Изготовление пил по металлу
Обновлено: 04.10.2024
Конкурсная работа №б/н в рамках Конкурс сварщиков «Подарок себе»
Генеральный спонсор конкурса
Компания ЭСАБ — один из мировых лидеров в области производства оборудования и расходных материалов для сварки и резки.
Всем рукастым доброго дня ! Вот и я решил попробовать свои силы на вебсварке.
Данный прожект просился на свет уже давно,с момента приобретения мной токарного станка,так как при работе с металлом очень часто приходиться отрезать кругляки,трубы,шестигранники,разных диаметров и болгарка уже всю душу вымотала.
Купить же готовую ленточную пилу нереально,потому как ценник у них просто недосягаемый ! А тут увидел конкурс ну и решил, что это будет стартовая точка начала постройки данного агрегата .Да и когда ещё будет шанс стать обладателем классного сварочного полуавтомата о котором мечтаю не меньше чем о ленточной пиле.
Не знаю конечно уложусь ли я до конца конкурса,но попытка не пытка,авось получиться, и так начнём:

Было приобретено кой какое железо. Для старта пока хватит.
Лист 12 мм,лист 10 мм,лист 3мм,толстостенная труба ф325 и ф 85, кругляки разных диаметров,полоса 50х8
Далее чертим в компасе чертёж пильной рамы и несём его вместе с 12ым листом к мастерам на производство чтобы аккуратно вырезать плазмой основную деталь пилы(станину) на ней и будет собран привод режущей ленты.

Вот что получилось:

Теперь вырезаем заготовки для основания шкивов
Устанавливаем их в токарный станок и протачиваем,получились блины на которых будут приварены кольца из трубы Ф325

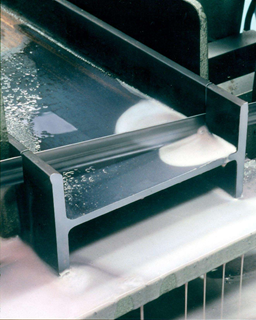
Далее вырезаем кольца,они будут служить полкой шкива по которой будет двигаться лента
Делаем первую примерку,дабы убедиться что всё правильно и будущие шкивы не выходят за пределы пильной рамы.
Всем следящим за темой доброго времени суток !
Итак работа не стоит а месте,следующим шагом было изготовление шкивов их проточка и центровка.протачиваем блины,варим к ним кольца торцуем и протачиваем.
Далее шлифуем швы и запрессовываем подшипники,получаем шкив с полкой под ленту Ф325 мм
Теперь Изготавливаем ступицу с механизмом натяжения для ведомого вала.Это будет примерно выглядеть так:
свариваем вал с пластиной,привариваем направляющие.
Теперь к ступице привариваем пластину за которую натяжник будет тянуть ступицу.
Далее привариваем опорную пластину натяжного устройства.
Изготавливаем Натяжное усройство.
Теперь ввариваем ребро жёсткости во внутрь пильной рамы.
Далее обвариваем всю конструкцию по периметру короткими шовчиками,дабы всю конструкцию не свентило в пропеллер.
вот что получается:

а само полотно где добывать планируете?
Всем Здрасте ! А работа по ленточке потихоньку движется.Следующим шагом было изготовление проточек под стопорные кольца,дистанционных втулок,болтов и др. деталей необходимых для установки и примерки ведомого шкива.
Далее изготавливаем ступицу приводного шкива,для чего берём толстостенную трубу,отрезаем нужный кусок,протачиваем её,прессуем в неё подшипники и вставляем стопора,примеряем её на вал шкива.
Теперь привариваем к ней фланец,и снова проверяем на вал шкива.
Затем переворачиваем нашу конструкцию и варим на неё дополнительные рёбра жёсткости,а на них ещё дополнительно уголок.
Изготавливаем и привариваем ограничители для ступицы ведущего шкива.
Особенности устройства и использования ленточной пилы по металлу
Ленточная пила по металлу, известная также как ленточнопильный станок, представляет собой стационарный инструмент, применяемый при прямолинейной и фигурной резке металлических деталей. Благодаря удобству, простоте работы оборудование получило широкое распространение как на крупных строительных производствах, так и при проведении ремонтных работ дома или на даче. Разберемся в особенностях работы с инструментом, а также процессом его самостоятельного изготовления в домашних условиях.

Устройство и технические параметры ленточной пилы
Основным элементом ленточной пилы является режущее полотно, имеющее замкнутую форму. Его ширина от 6 мм до 4 см.
- зубчатое;
- пила трения;
- электроискровое.
- для инструментов с постоянным шагом: от 1 до 32;
- для оборудования с переменным шагом: от 10/14 до 0,75/1,25.
Одна из важнейших характеристик устройства — разводка, под которой понимается величина наклона зубьев к плоскости полотна. С помощью данного параметра обеспечивается необходимый ход полотна и кромки зуба.
Существует четыре вида разводки:
- Стандартная — представляет классическую комбинацию зубьев (направо, налево, прямо);
- разводка право-лево — чередование зубьев, повернутых направо и налево (используется при обработке мягких металлов);
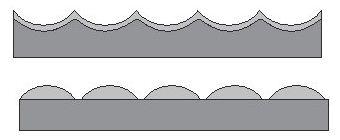
- разводка волна — специальный тип разводки, применяют для инструментов, которыми вырезают заготовки малого диаметра;
- комбинированная разводка — тип, сочетающий элементы, рассчитан на пиление труб и конструкций с переменным сечением.
- станина (рама) — необходима для придания инструменту устойчивости и минимизации вибрации при работе;
- рабочий стол, на котором установлены упор и линейка;
- две приводные шкивы, вращательные движения которых приводят в работу весь механизм;
- двигатель (от 2кВт);
- пульт управления устройством;
- система смазки деталей;
- защитный чехол.

- углеродистая сталь;
- пружинная сталь;
- инструментальные сплавы;
- быстрорежущая сталь;
- твердые сплавы.
Инструмент может использоваться как для обработки дерева, так и для резки стали.
Характеристика ленточной пилы по дереву
- «Кедр»;
- «Мастер»;
- «Тайга;
- «Алтай».
Используются для распила крупных стволов деревьев, первичного лесоматериала (при лесохозяйственных работах). Преимущество над дисковой пилой — малая толщина пропила (от 1,5 до 2,5 мм).

Характеристика ленточной пилы по металлу
Станки для пиления металлических конструкций используются как при прямом распиле болванок, так и для фигурной резки сплава.
Скорость работы инструмента от 30 до 100 м/мин в зависимости от типа металла и модели пилы. В таблице приведены усредненные показатели, которые могут колебаться в диапазоне 10-15% в зависимости от вида пильной ленты.
| Тип металла | Скорость линейная (м/мин) | Расход смазочно-охлаждающей жидкости (%) |
| Сталь классическая | 50-100 | 10 |
| Нержавеющие металлы | 30-40 | 5 |
| Инструментальная сталь | 40-70 | 10 |
| Прокат | 20-25 | 5 |
| Бронза | 80-100 | 3 |
| Алюминий | 80-120 | 25 |
| Чугун | 30-60 | — |
| Медь | 60-100 | 3 |
| Титан | 15-25 | 10 |
Помимо твердых сплавов на станках можно обрабатывать детали из пенопласта, пластика.
Классификация ленточных пил
По конструктивным особенностям ленточные пилы бывают:
- Консольная (маятниковая) ленточная пила — при её изготовлении используется специальная пильная консоль, поднимающаяся и опускающаяся за счет вращательных действий шарнира. Данный вид применяют для пиления труб из нержавейки, фасованных профилей, проката.
- Одностоечные — в их основе лежит горизонтальная пила рама, опускающаяся вдоль вертикальной стойки. По конструктивным параметрам похожа на радиально-сверлильный станок. Главным преимуществом данного типа является возможность пиления металлических изделий под углом.
- Двухстоечные — также используют горизонтальную пильную раму, которая движется вдоль 2 вертикальных колонн. Соединение со станиной осуществляется с помощью жесткого замкнутого контура. Преимуществом двухстоечных пил считаются высокие показатели жесткости конкуренции, инструмент может применяться для резки любых металлов.
- Портальные станки — состоят из фиксированной рабочей зоны и подвижного портала для резки, на котором возможно обрабатывать материалы больших габаритов (плиты, отливки). Достоинством инструмента является компактность: так как портал движется вдоль линейных направляющих рабочего стола, для оборудования не требуется много свободного пространства.
- Вертикальная ленточная пила по металлу — предназначена как для прямолинейной или для криволинейной резки по наружному и внешнему контурам. Принцип работы: заготовку не зажимают в тисках, а удерживают в рабочей зоне вручную.
- Поворотные (угловые) — позволяют осуществлять пиление металла под различными углами к оси детали. В основе их конструкции лежит поворотная пильная рама, вращающаяся вокруг вертикальной оси. Это позволяет одним движением скорректировать угол отреза.

По степени автоматизации
- Ручные (гравитационные) — пильная рама приводится в действие за счет применения физической силы рабочего, а также собственного веса.
2. Отсутствие надежных механизмов автоматической очистки.
3. Необходимость ручного контроля уровня наклона шкивов.
- Полуавтоматические пилы — все операции (зажимание-раскрытие тисков, опускание-подъем пильной ленты) осуществляются автоматически с помощью гидравлического привода. Задачей рабочего является только контроль за движением металла. Обработка изделий возможна под углом от -60° до +60°. Подходят для резки тяжелых металлов, в том числе сплошных заготовок из чугуна, цветных сплавов, нержавеющей стали.
- Автоматическая ленточная пила по металлу — применяется на крупных промышленных производствах. Задачи оператора минимальны: ему необходимо только установить параметры обработки металла при помещении заготовки в тиски. Дальнейший процесс автоматизирован, процесс пиления управляется ЧПУ. Оборудование характеризуется наибольшей производительностью, а также высокими показателями точности.
По функциональным особенностям
- I класс — пилы используются на крупном промышленном производстве для обработки любых видов металла (металлургические заводы, производственные цеха, тяжелое машиностроение и т.д.). Ширина полотна — не менее 27 мм. Режущие поверхности характеризуются высокой прочностью, что обеспечивает низкие показатели износа, малую стоимость одного реза.
- II класс — популярный тип ленточных пил. Применяются на заготовительных производствах предприятий машиностроения для резки цветных металлов, легированной стали, жаропрочных сплавов, титана. Ширина ленточного полотна — от 20 мм.
- III класс — чаще всего представлены консольными пилами. Применяются на небольших производствах, занимающихся изготовлением труб, профильного проката. Инструмент с низкой производительностью и высокой степенью износа зубьев. Ширина полотна — от 17 мм.
- IV класс — малогабаритные, легкие устройства, используемые для распила деталей, диаметр которых не превышает 50 мм. Ленточные пилы IV класса не используются в промышленном производстве. Они востребованы в ремонтных мастерских и для частного применения. Ширина полотна не превышает 13-15 мм.

Преимущества и недостатки использования ленточной пилы в ремонте
- Небольшие затраты на монтаж устройства: инструмент компактен и не требует специального фундамента, для сборки станка не нужна специальная подготовка;
- возможность распила крупных по диаметру деталей;
- удобство эксплуатации;
- простота конструкции;
- высокая производительность, в том числе возможность регулирования пропилов, ровный разрез металла, минимальные потери материала при пилении, точность обработки;
- малая отдача тепла в воздух (в помещении не происходит резкого скачка температуры).
- Высокий уровень шума (работа рядом с жилыми помещениями не рекомендуется);
- значительная вибрация на ручных установках (станки с ЧПУ недоступны для личного использования и представлены только на крупных производствах);
- большие габариты инструмента: пила не может быть использована в маленьком помещении, требуется дополнительное пространство для хранения заготовок.
Как изготовить ленточную пилу для металла своими руками
В строительных магазинах ленточные пилы стоят достаточно дорого. При минимальных навыках инструмент можно изготовить самостоятельно. Часть деталей может быть изготовлена вручную из вторично-используемых материалов, а недостающие комплектующие — приобретены в магазине (они имеют малую стоимость).

Материалы и инструменты
- болгарку;
- шуруповёрт;
- шлифовальное устройство;
- расходные принадлежности (изоленту, клей-момент, крепежи, др.);
- ручные инструменты (отвертки, шурупы, нож, ножницы).
- деревянные щиты (будут использоваться под основу и столешницу) — если применяется ДСП, то несколько пластов необходимо склеить для обеспечения необходимых показателей прочности;
- швеллер, стальные прутья (потребуются на этапе создания основы для натяжения вращающихся осей);
- резина (велосипедные или шинные камеры) — будет использоваться для закрепления режущей ленты на шкивах;
- ремень (пригодится для вращающихся дисков);
- водостойкая фанера толщиной от 10 мм (пойдет на изготовление защитного чехла);
- двигатель и провода (выбор зависит от требуемой мощности устройства).
Режущее полотно может быть изготовлено самостоятельно, из листовой стали, однако при его создании важны точность обработки края. Если у вас нет специального оборудования, то комплектующую лучше приобрести в магазине.
Правила выбора ленточного полотна
- При покупке режущего полотна посмотрите на край: все зубцы должны быть одинаковыми, равномерно удаленными друг от друга;
- Выбирайте полотно, которое можно будет заточить повторно;
- В зависимости от формата работы определите необходимый тип комплектующей:
- биметаллическое — используется при распиле прочных материалов, характеризуется повышенной прочностью (инструмент прослужит долго, пила устойчива к разрывам и натяжению);
- алмазное — рассчитано на работу с мрамором, гранитом, кварцем, камнем;
- твердосплавное — нужно для пиления чугуна и титана, может быть использовано при обработке сложных заготовок;
- из инструментальной стали — классическое полотно, подходящее для разовых работ с деревом и металлом, является наименее дорогим.

Пошаговая инструкция по изготовлению ручной ленточной пилы по металлу
- Определите планируемую цель использования станка, необходимые габариты инструмента.
- Скачайте из интернета или сделайте самостоятельно чертеж устройства.
- Подготовьте рабочее место, инструменты, материалы.
- Изготовьте шкивы: потребуется фанера или ДСП, рекомендуемый диаметр — 24-26 см.
- Шкивы необходимо отшлифовать и обклеить с внутренней стороны резиной.
- Сделайте вертикальную ось: можно использовать металлический швеллер или прочные сорта дерева.
- Приготовьте базовую часть основания (подойдет любая нержавеющая сталь).
- С двух сторон основания вставьте втулки, на которых закрепите шкивы (п.4). Шкивы должны стоять ровно, без наклона.
- При наличии, установите демпфер (под столешницей): он позволит минимизировать колебания и вибрацию при работе станка.
- Закрепите двигатель, обеспечьте его прочное соединение с вращающейся частью инструмента (п.5).
- Соберите столешницу из имеющихся деревянных щитов, при желании — покройте ее изолирующим слоем. Столешницу следует расположить на прочной, устойчивой ножке.
- Если в работе вам потребуется делать прямые продольные надрезы, то необходимо установить направляющие.
- Установите над столешницей систему регулируемой смазки: масло должно самотеком попадать на пильное полотно (количество устанавливается экспериментальным путем в процессе работы станка).
- Закрепите на верхнем шкиве защитный чехол: он необходим, чтобы пильное полотно не соскальзывало. Чехол должен закрывать весь двигатель и электронику, чтобы не допустить попадания опилок в механизм.
- Если вы сомневаетесь, что двигатель справится с большими объемами работы, то лучше установить устройство для защитного отключения (УЗО).
- Срежьте все острые углы, отшлифуйте поверхность инструмента.
- Установите ленточное полотно, натягивая его по возможности (провисания цепи недопустимы). Лента должна располагаться строго параллельно основанию, чтобы не произошло снятия полотна.
- Осуществите пробный запуск станка, сделайте тестовый разрез тонкого стального или металлического листа.

Эксплуатация ручной ленточной пилы по металлу
После того, как инструмент изготовлен и протестирован, важно соблюдать простые правила по безопасному использованию устройства. Это гарантия долгой службы станка, высокого качества работ, безопасности пилы для вас.
Советы мастера
- В процессе работы не тяните заготовку назад: это может привести к соскакиванию пилы с рельсов.
- Обрабатывая мелкие детали, используйте подающую доску: так вы обезопасите руки.
- При разрезе крупных конструкции смотрите за тем, чтобы деталь не проворачивалась.
- В процессе работы не допускайте попадания стружек и опилок в двигатель.
- Перед началом использования инструмента проверяйте возможность его быстрого отключения.
Правила безопасности
- Первые 180 часов работы ручной ленточной пилы недопустимы её предельные нагрузки: избегайте пиления слишком твердых материалов, заготовок максимальной толщины.
- Каждые 2 часа работы необходимо делать перерыв, иначе высока вероятность перегрева двигателя.
- Во время работы на ручном станке необходимо использование защитной экипировки:
- специальные очки;
- головной убор (особенно при наличии длинных волос);
- плотно прилегающая одежда;
- закрытая обувь на нескользящей подошве.
Работать в перчатках категорически запрещено!
- В процессе работы не прикасайтесь к пильной ленте, не держите заготовку в руках, используйте дополнительные подставки, опоры, крепежи.
- После окончания работы очищайте станок от пыли, грязи, масла, опилок, отключайте его от сети.
Мы рассмотрели специфику использования различных модификаций инструмента, а также их различия, разобрались в технических характеристиках и принципе работы станка. Множество преимуществ ленточнопильных станков делает их незаменимыми при работе с металлом, в том числе в домашних условиях. Не обязательно идти в магазин и тратиться на дорогую профессиональную модель: для большинства работ подойдет классическая ленточная пила по металлу, сделанная своими руками. Теперь вы знаете пошаговую инструкцию изготовления станка, а также правила ее безопасного и продуктивного использования.
Ленточные пилы по металлу

На ленточнопильных металлорежущих станках используются пилы из инструментальной углеродистой стали или биметаллические пилы.
Различают следующие виды полотна для ленточных пил по металлу:
- Биметаллические
- С твердосплавными напайками
- С твердосплавными напайками и защитным покрытием
- С напылением твердосплавных частиц
Если Вы работаете на небольших скоростях, Вы можете купить ленточные пилы по металлу, изготовленные из инструментальной углеродистой стали.
Для станков с более высокими скоростями предназначены биметаллические пилы – это пилы, произведенные из двух материалов: основа из пружинной стали, а режущая кромка - из стали М42.
Ленточные пилы М42 обладают рядом преимуществ, оправдывающих их более высокую стоимость:
- срок службы таких пил в 10 раз дольше, чем углеродистых,
- применяются для широкого диапазона сталей и сплавов.
Применение:
Американские полотна по металлу Simonds и Lenox применяются для резки арматуры, труб, балок, угловых профилей, швеллеров, полнотелых заготовок из углеродистой и конструкционной стали, цветных металлов, и др. материалов
Особенности ленточных пил для резания металлов
Зубья изготовлены из быстрорежущей стали, а тело пилы из пружинно-рессорной, обладающей высоким усталостным сопротивлением. Благодаря этому ленточные пилы позволяют получить качественный рез, имеют высокий ресурс, предназначены для ленточнопильных станков по металлу: Amada, Anbas, Bauer, Bomar, Comesa, Danobat, Delta, DoAll, Eder, Femi, Friggi, Friz Gross, Heska, Huvema, Imas, Indore, Jet, Julihuang, Kasto, Macc, Marvel, Optimum, Pilous, Riboni, Rurak, Sabi, Schuring, Tcm, Ultra, Wagner и др.
Преимущества пил по металлу компании Тул Лэнд:
- высокая точность и чистота пропила;
- максимальные скорости подачи;
- высокая износостойкость;
- минимальная толщина пропила.
По своим качествам пила ленточная металл превосходит многие режущие инструменты, сохраняя при этом долговечность.
Заказ и доставка
Заказать изготовление ленточных пил по металлу Вы можете у нас в офисе по адресу: Московская область, г. Химки, ул. Ленинградская, д.1.
Оформить заказ Вы также можете через наш сайт.
Доставка осуществляется во все регионы России транспортными компаниями, обращаем Ваше внимание, что до терминала в г. Москве доставка – бесплатна.
Ленточные пилы по металлу Lenox и Simonds – качество, эффективность, надежность
Биметаллические ленточные пилы по металлу
Эти пилы состоят из двух видов сталей. Зубья пилы изготовлены из быстрорежущей стали, тело пилы – из пружинно-рессорной стали. Подобное сочетание позволяет совмещать в себе высокую твердость зуба и пластичность тела пилы
Ленточные пилы по металлу с твердосплавными напайками
Ленточные пилы с напайками из твердого сплава имеют непревзойденную износостойкость и теплостойкость, обеспечивают высокотемпературный, мягкий и быстрый режим резания.
Ленточные пилы по металлу с твердосплавными напайками и защитным покрытием
Специальное покрытие таких ленточных пил защищает зубья и тело пилы от высоких температур, существенно увеличивая износостойкость. Специальная конструкция зуба с жаро- и износоустойчивыми твёрдосплавными напайками.
Ленточные пилы по металлу с напылением твердосплавных частиц
Напыление твердосплавной крошки придает этому виду пил теплостойкость и износостойкость, применяются тогда, когда применение биметаллических пил нецелесообразно или невозможно.
Как из старых барабанов и ступиц сделать мощный станок

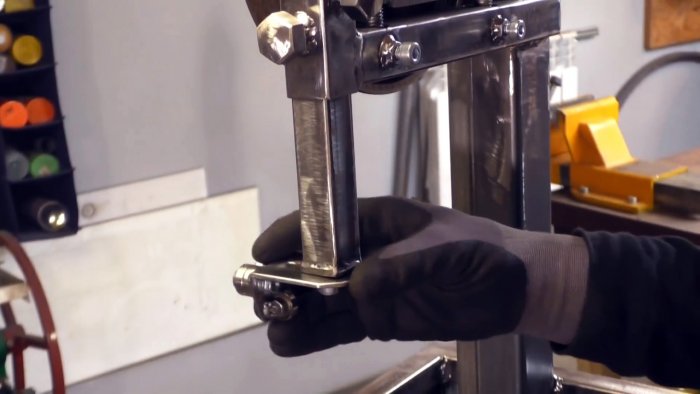
Верхний ролик должен закрепляться подвижно для натяжения ленты. Для него сваривается рамка со скользящей на шпильках переходной пластиной. Она приваривается с установленным роликом вверху стойки 50х50 мм.




Вертикальная трубка приваренной рамки используется в качестве направляющей для трубы 15х15 мм. Для фиксации последней нужно будет засверлиться и вварить гайки для вкручивания прижимных болтов.


Далее нужно сделать 2 улавливателя ленты. Для этого из отрезка большой профильной трубы вырезается 2 уголка.


С короткого края в них делается широкая открытая продольная прорезь. На противоположной половине вытачивается длинный внутренний пропил. В первый вваривается ось с подшипником. На этой же половине уголка по наружной стороне прикручиваются подшипники, как на фото.


Один лентоулавливатель прикручивается с торца к скользящей трубке 15х15 мм. Второй закрепляется к станине внизу возле первого ролика, связанного с мотором.



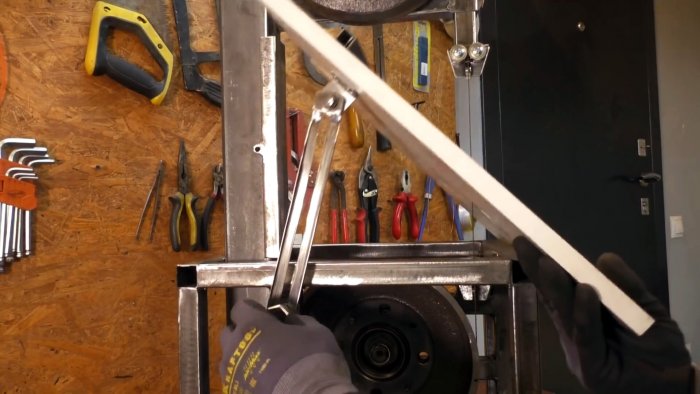
Под размер каркаса, из ДСП или фанеры вырезается столик. Он прикручивается к станине через рояльную петлю. К столику прикрепляется параллельный упор, в пропил на столешнице для ввода ленты закладывается отрезок профильной трубы.


Для возможности регулировки угла наклона столика под ним нужно сделать скользящий подпор. Для этого подготавливается полоса с продольным вырезом. Она присоединяется к столешнице с противоположного от петли края с помощью монтажного уголка. Напротив полосы на станине приваривается гайка, чтобы прижимать подпор болтом в нужном положении.
Далее станок окрашивается, к двигателю подводится питание, устанавливается кнопка включения. Перед запуском настраивается натяжение пильного полотна сдвигом верхнего ролика, и положение улавливателей.


При использовании мощного мотора пила сможет работать как с деревом, так и металлом. Благодаря регулировке столика, на ней возможно настраивать угол реза.
Смотрите видео
Изготовление пил
1.Производство дисковых пил диаметром до 1500мм., дисковых пил с тв.спл. напайками диаметром до 1000мм., рамных пил, в том числе оснащённых стеллитом.
2.Производство ленточных пил шириной 32-50мм., шаг 22мм.,для распиловки круглого леса из марок немецких сталей С75 и D6A.
Наши предприятия могут предложить промышленникам и предпринимателям деревообрабатывающей отрасли всю необходимую помощь, как в приобретении нужного инструмента, так и в грамотном его обслуживании.
ТАБЛИЦА СТАНДАРТНЫХ ТИПОРАЗМЕРОВ:
для резки бумаги, поролона, текстиля
Нож-пила односторонняя, зуб 1,5(2,8) мм
Для резки пенопласта, резины, целлюлозных губок, поролона
Нож-пила двухсторонняя, зуб 1,5(2,8) мм

Волнообразная (вогнуто-выгнутый зуб)
Для резки ткани, уплотнительных материалов и прокладок, кожи
Ножи шаберные - предназначены для очистки валов цилиндров бумажных и картоно-делательных машин в целлюлозно-бумажной промышленности.
Средний период стойкости: - на валах из гранита 200 часов; - на валах из чугуна 800 часов.
3050*100*1,0 Нож шаберный . Если вы применяете нестандартные размеры ножей, которых нет в нашем каталоге, (в том числе повышенной прочности), предлагаем изготовить их на нашем производстве. Для этого необходимо предоставить чертеж, эскиз или образец изделия. Материал инструмента: 9ХФ. Приглашаем оптовиков, которых предоставляются скидки. Все ножи изготавливаются на нашем производстве.
Ножи стружечные предназначены для производства древесной стружки, идущей на изготовления древесно стружечной плиты (ДСП), резанием древесины поперек волокон на стружечных станках. Изготавливаются 8 стандартных типоразмеров L=276-525,5 мм, шириной B=30-100мм и толщиной S=2-6 мм по ГОСТ 17315-71 и ТУ 14-19-114-91 твердостью 55. 59 HRC. При этом средний период стойкости ножа при измельчении технологической щепы по ГОСТ 15815 или смешанного дровяного сырья хвойных и лиственных пород по ГОСТ 9463 и 9462 влажностью не менее 30% и температуры не ниже 5 градусов Цельсия.
- с прямолинейной режущей кромкой составляет 2 часа,
- с зубчатой режущей кромкой - 1.5 часа.
Рубильные ножи применяют для производства технологической щепы. Ножи рубильные устанавливаются в рубильных машинах гидролизно-бумажно-целлюлозного производства или для рубки (дробления) отходов лесозаготовок и лесопиления. Щепа востребована в производстве ДВП, как топливный материал, а также для мульчирования почвы.
Дробление древесины является последним этапом обработки исходного материала при одноступенчатом или двухступенчатом производстве щепок для древесностружечных плит.
На нашем производстве изготавливаются самые востребованные типоразмеры:
Длина: 150-1800 мм
Ножи для резания бумаги дисковые и плоские
Ножи бумагорезательные (для резки бумаги) применяются в производстве бумаги полиграфической промышленности в качестве верхнего режущего инструмента бумагорезательного оборудования, а конкретнее, на продольно-резательном станке.
Также бумагорезательные ножи используются при резе рулонов гигиенической бумаги, при производстве туалетной или кухонной бумаги, бумажных полотенец.
Ножи изготавливаются из немецкой стали. Точность работы машины для резки бумаги определяется качеством бумагорезательных ножей. Режущий инструмент должен делать чистую и точную резку.
Изготавливаются самые востребованные типоразмеры ножей различной формы и конфигураций с различными вариантами угла заточки:
Длина: 350 -2000 мм;
Ширина: 60-160 мм;
Ножи плоские для резания по металлу
Ножи плоские по металлу - инструмент для обработки металла резанием. Гильотинные ножи предназначены для резки металла в холодном и горячем состоянии на гильотинах и гильотинных ножницах.
Функциональные особенности гильотин-станков напрямую связаны с качеством и точным выбором плоских гильотинных ножей. Эффективность использования листового металла также определяется качеством ножей по металлу. Они должны соответствовать размерам станка, быть изготовленными из высококачественных марок стали в строгом соответствии с технологией закалки и заточки.
Плоские ножи по металлу выполняют главную функцию в работе гильотины, независимо от типа ее привода, - качественное резание.
Поэтому работа должна выполняться только ножами из высококачественной легированной стали 5ХНВС, 6ХВ2С.
Гарантийная наработка ножа между переточками - 40 часов.
Допуски на геометрические размеры по ГОСТ 25306-82 обеспечивают полную взаимозаменяемость ножей для гильотинных ножниц и не требуют при установке, какой-либо подгонки или дополнительной шлифовки.
Изготавливаются самые востребованные типоразмеры:
Длина: 350 - 5080 мм
Ширина: 55 - 165 мм
Толщина: 16 - 50 мм
Ножи для резки полимерных материалов
Ножи для резки резины
Ножи дисковые для резания по металлу
Ножи дисковые для резки металла диаметром от 125 до 1000 мм по ТУ14-1-2197-77 из 5ХНВС, 6ХВ2С, DIN №1.2379 или SVERKER 21 твёрдостью 50.58 HRC. Предназначены для продольной резки и обрезки кромки листов и рулонной полосы чёрных и цветных металлов на определённые ширины на дисковых ножницах.
Ножи для обработки древесины
Фуговальный нож для обработки древесины, ножи фуговальные по дереву
Эффективность инструмента для механической обработки древесины, стойкость и качество обработанной поверхности во многом зависят от материала его рабочей части. В качестве этих материалов в деревообработке сегодня применяют различные инструментальные стали, твердые сплавы и сверхтвердые материалы — алмаз.
Ножи строгальные, ножи фуговальные применяются для обработки древесины твердых и мягких пород вдоль и поперек волокон на фрезерных, фуговальных и рейсмусовых станках.
Линейка прижимная предназначена для использования в деревообрабатывающей промышленности. Она применяется для обжима древесины на лущильных станках. Применение 44 стандартных типоразмеров:
- длиной L=900-2000 мм;
- шириной B=50-80 мм;
- толщиной S=10-15 мм.
Возможно изготовление линеек прижимных по чертежам, образцам или эскизам Заказчика.линейки прижимной гарантирует получение гладкого лущеного шпона.
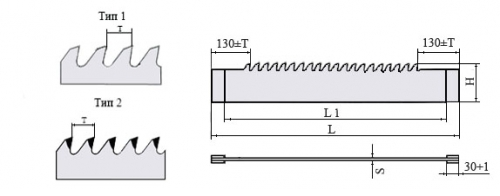
Пилы рамные для обработки древесины
Пилы предназначены для продольного распила бревен на лесопильных вертикальных рамах типа Р63-4Б, Р75.Поставляются как простые,так и стеллитированные.
Тип1 -простые, Тип2 - стеллитированные.
Преимущества пил со стеллитом:
1.Стойкость режущей кромки.
2.Высокое качество распиливаемой поверхности.
3.Более высокая точность размеров материала.
4.Меньшая энергоемкость при распиловки.
5.Заточка режущих кромок производится после распиловки 100 м куб.-это экономия времени смены инструмента,отсюда повышение производительности.
6.Напайки выдерживают 15-20 переточек,затем производят напайку новых.
7.Жизнь пилы заканчивается после 25 тыс.м.куб.вместо 500.
Заточка рамных пил.
Ленточные пилы торговой марки TTH. Пилы TTH отличаются высоким качеством изготовления, они изготавливаются из полотна произведённого в Германии. из сталей марок С75 и D6A. Большой ассортимент продукции позволяет подобрать нужную ширину ленты с шагом 22 и толщиной от 0,9 мм. до 1,1 мм., спрофилированную(только насечён зуб), разведенную, готовую к работе ( заточенную и разведенную), с закаленным зубом, Flex-Back(заленный зуб,полотно синего цвета).
Читайте также: