Из какого металла сделан штангенциркуль ссср
Обновлено: 19.05.2024
Пост посвящается отечественному производителю. Говорю сразу - я ничего не понимаю в штангенциркулях и машиностроении, поэтому всё высказанное - сугубо мое личное мнение.
Началось с того, что мне понадобился штангенцируль на дачу. Самый простой и дешевый - иногда диаметр отверстия померить или сверла. Я пошел в хозмаг и купил "Штангенциркуль ШЦ - I - 150-0,1" за 250 рублей. И теперь сравним его со штангенциркулем от завода "калибр" выпущенного где то в середине 70х годов в СССР. Сей штангенцируль мне подарил дед.
1:0 в пользу эталона. У него чехол удобнее и прочнее, застегивается на кнопку. Но всё самое интересное начинается под катом.
Старый штангенциркуль ГОСТу 166-89 не соответствует - по ГОСТу шкала должна быть матовой а не блестящей. Что бросается в глаза. У советского штангенциркуля рамка цельная, а у современного собрана на винтах.
Недостаток в том, что рано или поздно винты выкрутятся и нониус начнет болтаться. Ни о какой точности тогда не может быть и речи. Винты при сборке локтайтом не смазаны. Хотя может в винтах есть свой, сакральный смысл
Вверху эталоновский, внизу калибровский. Видно, что у эталоновского шероховатость поверхности выше, губки острые и не обработана заусенца. Высота измерительных губок не совпадает! Но ГОСТ эти мелочи не регламентирует. Люфт у эталоновского штангенциркуля выше.
У старого штангенциркуля наплыв на корпусе под палец является частью рамки. У нового - отдельная деталь. Причем в этот зазор между наплывом и рамкой забьется грязь - к гадалке ходить не надо. Обратите внимание на зазоры между глубиномером и пазом. У эталоновского зазоры выше - из-за этого ус глубиномера сильно болтается.
Самая критичная часть - измерительная поверхность. ГОСТ не регламентирует шероховатость, но регламентирует параллельность и отклонения от формы. Насколько видно по фото, шероховатости отличаются. Если у старого калибровского корпус ободран довольно грубым наждаком, то измерительная поверхность более гладкая, и видно что ее аккуратно шлифовали более мелким абразивом. Эталоновский же весь отшлифован одним абразивом. Что ребро, что измерительная поверхность - шероховатость одинаковая и довольно грубая.
Линейка и нониус выполнены методом лазерной гравировки. У калибровского кажется использовано травление.
Видно, что если раскрутятся винты, то нониус будет болтаться во все стороны на величину разницы отверстия и диаметра винта.
Вот такое качество обработки у эталоновского штангенциркуля. Заусенцы, часть поверхности вообще не отшлифована
А вот так выглядят плоскости измерения внутренних диаметров. Слева эталон, справа калибр. У эталона они под углом, т.е. образуют две параллельные плоскости, но не перпендикулярные плоскости линейки. С точки зрения точности измерения это немного лучше. Но вот с точки зрения долговечности - сильно хуже. Если я буду измерять расстояние между стенок паза, то у эталоновского штангенциркуля площадь контакта будет минимальная (ребро), а у калибра - больше (плоскость), из-за этого износ у эталона будет происходить быстрее.
Но это всё мелкие придирки к деталям. Глобально ОТК штангенциркуль приняли и им он понравился. Да и ГОСТу соответствует, необходимую точность измерения обеспечивает. Так что с формальной точки зрения всё чисто.
Но я не могу успокоиться по поводу конструкции. Смотрим сколько деталей в эталоновском штангенциркуле:
Ус глубиномера запрессован намертво. Всего 9 деталей, не считая крепежа. При этом, в рамке сделано отверстие, в которое вкручен винт просто тупо закрыть это отверстие. Пружина держится отдельным винтом за счет того что в пружине отверстие, которое насаживается на винт.
А теперь смотрим на гениальную простоту советских инженеров:
Всего 6 деталей, не считая крепежа. При этом нет этих съемных рамок (минус 6 винтов и 2 планки), нет отдельной детали для наплыва под палец. Пружина держится только за счет Т и Г образных выступов на концах. (минус винт и отверстие).
На сайте завода калибр, судя по фотографии продукции, теперь выпускается такой же штангенциркуль с планками на винтах. Я написал производителям (завод "эталон" и завод "калибр") письмо, в котором приложил фото со словами, что хочу штангенциркуль с цельной рамкой. ниже ГЕНИАЛЬНЫЙ ответ от целого завода "Калибр":
Добрый день! Я не знаю с чем это связано, но таких штангелей больше не
будет.
--
С уважением,
tools mailto: tools@umail.ru
Ответ от завода "эталон" более соответствовал деловому стилю:
Выражаем огромную благодарность за оказанный интерес к нашей продукции.
К сожалению, на данный момент мы можем поставить только ШЦ с исполнением рамки только с винтами, решение по переходу на производство именно таких рамок обусловлено увеличением потребительского спроса именно на такие рамки.
Выражаем свое почтение вашему выбору в пользу монолитной рамки, но надеемся все же что рамка нашего образца все же устроит вас и удовлетворит ваши потребности в измерении.
С уважением/ Best regards
Чернов Константин Юрьевич/ Chernov Konstantin
Коммерческий директор/ Commercial director
ЗАО "Эталон" / ZAO " Etalon "
127253 г. Москва, Дмитровское ш.116 стр. 1
116 building 1 Dmitrovskoe shosse 127253 Moscow Russian Federation
тел ./phone: (495) 783- 02-30 (ext. 120)
А вот другие производители делают рамку цельной:
Поэтому закрадывается два возможных сценария. Первый - штангенциркули для эталона клепают китайцы, их привозят сюда и просто наносят шильдик "Эталон". Второй - есть некая универсальная автоматическая линия которая заточена именно под эту модель штангенциркулей, эта линия стоит у китайцев, и наши купили такую же.
ГОСТ 166-89 Штангенциркули. Технические условия

Настоящий стандарт распространяется на штангенциркули, предназначенные для измерения наружных и внутренних размеров до 2000 мм, а также штангенциркули специального назначения для измерения канавок на наружных и внутренних поверхностях, проточек, расстояний между осями отверстий малых диаметров и стенок труб.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. № 2).
1. ТИПЫ. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1 . Штангенциркули следует изготовлять следующих основных типов:
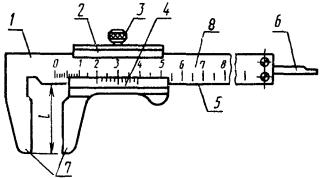
I - двусторонние с глубиномером (черт. 1 );
Т-1 - односторонние с глубиномером с измерительными поверхностями из твердых сплавов (черт. 2);
II - двухсторонние (черт. 3 );
III - односторонние (черт. 4 ).
Примечание. Допускается оснащать штангенциркули приспособлениями или вспомогательными измерительными поверхностями для расширения функциональных возможностей (измерения высот, уступов и др.).
1 - штанга; 2 - рамка; 3 - зажимающий элемент; 4 - нониус; 5 - рабочая поверхность штанги; 6 - глубиномер; 7 - губки с кромочными измерительными поверхностями для измерения внутренних размеров; 8 - губки с плоскими измерительными поверхностями для измерения наружных размеров; 9 - шкала штанги.
1 - штанга; 2 - рамка; 3 - зажимающий элемент; 4 - нониус; 5 - рабочая поверхность штанги; 6 - глубиномер; 7 - губки с плоскими измерительными поверхностями для измерения наружных размеров; 8 - шкала штанги.
1 - штанга; 2 - рамка; 3 - зажимающий элемент; 4 - нониус; 5 - рабочая поверхность штанги; 6 - устройство тонкой установки рамки; 7 - губки с кромочными измерительными поверхностями для измерения наружных размеров; 8 - губки с плоскими и цилиндрическими измерительными поверхностями для измерения наружных и внутренних размеров соответственно; 9 - шкала штанги.
(Измененная редакция, Изм. № 1).
1 - штанга; 2 - рамка; 3 - зажимающий элемент; 4 - нониус; 5 - рабочая поверхность штанги; 6 - губки с плоскими измерительными поверхностями для измерения наружных размеров; 7 - губки с цилиндрическими измерительными поверхностями для измерения внутренних размеров; 8 - шкала штанги.
1.2 . Штангенциркуль следует изготовлять с отсчетом по нониусу (ШЦ) (черт. 1 - 4 ) или с отсчетом по круговой шкале (ШЦК) (черт. 5 ), или с цифровым отсчетным устройством (ШЦЦ) (черт. 6 ).
1 - круговая шкала отсчетного устройства; 1 - цифровое отсчетное устройство;
2 - штанга; 3 - рамка; 4 - шкала штанги. 2 - штанга; 3 - рамка.
Примечание. Черт 1- 6 не определяют конструкцию штангенциркулей.
1.3 . Диапазон измерений, значение отсчета по нониусу, цена деления круговой шкалы и шаг дискретности цифрового отсчетного устройства штангенциркулей должны соответствовать указанным в табл. 1 .
Диапазон измерения штангенциркулей
Значение отсчета по нониусу
Цена деления круговой шкалы отсчетного устройства
Шаг дискретности цифрового отсчетного устройства
1. Нижний предел измерения у штангенциркулей с верхним пределом до 400 мм установлен для измерения наружных размеров.
2. У штангенциркулей типа Т-1 диапазон измерения относится только к измерениям наружных размеров и глубины.
3 Верхний предел измерения штангенциркулей типов I и Т-1 должен быть не более 300 мм.
4. Допускается изготовлять штангенциркули с раздельными нониусами или шкалами для измерения наружных и внутренних размеров.
5. Допускается изготовлять штангенциркули типа III с поверхностями для измерения наружных размеров из твердого сплава (Твердый сплав по ГОСТ 3882 )
Пример условного обозначения штангенциркуля типа II с диапазоном измерения 0 - 250 мм и значением отсчета по нониусу 0,05 мм:
Штангенциркуль ШЦ- II -250-0,05 ГОСТ 166
То же, штангенциркуля типа I I с диапазоном измерения 250 - 630 мм и значением отсчета по нониусу 0,1 мм, класса точности 1:
Штангенциркуль ШЦ- II -250-630-0,1-1 ГОСТ 166
То же, штангенциркуля типа I с диапазоном измерения 0 - 150 мм с ценой деления круговой шкалы 0,02 мм.
Штангенциркуле ШЦК-1-150-0,02 ГОСТ 166
То же, штангенциркуля типа I с диапазоном измерения 0 - 125 мм с шагом дискретности цифрового отсчетного устройства 0,01 мм:
Штангенциркуль ШЦЦ-1-125-0,01 ГОСТ 166
(Измененная редакция).
1.4 . Штангенциркули типов II и III , комплектуемые приспособлением для разметки, следует оснащать устройством для тонкой установки рамки (черт. 3 ).
Для тонкой установки рамки допускается применять микрометрическую подачу.
1.5 . Вылет губок l и l 2 для измерения наружных размеров и вылет губок l 1 и l 3 для измерения внутренних размеров должен соответствовать указанным в табл. 2 (черт. 1 - 4 ).
(Измененная редакция. Изм. № 1).
1.6 . Штангенциркули типов II и III с губками для измерения внутренних размеров должны иметь цилиндрическую измерительную поверхность с радиусом не более половины суммарной толщины губок (не более g /2).
Для штангенциркулей с пределом измерения до 400 мм размер (черт. 3 - 4) не должен превышать 10 мм, а для штангенциркулей с верхним пределом измерения свыше 400 мм - 20 мм.
1.7 . Длину нониуса следует выбирать из ряда 9; 19; 39 мм - при значении отсчета по нониусу 0,1 мм, 19; 39 мм - при значении отсчета по нониусу 0,05 мм.
Длинные штрихи нониуса допускается отмечать целыми числами.
1.8 . Штангенциркули с цифровым отсчетным устройством должны обеспечивать выполнение функций, характеризующих степень автоматизации, в соответствии с перечнем (по приложению).
1.9 . Питание штангенциркулей с цифровым отсчетным устройством должно осуществляться от встроенного источника питания.
Питание штангенциркулей, имеющих вывод результатов измерения на внешнее устройство, должно осуществляться от встроенного источника питания и (или) от сети общего назначения через блок питания.
1.10 . Конструкция штангенциркулей с цифровым отсчетным устройством должна обеспечивать правильность показаний при наибольшей допустимой скорости перемещения рамки не менее 0,5 м/с.
1.11 . (Исключен. Изм. № 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1 . Штангенциркули следует изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2 . Штангенциркули со значением отсчета по нониусу 0,1 мм и верхним пределом измерения до 400 мм и штангенциркули с отсчетом по круговой шкале с ценой деления 0,1 мм следует изготовлять двух классов точности: 1 и 2.
2.3 . Предел допускаемой погрешности штангенциркулей при температуре окружающей среды (20 ± 5) ° С должен соответствовать указанному в табл. 3 .
2.4 . Предел допускаемой погрешности штангенциркулей типов 1 и Т-1 при измерении глубины, равной 20 мм, должен соответствовать табл. 3 .
Предел допускаемой погрешности штангенциркулей ( ±)
при значении отсчета по нониусу
с ценой деления круговой шкалы отсчетного устройства
с шагом дискретности цифрового отсчетного устройства
0,1 для класса точности
1. За измеряемую длину принимают номинальное расстояние между измерительными поверхностями губок.
2. У штангенциркулей с одним нониусом погрешность проверяют по губкам для измерения наружных размеров.
3. При сдвигании губок штангенциркулей до их соприкосновения смещение нулевого штриха нониуса допускается только в сторону увеличения размера.
4. Погрешность штангенциркуля не должна превышать значений, указанных в табл. 3 при температуре (20 ± 10) °С при поверке их по плоскопараллельным концевым мерам длины из стали.
2.5 . Допуск плоскостности и прямолинейности измерительных поверхностей должен составлять 0,01 мм на 100 мм длины большей стороны измерительной поверхности штангенциркулей.
При этом допускаемые отклонения плоскостности и прямолинейности измерительных поверхностей должны быть:
0 ,004 мм - для штангенциркулей со значением отсчета по нониусу, с ценой деления шкалы и шагом дискретности не более 0,05 мм и длиной большей стороны измерительной поверхности менее 40 мм;
0 ,007 мм - для штангенциркулей со значением отсчета по нониусу и с ценой деления шкалы 0,1 мм и длиной большей стороны измерительной поверхности менее 70 мм.
Допуск прямолинейности торца штанги штангенциркулей типов I и Т-1 должен составлять 0,01 мм.
По краям плоских измерительных поверхностей в зоне шириной не более 0,2 мм допускаются завалы.
Примечание. Требования к плоскостности относят только к поверхностям шириной более 4 мм.
(Измененная редакция. Изм. № 1, 2).
2.6 . Допуск параллельности измерительных поверхностей губок для измерения внутренних размеров должен составлять 0,010 мм на всей длине. Для штангенциркулей 2 класса точности измерительные поверхности кромочных губок допускается изготовлять с допуском параллельности 0,02 мм.
В зоне до 0,5 мм от верхней кромки измерительных поверхностей допускаются завалы.
Допуск параллельности на 100 мм длины плоских измерительных поверхностей губок для измерения наружных размеров должен быть:
0 ,02 мм - при значении отсчета по нониусу, цене деления шкалы и шаге дискретности не более 0,05 мм;
0 ,03 мм - при значении отсчета по нониусу и цене деления шкалы 0,1 мм.
2.7 . Мертвый ход микрометрической пары устройства для тонкой установки рамки не должен превышать 1 /3 оборота.
2.8 . Отклонения размера губок с цилиндрическими измерительными поверхностями для измерения внутренних размеров не должны превышать: ( ) мм при цене деления или значении отсчета по нониусу не менее 0,05 мм; ( ) мм при цене деления или шаге дискретности менее 0,05 мм.
2.9 . Рамка не должна перемещаться по штанге под действием собственного веса при вертикальном положении штангенциркуля.
2.10 . Усилие перемещения рамки по штанге должно быть не более значений, указанных в табл. 4 .
Верхний предел измерения штангенциркуля, мм, не более
Усилие перемещения, Н, не более
Примечание. Для штангенциркулей с диапазоном измерения 0 - 125, 0 - 135, 0 - 150 мм допускаемые значения усилия перемещения выбирают из ряда 10, 15 Н.
2.11 . Требования к шкале штанги и нониуса.
2.11.1 Расположение плоскости шкалы нониуса относительно плоскости шкалы штанги указано на черт. 7 .
2.11.2 . Расстояние а от верхней кромки края нониуса до поверхности шкалы штанги не должно превышать 0,25 мм для штангенциркулей со значением отсчетов 0,05 и 0,30 мм - для штангенциркулей со значением отсчета 0,1 мм.
2.11.3 . Размеры штрихов шкал штанги и нониуса должны соответствовать указанным ниже:
ширина штрихов 0,08 - 0,20 мм;
разность ширины штрихов в пределах одной шкалы (для шкалы штанги на расстоянии более 0,3 от края шкалы) и штрихов шкал штанги и нониуса одного штангенциркуля не более 0,03 мм при отсчете по нониусу 0,05 мм; 0,05 мм при отсчете по нониусу 0,1 мм.
2.12 . Требования к круговой шкале отсчетного устройства
2.12.1 . Длина деления шкалы должна быть не менее 1 мм.
2.12.2 . Ширина штрихов шкалы 0,15 - 0,25 мм. Разность ширины соответствующих штрихов в пределах одной шкалы должна быть не более 0,05 мм.
2.12.3 . Ширина стрелки над делениями шкалы должна быть 0,15 - 0,20 мм. Конец стрелки должен перекрывать короткие штрихи не более чем на 0,8 их длины. Расстояние между концом стрелки и циферблатом не должно превышать 0,7 мм для шкалы с ценой деления не более 0,05 мм и 1,0 мм с ценой деления 0,1 мм.
2.12.4 . Отсчетное устройство должно обеспечивать возможность совмещения стрелки с нулевым делением круговой шкалы.
2.13 . У штангенциркулей с цифровым отсчетным устройством высота цифр отсчетного устройства должна быть не менее 4 мм.
2.14 . Штангенциркули с цифровым отсчетным устройством дополнительно могут оснащаться интерфейсом для вывода результата измерения на внешнее устройство.
2.15 . Твердость измерительных поверхностей штангенциркулей должна быть: из инструментальной и конструкционной стали - не менее 59 HRC э ;
из высоколегированной стали - не менее 51,5 Н R Сэ.
Примечание. Для штангенциркулей типа I с верхним пределом измерения до 160 мм, изготовленных из инструментальной или конструкционной сталей, твердость измерительных поверхностей должна быть не менее 53 Н RСэ.
2.16 . Параметр шероховатости плоских и цилиндрических измерительных поверхностей штангенциркулей - R а £ 0,32 мкм по ГОСТ 2789-73 ;
измерительных поверхностей кромочных губок и плоских вспомогательных измерительных поверхностей - R а £ 0,63 мкм по ГОСТ 2789-73.
(Измененная редакция, Изм. № 1).
2.17 . Наружные поверхности штангенциркулей должны быть покрыты или обработаны в соответствии с табл. 5 .
Верхний предел измерения, мм
Вид обработки или покрытия штангенциркулей из стали
инструментальной и конструкционной
Штанга (кроме, шкалы и торца), губки, рамка штангенциркуля, рамка микроподачи, за исключением измерительных и прилегающих к ним поверхностей
Купил штангенциркуль. Похоже, что "советский"!
Гуляя по магазинам, случайно увидел на витрине сабж. Нет, ну китайцы сейчас очень похожие насобачились делать, но этот. Очень похож на старые советские! Упакован в промасленную бумагу, в комплекте паспорт. Единственное отличие, которое удалось найти - скоба, удерживающая глубиномер: на старых она была стальной и крепилась двумя винтами. Похоже, что удалось купить-таки отечественный!

"После окончания работы промыть в авиационном бензине и уложить в футляр"
Недавно тоже купил штангенциркуль в промасленной бумаге, с паспортом, все дела. Китай оказалось
Как это выяснилось?
Жаль вас разочаровывать, но это не советский (в смысле - сделан не в советском союз) - электронный адресов (как и компьютеризации в СССР не было. Улыбнул "коммерческий директор" В СССР коммерции быть не могло - сроки давали за спекуляцию. Да и год пропечатан 2007.
Марсик написал :
Как это выяснилось?
Да в паспорте, вроде бы, мелкими букавками написано было. Сейчас уже не помню - вечером гляну, если не забуду
Марсик написал :
Единственное отличие, которое удалось найти - скоба, удерживающая глубиномер: на старых она была стальной и крепилась двумя винтами. Похоже, что удалось купить-таки отечественный!
Современный ставропольский ШЦ, за экономию на металле руки вырвать однозначно. На производстве часто промывать нужно, разбирать полностью, а что потом вместо пластиковой планочки ставить - хз. Но это ерунда - на штангенциркулях побольше из пластика сделана рамка, та что удерживает гайку микроподачи. Вот такая невеселая ситуация. Картинка в тему.

Вчера был на рынке, искал штангель. Только Ставропольские, китайские и польские. На ставропольских и польских цифры еле просматриваются, китайские с напылением те, что на витрине с вытертыми цыфрами. Советские б.у. или ржавые, или заполерованы для продажи.
Пластмассовые детали? 2007 года? Советский? Это вряд ли. :-)
Странно. Раньше сей инструмент именовался колумбусом. А штангель - он да, с микроподачей и сотыми долями мм. И "бэз" глубиномера.
Проффэсор написал :
Вчера был на рынке, искал штангель. Только Ставропольские, китайские и польские.
Поляки заказывают в Китае,своего производства нет,впрочем как и у нас, всякие Зубр,Ермак и т.д Ставрополь еще производит,но очень бюджетные они,планка пластик,металла тока тока.Старого образца поищите у барыг наверняка есть в запасе.Я брательнику брал пару лет тому,нашел Калибр(Москва)старого образца.Счас Калибр китай.Хороший импортный штангенциркуль это от штуки и выше,например Вогел Германия или Прома чешский и т.д И найти их непросто.
Советские штангенциркули попадаются в продаже.
Dikiy написал :
Хороший импортный штангенциркуль это от штуки и выше,например Вогел Германия или Прома чешский и т.д И найти их непросто.
По мне советский за 50-100 р ничем не хуже "хорошего зарубежного", которого еще и поискать нужно
Dikiy написал :
Хороший импортный штангенциркуль это от штуки и выше,например Вогел Германия или Прома чешский и т.д И найти их непросто
Ну ведь уже обсуждали штангели?
Купите нормальный Mitutoyo хотя бы здесь
И нечего искать. А этому китайскому хламу место на помойке.
Дед ХоттабыЧ написал :
По мне советский за 50-100 р ничем не хуже "хорошего зарубежного", которого еще и поискать нужно
Ну это на барахолке и они там часто убитые уже.А насчет японских, вы цены видели?Золотой он,золотой выходит.И то что там на сайте это там где то,у нас они куда дороже.
Dikiy написал :
Золотой он,золотой выходит
Чуть дороже 1000 рублей с доставкой обычной почтой. Цена самого штангена 750 рублей. Где золото?
ЗЫ. Договоритесь с товарищем и купите ДВА. Получится еще дешевле в пересчете на один.
Топтоп написал :
Чуть дороже 1000 рублей с доставкой обычной почтой. Цена самого штангена 750 рублей. Где золото?
Вы знаете, у нас в магазине то товар смотреть нужно,левака и брака навалом, а вы мне предлагаете кота в мешке купить,может у вас там деньги мешками выдают у нас все скромнее.
2Марсик
У меня валяется точно такой же "ставропольский" колумбус, только поддерживающая планка из металла и на двух винтах. Куплен лет 5 назад. Не знаю, чье это изделие, но качество его посредственное и я встречал гораздо лучшие китайские аналоги. Со всех граней пришлось вручную снимать фаски, чтобы об эту топорность не ранить руки. Шкала еле просматривается. Точность посредственная. Короче - гно редкостное.
ЗЫ я тоже, в свое время, купился именно на "советсткость" этого изделия, и напрасно.
Вот точно такой, только Советский!
Прошу прощения за качество, это я сканером делал, т.к. фотика нема
На счет пластиковой планочки, это не беда, её не так сложно сделать. Главное чтобы точный был при измерении!
Кстати на штангенциркулях без глубиномера эта планочка вообще не предусмотрена конструкцией
Dikiy написал :
Вы знаете, у нас в магазине
У нас в магазине торгуют хламом и репутация им побоку.
Я же вам предлагаю купить качественный инструмент у проверенного продавца. Лично я у него покупаль такой штанген, поэтому ИМХО имею полное право рекомендовать как ответственного и очень обязательного человека.
Можно дуть на воду сколько угодно и тратить деньги на хлам, поднимая местных барыг. Выбор за вами.
Кто хочет ищет возможности,кто не хочет-ищет причины!
Видимо штангенциркуль не является основным Вашим инструментом. То есть от точности измерений не зависит результат Вашей работы.
Разница между ШЦ 1 (именно так назывался данный штангенциркуль) и Mitutoyo огромна.
Dikiy написал :
А насчет японских, вы цены видели?Золотой он,золотой выходит.
Если Ваша зарплата зависит от точности измерений, японские совсем не дороги. Если Вам нужна точность чуть выше чем у рулетки, сойдёт любой штангель.
Alex___dr написал :
Если Ваша зарплата зависит от точности измерений, японские совсем не дороги. Если Вам нужна точность чуть выше чем у рулетки, сойдёт любой штангель.
Согласен,но я советский перерос,ищу поточнее.Я бы хотел маленький 70мм Вогел,но видел такой только в инете.На 160мм у меня есть советский достаточно точный 0,05 мм,просто маленький удобнее гораздо.
Лично я у него покупал такой штангенциркуль, поэтому ИМХО имею полное право рекомендовать как ответственного и очень обязательного человека.[/QUOTE]
По почте конечно удобно,но я бы хотел его посмотреть погрешность проверить и т.д А так пришлют и усе,может он мне не понравиться.Это у них там все честно а у нас бардак все проверять нужно.
Dikiy написал :
А так пришлют и усе,может он мне не понравиться.Это у них там все честно а у нас бардак все проверять нужно.
Так вам как раз покупать предлагается "там", где порядок и пр. радости загнивающего капитализьма. Если не нравится, то накопите денежков и купите тут. Новый, фирменный, красивый.
*Boston* написал :
Так вам как раз покупать предлагается "там", где порядок и пр. радости загнивающего капитализьма. Если не нравится, то накопите денежков и купите тут. Новый, фирменный, красивый.
Судя по фото с сайта этот митутойо на китай смахивает,моделька эта,может тока надпись от фирмы,ближе то не видно.И стоит он там 15 баксов(450р) ,мне пришлют будет под штуку стоить.А у нас ни японских ни немецких нема,ставрополь и китая море.Иногда на барахолке мелькают спертые с производств махры и прома но это редкость.
У вас какая-то мания искать прям подделку во всем. а на самом деле китайцы просто не делают подделок на многие марка. Прям что бы было написано название брэнда. Это же вам не треники с надписью Abibas.
Тем более если у вас все равно ничего не продают, то какие у вас альтернативы?
*Boston* написал :
У вас какая-то мания искать прям подделку во всем. а на самом деле китайцы просто не делают подделок на многие марка. Прям что бы было написано название брэнда. Это же вам не треники с надписью Abibas.
Тем более если у вас все равно ничего не продают, то какие у вас альтернативы?
Ну может у вас там все супер,а у нас хлам один,и я давно в санта клауса не верю.Я посмотрел все проверил,все хорошо,вот во что я верю.А кто там что пишет,это у них там а мы тут.У нас суровые реалии жизни.А насчет альтернативы она есть всегда,кто ищет тот найдет.
Dikiy написал :
Ну может у вас там все супер,а у нас хлам один,и я давно в санта клауса не верю.
Живем мы в одной стране. И у меня не суперее чем и других. Я читаю отзывы о продавцах и магазинах, рекомендации тоже многово стоят. Тем более рекомендации людей, которым можно доверять
Dikiy написал :
А насчет альтернативы она есть всегда,кто ищет тот найдет.
ну как же вы найдете если по вашим словам у вас там нет ничего.
*Boston* написал :
ну как же вы найдете если по вашим словам у вас там нет ничего.
Вы странный,это Россея седня нет,завтра будет,или я своего приятеля разведу продать свой Митутойо у него есть 2007г очень ничего,не продает зараза.Или куплю на барахолке по случаю,и это может быть,или куплю через знакомых в Питере Вогел.Что нибуть да сработает,что мне у нас нравиться всегда есть что поискать и что поделать потом этим инструментом.Как мне рассказывал один приятель(он долго жил в Португалии)ихний житель у нас погибнет очень быстро,говорил дня три максимум,настолько у них все отлажено для граждан.
Топтоп написал :
Ну ведь уже обсуждали штангели?
Купите нормальный Mitutoyo хотя бы здесь
И нечего искать. А этому китайскому хламу место на помойке.
Полазил по этому сайту,похоже на барахолку только цены ломовые.Например штангенгенциркуль на 250мм типа моего ЧИЗ стоит 250-270 баксов б/у естественно.Я свой у дедка купил за 200р,для справки такой на базаре где то 800-1000р б/у в хор.состоянии,мой в отличном.Поначалу думал новый,ан нет немного б/у.А новый такой 1500р как здрасти.А хорошие Штангеля на этом сайтике и стоят хорошо,Митутойо все от 25 баксов примерно в зависимости от размера и состояния.Всякий Китай и металлолом 5-10 баксов,у нас такое рублей 20-30 тока не особо берут
Штангенциркуль родом из СССР: миссия выполнима
Достаточно часто продавцам измерительных инструментов приходится сталкиваться со скептически настроенными покупателями. Стоит заметить, что бывалые «пользователи» штангенциркулей и прочих измерительных инструментов, всегда очень тщательно и ревностно относятся к выбору рабочего инструмента, так как именно от точности измерений порой зависит конечный результат тех или иных работ, а значит – «реноме» самого мастера в той или иной сфере. Конкуренция сегодня на рынке услуг достаточно большая, а потому сохранить доброе имя для слесаря или автомеханика – первоочередная задача. Чтобы выполнять свою работу хорошо и инструменты должны быть соответствующего высокого качества.
Глупо отрицать, что большинство измерительных инструментов, представленных на рынке, произведены в Китае и не всегда соответствуют заявленному качеству. Более того, даже наличие сертификатов качества порой не гарантирует отсутствия тех или иных недостатков, так как требования к качеству продукции во всех странах разные, а в Китае – одни из самых лояльных к производителю. Китайский штангенциркуль, цена которого достаточно демократична, не идет ни в какое сравнение с теми циркулями, которые предлагала покупателям промышленность при СССР. Именно такое несоответствие возмущает ценителей хорошего измерительного инструмента. Но выход всегда есть.
Мы часто предлагаем покупателям оценить качество отечественных инструментов, которые полностью соответствуют высоким государственным стандартам, которые практически не претерпели изменений со времен СССР. Всем известно, что знаменитая система сертификации ГОСТ, которая берет начало в далеком 1925 году, является самой строгой и требовательной. Более того, существовали определенные требования к качеству и их несоблюдение «преследовалось по закону». По этой, или по какой другой причине, но качество штангенциркулей производства СССР действительно было очень высоким. Именно в соответствии с высокими государственными стандартами вот уже более 60 лет производит измерительные инструменты Ставропольский инструментальный завод. Все инструменты, выпущенные на этом промышленном предприятии, имеют соответствующее клеймо (широко известную в узких кругах «призму») и отличаются высоким качеством «как при СССР».
Штангенциркули, купить которые вы можете в нашем интернет – магазине, имеют все необходимые сертификаты соответствия и паспорта измерительных инструментов, где указаны параметры точности и другие значимые показатели. После длительных «разъяснительных работ», многие из наших постоянных клиентов вынуждены были согласиться с тем, что штангенциркуль, производства Ставропольского инструментального завода никак не изменились со времен СССР и полностью соответствуют требованиям к качеству подобного инструмента. Кроме того, правильные условия хранения и транспортировки исключают возникновение погрешности измерений или изменение точности измерительных приборов, которые вы приобретаете в нашей компании.
Таким образом, если вы ищите по-настоящему качественные штангенциркули всех размеров и видов – добро пожаловать в наш интернет – магазин с самым обширным специализированным каталогом.
Все что нужно знать о штангенциркуле
Штангенциркуль - это средство измерения, наиболее универсальное из всех ныне существующих. Примечательно то, что со времен своего изобретения этот измерительный инструмент, цена которого достаточно демократична, стал, безусловно, более совершенным, но принцип его работы остался неизменным. При помощи этого инструмента проводят линейные измерения самых разнообразных деталей, имеющих самые вариативные формы, а также к преимуществам штангенинструментов можно отнести такую особенность как конструктивные возможности для измерения глубины, что очень важно во многих областях промышленного производства, строительстве и хозяйственной деятельности.
Если говорить об инструментах этого типа, то нельзя не обратить вашего внимания на тот факт, что все штангенциркули изготавливают по определенному, достаточно суровому, стандарту. Главный документ, регламентирующий правила у условия производства штангенциркулей – ГОСТ. В этом документе определены:
- условия выпуска различных моделей инструментов данного вида с пределом измерений деталей от 0 до 2000 мм;
- условия производства небольших по размеру специализированных моделей для мельчайших деталей, небольших расстояний, мизерных отверстий, тонких деталей, таких, к примеру, как толщина стенок труб;
- принципы деления средств измерения этого типа на виды;
- принципы ведения отсчетов и снятия показаний и т.д.
Согласно ГОСТу можно выделить несколько видов штангенциркулей, которые сегодня эффективно используются в различных сферах деятельности и областях производства.
Виды современных штангенциркулей
Сегодня на рынке представлены в достаточно широком ассортименте штангенциркули следующих видов:
- . Это самый распространенный и универсальный вид штангенциркулей. Из названия этого инструмента следует, что отсчет при измерениях ведется непосредственно по нониусной шкале. На маркировке такой инструмент обозначается как штангенциркуль ШЦ с диапазоном измерения от 1 до 2000 мм. Нониус, кроме прочего, может иметь значения отсчета от 0, 05 до 0,1 мм. . Конструктивно отличается наличием циферблата. Осуществлять измерения при помощи такого устройства можно намного быстрее и проще, а точность измерений становится еще более высокой. Обозначают такой инструмент как «штангенциркуль ШЦК», цена которого несколько выше, чем у стандартного инструмента, но все еще доступна широкому кругу потребителей. Несколько отличается и цена делений на этих инструментах. Кроме стандартных 0, 05 и 0, 1 мм есть еще шкала с делением 0,02 мм. . Это наиболее современный и технологичный вид штангенциркуля, имеющих жидкокристаллический экран, демонстрирующих результаты измерений с максимально возможной точностью. Обозначается на маркировке как «штангенциркуль ШЦЦ». У этого инструмента есть одно преимущество – наименьший шаг дискретности в 0, 01 мм. Такой точности, безусловно, нет ни у одного инструмента этого типа, а потому в производственной деятельности сегодня все чаще и чаще используют именно этот вид измерительного инструмента.
На что стоит обратить внимание при покупке
Прежде, чем купить штангенциркуль, обратите внимание на такие его особенности как:
- диапазон измерений, который представляет собой значения, ограниченные шкалой штангенциркуля;
- цена деления;
- температура окружающей среды;
- допустимый предел погрешности и т.д.
Все эти характеристики в совокупности определяют непосредственно точность измерений, а также значение измеряемой длины. Качественные штангенциркули, цена которых приемлема и демократична, вы можете приобрести в нашем интернет – магазине в наиболее широком ассортименте. Мы предлагаем лучшие измерительные инструменты отечественного и зарубежного производства с гарантией качества и на наиболее выгодных условиях.
Читайте также: