Изготовление труб из листового металла сварка
Обновлено: 04.10.2024
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
На изготовление труб расходуют около 10% всего мирового производства стали, причем доля выпуска сварных труб составляет более половины всего производства и продолжает возрастать. Трубы большого диаметра (более 500 мм) выпускаются только сварными. Серийный характер производства, большая протяженность швов и сравнительно простая форма изделия позволяют эффективно использовать прогрессивные методы сварки с весьма высокими скоростями и полностью механизировать весь процесс изготовления труб.
Быстрое развитие трубопроводного транспорта требует резкого увеличения производства труб больших диаметров из низколегированных сталей. В отличие от практики США, где сеть трубопроводов сооружена в основном из труб небольшого диаметра, в СССР главным направлением является укладка газопроводов диаметром 1420 мм с рабочим давлением 7,5 МПа.
Трубы для магистральных трубопроводов выполняют дуговой сваркой под флюсом. Шов располагают либо по образующей, либо по спирали. Из-за ограниченной ширины листов прямошовные трубы диаметром до 820 мм сваривают одним продольным швом, при большем диаметре — двумя. За рубежом используют листы большей ширины, что позволяет выпускать трубы диаметром 1420 мм с одним швом.
Челябинский трубопрокатный завод выпускает прямошовные трубы длиной 12 м В диаметром до 1220 мм. Сварку выполняют с двух сторон, причем наружный шов укладывают первым на стане проходного типа. Перед станом подъемными кантующими роликами заготовку 2 устанавливают разъемом вверх по оси направляющего ножа 1 (рис. 15.38).
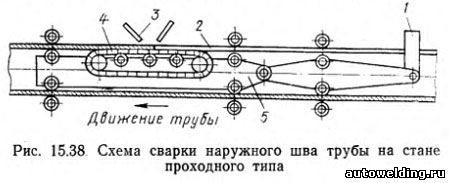
Проходя стан, трубная заготовка 2 надвигается на оправку 5, подвешенную к направляющему ножу и опирающуюся роликами на внутреннюю поверхность трубы. Движение трубы обеспечивается приводными горизонтальными валками стана, причем щель между кромками по мере продвижения заготовки сужается вследствие бокового давления вертикальных неприводных валков и в зоне сварки 3 зазор отсутствует. Вытекание сварочной ванны предотвращают установленным на раме оправки гусеничным башмаком 4 — замкнутой лентой из шарнирно скрепленных пластин с медными накладками. Движение трубы увлекает ленту, и под сварочной ванной всегда находится свежая пластина, охлажденная сжатым воздухом. Сварку под флюсом производят двумя дугами, горящими в одной сварочной ванне, что обеспечивает хорошее формирование шва при скорости сварки 170—190 м/ч и толщине стенок 12 мм. Для уменьшения размера кратера концевые участки швов длиной 150—220 мм выполняют одной дугой при одновременном снижении скорости сварки. Потери на обрезку концов труб в этом случае невелики. К установке для сварки внутреннего шва труба поступает по рольгангу н подается внутрь подвижных люлек, поднимающих и поворачивающих трубу швом вниз. Люльки смонтированы на подвижной тележке, с помощью которой труба надвигается на сварочную головку, прикрепленную к штанге длиной 12 м.
Трубы с двумя продольными швами собирают из двух предварительно отформованных корыт, подаваемых укладчиком на две параллельные нитки входных рольгангов сборочного устройства. Кромки заготовок выравнивающим приспособлением устанавливаются в одной горизонтальной плоскости, и в таком положении корыта рольгангами подаются в раскрытое сборочное устройство (рис. 15.39,а).
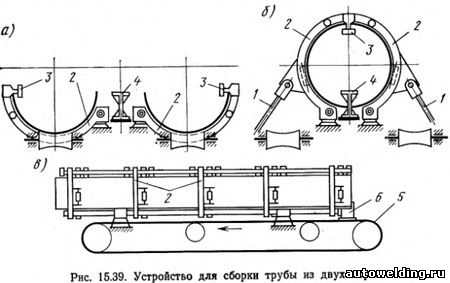
Штоки пневмоцилиндров 1 (рис. 15.39,б), поворачивая рычаги 2, устанавливают заготовки в исходное для подачи в сварочный стан положение. Зазор между заготовками задается деталями 3 и 4. Подача собранной трубы в сварочный стан осуществляется упором 6 цепного заталкивателя 5 со скоростью, несколько превышающей скорость сварки, чтобы догнать предыдущую трубу (рис. 15.39,в). При этом направляющий нож стана попадает в зазор между верхними кромками корыт, направляя стык к сварочной головке. Когда труба захватывается горизонтальными приводными валками сварочного стана, цепной заталкиватель выключается и возвращается в исходное положение. Сваренная первым наружным швом заготовка поворачивается разъемом вверх и но рольгангу поступает на стан для сварки второго наружного шва. Затем последовательно, аналогично одношовным трубам, выполняются и оба внутренних шва. После контроля и устранения дефектов трубы с прямым швом подвергают правке для обеспечения требуемой формы поперечного сечения и допуска на диаметр. Для этого на длине 300 мм снимают внутреннее усиление шва и осуществляют раздачу в пресс-расширителе (эспандере). Для этого трубу заключают в толстостенную матрицу, в нее вводят конусные заглушки, уплотняющие и калибрующие ее концы. Внутренним гидравлическим давлением диаметр трубы увеличивается на 1,0— 1,2%, чем достигается правка трубы по всей длине и калибровка ее по диаметру. Затем давление снижают до испытательного уровня и дают выдержку около 30 с с одновременным разовым обстукиванием трубы молотками, закрепленными на траверсе.
Технология изготовления 12-метровых прямошовных труб диаметром 1220— 1620 мм на Харцызском трубном заводе отличается последовательностью выполнения швов, приемами формовки и калибровки труб, а также организацией контроля качества. Листы после выборочного ультразвукового контроля и правки подбираются по длине в специальной установке (рис. 15.40).
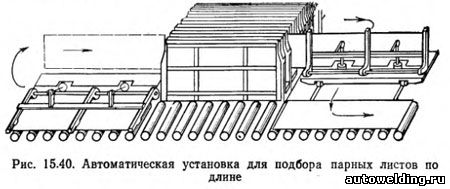
На входном рольганге листы автоматически измеряются по длине, результаты измерений поступают в память ЭВМ, а листы передней тележкой кантуются на ребро и устанавливаются в карманы накопителя. После заполнения накопителя очередной лист проходит по рольгангу без остановки и вслед за ним из накопителя задней тележкой по команде ЭВМ выдается лист, близкий ему по длине. Затем листы центрируются и проходят через станок для обработки кромок снятия фасок и нанесения риски, используемой при автоматическом направлении электрода по стыку.
Формовка полуцилиндрических заготовок происходит в роликах семиклетьевого стана, откуда они попарно поступают на сборку и прихватку технологическими швами, выполняемыми либо токами высокой частоты, либо в среде СО2 в одном из двух агрегатов, установленных параллельно друг другу.
После визуального контроля технологических швов и приварки технологических планок трубы поступают на сварку внутренних рабочих швов Сварку осуществляют трехдуговым аппаратом А-1448, слежение за направлением электродов по стыку производится автоматически или внзуально путем совмещения вертикальной линии «креста» на экране телевизора с риской на внутренней поверхности трубы. Станы для выполнения наружных рабочих швов отличаются только расположением сварочного аппарата, за положением электродов относительно стыка сварщик следит с помощью светоуказателя.
Все предварительно охлажденные водой трубы проходят ультразвуковой контроль наружных и внутренних рабочих швов с отметкой дефектных мест краской. При наличии дефектных отметок труба направляется на рентгенотелевизионную установку для расшифровки. Калибровку осуществляют гидромеханическим эспандером. Для этого трубу шагами надвигают на калибровочную головку эспандера, обеспечивая механическую раздачу каждого участка трубы до заданного диаметра. Откалиброванные трубы проходят гидроиспытание внутренним давлением, а затем контролируются повторно ультразвуком с целью выявления дефектов, появившихся в процессе калибровки н гидроиспытання.
Сборка и сварка рулонной стали спиральным швом позволяют получить любой диаметр трубы независимо от ширины полосы. При использовании этого метода процесс изготовления идет непрерывно, обеспечивая требуемую точность размера и формы трубы без последующей калибровки.
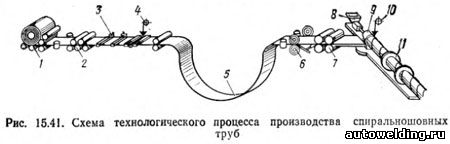
На рис. 15.41 показана схема стана Ждановского завода им. Ильича. Полоса из рулона 1 проходит правильные вальцы 2 и накапливается в компенсационной петле 5, обеспечивая непрерывность выполнения спирального шва при обрезке концов полос гильотинными ножницами 3 и сборке и сварке их стыка на установке 4. После компенсационной петли лента двигается со сварочной скоростью, определяемой вращением толкающих валиков 7. С помощью парных дисковых ножей 6 обрезают продольные кромки под сварку. Настройку стана на требуемый диаметр трубы производят разворотом формочной машины и выходного моста, перемещая их на катках по криволинейным рельсовым путям. Сворачивание в трубу осуществляют заталкиванием полосы в формовочное устройство 9. Спиральный шов выполняется сваркой под флюсом тремя сварочными головками. Две из них крепятся на общей штанге 8, вводимой внутрь трубы, третья головка 10 расположена снаружи. Первый внутренний шов, приваривающий кромку полосы к сформованной трубе, имеет малую площадь сечения и является технологическим. Его назначение — устранить возможность взаимного перемещения кромок и предотвратить вытекание сварочной ванны при сварке наружного рабочего шва. Внутренний рабочий шов варит двухэлектродная головка, обеспечивая хорошее формирование и полный переплав технологического шва. Такая технология позволяет гарантировать отсутствие кристаллизационных трещин при сварке низколегированных сталей со скоростью до 110 м/ч. Выходящая из стана непрерывная труба летучим устройством 11 разрезается на трубы мерной длины.
Процесс изготовления спиральношовных труб большого диаметра 530—1420 мм на станах Волжского трубного завода является более совершенным. Наличие летучего агрегата, обеспечивающего механизацию обрезки, сборки и сварки концов полос, позволило обойтись без компенсационной петли.
Конец полосы 1 н начало полосы 2 последовательно проходят обрезку на ножницах I (рис. 15.42,а) н закрепляются прижимами калибровочных ножниц II.
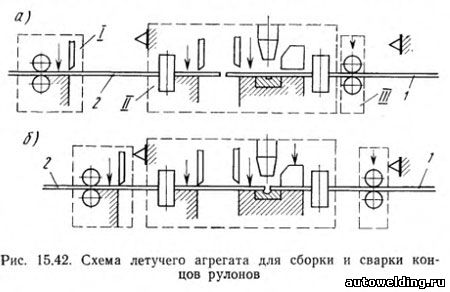
После выполнения одновременного калибровочного реза концов обеих полос передвижением суппорта III до упора (рис. 15.42,б) задняя кромка полосы 1 устанавливается по оси канавки подкладки сварочной установки. Соответственно перемещением до упора гильотинных ножниц I передняя кромка полосы 2 подается в сварочную установку. При этом обеспечивается требуемый зазор в стыке. Концы полос зажимаются и свариваются. При выполнении всех этих операции агрегат движется вместе с полосой, а затем отпускает ее и возвращается в исходное положение.
Общая схема расположения оборудования на участке формовки, сборки и сварки трубы показана на рис. 15.43.
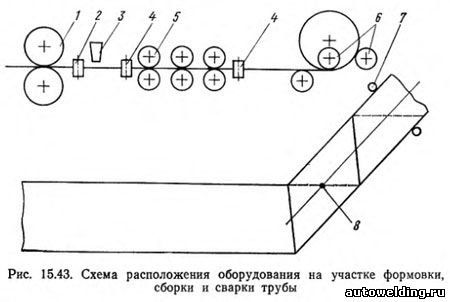
После обрезки продольных кромок дисковыми ножами 1 полоса центрируется роликами 4 и калибруется по ширине под сварку фрезами 2 с удалением стружки обдувкой воздухом из сопла 3. Заталкивающие валки 5 подают полосу в формующее устройство 6 с обоймами роликов, работающих по схеме трехвалковых гибочных вальцов, что обеспечивает правильную форму трубы и ее сборку с плоской полосой без смещения кромок. Однако смещение отсутствует только в том случае, если кромки стыка собираются с зазором, обеспечивающим свободу перемещения каждой из них. Для качественного выполнения шва также желателен зазор, но при условии жесткого допуска на его размер, который фиксируется специальным датчиком в виде роликов, перекатывающихся по стыкуемым кромкам. В случае отклонения от заданного допуска автоматически включается механизм перемещения люнета 7, задающего поворот вокруг оси 8 всего устройства, поддерживающего сформованную часть трубы. Датчик положения кромок одновременно используют для направления по шву сварочной головки, накладывающей технологический прихваточный шов. Рабочие швы выполняются при визуальной коррекции направления сварочных головок по стыку. В процессе выполнения спирального шва осуществляется непрерывный ультразвуковой контроль, Места обнаруженных дефектов автоматически маркируются краской.
Увеличение диаметра труб, используемых при укладке магистральных трубопроводов, требует увеличения толщины стенки. Толщина полос рулонной стали обычно не превышает 14 мм. Поэтому спиральношовные трубы диаметром 1420 мм и более изготовляют либо из отдельных листов, либо в два слоя из рулонной стали.
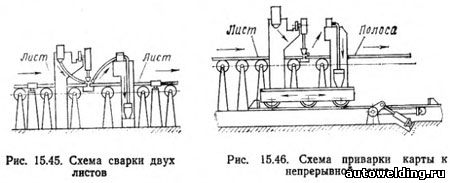
Непрерывный процесс изготовления спиральношовных труб диаметром до 2520 мм из отдельных листов осуществляют на специальном стане Волжского трубного завода. Листы по одному подаются на рольганг листоукладчиком, центрируются и поступают на участок фрезеровки торцов (рис. 15.44), где каждая пара кромок, подлежащих стыковке, обрабатывается одновременно. Кромки фиксируются откидными упорами 1 и зажимами 2 и обрабатываются фрезами 3. Затем листы подаются к неподвижной сварочной установке (рис. 15.45), где производятся сборка и сварка стыка между ними на медной подкладке пол флюсом с постановкой заходных технологических планок. После этого карта из двух листов рольгангом подается на летучую сварочную установку (рис. 15.46), предназначенную для сборки и сварки стыков между картой и кон цом непрерывной полосы. В процессе выполнения операции летучая установка движется вместе с концом полосы, причем секции поддерживающего полосу рольганга автоматически опрокидываются, пропуская ее, и поднимаются вновь для поддержания привариваемой карты. Затем специальный механизм отламывает технологические планки и непрерывная полоса проходит те же операции обработки продольных кромок под сварку, формовки трубы, двусторонней сварки спирального шва, его контроля и резки на мерные части.

Для изготовления спиральношовных труб в два слоя предназначен стан Новомосковского трубного завода, схема которого показана не рис. 15.47,a.
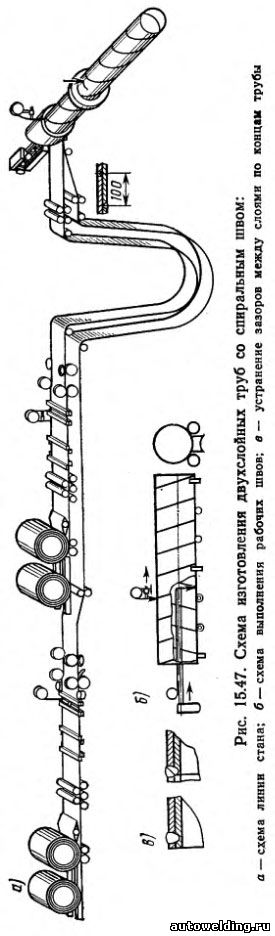
Две последовательно расположенные линии подготовки полосовой рулонной стали отличаются только расположением скоса кромок (верхние и нижние) под спиральные швы, а также различием в технологии выполнения поперечных стыков полос из-за необходимости плотного прилегания слоев друг к другу и возможности подварки стыка наружного слоя для образования трубы. Так, в линии, формирующей наружный слой трубы, необходимо удалять усиление шва, тогда как провар всей толщины не обязателен. Напротив, во второй линии проплавление всей толщины необходимо, а удалять усиление шва не требуется. После компенсационной петли обе полосы заталкиваются в формующее устройство таким образом, чтобы спиральные стыки наружного и внутреннего слоев оказались сдвинутыми на шаг, равный 100 мм; каждый из швов выполняется как бы на подкладке (рис. 15.47,а). Сварка их на стане осуществляется технологическими швами в среде СО2. Рабочие швы выполняют после разрезки непрерывной трубы на отдельном рабочем месте (рис. 15.47,б) под флюсом двумя дугами с полным переплавом технологических швов. Затем у каждого конца трубы накладывают кольцевой шов, устраняющий зазор между слоями с последующей обработкой торца и снятием фаски кромки трубы (рис. 15.47,в).
При изготовлении сварных труб малых и средних диаметров используют непрерывные процессы. Из рулона лента разматывается, наращивается, формуется и, проходя сварочный узел, сваривается тем или иным способом. Наиболее часто применяется сварка печная, токами высокой частоты и аргонодуговая.
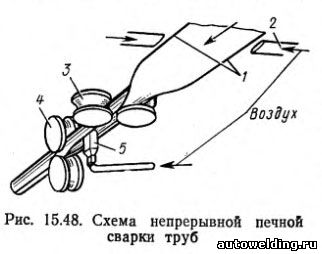
Особенно производительно изготовляют из низкоуглеродистой стали водогазопроводные трубы диаметром 6—114 мм печной сваркой. Заготовкой служит горячекатаный штрипс в рулонах. По выходе штрипса из нагревательной печи (рис. 15.48) его кромки 1 обдуваются воздухом из сопл 2 для удаления окалины и повышения температуры. В первой паре роликов 3 штрипс формуется, а во второй паре 4 — сворачивается и сваривается, причем обдув из сопла 5 повышает температуру до 1500— 1520°С. Скорость сварки достигает 300 м/мин, причем производительность процесса может быть значительно повышена, если в состав агрегата печной сварки входит редукционный стан, работающий с натяжением. В этом случае скорость выхода трубы из стана можно повысить до 420— 1200 м/мин.
В последние годы для изготовления труб диаметром от 8 до 529 мм и более с толщиной стенки 0,3—10 мм все шире используют сварку токами высокой частоты. По сравнению с контактной сваркой сопротивлением на токах промышленной частоты высокочастотная Сварка обеспечивает значительно более высокие скорости сварки (до 120 м/мин), возможность изготовления труб из сталей, цветных металлов и сплавов, использование горячекатаной нетравленой ленты, значительное уменьшение расхода электроэнергии на производство 1 т готовых труб. Кроме того, при высокочастотной сварке одно и то же оборудование можно использовать для изготовления труб из разных материалов.
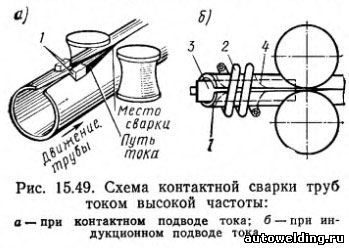
При контактном подводе тока (рис. 15.49,а) необходимость смены контактов 1 вследствие их износа заставляет периодически останавливать стан. Более перспективен индукционный подвод энергии кольцевым индуктором 2 (рис. 15.49,б). В этом случае для уменьшения потерь энергии в результате прохождения тока по телу заготовки внутрь трубы 1 вводят магнитный сердечник 3, который изменяет сопротивление так, что почти весь сварочный ток 4 направляется по свариваемым кромкам.
Дуговую сварку в инертном газе вольфрамовым электродом применяют для изготовления прямошовных труб диаметром 6— 426 мм с толщиной стенки 0,2—5 мм и специальных труб со спиральным швом диаметром до 2000 мм и толщиной стенки до10 мм. Материалы труб разнообразны, однако скорость сварки невелика (до 1,5— 2 м/мин).
Своеобразно изготовление плоскосворачиваемых труб, нашедших применение при прокладке промысловых и газосборных трубопроводов, Схема изготовления таких труб показана на рис. 15.50,а.
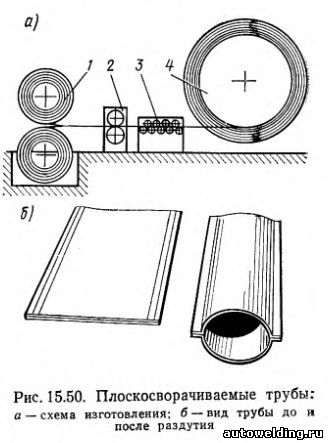
Две стальные ленты 1 накладываются одна на другую и свариваются двумя продольными швами на контактной машине 2 для шовной сварки. По мере сварки трубная заготовка проходит правильное устройство 3 и свертывается в рулон 4. Контроль плотности швов готовой свернутой в рулон трубы производится присоединением к одному из концов трубы сети сжатого воздуха. Рулон закрепляют в жесткой обойме, предотвращающей его разворачивание или раздутие трубы. Показание манометра, присоединяемого к другому, предварительно заглушённому концу трубы, позволяет установить наличие неплотностей. Такие трубы могут иметь толщину стенок до 4 мм, диаметр до 300—400 мм и длину до 250— 300 м. На месте укладки трубопровода рулон разматывают и трубу раздувают (рис. 15.50,б). Отдельные плети соединяют друг с другом либо сваркой плоских концов труб до их раздутия, либо с помощью фланцевых соединений.
Николаев Г.А. "Сварные конструкции. Технология изготовления. Автоматизация производства и проектирование сварных конструкций"
Как варить трубы электросваркой, полуавтоматом, газом
При монтаже магистралей, инженерных сетей часто используется сварка трубопроводов электродуговым или газовым оборудованием. Электросварка труб производится ручным методом и с применением полуавтоматов. Выбор присадки производится по марке стали трубного проката. Учитывая технологические особенности, трубопроводы низкого давления можно монтировать самостоятельно.

Особенности сварки труб
При сварке стальных трубопроводов чаще применяют газовую и электросварку. При монтаже трубных конструкций высокого давления к электродам и присадочной проволоке предъявляются особые требования. Слойность соединений зависит от толщины стенки:
- до 3 мм включительно заваривают стык за один раз;
- свыше 3-х до 6 мм нужно делать две проходки;
- свыше 6-ти до 12 мм – создают трехслойное соединение;
- свыше 12 мм лучше проходить стык не менее 4 раз.
В технологии сварки труб есть отличительные особенности выбора рабочего тока:
- ампераж выбирают по диаметру электрода, умножают показатель на 35 (3 мм – 105 А, 4 мм – 140 А);
- при сварном соединении труб с толщиной стенки меньше 4 мм, ток свыше 150 А не устанавливают;
- между электродом и прокатом поддерживают расстояние, равное толщине электрода плюс 1 мм;
- тонкостенный прокат варят в одну непрерывную проходку, проворачивая прокат, толстостенный допускается варить участками до 15 см длиной;
- вертикальные и неповоротные соединения варят в два этапа;
- ванна расплава располагается в 30° от верхней точки.
Валик финишного слоя должен выступать над трубой до 3 мм. Качество соединения проверяется после каждой проходки, когда снята окалина.
Как правильно и ровно сварить трубопровод
- Встык, трубы плотно сдвигают, зазор заполняют расплавленным металлом. Тонкостенные зазоры сразу заполняют полностью. Когда сваривают две трубы толще 3 мм, делают несколько встречных проходок, каждый раз начиная шов с разных мест.
- Внахлест, такой метод соединения удобен для разнотолщинных трубных заготовок. При такой сварке металлических труб валик образует плавный переход с одного диаметра на другой.
- Под углом сваривать трубу электросваркой удобно в нижнем положении. В верхнем используют газосварку. образуется, когда трубопровод разветвляется или одну ветку магистрали врезают в другую.
Между собой трубные заготовки сначала соединяют в нескольких точках, чтобы стык не расходился. Этот процесс называется сборкой. Затем проваривают весь шов.
Подготовка труб под сварку
Помимо очистки и обезжиривания поверхности кромки толще 3 мм скашивают, чтобы стык плотностью заполнился горячим металлом. Разделка кромок под сварку проводится аналогично плоским деталям, под острым углом. Тонкие трубные заготовки при необходимости обрабатывают резаком, чтобы были ровные стыки.
Способы сварки труб
Для сварного соединения труб чаще применяют три способа:
— ручная с использованием плавящихся электродов;
— с применением полуавтомата в среде углекислого газа, дуга создается тугоплавким электродом, для наплавочного слоя используют присадочную проволоку;
— под слоем флюса, его наносят на прокат с защитными покрытиями.
- Электрошлаковая, благодаря толстому слою шлака шов не окисляется.
- Газовая, нагрев обеспечивается сжиганием ацетилена, поступающего в рабочую зону из горелки.
Еще бывает контактная, ультразвуковая, термомеханическая сварка.
Газовая сварка
Метод применим в полевых условиях, когда магистрали прокладывают вдалеке от источников тока или когда нельзя сварить трубы электросваркой: прокат нельзя повернуть, прокрутить при образовании соединения. Наполненность швов при газовой выше, чем при электродуговой. Металл меньше подвергается температурному воздействию, риск возникновения внутренних напряжений в металле незначительный.
При сварке труб газом используют ацетилен или газогенератор, температура в рабочей зоне выше при сгорании баллонного ацетилена. Присадочная проволока марки UTP подается так, чтобы она ложилась на раскаленный металл. Для стыкового соединения 3-х мм стенок разделки кромок не требуется, у толстостенного проката кромки срезают под углом.
Оцинкованный монтируют с применением флюса HLS-B, концентрацию кислорода в газовой смеси увеличивают. После работы дополнительная противокоррозионная защита швов не проводится.
Метод ручной дуговой электросварки
Чтобы правильно варить трубу электросваркой, нужно учитывать технологию. Число проходок зависит от толщины проката, состав электродов и обмазки подбирают под вид марки проката. При сварке труб большого диаметра перед нанесением последующего слоя с металла сбивают окалину, проковывают соединение. Направленность наплавки меняют – четные швы делают противоположно нечетным. Многое зависит от первого соединения, он делается не спеша, при контроле валика проверяют металл на трещины. При обнаружении дефектов участок неровного шва вырубается, на его месте создается новый со смещением от 15 до 30 мм. Для финишного слоя выбирают электроды с толстой обмазкой.
Выбор электродов
Для сварки стальных труб электродуговым методом диаметр электродов выбирают по толщине монтируемого проката. Важно учитывать особенности электродного стержня, обмазки. Особенности электродов, применяемых для монтажа трубопроводов:
- Электродами МР-3, АНО-21, АНО-24 варят швы, не испытывающие высокого давления (дренажные системы, сточные трубопроводы), где скорость потока незначительная. Работать можно на переменном токе.
- Универсальные УОНИ рекомендуют использовать начинающим, они хорошо проваривают металл, образуют прочное соединение. Для большого объема электродуговой сварки они не эффективны из-за невысокой скорости образования шва, необходимости постоянного контроля дуги.
- LB-52U – электроды японских производителей используют для монтажа технологических и магистральных трубопроводов, рассчитанных на высокое давление. Для LB-52U характерно ровное горение даже при небольшом «провисании» напряжения в сети.
- Электроды швейцарской компании ESAB отличаются хорошим качеством шва, ручная дуговая сварка газовых магистралей высокого давления нередко проводится ими. ОЗС 12 применяют для низкоуглеродных сталей, ОК 46 — универсальные. На токе любой полярности варят ОК 53.70 и ОК 74.70, в обмазке содержится защитный флюс, сдерживающий окисление ванны расплава.
- Отечественное ЛЭЗ ЛБгп применяют для финишного слоя на стыковых соединениях толстостенного трубного проката, для сварки тонкостенных труб.
- Э42А, УОНИИ-13/45, Э-09Х1МФ применяют при монтаже теплосетей из легированных сталей, толстая обмазка типа Д образует шлаковый слой, защищающий расплавленный металл от окисления.
От электродов во многом зависит безаварийность эксплуатации трубопроводных сетей. Сталь стержня должна соответствовать марке стали проката, вид покрытия определяет степень защиты ванных расплава.
При выборе способа монтажа технологического трубопровода или инженерных сетей учитывают толщину проката, марку стали, рабочую нагрузку на металл. Толстые стенки варят многослойными швами с предварительной разделкой кромок. Тонкостенный прокат достаточно очистить перед проведением работ. Имея сварочный аппарат, заварить стыки можно самостоятельно.
Процесс производства труб - бесшовные и сварные трубы
Бесшовная труба является самой прочной среди всех типов труб, поскольку имеет однородную структуру по всей длине трубы.
Бесшовные трубы производятся в разных размерах и шедулов. Однако есть ограничение на изготовление труб большого диаметра. Бесшовные трубы широко используются при изготовлении фитингов, таких как изгибы, отводы и тройники.
Процесс оправки
В процессе производства труб на стане для прокатки бесшовных труб на оправке стальная заготовка нагревается до высокой температуры во вращающейся печи. Цилиндрическая полость, которая также известна как маточная полость, изготавливается с помощью роторного пробойника и набора роликов, который удерживает пробойник в центре заготовки. Наружный диаметр пробойника приблизительно равен внутреннему диаметру готовой трубы. С помощью этого достигается вторичный наружный диаметр и толщина роликов.
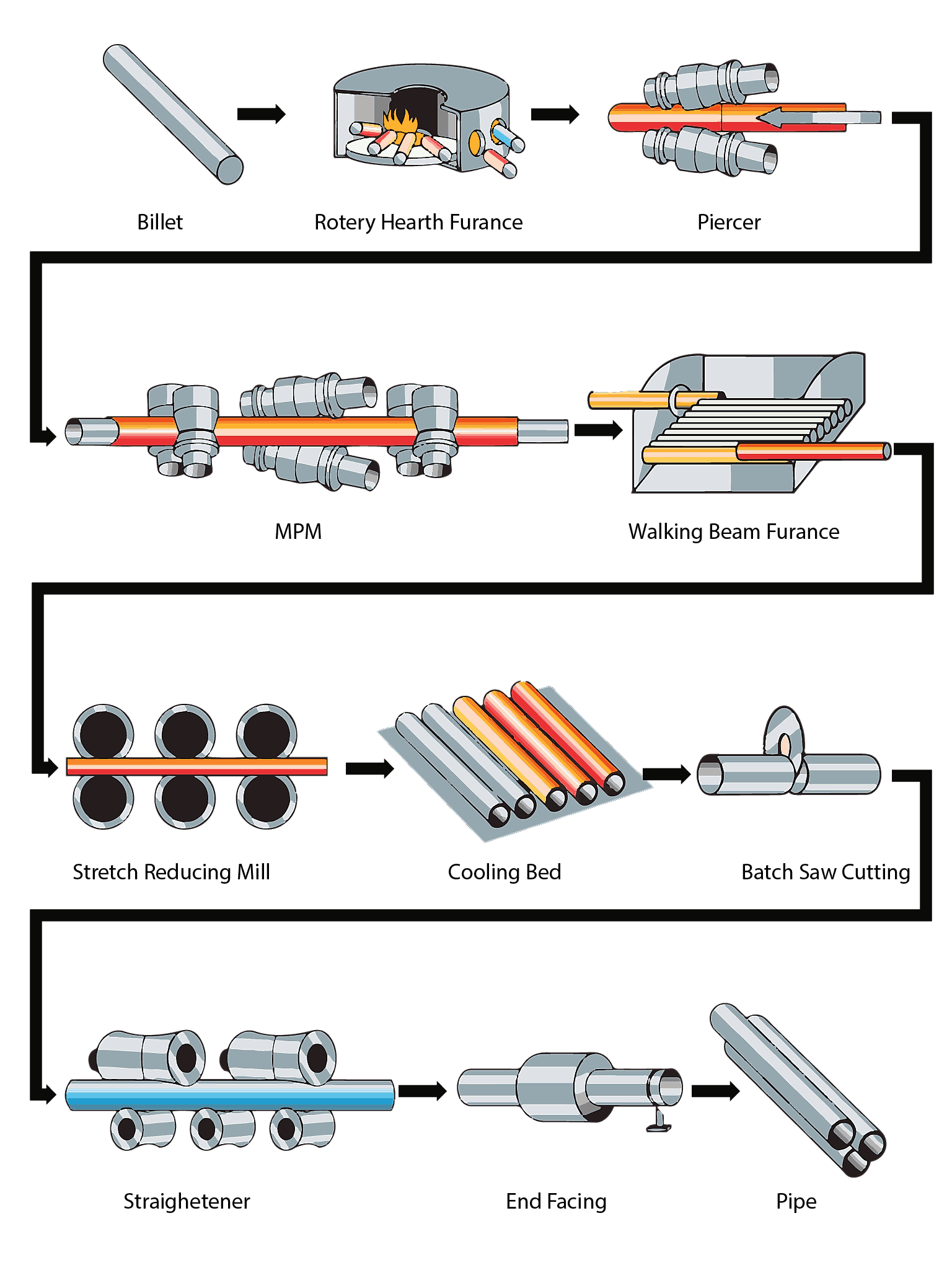
Металлическая заготовка - печь с вращающимся подом - прошивной пресс - непрерывный трубопрокатный стан с удерживаемой оправкой - печь с шагающим балочным подом - редукционно-растяжной трубопрокатный стан - стеллаж для охлаждения - послойная резка - правильный пресс - резка торцов - труба.
Завод по производству труб со штоком Маннесманн
Маннесман это немецкий инженер, который изобрел этот процесс производства труб. Единственное различие между процессом станка со штепсельной вилкой и процессом станка с оправкой состоит в том, что в способе оправки внутренний диаметр достигается за один проход, тогда как в Маннесмане возможно многоступенчатое сокращение.
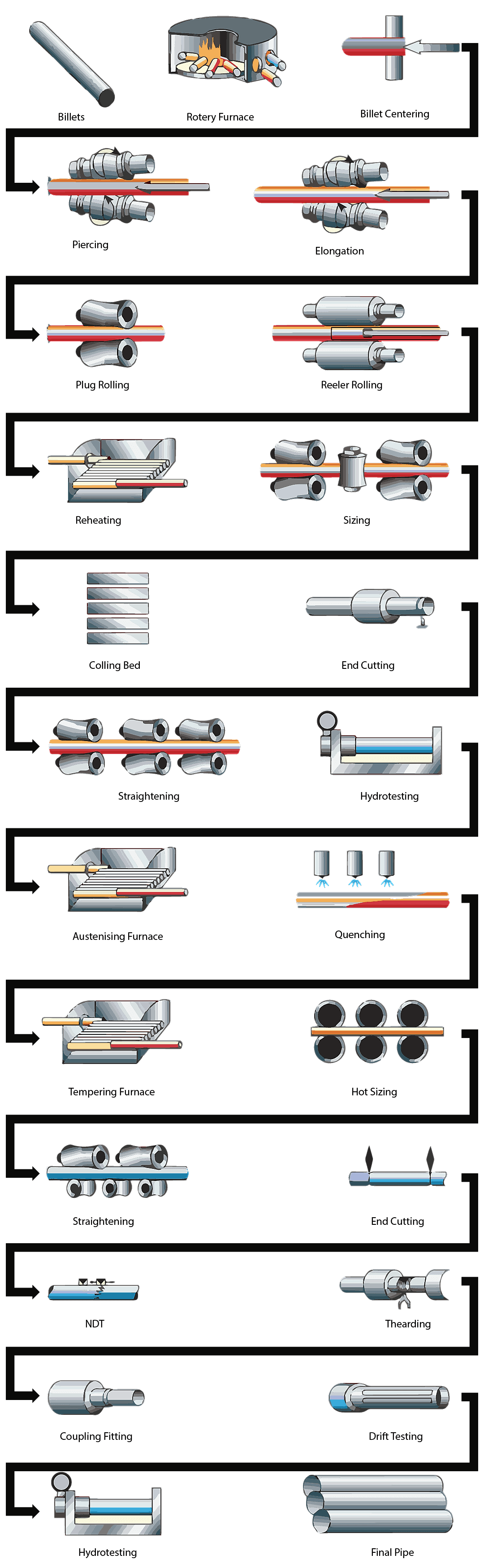
Металлическая заготовка - вращающаяся печь - центрирование заготовки - прошивка - относительное удлинение при разрыве - горячая прокатка труб на оправке - стан прокатки - повторный нагрев - калибровка труб - охлаждающий под - резка концов - правка - гидроиспытания - аустенизационная печь - быстрое охлаждение - закалочная печь - горячая колибровка - правка - торцовка - испытание без разрушения - нарезания резьбы - соединительный фитинг - тестирование оправки - гидроиспытания - готовая труба.
Процесс изготовления кованой бесшовной трубы
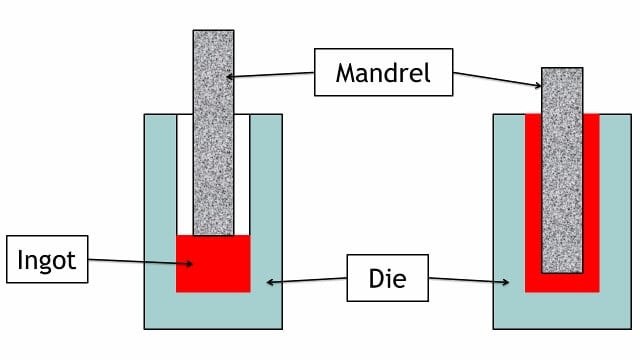
В процессе изготовления кованой трубы нагретую заготовку помещают в ковочную матрицу, диаметр которой немного больше, чем у готовой трубы. Гидравлический пресс ковочного молота с соответствующим внутренним диаметром используется для создания цилиндрической ковки. Как только эта ковка сделана, труба подвергается механической обработке для достижения окончательного размера. Процесс изготовления кованой трубы применяется для изготовления бесшовных труб большого диаметра, которые невозможно изготовить традиционными методами. Кованые трубы обычно используются для парового коллектора.
Литая заготовка Волока
Экструзионные процессы
При изготовлении экструзионной трубы нагретую заготовку помещают внутрь матрицы. Гидравлический таран прижимает заготовку к прокалывающей оправке, материал протекает из цилиндрической полости между головкой и оправкой. Это действие производит трубы из заготовки. Иногда изготавливаемые трубы производят трубы с большой толщиной, известной как матовая впадина. Многие производимые вторичные трубы использовали эту материнскую полость для производства труб с различными размерами.
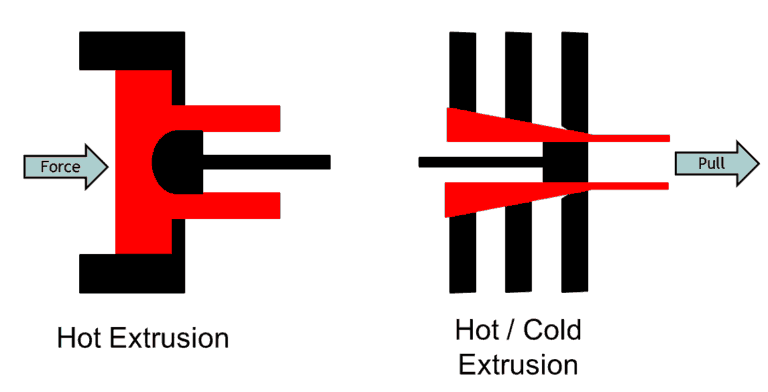
Горячее прессование Холодное /горячее прессование
Производство сварных труб
Сварные трубы изготавливаются из пластин или непрерывных катушек или полос. Чтобы изготовить сварную трубу, первая пластина или рулон катятся в круглом сечении с помощью листогибочной машины или с помощью ролика в случае продолжения процесса. После того, как круглое сечение откатано от плиты, труба может быть сварена с присадочным материалом или без него. Сварные трубы могут быть изготовлены в большом размере без каких-либо ограничений сверху. Сварные трубы с присадочным материалом могут быть использованы при изготовлении изгибов большого радиуса и отвода. Сварные трубы дешевле по сравнению с бесшовными, а также слабые из-за сварки.
Существуют различные методы сварки, используемые для сварки трубы:
- ERW - электрическая сварка сопротивлением
- EFW - электрическая сварка плавлением
- HFW- высокочастотная сварка
- SAW - дуговая сварка под флюсом (длинный шов и спиральный шов)
ERW процесс производства стальных труб
В процессе производства труб ERW / EFW / HFW первая пластина формируется в цилиндрической форме, а продольные кромки сформированного цилиндра свариваются методом мгновенной сварки, низкочастотной контактной сварки, высокочастотной индукционной сварки или высокочастотной сварки или сваркой сопротивлением.
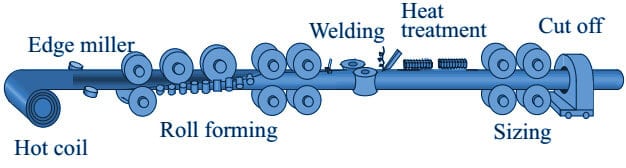
Горячая катушка - фрезерный станок - фасонная прокатка - сварка - тепловая обработка - установление размеров - резка
SAW Производство труб
В процессе сварки SAW внешний присадочный металл (проволочные электроды) используется для соединения формованных пластин. SAW трубы могут иметь один продольный шов, двойной продольный шов в зависимости от размера трубы. Труба SAW также доступна в спиральном шве, который непрерывно катится от единственной пластины катушки. Производительность спиральной SAW трубы очень высока по сравнению с прямой SAW трубой. Однако трубы спиральной SAW используются только в сервисах низкого давления, таких как водоснабжение, некритические технологические процессы и т. д.
Процесс производства сварных труб
Сварные трубы изготавливаются из плиты или из непрерывной катушки или полос. Чтобы изготовить сварную трубу, сначала пластину или рулон прокатывают в круглое сечение с помощью листогибочного станка или с помощью ролика в случае продолжения процесса.
После того, как круглое сечение прокатано с листа, на втором этапе трубу сваривают с помощью сварочной установки. Труба может быть сварена с присадочным материалом или без него, используя соответствующий метод сварки. Сварные трубы дешевле, чем бесшовные трубы, а также слабее из-за сварного соединения. Сварные трубы могут быть изготовлены в большом размере без каких-либо ограничений. Сварные трубы с присадочным материалом могут быть использованы при изготовлении изгибов большого радиуса и отводов.
Формование пластины на прокатном станке. В этом методе пластина помещается между парой роликов. Пластина формируется в круглое сечение путем постепенного приложения нагрузки на верхний ролик и вращения пластины. Этот метод используется для изготовления труб SAW более высокой толщины. Вместо ролика, точечный метод прессования, который также известен как метод UO, также может быть использован для формирования круглого сечения от пластины. UO означает, что сначала делается форма U, а затем форма O.
Метод производства сварных труб SAW
SAW - труба, изготовленная дуговой сваркой под флюсом
В трубе с одинарным швом, изготовленной методом SAW, сварка осуществляется с помощью процесса дуговой сварки под флюсом. В этом методе сварочная дуга погружается в сварочный флюс, а сплошная присадочная проволока подается снаружи. Труба сваривается сначала внутри, а затем снаружи.
В трубе с двойным швом первые две половины соединяются прихваточным швом, который называется сборкой. Труба с двойным швом имеет два сварных шва напротив друг друга. Оба шва сварены изнутри и снаружи трубы. В случае, если труба имеет большую толщину то выполняется многопроходная сварка.
В спиралешовной трубе стальная пластина из размотчика формируется в виде спиральной петли. Эта спиральная петля затем сваривается изнутри и снаружи трубы. Благодаря этому способу изготовления может быть изготовлено большое разнообразие диаметров. Спиралешовные трубы используются для применений в условиях низкого давления.
Прямошовные трубы используются для условий среднего и высокого давления. Спиралешовные трубы дешевле, чем прямошовные трубы.
Как только сварка завершена, термическая обработка выполняется на сварном шве или на всем теле трубы, это зависит от толщины трубы. Сварные швы также подвергаются различным неразрушающим испытаниям, таким как RT & UT, для обеспечения прочности сварного материала.
После завершения всех неразрушающих испытаний трубы подвергаются гидроиспытаниям для обеспечения прочности и способности оставаться под давлением. На последнем этапе испытаний, труба проверяется визуально и габаритно компетентным инспектором. Он будет гарантировать, что труба соответствует требованиям нормы, стандарта и спецификации. После того, как инженер по инспекции одобряет трубу, выполняется маркировка согласно стандартным требованиям и труба упаковывается.
Процесс производства сварных труб ERW / EFW и HFW
Труба меньшей толщины, в основном сварная труба ERW / EFW или HFW, формируется методом непрерывной прокатки. В этом методе плоская металлическая полоса из полосовой катушки подается в ряд роликов, собранных в линию. Эти ролики постепенно образуют полосу круглого сечения. В конце прокатки эта труба непрерывно сваривается сварочным аппаратом.
ERW / EFW и HFW - это методы сварки, при которых труба сваривается без добавления присадочного материала. Тем не менее, метод сварки EFW можно использовать и с присадочным материалом.
Процесс производства труб ERW
ERW - сварное соединение с большим сопротивлением
При сварке ERW два электрода, обычно сделанные из меди, используются для подачи давления и тока. Электроды имеют форму диска и вращаются, когда материал проходит между ними. Это позволяет электродам оставаться в постоянном контакте с материалом для создания длинных непрерывных сварных швов.
Сварочный трансформатор обеспечивает низкое напряжение, большой ток переменного тока. Соединение трубы имеет высокое электрическое сопротивление относительно остальной части цепи и нагревается током до точки плавления. Полуплавкие поверхности сжимаются вместе с силой, которая создает соединение плавления, в результате чего получается равномерно сварная структура.
Процесс производства труб HFW
HFW - сваривание токами высокой частоты
При сварке HFW высокочастотный ток используется для создания сварных соединений. В процессе сварки EFW внешняя электрическая дуга высокой энергии используется для создания сварного соединения. После завершения сварки излишки сварочного материала снаружи и внутри трубы удаляются с помощью инструментов триммера.
В общем, чтобы уменьшить отрицательный эффект сварки, локальная термическая обработка сварного шва проводится сразу же после очистки ультразвукового теста в режиме онлайн. Обычно метод индукционного нагрева используется для восстановления микроструктуры зоны сварки. Этот тип термообработки известен как последующий отжиг. На следующем этапе труба будет проходить гидравлические испытания, визуальный контроль и проверку размеров, а после сертификации инженером-инспектором отправит на упаковку.
Читайте также: