Из какого металла льют колокола
Обновлено: 07.07.2024
Бросив взгляд на историю колоколов, небезынтересно будет познакомиться и с отливкой их.
Как уже было сказано выше, главное достоинство всякого колокола – его благозвучность, но отлить колокол в требуемый тон и нужного веса не так легко, хотя и существуют различные правила постройки колоколов, но все же даже и опытному мастеру не всегда удается вполне удовлетворить всем требованиям. Многое зависит здесь и от состава металла. Мастеру очень часто предъявляются требования, чтобы с наименьшим количеством металла достичь нужного тона колокола, благозвучности и его прочности.
Как известно, для отливки идет сплав из меди и олова в определенной пропорции, т.е. бронза, которую называют и «колокольная бронза», и «колокольный металл». Неправильность в составе ведет иногда к быстрой порче колокола, т.е. колокол разбивается. Впрочем, часто колокола разбиваются и по другим причинам, как, например, от низко спустившегося языка или от излишнего усердия звонаря, желающего посильнее выколотить звук.
Колокольный сплав должен быть составлен таким образом, чтобы вместе с приятным звуком соединял достаточную жесткость и крепость. Обыкновенно для сплава берут 80 частей меди и 20 частей олова, хотя эти цифры часто колеблются, смотря по чистоте металлов.
Ходящий в народе взгляд, будто бы примесь серебра улучшает звук, совершенно ошибочен. Известные по своему приятному звуку колокола, в которых предполагалось значительное количество серебра, не дали при химическом анализе ни малейших следов серебра. Так, например, знаменитый колокол «Roneni», который, как предполагали, должен содержать золото и серебро, дал при анализе следующие результаты: меди – 71 %, олова – 26%, железа – 1,2%, цинка – 1,2%.
В Руане также находится колокол, долгое время считавшийся серебряным.
Жирарден, анализировавший его, говорит, что присутствие в больших колоколах драгоценного металла сомнительно. Он думает, что литейщики вместо того, чтобы бросать приносимые им драгоценные металлы в тигли, заставляли жертвователей бросать их прямо в огонь. «Благодаря этому серебряная масса вместо того, чтобы быть прибавленной к бронзе, оставалась в золе, откуда литейщики и вытаскивали ее, как только церемония кончалась и мастерская пусте- ла» 1 ).
Народная молва о прибавлении серебра к колоколу имеет свою историю. В старину, церкви, нуждавшиеся в колоколах, отправляли особых сборщиков на телегах, переезжавших из села в село, и остановившись на торговой площади, сборщик звонил и собирал мирские гроши и серебряные рубли от щедрых жертвователей, чтобы колокол был звонче и лучше. Обычай этот сохранился в некоторых губерниях Поволжья.
Кроме того, хороший колокольный металл имеет в изломе серебристый блеск, что также давало повод думать, что в колокол было вплавлено серебро.
Случается, что крестьяне, доставив на колокололитейный завод разбитый колокол и предполагая в нем серебро, просят перелить, а новый не покупают.
Медь для литья колоколов должна быть чистая без каких-либо примесей, тогда легче сделать колокол благозвучным, легче рассчитать правильное соотношение меди с оловом. В обществе наилучшая медь для отливки считается демидовская и заказчики охотно переплачивают лишнее лишь бы иметь колокол из демидовской меди. Медь эта наиболее чистая из всех сортов встречающейся русской меди. Появившаяся в последнее время электролитическая медь по своей чистоте выше, но литейные мастера, не имея с ней опыта, все же предпочитают первую.
Сам металл имеет характерный красный цвет, плавится при температуре 1084°Ц; расплавленная медь жидка и обладает цветом морской воды. При температуре вольтовой дуги, медь летит и окисляясь, дает зеленоватое пламя.
Второй металл для сплава бронзы это олово; белый довольно мягкий с серебристым блеском, имеет кристаллическое сложение и плавится при 228°Ц. Накаленный на воздухе он сгорает ярким белым цветом. Сплавленная вместе медь с оловом, в известной пропорции, дает бронзу. Оба мягкие металла в сплаве делаются твердыми и цвет меди от олова резко изменяется. Цвет сплава в изломе серовато стальной, вид однородный, плотно-мелкозернистый. Неоднородность вида показывает нехорошее перемешивание сплава.
Точка плавления колокольной бронзы около 880°Ц. Бронза при переплавке делается хуже. Она становится густой и ее хрупкость растет с каждой переливкой; это объясняется поглощением сплавом кислорода и переходом при этом металлического олова в оловянную кислоту. Исправление сплава возможно прибавлением к сплаву фосфора, который расплавляясь совместно с бронзой, как бы растворяется в ней и восстанавливает оловянную кислоту.
Были произведены опыты со сплавом, содержащим 9,6% олова и после каждой переплавки % содержания олова падал почти на 1 %.
Жидкий сплав, переходя из расплавленного состояния в твердое, распадается на составные части; явление это называется ликвацией и степень ее зависит от того, насколько сплав был нагрет перед выливанием в форму и насколько быстро он охладился. Для колокольного сплава желательно относительно быстрое охлаждение, чтобы в середине отливки не появились белые пятна, представляющие собой сплав меди с большим содержанием олова.
Точно также в нижней части колокола, меди замечается больше, чем в верхней. Анализ одного старого колокола показал, что взяв три пробы из разных мест колокола: верха, середины и ударной части, получили разные составные части: олово и свинец как легкоплавкие собрались вверху колокола.
На поверхности колокола наблюдается выделение тонкого слоя сплава с большим содержанием олова.
Найденное практикой наилучшее отношение меди к олову в колокольном сплаве, вполне совпало с лабораторными опытами определения свойств бронзы в зависимости от содержания олова и меди.
Диаграмма подобного исследования показала, что наилучшая совместимость свойств бронзы для колокола как-то, ковкость, твердость и вязкость имеются в сплаве меди с оловом при содержании олова около 20%.
Бронза при нагревании расширяется, а при охлаждении сильно сжимается, отчего и получается на поверхности нечистая отливка. Коэффициент осадки для бронзы равен 1 /65; знание его для литейщика необходимо, чтобы рассчитать правильно размеры модели.
Колокольная бронза на воздухе покрывается зеленым основным углекислым порошком меди – патиной, слой этот и предохраняет металл от дальнейшего влияния атмосферы.
Обыкновенно для продажи не на заказ колокола изготовляются не из новых металлов. Отливают их из старых, бывших в употреблении металлов и часто анализ показывает в колокольном сплаве присутствие посторонних металлов, вредных для качества колокола.
Вредными примесями к сплаву являются цинк, свинец и железо. В небольшом количестве цинк допустим, хотя дает хрупкость колоколу и резкий звук. Свинец же и железо совсем не желательны для колокола, – свинец понижает звонкость и твердость сплава.
Чем чище олово и медь, тем лучше выходит звук.
Хороший колокольный сплав имеет мелкозернистый излом, большие же кристаллы излома указывают на недостаток олова, а чуть заметные кристаллы – излишек олова.
Избыток олова делает колокол очень хрупким, но с более приятным звуком, а малое количество олова дает противоположные результаты.
Производство колоколов
До XVIII века большие колокола отливали в основном на Пушечном Дворе в Москве или непосредственно около колокольни. Первый пушечный двор называвшийся «Пушечной избой» был основан в 1479 году итальянцем Аристотелем Фиораванти у трех мостов из Фроловских ворот в Китай-Городе и сгорел в 1489 году, позже на Неглинке был построен «Пушечный Двор», который просуществовал несколько веков.
Собственную колокольную мастерскую одними из первых в 1686 году основала семья Моториных (потомки создали завод Финляндского в Москве). К середине XIX века число крупных заводов достигло примерно 50, но затем в связи с насыщением колоколами снизилось к началу XX века до 25 с производительностью около 2000 тонн в год, кроме этого существовало несколько мастерских, изготавливающих поддужные колокольчики.
Профессия колокололитейщика, часто совмещавшаяся с литьем пушек, очень ценилась и передавалась по наследству. При этом все литейщики состояли на государственной службе, имели большие льготы: освобождались от военной службы, подушного налога, наделялись землей, а также получали большое денежное жалование и вещевое довольствие.
Не каждый мог стать литейщиком, а только по рекомендации и с поручительства нескольких мастеров и пройдя 3 ступени обучения – от неквалифицированных рабочих до подмастерьев, выполнявших отдельные операции по литью, затем до помощников мастера, которые могли в случае необходимости заменить мастера.
Высшей наградой колокололитейщиков являлось «право герба», т.е. право изображать на своих колоколах государственный герб и поставлять их двору Его Императорского Величества. Это право не передавалось по наследству и наследники должны были его вновь завоевывать. Среди колокольных предприятий три Российских герба имел только завод П.Н. Финляндского, два герба – завод Оловянишниковых в Ярославле, по одному гербу – еще несколько заводов.
Процесс производства любого колокола начинается с разработки профиля.
Расчет профиля производится по модульному методу, т.е. за единицу измерения берется не метрическая единица (метр, сантиметр), а определенный отрезок, чаще всего максимальная толщина в ударном кольце. Формулу подобия колоколов в конце XVIII века вывел австрийский ученый Хладни:
где: F – частота, T – толщина, D – диаметр колокола, Е – модуль упругости и P – плотность металла.
Сзв = √E/p — скорость звука в металле, поэтому:
Звук колокола формируется при ударе языка об ударное кольцо и вызывает два вида колебаний – колебания диаметра и колебания толщины колокола.
Колебания диаметра колокола – унтертон (низкая октава), в связи с большими размерами диаметра колокола (по сравнению с толщиной стенки) колебания редкие и звучат дольше всего.
Колебания толщины колокола – высокая октава, в связи с малыми размерами толщины колебания частые и присутствуют не долго.
Основной тон колокола возникает как воздействие колебаний толщины ударного кольца на колебания диаметра колокола, при этом колебания толщины постепенно затухают, и остается только унтертон – низкое послезвучие.
Чем меньше толщина, тем меньше ее воздействие на унтернтон, таким образом колокола с тонкой стенкой при одном и том же диаметре колокола звучат ниже, но теряют в своем благозвучии.
В итоге расчетов по разработанным профилям изготавливаются 2 шаблона – внешнего и внутреннего контура.
Второй этап – изготовление форм будущего колокола – формовка.
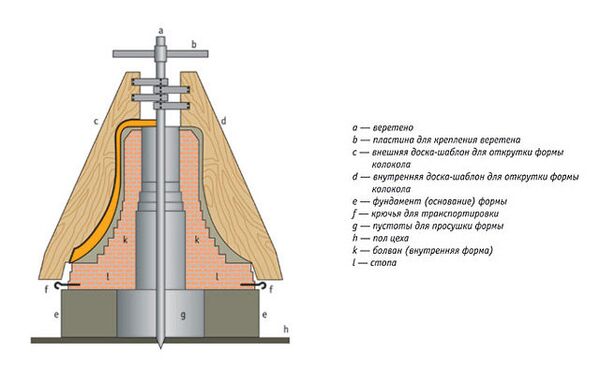
Модель, повторяющая внешнюю поверхность колокола, и стержень, повторяющий внутреннюю, изготавливаются при помощи вращающегося шаблона, закрепленного на строго вертикальной оси. Узоры, орнаменты, иконы и уши изготавливаются из воска и прикрепляются на внешнюю модель, образуя точное повторение будущего колокола, т.н. «фальш-колокол». После этого фальш-колокол накрывается опокой (кожухом) и свободное пространство между колоколом и опокой заполняется формовочной смесью, после снятия опоки вся обнарядка переносится в зеркальном отражении, а воск выплавляется при помощи открытого огня. Перед заливкой металла происходит сборка моделей: внутри – внутренний стержень (болван), снаружи – опока, а образовавшееся пространство займет металл.
Старинные и современные способы формовки можно разделить на несколько групп:
1. Литье в керамику. Воздушная сушка. Самая качественная, быстрая и дорогая из применяемых технологий формовки, т.н. «шоу-процесс».
2. Литье в гипсовые формы. Необходима принудительная сушка в сушильном шкафу. Качество уступает керамическим формам.
3. Литье в глиняные формы. Самая долгая и грубая формовка из применяемых. Формовка происходит в несколько слоев глины (в зависимости от размера колокола
и толщины). Каждый слой укрепляется проволокой или соломой и должен просохнуть некоторое время.
Нестандартные технологии применяются реже:
4. Литье «в землю». Технология новая (не надо путать с литьем в землю в дореволюционное время, когда вместо металлических опок с ребрами жесткости керамическую форму просто зарывали в землю). Данная технология основывается на использовании многоразовых разборных ящиков с формовочной смесью из глины, песка и других. Обычно эта технология используется на крупносерийных заводах, дешевая, но дает самое низкое качество. Поверхность после заливки грубая, делать надписи и изображения на колоколе очень трудно из-за непрочности смеси. Во время заливки формовочная смесь может осыпаться, образуя различные дефекты в виде раковин (пустот), пузырьков и микротрещин.
5. Литье в графитовые или металлические разборные формы (кокиль). Такая технология из-за высокой стоимости самих форм практически не применяется. Пока она используется только для отливки небольших колоколов (до 150 кг) и не дает возможность наносить орнаменты, надписи и иконы. В качестве экспериментов при заливке металла в кокиль возможно использование вакуума или давления, что сильно удорожает процесс производства.
Еще на процессе формовки во внутреннюю модель колокола вставляется закладное кольцо, за которое будет подвешиваться язык.
Третий этап – приготовление металла и заливка.
Приготовление колокольной бронзы (температура плавления 880°C) происходит в печах или тиглях. Сперва в печь закладывается более тугоплавкая медь (1084°C), а перед самой заливкой колокола закидывают олово (232°C), чтобы оно не успело выгореть, в расплав опускают длинный еловый шест, который, обугливаясь, выделяет газы, перемешивающие бронзу.
Тигельная печь – это ковш, предназначенный для плавки металла весом не более 200-300 кг. При помощи подъемных механизмов его можно легко переносить по цеху к формам для заливки и разогревать любым топливом.
Пламенная печь может быть спроектирована для расплавки любого количества металла, в качестве топлива в таких печах используются горючие вещества, дающие длинное пламя (газ, мазут, дрова и т.п.).
Электродуговые и индукционные печи практически не используются, в связи с их дороговизной и малой производительностью (обычно, не более 5 тонн).
Основным материалом для производства колоколов служит «колокольная бронза», состоящая из 80% меди и 20% олова с колебанием 2% . Это соотношение является компромиссом между прочностью колокола и его звучанием. Избыток олова делает колокол очень хрупким, но с более приятным звучанием, а малое количество олова дает противоположные результаты.
Ходящая в народе молва, что добавление серебра улучшает звон колокола ошибочна и, скорее всего, связана с имеющими серебристый блеск кристаллами олова в местах изломов колокольной бронзы. Литейщики также были заинтересованы в этих слухах, принимая от народа серебряные изделия и монеты, якобы, для того, чтобы получить «серебряный» звон. Серебро же кидалось не в сплав, а в топку. После остывания серебро собиралось и отдавалось храму или литейщикам как вознаграждение.
Существует практика переплавки вышедших из строя разбитых колоколов, при этом свойства колокольной бронзы теряются – она становится густой и хрупкой, это объясняется поглощением сплавом кислорода и переходом олова в оловянистую кислоту и выгоранием олова. Для восстановления оловянистой кислоты использовали перемешивание сплава еловыми шестами или добавлением древесного угля, в настоящее время для этого используют фосфор и фосфористую медь.
При остывании жидкий сплав, переходит из расплавленного в твердое-кристаллическое состояние и распадается на составные части интерметалидной структуры (Cu31Sn8), отвечающие за звуковые качества. Этот процесс «ликвации» зависит от температуры заливки сплава в форму и быстроты охлаждения.
Издревле колокольные мастера искали замену колокольной бронзе, пробовали чугун (первые чугунные колокола на Руси были отлиты при Иване Грозном), серебро, стекло, фарфор и другие материалы, в итоге пришли к выводу – самые лучшие результаты дает только использование колокольной бронзы.
Последний этап – обработка колоколов после литья.
После остывания металла (от одного дня на маленьких колоколах, до нескольких суток на больших) колокол осторожно освобождают от внутреннего стержня (болвана) и опоки, отчищают от формовочной смеси различными приспособлениями, а также срезается прибыль (излишек металла, образующийся при заливке колокола и выступающий над маточником).
В дальнейшем поверхность колокола подвергается пескоструйной обработке (песком под большим давлением), что придает ей матовость, а также полируются отдельные части колокола.
С течением времени колокольная бронза подвергается естественному окислению и покрывается темно-зеленой пленкой окиси меди (патиной), которая предохраняет металл от дальнейшего окисления.
По русской традиции колокола не подтачивают, а подбираются в звонницу из множества готовых по благозвучным звуковым интервалам.
Изготовление языка колокола.
Язык является важной частью колокола, определяющей его звук. Он должен быть изготовлен из мягкой стали (например, стали марок Ст. 3 — Ст. 5) и определенного веса в зависимости от размера колокола. При слишком легком языке звон колокола будет неполнозвучным, а слишком тяжелый язык может расколоть колокол.
Для колоколов до 50 пудов вес языка рассчитывается как 1/20-1/25 от веса колокола, от 50 до 300 пудов – как 1/25 – 1/30 и для более 300 пудов – как 1/30 – 1/40.
Форма языка может быть различной, но приближенной к маятнику: тонкая конусообразная ось с шаровидным (лучше бочкообразным) утолщением в нижней части. Язык должен бить точно в ударное кольцо колокола, если язык подвешен выше, то он не извлекает всех обертонов, а если ниже – возможен раскол колокола.
Илья Дроздихин,
руководитель Московской Школы Звонарей
Как льют колокол
Колокола пьют из бронзы. Этот сплав, включающий в себя 78 процентов красной меди и 22 процента олова, проверен временем. Он не поддается коррозии, мало влияет на него и вибрация. Такая колокольная бронза обладает музыкальностью – звучным приятным голосом. Никакой другой металл не «поет» так хорошо. Ходило среди людей мнение, что голос колокола чище и звонче от добавки серебра и золота. Возникло оно в старину, когда церкви собирали на колокола пожертвования «мирскими грошами» и серебряными рублями, «чтобы колокол был звонче и лучше». В изломе колокольный металл имел серебристый блеск. Все это было причиной легенд о серебре.
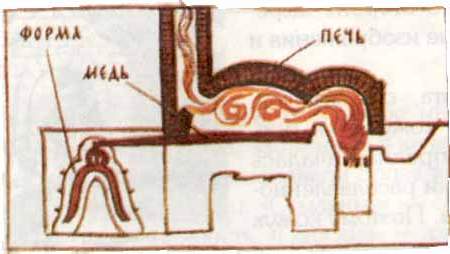
Отливка христианского колокола всегда начиналась с испрошения благословения Божия, когда мастер и рабочие молились перед иконами с зажженными свечами. А отливка большого колокола включала молебствие с водосвятием. Для изготовления большого колокола готовили яму, обкладывали ее кирпичом и внутри устраивали печь для обжигания формы. Форма состояла из двух частей: глиняной болванки и верхней части – кожуха из железных прутьев, обмазанных глиною. Болванку и кожух обжигали огнем до крепости железа. После этого кожух обвязывали веревками и приподнимали. Мастер заходил под кожух и на внутренней его стороне вырезал нужные изображения и письмена.
Пустота, образующаяся между кожухом и болванкой, предназначалась для заливки расплавленного металла. Поэтому кожух внутри и болванку снаружи обильно смазывали жиром, чтобы медь по ним быстро стекала. Кожух ставили на прежнее место. Всю форму засыпали землей или делали вокруг нее плотную кирпичную кладку для прочности ее стояния.
На краях ямы ставили плавильные печи (домны), откуда по желобам расплавленный металл устремлялся в форму и наполнял ее снизу доверху. Остывала эта раскаленная масса большого колокола неделю и более, а малый колокол остывал два–три дня. Затем колокол освобождали: разрывали землю, снимали кожух, вынимали из ямы и обтачивали, отшлифовывали. При этом мастера знали: чем лучше отшлифован колокол, тем чище будет его звук. Все украшения, надписи и рельефы изображений делались с оглядкою на подобные неприятности. Язык выковывался с соблюдением соотношения 5 пудов на 100 – пудовый колокол.
Колокольная бронза на воздухе окисляется, покрывается зеленоватым углекислым порошком – патиной. Слой платины предохраняет металл от последующих влияний атмосферы.
Колокол
Колокол Новый способ спасения подводников был предложен в начале 1930-х годов коммандером 3-го ранга Маккеном (МсСапп). Спасательный колокол Маккена представлял собой прочную цилиндрическую конструкцию, спускаемую на тросе с борта спасательного судна. Для гарантии
Потонувший колокол
Потонувший колокол (Die versunkene Glocke)Драматическая сказка в стихах (1896)Горная лужайка с маленькой хижиной под нависшей скалой. На краю колодца сидит юная Раутенделейн, существо из мира фей, и расчесывает свои густые рыжевато-золотистые волосы. Перегнувшись через край сруба,
По ком звонит колокол
По ком звонит колокол (For Whom the Bell Tolls)Роман (1940)Американец Роберт Джордан, добровольно участвующий в гражданской войне в Испании на стороне республиканцев, получает задание из центра — взорвать перед наступлением мост. Несколько дней до наступления он должен провести в
Исландский колокол
Исландский колокол (Islandsklukkan)Роман (1943–1946)Действие романа-трилогии Халлдора Лакснесса (часть первая — «Исландский колокол», часть вторая — «Златокудрая дева», часть третья — «Пожар в Копенгагене») разворачивается в конце XVI — начале XVII в. в Исландии и Дании, а также в
БОЛЬШОЙ ЖЕЛЕЗНЫЙ КОЛОКОЛ
БОЛЬШОЙ ЖЕЛЕЗНЫЙ КОЛОКОЛ Одна из самых популярных и, возможно, лучших групп Питера середины 70-х, БОЛЬШОЙ ЖЕЛЕЗНЫЙ КОЛОКОЛ появился на свет в декабре 1973 года, когда распался звездный состав легендарного САНКТ-ПЕТЕРБУРГА и трое его участников решили пойти в рок-н-ролле
По ком звонит колокол С английского: For Whom the Bell Tolls.Из «Духовных стихотворений» (другое название «Молитвы») английского поэта Джона Донна (1572—1631). 17-е стихотворение:Нет человека, который был бы как Остров, сам по себе, каждый человек есть часть Материка, часть Суши; и если
РОССИЙСКИЙ КОЛОКОЛ
РОССИЙСКИЙ КОЛОКОЛ Литературный журнал, учрежденный в 2005 году Московской городской организацией СП России и фондом «Литературный центр Петра Проскурина». В общественную редколлегию входят Владимир Бояринов, Альберт Иванов, Николай Федь, Сергей Есин, Валентин Сорокин,
2. КОЛОКОЛ ИЛИ ГОНГ
2. КОЛОКОЛ ИЛИ ГОНГ a. Сила звука сигнала. Колокол или гонг, или иное устройство с аналогичными звуковыми характеристиками должны обеспечивать уровень звукового давления не менее 110 дБ на расстоянии 1 м от них. b. Конструкция. Колокол и гонги должны быть изготовлены из
ДЗВИН (КОЛОКОЛ)
ДЗВИН (КОЛОКОЛ) Украинский юмористический листок. Выходил в Москве с 24 декабря 1918 г. по 18 февраля 1919 г. на украинском языке (3 номера). Печатался на страницах журнала «Вicтник украiнського вiддiлу Народнього комисариату справ национальних» («Вестник украинского отдела
КРАСНЫЙ КОЛОКОЛ
КРАСНЫЙ КОЛОКОЛ Политико-просветительский журнал с отделами художественным и сатиры. Единственный номер вышел в Великом Устюге в феврале 1922 г. на 16 стр., с иллюстрациями. Тираж — 1500 экз. Издан полит-секретариатом энского отдельного батальона войск ВЧК. Редактор — П.
Форма колокола
По преданию, первый христианский колокол принадлежал святому Павлину, епископу Ноланскому. Якобы он увидел во сне полевые колокольчики, издававшие приятный перезвон, и после этого сна велел отлить колокола, имевшие формы колокольчика.

Действительно, колокола можно сравнить с этим цветком. Но обратите внимание на фотографии: при общем сходстве форм, каждый колокол имеет свои отличия. Между колоколами XI-XII веков и более поздними – большая разница. И мастеров заботил не внешний вид, но звук. С увеличением размера и веса, голос колокола становился ниже и громче. Здесь выявилась прямая зависимость звука от формы или, как принято говорить, профиля колокола. Нужный профиль и искали мастера. В XI веке колокол напоминал улей, за что и был так назван. В XII веке по аналогии его назвали «сахарной головой», Так называемый классический или иначе готический профиль был найден в XIII веке. Его придерживались в последующие времена. Конечно, имелись при этом и частные отклонения от классического профиля, выдававшие почерк какого – о конкретно мастера или литейной школы.
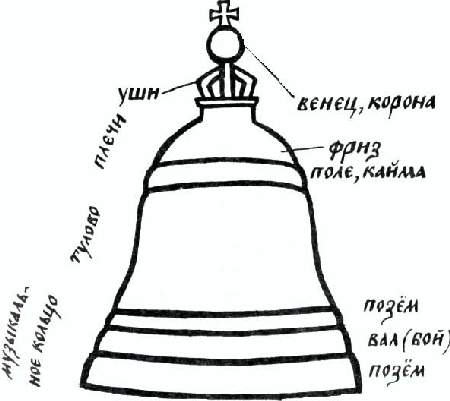
Колокол имеет традиционные названия своих частей, приведенных на чертеже. Толщина свинок такого колокола неодинакова: к ушам – тоньше, к месту удара языком (музыкальное кольцо) – толще, а у самого края – совсем тонкая. При таком соотношении звук выходит хорошим.
Был ли «прадед» у Царь-колокола?
Был ли «прадед» у Царь-колокола? Оказывается, у того великана, который вот уже более века стоит в Кремле и называется Царь-колокол, существует большая родословная. Еще в 1599 году знаменитый литейщик Андрей Чохов изготовил первый кремлевский колокол огромного размера. Это
Зачем люди звонят в колокола?
Зачем люди звонят в колокола? Много веков люди верили в чудесную силу колоколов. Еще в Древнем Риме стали звонить в колокола, созывая людей в храмы. Колоколам давали имена, и каждый из них возвещал свое время. «Хлебный колокол» в городе Турине напоминал хозяйкам: пора
Предшественники колокола: иерихонская труба и старое доброе било.
Предшественники колокола: иерихонская труба и старое доброе било. Много – много лет назад вместо колокола были совсем другие инструменты. Ветхий Завет рассказывает нам, что святой пророк и боговидец Моисей вывел евреев из Египта, где притеснялись они египтянами, и по
Колокола на Руси
Колокола на Руси На Руси колокола стали появляться вскоре после принятия православной веры. В северные русские земли они завозились с Запада, а в Киев из византийского города Корсунь (Херсонес, близ нынешнего Севастополя). Позднее на Руси корсунскими называли все
Москва. XVII-XVIII века. Колокола-гиганты.
Москва. XVII-XVIII века. Колокола-гиганты. Отливку громадных колоколов в тысячи пудов, поистине великанов – богатырей, русские мастера освоили в XVII веке. Первенствовала московская литейная школа. Располагалась она на Пушечном дворе, то есть там, где лили пушки. Кроме
Форма
Форма Дворцовые слуги обеспечивались казенной формой, а работавшие «на людях» – к тому же праздничными и парадными ливреями. Стоимость униформы, естественно, зависела от положения слуги в дворцовой иерархии и степени близости к императорской половине. Повседневные
КОЛОКОЛА ХАТЫНИ
КОЛОКОЛА ХАТЫНИ Директива германского верховного главнокомандования от 16 декабря 1941 года гласила: «Войска имеют право и обязаны применять… любые средства без ограничения, также против женщин и детей, если только это способствует успеху». Немецкие захватчики выполняли
Что такое пресс-форма и литейная форма?
Что такое пресс-форма и литейная форма? Многие вещи, используемые нами в повседневной жизни, сделаны при помощи пресс-форм и литейных форм. Пресс-форма — это приспособление для выдавливания из листового металла или пластмассы фигурных деталей определенной формы. Если вы
Тип (форма)
Тип (форма) Тип (от греч. t?pos — отпечаток, форма, образец), 1) форма, вид чего-либо, обладающие существенными качественными признаками. 2) Образец, модель для чего-либо. 3) Единица расчленения изучаемой реальности в типологии . 4) Таксономическая категория или единица
«Корневильские колокола» (1877)
«Корневильские колокола» (1877) французская оперетта, муз. Робера Планкетта, авторы либр. Клервилль (наст. имя Луи Франсуа Николаи (L.-F. Nicola?e dit Clairville, 1811–1879) и Шарль Габе (Ch. Gabet, 1793–1860) 853 Плыви, мой челн, / По воле волн. Д. I, сцена 2, куплеты
"Навоз и сусло — главные компоненты". Как льют колокола

Колокольные "фьючерсы"
Утро житель провинциального городка Тутаева Николай Шувалов обычно начинает с новостей Лондонской фондовой биржи. От котировок на олово и медь зависит цена на его колокола. "Лет 15-20 назад за колокол давали семь долларов из расчета на один килограмм, теперь — не меньше 30", — объясняет он. Более 20 лет завод Шувалова отливает колокола по уникальным технологиям.
"С 1990 года этим занимаюсь. Почему? Да не знаю, не по моей воле точно", — показывает он пальцем вверх.

Николай Шувалов был алтарником Воскресенского собора Тутаева. И вот однажды настоятель говорит: храму нужны колокола. "Тогда даже кирпичи в дар получить было сложно, чего уж говорить про это. Но мы решили попробовать. Отправились на местный моторный завод. Нас там встретили недружелюбно: "Пришли тут опиум для народа разносить". И все же договорились. Только там сказали, что не знают, как вообще эти колокола лить", — вспоминает он.

Тогда Шувалов принес кусок от старинного колокола, разбитого еще в 1930-е годы, и чертежи. "Говорю им: берите, изучайте. Спустя полгода возвращают: "Не, ты уж сам разбирайся с этим". Пришлось вникать. И после разъездов по библиотекам, архивам и монастырям Николай устроил колокольный заводик… прямо во дворе своего дома. "Организовать процесс несложно. Поначалу отливал пудовые. Спустя некоторое время нашли помещение, где стали лить по современной конвейерной технологии, — говорит он.
Но когда новые колокола повесили в храме рядом со старинными и сравнили, "новые издавали такой звук, словно бьют по цинковому ведру". Нужно было восстанавливать утраченную технологию. На это потребовалось шесть лет.
"Было очень трудно. Многих литейщиков попросту уничтожили. Известно, что последний колокол отлил на Валдае мастер по фамилии Крючков. За ним приехали из НКВД, и он сбежал в леса. Там и прятался до войны. А потом за ним пришли уже немцы — причем не просто полиция, а гестапо! Не знаю, что им от Крючкова было нужно. В общем, после войны его след теряется", — рассказывает мастер.
Звучание колокола целиком зависит от формовки. На больших заводах формы делают из гипса, что позволяет штамповать колокола: пять дней — и готово, замечает Шувалов. До революции же формы были глиняные. Это более трудоемко, но зато качество звучания в разы выше. И Шувалов обратился к старинным книгам.

"Для формовки нужна правильная глина. Испробовали разную, откуда только ни привозили — даже из Армении и Болгарии. Все не то! Потом задумались: в Ярославле ведь двести лет работал знаменитый на весь мир завод Оловянишниковых, не может быть, чтобы глину возили за тридевять земель, где-то она здесь, рядом. И мы нашли тот самый карьер!" — говорит он.
Однако одной глины недостаточно. Она лишь часть смеси, состав которой в дореволюционное время был "коммерческой тайной" каждого литейщика. Известно, что туда добавляли квасное сусло, коровью шерсть, сено и конский навоз. С навозом пришлось особенно помучиться.
"Пробовали коровий, благо тут его много — не подошел. Отправились на ярославский ипподром, а затем экспериментальным путем выяснили, что конский навоз надо особенным образом выпаривать, потом высушивать и так далее. Отлили колокол — и действительно: все дело в нем. Звон хороший", — объясняет литейщик.

Колокола для поп-звезд
В Тутаеве Николая Шувалова знают все. "По сути, мой завод — единственное предприятие в городе. Работы тут нет. Конечно, есть еще дорожники, продавцы. Но крупного производства нет, все рухнуло в 1990-е. Тогда мы выживали как могли. Я вон сельским хозяйством занимался", — рассказывает владелец колокольного завода.
Сам он родом с Урала, а сюда перебрался в конце 1980-х. О причине говорит коротко: "Рыбалку сильно люблю". У Николая есть еще два брата. Они тоже занимаются колоколами.

"Я в семье старший. Средний, Владимир, в какой-то момент решил отделиться от нас — у него заводик на правом берегу. А младший тут, со мной трудится. И еще 35 человек. Все местные", — говорит Николай.

Колокольный скульптор Всеволод Алаев — один из тех, кто работает на заводе с момента основания. Вся "творческая" часть производства на нем. Издревле колокола принято украшать иконами, орнаментами, различными надписями. Но как это удается?
"Мы используем мягкую резину, на которой вырезаем объемные иконы, буквы и орнаменты. Затем резина заливается воском. В старину вместо нее брали либо глину, либо гипс. Но этим материалам нельзя застывать полностью, иначе воск очень трудно отделить", — рассказывает мастер.
Затем восковые элементы крепятся на фальш-колокол — точную глиняную копию настоящего. Его изготавливают, нанося один слой глины на другой. Малейший дефект или ошибка в каком-либо из слоев — и вся многодневная работа насмарку. После того как фальш-колокол готов, на него сверху налепляют глиняную "рубашку" — кожух. Сам фальш-колокол держится на основании, которое называется болваном. Кожух, болван и фальш-колокол придают изделию не только нужную форму, но и звучание.

"Внешний облик колокола зависит от воли заказчика. Чаще всего они сами присылают чертежи. Хотя однажды нам поступил заказ на колокола для одной крупной митрополии, и владыка сказал, что мы сами должны придумать узор. Как говорится, хочу, но не знаю чего. Я растерялся. Очень долго работал над этим, заказчик вносил кучу правок, постоянные согласования… Но, слава Богу, все очень хорошо получилось", — делится Всеволод.
У мастера есть уже готовые шаблоны самых известных икон. Но нередко приходится изготавливать резиновый трафарет по присланному заказчиком рисунку.
"Однажды из Чехии поступил заказ. Надписи должны были быть из какой-то их средневековой книги. Нужно было точь-в-точь воспроизвести их на колоколе, — говорит он. — А бывает, что просят изобразить и ныне живущих людей. Недавно друг одного известного музыканта заказал небольшой колокол с его портретом".

Все как в кино
Николай Шувалов указывает на металлические каркасы у формовочного цеха. "Они стягивают кожух, чтобы фальш-колокол можно было поднять. Как-то тут были дети и спросили: "Это что, компьютерная модель колокола?" А я, не подумав, ответил: "Да, она".
Формовка занимает больше месяца. Затем фальш-колокол слегка приподнимают. Между кожухом и болваном образуется пространство, куда и заливают раскаленный металл.
В плавильном цеху, полностью заставленном фальш-колоколами, мастер Олег Яковенко командует молодыми рабочими. Заливка длится секунды, но требует слаженных действий четырех человек. Сначала из огромного чана черпается необходимое количество кипящей бронзы.
"Медь и олово должны быть высшего качества. Соотношение такое: 80% меди и 20% олова. Бронза в чане тщательно размешивается, чтобы не образовывались пузырьки. В противном случае в колоколе будут полости, а это влияет на звук и долговечность", — объясняет Яковенко.

Большой ковш с помощью специального крана аккуратно подносят к форме. Двое молодых рабочих прицеливаются — колокол совсем маленький — и быстро выливают кипящий "бульон". "Вира! Вира!" — машет им Яковенко. Затем они переходят к заливке крепежных балок.
"В последнее время к нам приходит молодежь. Не все уезжают, как видите. Мы их тут с нуля всему обучаем, ведь "костяк" скоро на пенсию уйдет", — грустно говорит Шувалов.
Заходим с ним в местное кафе. На стене у барной стойки телевизор. На несколько секунд литейщик замирает, наблюдая, как Остап Бендер в исполнении Арчила Гомиашвили удирает от толпы. "У нас снимали "12 стульев" и многие другие советские и российские фильмы", — показывает Шувалов на экран.
А кроме киношников город еще со времен перестройки облюбовали зарубежные фотокорреспонденты. "О, их тут много! По окрестным селам разъезжают — снимают, как, мол, спивается Россия. Я однажды был на сельском празднике. Еще ничего не началось, а они уже стоят: фотокамеры в сумках — ждут, когда все напьются и пойдут морды друг другу бить. Показывают нас в неприглядном виде американцам и британцам", — возмущается он.
Возрождение традиций
Впрочем, сейчас подобную экзотику отыскать уже сложно. "Жемчужина на Волге", как называют местные свой город, ежегодно привлекает множество туристов — здесь почти у каждой улицы своя история. В прошлом году хотели даже вернуть Тутаеву дореволюционное название — Романов-Борисоглебск. Но большинство жителей проголосовало против.
"Боялись, что документы менять придется. Хотя нам обещали, что этого не случится. Но знаете, как бывает: через несколько лет могут спохватиться", — объясняет местная жительница Марина.
Читайте также: