, оружие, предметы домашнего обихода и различные украшения.

Современный пресс для штамповки кузовных деталей
Активное развитие штамповка как технология производства изделий из листового металла получила в конце XIX века. Именно в тот период (начиная с 1850-х годов) данная технология активно совершенствовалась, а для ее реализации специалисты создали мощное оборудование. Штампованные детали, которые в то время можно было уже производить серийно, отличались достойным качеством и обладали хорошими эксплуатационными характеристиками.
На совершенно новый уровень развития как горячая, так и холодная штамповка вышла уже в начале XX века. Именно благодаря совершенствованию технологии штамповки листового металла стал возможен серийный выпуск автомобилей, для которых с помощью данного метода производились кузовные детали. Начиная с 1930-х годов данную технологию начали активно применять предприятия, работающие в авиа- и судостроительной отрасли, а чуть позже (спустя всего пару десятков лет) при помощи штамповки стали производить детали космических аппаратов.
Высокая популярность, которую штамповка завоевала за относительно долгий период своего развития, объясняется возможностями:
- производства изделий различных геометрических форм и размеров, качество и точность изготовления которых позволяют сразу использовать их по прямому назначению;
- полной механизации и автоматизации производственных процессов, что достигается, в частности, путем оснащения производства роторно-конвейерным оборудованием для штамповки листового металла;
- серийного производства изделий, геометрические параметры которых отличаются особо высокой точностью (такие изделия могут быть легко заменены друг на друга, если в этом возникает необходимость).

Холодная штамповка на гидравлическом прессе
Использование такой технологической операции, как объемная штамповка, позволяет превратить металлический лист в геометрически сложное и небольшое по массе изделие, прочностные характеристики которого находятся на высоком уровне. Применение методов штамповки деталей из листового металла позволяет изготавливать как очень массивные изделия, используемые при производстве машиностроительной продукции, водных и воздушных судов, так и миниатюрные детали для электронных устройств и часовых механизмов.
Горячая и холодная штамповка часто используется в качестве подготовительной операции. Например, по таким технологиям производят детали, которые затем обрабатываются другими методами – сваркой, резкой и др.
Классификация материалов
Инструментальные стали делятся на три основные категории:
- Для холодной обработки металлов;
- Для горячей обработки металлов;
- Быстрорежущие.
Первые могут закаливаться на воздухе и в масле, вторые – только в масле. Причина: закалка в масле снижает максимально достижимую твёрдость поверхности, что важно при обработке металлов в холодном состоянии, когда пластичность заготовок понижена.
Быстрорежущие инструментальные стали характеризуются наиболее высокой твёрдостью, но – одновременно – и повышенной хрупкостью, поэтому подлежат дополнительной термообработке на красноломкость.
К другим типам инструментальных сталей относятся водоотверждаемые, ударостойкие, а также материалы специального назначения.
ШТАМПОВЫЕ СТАЛИ
Для обработки металлов давлением применяют инструменты— штампы, пуансоны, ролики, валики и т. д., деформирующие металл. Стали, применяемые для изготовления инструмента такого рода, называют штамповыми сталями (по виду наиболее распространенного инструмента).
Штамповые стали делятся на две группы:
- деформирующие металл в холодном состоянии
- деформирующие металл в горячем состоянии.
Условия работы стали при различных видах штамповки сильно различаются между собой.
При штамповке в горячем состоянии штампуемый металл под действием сближающихся половинок штампа деформируется и заполняет внутреннюю полость штампа. В работе внутренняя полость штампа («фигура»), которая деформирует металл, соприкасается с нагретым металлом, поэтому штамповал сталь для горячей штамповки должна обладать не только определенными механическими свойствами в холодном состоянии, но и достаточно высокими механическими свойствами в нагретом состоянии. Особенно желательно иметь высокий предел текучести (упругости), чтобы при высоких давлениях штамп не деформировался. Для кузнечных штампов большое значение имеет и вязкость, чтобы штамп не разрушился во время работы при ударах по деформируемому металлу. Устойчивость против износа во всех случаях очень важна, так как она обеспечивает сохранение размеров «фигуры» — долговечность работы штампа.
Для прессового инструмента, работающего без ударов, большое значение имеет износостойкость в горячем состоянии и относительно меньшее — вязкость. Поэтому для молотовых штампов и для прессового инструмента применяют стали различных марок.
Для штамповки в холодном состоянии сталь, из которой изготавливают штампы, обычно должна обладать высокой твердостью, обеспечивающей устойчивость стали против истирания, хотя и вязкость, особенно для пуансонов, имеет также первостепенное значение.
Сталь для «горячих штампов» должна иметь как можно меньшую чувствительность к местным нагревам. В недостаточно вязкой (пластичной) стали, например в плохо отпущенной, местный нагрев может привести к образованию трещин.
Еще в более тяжелых условиях работы находится сталь и штампах (прессформах) для литья под давлением. Нагрев рабочей поверхности формы расплавленным металлом и охлаждение водой внутренних частей формы вызывают значительные тепловые напряжения. Сталь, применяемая для прессформ, должна быть также достаточно износостойкой, иметь высокие механические свойства в нагретом состоянии и хорошо сопротивляться разъеданию поверхности формы расплавленным металлом.
Стали для штампов холодного деформирования
Стали этого типа должны обладать высокой твердостью и износостойкостью, высокой прочностью и удовлетворительной вязкостью для работы при ударных нагрузках.
В зависимости от назначения различают три группы штамповых сталей для деформирования в холодном состоянии.
К первой группе относятся стали для вытяжных и вырубных штампов. Основным требованием к этим сталям является высокая твердость и износостойкость. Для изготовления штампов этого типа применяют углеродистые стали марок У10—У12 и низколегированные стали X, ХВГ, ХВСГ. После неполной закалки их отпускают при 150—180 °С на твердость НКС 60. На поверхности образуется твердый износостойкий слой за счет несквозной прокаливаемости — сравнительно вязкая сердцевина, позволяющая работать при умеренных ударных нагрузках.
Вторую группу составляют стали для штампов холодного выдавливания, испытывающие большие удельные давления. Эти стали должны хорошо сопротивляться деформации и иметь высокую прочность. Присутствие в их структуре остаточного аустенита недопустимо. Для этого необходимо проведение высокого отпуска при температуре не менее 500 °С. Поэтому, хотя эти стали и относятся к сталям для штампов холодного деформирования, они должны иметь довольно высокую теплостойкость. Этим требованиям удовлетворяет сталь 6Х4М2ФС.
К третьей группе относятся стали для высадочных и чеканочных штампов, работающих при высоких ударных нагрузках. Сложность создания таких сталей состоит в том, что для повышения твердости необходимо увеличение содержания углерода, что может приводить к снижению ударной вязкости. Обычно для штампов этого назначения используют сталь 7X3. Более высокую стойкость показала сталь марки 6ХЗФС.
Стали для штампов горячего деформирования
В еще более тяжелых условиях работают штамповые инструменты для горячего формообразования. Материал штампов соприкасается с горячим металлом и нагревается, причем нагрев чередуется с охлаждением. Эффективность использования таких прогрессивных методов точного формообразования, как горячая объемная штамповка, прессование и литье под давлением, зависит от стойкости инструмента. С расширением номенклатуры обрабатываемых сплавов, увеличением производительности и мощности оборудования формообразующий инструмент испытывает возрастающие нагрузки. Требования к материалу инструмента непрерывно растут.
Материал для горячих штампов должен удовлетворять комплексу требований. К ним в первую очередь относятся высокая прочность (не менее 1000 МПа), необходимая для сохранения формы штампа при высоких удельных давлениях во время деформирования, и высокая теплостойкость, позволяющая сохранить высокие твердость и прочностные свойства при длительном температурном воздействии. В рабочих условиях штамп должен деформировать заготовку, а не наоборот — заготовка деформировать штамп. Стали должны иметь достаточную вязкость для предупреждения поломок при ударном нагружении. Они должны обладать высоким сопротивлением термической усталости (разгаростойкости), сохраняя способность выдерживать многократные нагревы и охлаждения без образования сетки трещин. Горячештамповые стали должны иметь хорошую окалиностойкость и высокую прокаливаемость для обеспечения необходимых механических свойств по всему сечению, что особенно важно для массивных штампов.
В соответствии с указанными требованиями для штампов горячего формообразования применяют легированные стали, содержащие 0,3—0,6 % углерода, подвергаемые закалке и отпуску при 550—680 °С с целью получения трооститной и трооститно-сорбитной структуры.
Для молотовых штампов применяют сталь 5ХНМ и ее аналоги: 5ХНВ, 5ХНТ, 5ХГМ. После закалки и отпуска при 550 °С сталь 5ХНМ при комнатной температуре имеет следующие механические свойства: ав = 1200^1300 МПа, 6= 10—12%, КСЦ = = 0,4 МДж/м2. При нагреве до 500 °С ав = 850-=-900 МПа, оп,3 = 600-5-650 МПа. При температурах эксплуатации выше 500 °С стойкость инструмента из стали 5ХНМ резко падает.
Хорошо зарекомендовали себя на автотракторных машиностроительных заводах стали 4ХМФС, 5Х2СФ и 4ХСНМФЦР. Внедрение этих сталей взамен 5ХНМ для штамповки углеродистых и низколегированных сталей позволило повысить стойкость инструмента в 2—3 раза. Для изготовления крупногабаритных прессовых и молотовых штампов применяют сталь 5Х2НМФС, обеспечивающую повышение стойкости более чем в 2 раза.
Для пресс-форм литья под давлением и прессования цветных металлов и сплавов до последнего времени использовали сталь ЗХ2В8Ф. Ее недостатком является низкая технологичность, что ограничивает возможность ее применения для крупного инструмента. Кроме того, сталь ЗХ2В8Ф чувствительна к ударным нагрузкам и содержит значительные количества дорогого и дефицитного вольфрама.
Взамен этой стали предложена сталь марки ЗХ2М2Ф, используемая для изготовления пресс-форм литья под давлением медных и алюминиевых сплавов, а также для изготовления пресс-шайб и внутренних втулок контейнеров при прессовании медных сплавов. Применение стали ЗХ2М2Ф позволило повысить стойкость инструмента в 1,5—3 раза.
Для изготовления крупного прессового инструмента — пресс-штемпелей, втулок контейнеров и матриц на заводах цветной металлургии применяют стали ЗХВ4СФ и 4ХСН2МВФ.
Прогресс техники требует расширения рабочего температурного диапазона штамповых сталей. Уже сейчас нужны стали с рабочей температурой 700—800 °С. Обычные жаропрочные сплавы нетехнологичны, так как плохо обрабатываются резанием. Разработан принципиально новый класс штамповых сталей для горячего формообразования — сталей с регулируемым аустенитным превращением при эксплуатации. Примером такой стали является 4Х2Н5МЗК5Ф, сочетающая технологические преимущества сталей на ферритной основе с высокой эксплуатационной стойкостью, свойственной жаропрочным аустенитным сталям и сплавам. Внедрение этой стали взамен стали ЗХ2В8Ф при изготовлении матриц для прессования медных сплавов позволило повысить их стойкость в 10 раз.
Для увеличения твердости при высоких температурах используют химико-термическую обработку: азотирование, диффузионное хромирование, борирование. На поверхность гравюры штампа из газовой фазы проводят осаждение карбидов титана, имеющих особо высокую твердость.
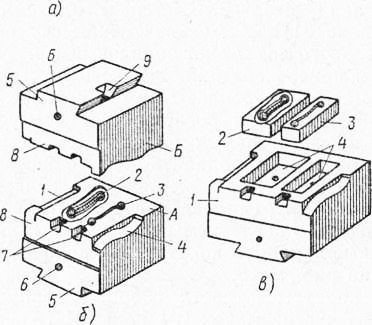
Рис. 1. Виды штампов: а — для холодной штамповки: 1 — нижняя плита, 2 — матрица, 3 — направляющая колонка, 4 пуансон, 5 — верхняя плита, 6 — направляющая втулка; б — две половины цельного штампа для горячей штамповки: А —- нижняя, Б — верхняя; 1 — протяжной ручей, 2 — чистовой ручей, 3 — черновой ручей, 4 — гибочный ручей, 5 — хвостовая часть, 6 — подъемное отверстие, 7 — клещевина, 8 — контрольная сторона, 9 — шпоночный паз; в — сборный штамп для горячей штамповки: 1 •— блок с подготовительными ручьями, 2 — вставка чистового ручья, 3 — вставка чернового ручья, 4 — углубления для вставок
Тонкие и длинные пуансоны дыропробивных штампов для холодной штамповки и другие нежесткие детали изготовляют из сталей марок 4ХС, 5ХС, 4ХВ2С, 5ХВ2С и т. п. повышенной вязкости. Снижение хрупкости у этих сталей достигается уменьшением содержания углерода (не более 0,5%), а высокая износостойкость определяется наличием хрома и вольфрама. Теплостойкость сталей этой группы около 300 °С; закаливают их в масле, сквозную закалку получают у образцов диаметром до 50 мм.
Штампы и вставки для горячей штамповки (молотовые штампы) изготовляют из сталей марок 5ХНВ, 5ХНТ, 5ХНС, 5ХНСВ, 5ХНМ и других повышенной вязкости при нагреве. Молотовые штампы обычно имеют большую массу, работают в условиях ударной нагрузки и деформируют металл, нагретый до температуры 900—1200 °С. Поэтому главными требованиями к сталям этой группы являются высокие вязкость, теплостойкость и сопротивление образованию окалины. Рабочий контур этих штампов обычно имеет сложную форму и значительные размеры, что требует возможно большей прокаливаемости и минимальной деформации при закалке. Эти требования обеспечиваются химическим составом сталей, в котором содержится 0,5% углерода, хром, никель и другие легирующиие элементы. Теплостойкость сталей этой группы достигает 500 °С.
Наиболее высокие свойства имеет сталь марки 5ХНМ, из которой изготовляют крупные штампы (наименьшая сторона куба более 400 мм), имеющие сложную форму рабочего контура; твердость таких штампов 36—39 HRC3.
Штампы средних размеров изготовляют из сталей марок 5ХНВ, 5ХНС и 5ХНСВ. Эти стали, легированные вольфрамом или кремнием, по свойствам близким к стали 5ХНМ, но уступают ей по прокаливаемости. Твердость таких штампов 37—42 HRC ,.
Несколько ниже теплостойкость и прокаливаемость у стали марки 5ХНТ, которую применяют для изготовления молотовых штампов малых размеров (наименьшая сторона куба до 300 мм). Твердость таких штампов 41—45 HRQ .
Рабочие детали штампов для горячей штамповки, обладающие малой массой и подвергающиеся при работе нагреву до высоких температур (матрицы для обрезки облоя, тонкие прошивные пуансоны, ножи для горячей резки т. п.), изготовляют из сталей марок ЗХ2В8, 4Х2В8, 4Х8В8 и других повышенной прочности при нагреве. Эти стали имеют высокие прочность, износостойкость, теплостойкость (до 650 °С).
Все более широкое применение для изготовления формообразующих деталей штампов получают твердые сплавы ВКЮ , ВК15, ВК20, ВК25 и ВКЗО . Эти сплавы, отличающиеся от сплавов той же группы, применяемых для режущих инструментов, большим содержанием кобальта (10—30%), характеризуются повышенной прочностью и вязкостью, но пониженной твердостью и износостойкостью.
Твердый сплав применяют для оснащения пуансонов и матриц дыропробивных и вырубных штампов. В электротехнической промышленности такие штампы применяют для листовой штамповки пластин, из которых собирают трансформаторные сердечники, статоры и роторы электродвигателей и другие подобные детали. Выбор марки твердого сплава зависит от прочности листа и его толщины. Чем прочнее материал и толщина листа, тем больше кобальта должен содержать твердый сплав.
Металлические печати
Компания «Печати любые» изготавливает металлические печати, пломбиры под сургуч и пластилин, сургучные и конгревные печати, пломбираторы и прочие металлические изделия на собственном современном гравировальном оборудовании методом фрезерования бором. Об изготовление металлических печатей и их видах мы постарались описать для вас ниже.
Что такое металлические печати?

Металлические печати - это приспособления у которых печатающий элемент (клише) выполнен из металла, а не только корпус. К ним относятся - печать для сургуча, печать для пластилина, клейма, конгревные печати и пломбираторы.
Иногда клиенты под названием «МЕТАЛЛИЧЕСКИЕ ПЕЧАТИ И ШТАМПЫ» подразумевают, что сам корпус будущей печати состоит из металла, а клише при этом обычное - резиновое. Для них правильнее перейти в раздел « Печати » или « Штампы ».






Назначение и применение металлических печатей
Cургучные печати, печать для сургуча или пломбиры под сургуч - используют в основном для опечатывании бумажной продукции сургучом, который хорошо держится на бумаге, и оставленный на нём оттиск может хранить целостность содержимого или придавать эксклюзивное художественное оформление документу.
Печать для пластилина, печать под пластилин или Пломбир под пластилин- это металлические печати на которых изображения или текст вогнутые , используются для контроля доступа к опечатанным помещениям, местам хранения. Совместно с ними используют приспособления для опечатывания.
Клейма или термоклейма - это металлические печати на которых изображения или текст выпуклые, спектр использования широк (ветеринарное клеймо, клеймо для выдавливания на глине/фарфоре , могут быть с нагревательным элементом для выжигания.)
Конгревные печати - предназначены для нанесения чернильного и рельефного оттиска одновременно с помощью специального пресса. Используются в основном при создание удостоверений, в области документа где размещена фотография владельца.
Пломбиратор - металлические клещи - используются для обжатия, опломбирования, сплющивания свинцовых пломб , на которых потом остаётся оттиск от гравированных плашек. Совместно используют проволоку.
Являются отличным инструментом современного маркетинга, который может дать вам новые возможности для достижения высоких результатов в бизнесе:
- помогут в создания собственного узнаваемого стиля,
- с их помощью вы даете ненавязчивую рекламу и повышаете узнаваемость
- помогут выделиться на фоне остальных
- смогут вызвать положительные эмоции у ваших клиентов.

Внимание :
Клише может быть выпуклым или вогнутым.
Если оно выпуклое, то оттиск получите вдавленным.
Если клише вогнутое, то оттиск будет выпуклым.
Материалом для изготовления чаще всего служит прочный, износостойкий и устойчивый к коррозии материал - латунь, реже изготавливают из менее прочного металла алюминия. Печатями из латуни удобно пользоваться, срок их эксплуатации не ограничен, а цена доступна.
Диаметр печати может быть разнообразным и зависит от количества символов в тексте.
Основная задача, которую выполняют металлические печати - это помощь в обнаружении попыток несанкционированного вскрытия опечатанных предметов или проникновения в опечатанное помещение.
Гравировка выполняется конической фрезой\гравером с углом при вершине 40гр., там, где места между буквами\символами достаточно - глубина получается нужной величины.
Где линии рядом друг с другом, и не достаточно много места, и гравер\фреза не может опуститься на нужную глубину, не затронув соседние элементы, то и глубина гравировки будет меньше, в зависимости от расстояния между соседними элементами.
Читайте также: