Изготовление задней бабки для токарного станка по металлу
Обновлено: 21.09.2024
Многие домашние мастера задумываются о том, как самостоятельно изготовить токарный станок по металлу. Такое желание объясняется тем, что при помощи подобного устройства, стоить которое будет совсем недорого, можно эффективно выполнять большой перечень токарных операций, придавая заготовкам из металла требуемые размеры и форму. Казалось бы, намного легче приобрести простейший настольный станок и использовать его в своей мастерской, но учитывая немалую стоимость такого оборудования, есть смысл потратить время на то, чтобы сделать его своими руками.

Самодельный токарный станок — это вполне реально
Использование токарного станка
Токарный станок, который одним из первых появился в линейке оборудования для обработки деталей из разных материалов, в том числе из металла, позволяет изготавливать изделия различных форм и размеров. С помощью такого агрегата можно выполнять обточку наружных и внутренних поверхностей заготовки, высверливать отверстия и растачивать их до требуемого размера, нарезать наружную или внутреннюю резьбу, выполнять накатку с целью придания поверхности изделия желаемого рельефа.
Серийный токарный станок по металлу — это габаритное устройство, управлять которым не так просто, а его стоимость очень сложно назвать доступной. Использовать такой агрегат в качестве настольного оборудования нелегко, поэтому есть смысл сделать токарный станок для своей домашней мастерской самостоятельно. Используя такой мини-станок, можно оперативно производить обточку заготовок, выполненных не только из металла, но также из пластика и древесины.
На таком оборудовании обрабатываются детали, имеющие круглое сечение: оси, рукоятки инструментов, колеса, конструктивные элементы мебели и изделия любого другого назначения. В подобных устройствах заготовка располагается в горизонтальной плоскости, при этом ей придается вращение, а излишки материала снимает резец, надежно зафиксированный в суппорте станка.

Проточка тормозного диска на самодельном токарном станке
Несмотря на простоту своей конструкции, такой агрегат требует четкой согласованности движений всех рабочих органов, чтобы обработка выполнялась с предельной точностью и наилучшим качеством исполнения.
Пример самодельного токарного станка с чертежами
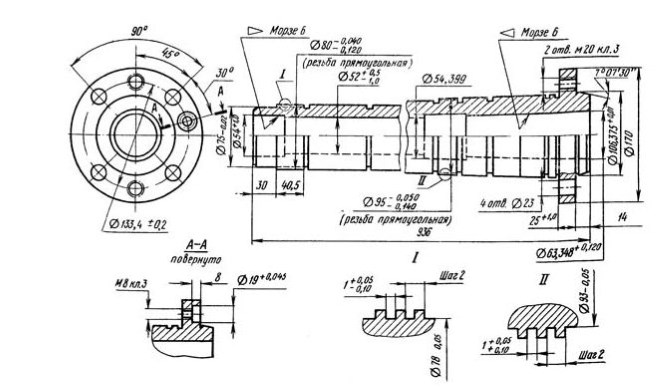
Рассмотрим подробнее один из рабочих вариантов собранного собственными силами токарного станка, довольно высокое качество которого по праву заслуживает самого пристального внимания. Автор данной самоделки даже не поскупился на чертежи, по которым данное устройство и было успешно изготовлено.
Конечно, далеко не всем требуется настолько основательный подход к делу, зачастую для домашних нужд строятся более простые конструкции, но в качестве донора для хороших идей данный станок подходит как нельзя лучше.
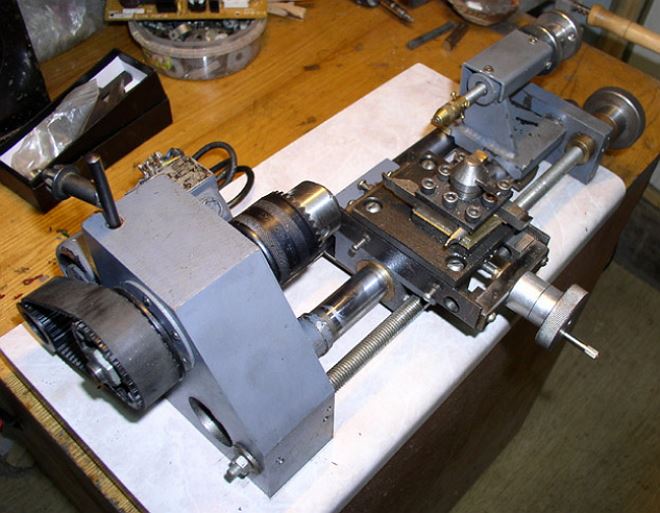
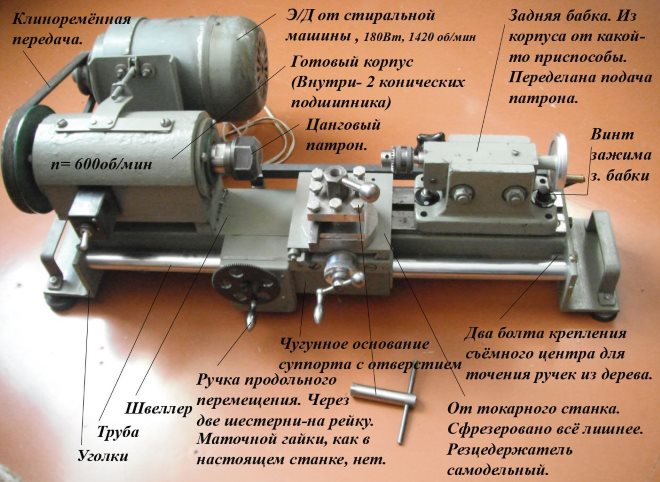
Токарный станок, сделанный своими руками
Внешний вид станка Основные узлы Суппорт, резцедержатель и патрон
Вид сбоку Задняя бабка Вид снизу на заднюю бабку
Направляющие валы Конструкция суппорта Привод от двигателя
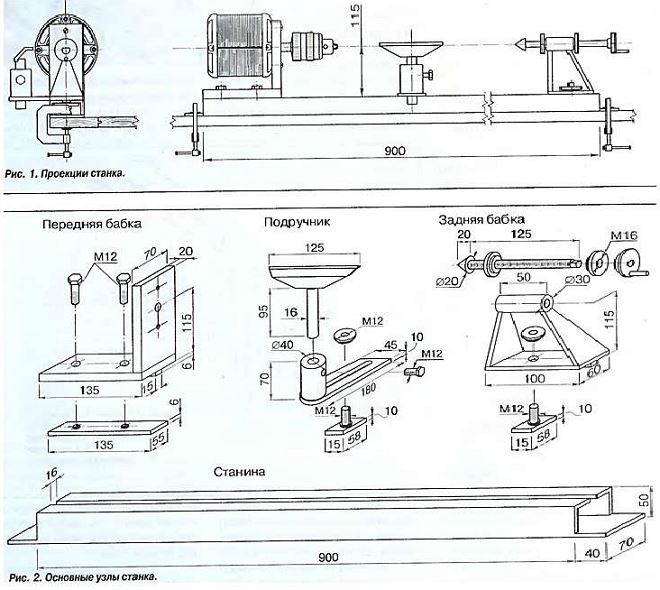
Чертеж №1 Чертеж №2 Чертеж №3
Конструкционные узлы
Любой, в том числе и самодельный, токарный станок состоит из следующих конструктивных элементов: несущей рамы — станины, двух центров — ведущего и ведомого, двух бабок — передней и задней, шпинделя, суппорта, приводного агрегата — электрического двигателя.
Конструкция малогабаритного токарного станка про металлу
На станине размещают все элементы устройства, она является основным несущим элементом токарного станка. Передняя бабка — это неподвижный элемент конструкции, на котором располагается вращающийся шпиндель агрегата. В передней части рамы находится передаточный механизм станка, с помощью которого его вращающиеся элементы связаны с электродвигателем.
Именно благодаря такому передаточному механизму вращение получает обрабатываемая заготовка. Задняя бабка, в отличие от передней, может перемещаться параллельно направлению обработки, с ее помощью фиксируют свободный конец обрабатываемой заготовки.
Простая схема узлов самодельного станка по дереву подскажет простой вариант изготовления станины, передней и задней бабок
Самодельный токарный станок по металлу можно оснастить любым электродвигателем даже не слишком высокой мощности, но такой двигатель может перегреться при обработке крупногабаритных заготовок, что приведет к его остановке и, возможно, выходу из строя.
Обычно на самодельный токарный станок устанавливают электродвигатели, мощность которых находится в пределах 800–1500 Вт.
Даже если такой электродвигатель отличается небольшим количеством оборотов, проблему решают при помощи выбора соответствующего передаточного механизма. Для передачи крутящего момента от таких электродвигателей обычно используют ременные передачи, очень редко применяются фрикционные или цепные механизмы.
Токарные мини-станки, которыми оснащаются домашние мастерские, могут даже не иметь в своей конструкции такого передаточного механизма: вращающийся патрон агрегата фиксируется непосредственно на валу электродвигателя.
Станок с прямым приводом
Существует одно важное правило: оба центра станка, ведущий и ведомый, должны располагаться строго на одной оси, что позволит избежать вибрации заготовки в процессе ее обработки. Кроме того, необходимо обеспечить надежную фиксацию детали, что особенно важно для моделей лобового типа: с одним ведущим центром. Решается вопрос такой фиксации при помощи кулачкового патрона или планшайбы.
По сути, токарный станок своими руками можно сделать и с деревянной рамой, но, как правило, для этих целей применяют профили из металла. Высокая жесткость рамы токарного станка обязательна для того, чтобы на точность расположения ведущего и ведомого центра не оказывали влияние механические нагрузки, а его задняя бабка и суппорт с инструментом беспрепятственно перемещались вдоль оси агрегата.

Использование швеллеров при изготовлении рамы и передней бабки станка
Собирая токарный станок по металлу, важно обеспечить надежную фиксацию всех его элементов, обязательно учитывая нагрузки, которым они будут подвергаться в ходе работы. На то, какие габариты окажутся у вашего мини-станка, и из каких конструктивных элементов он будет состоять, станет оказывать влияние и назначение оборудования, а также размеры и форма заготовок, которые на нем планируется обрабатывать. От этих параметров, а также от величины планируемой нагрузки на агрегат будет зависеть и мощность электродвигателя, который вам необходимо будет использовать в качестве привода.
Вариант исполнения станины, передней бабки и привода
Для оснащения токарных станков по металлу не рекомендуется выбирать коллекторные электродвигатели, отличающиеся одной характерной особенностью. Количество оборотов вала таких электродвигателей, а также центробежная сила, которую развивает обрабатываемая заготовка, резко возрастают при уменьшении нагрузки, что может привести к тому, что деталь просто вылетит из патрона и может серьезно травмировать оператора.
Такие электродвигатели допускается использовать в том случае, если на своем мини-станке вы планируете обрабатывать некрупные и нетяжелые детали. Но даже в таком случае токарный станок необходимо оснастить редуктором, который будет препятствовать бесконтрольному увеличению центробежной силы.

Асинхронный трехфазный электродвигатель, подключаемый к сети 220 Вольт через конденсатор
Уже доказано практикой и конструкторскими расчетами, что для токарных агрегатов, на которых будут обрабатываться заготовки из металла длиной до 70 см и диаметром до 10 см, лучше всего использовать асинхронные электродвигатели мощностью от 800 Вт. Двигатели такого типа характеризуются стабильностью частоты вращения при наличии нагрузки, а при ее снижении в них не происходит ее бесконтрольного увеличения.
Если вы собираетесь самостоятельно сделать мини-станок для выполнения токарных работ по металлу, то обязательно следует учитывать тот факт, что на его патрон будут воздействовать не только поперечные, но и продольные нагрузки. Такие нагрузки, если не предусмотреть ременную передачу, могут стать причиной разрушения подшипников электродвигателя, которые на них не рассчитаны.
Если использовать ременную передачу нет возможности, и ведущий центр устройства напрямую соединяется с валом электродвигателя, то можно предусмотреть ряд мер, которые защитят его подшипники от разрушения. Подобной мерой может стать упор, ограничивающий продольное перемещение вала двигателя, в качестве которого можно использовать шарик, устанавливаемый между корпусом электродвигателя и задним торцом его вала.
В задней бабке токарного станка располагается его ведомый центр, который может быть неподвижным или свободно вращаться. Наиболее простую конструкцию имеет неподвижный центр: его несложно сделать на основе обычного болта, заточив и отшлифовав под конус ту его часть, которая будет соприкасаться с заготовкой. За счет вкручивания или откручивания такого болта, перемещающегося по резьбовому отверстию в задней бабке, можно будет регулировать расстояние между центрами оборудования, тем самым обеспечивая надежную фиксацию заготовки. Обеспечивается такая фиксация и за счет перемещения самой задней бабки.
Чтобы обрабатываемая деталь беспрепятственно вращалась в таком неподвижном центре, заостренную часть болта, которая с ней соприкасается, нужно будет смазывать машинным маслом перед началом работы.

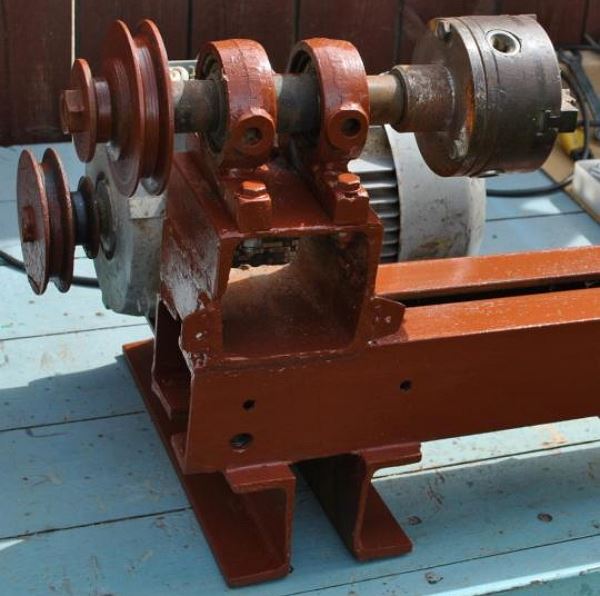
Самодельная задняя бабка для настольного токарного станка
Советы по изготовлению простейшего станка
Сегодня не представляет сложности найти чертежи и фото токарных станков, по которым можно самостоятельно изготовить такое оборудование. Более того, несложно найти различные видео, демонстрирующие процесс их изготовления. Это может быть мини-станок с ЧПУ или очень простое устройство, которое, тем не менее, даст вам возможность оперативно и с минимальными трудозатратами изготавливать изделия из металла различной конфигурации.
Стойки простейшего токарного станка по металлу можно изготовить из древесины. Их необходимо будет надежно закрепить на станине агрегата при помощи болтовых соединений. Саму станину, если есть возможность, лучше изготовить из металлических уголков или швеллера, что обеспечит ей высокую надежность, но если их нет под рукой, можно также подобрать толстые деревянные бруски.
В качестве узла на таком станке, на котором будет фиксироваться и перемещаться режущий инструмент, выступит подручник, изготавливаемый из двух деревянных дощечек, соединенных под углом 90 градусов. На поверхности дощечки, где будет размещаться инструмент, необходимо зафиксировать лист металла, который защитит древесину от деформирования и обеспечит точное расположение резца по отношению к обрабатываемой детали. В опорной поверхности горизонтальной дощечки, перемещаемой по станине агрегата, необходимо сделать прорезь, за счет которой такое перемещение будет достаточно точным.
Для изготовления передней и задней бабки вашего самодельного токарного станка, необходимо будет подобрать металлические цилиндры соответствующего размера, которые размещают в подшипниковых узлах, установленных в деревянные стойки. Вращение, совершаемое обрабатываемой деталью, будет передаваться ей через передний центр, соединенный ременной передачей с электродвигателем. Таким образом, заготовка, надежно зафиксированная между передним и задним центром, обрабатывается при помощи резца, установленного в подручнике оборудования.

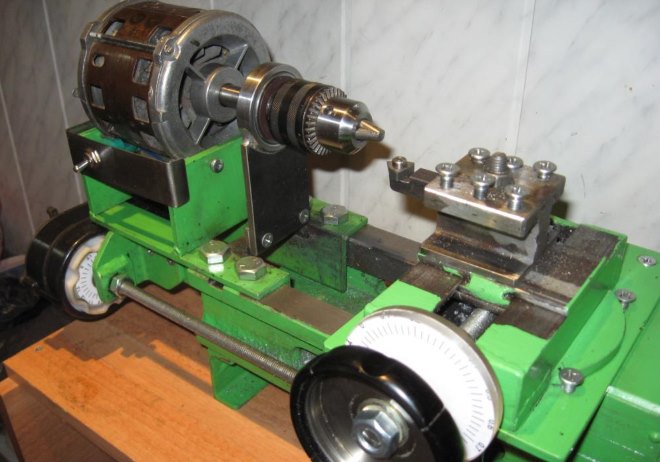
Еще один вариант самодельного станка (нажмите для увеличения)
Общий вид Передняя бабка Суппорт и патрон
Не должно возникнуть никаких проблем и с поиском электродвигателя, которым следует оснастить токарный мини-станок. Даже если вам не удалось найти двигатель требуемой мощности (500–1000 Вт — для обработки мелких деталей, 1500–2000 Вт — для крупногабаритных заготовок), то вполне подойдет бывший до этого в употреблении агрегат, ранее установленный на бытовой швейной машинке. Кроме того, в качестве привода для компактных токарных станков допустимо применять электродрели или шлифовальные машины.
В итоге таких несложных манипуляций вы получите в свое распоряжение станок, способный выполнять самые распространенные токарные операции по металлу. При желании агрегат можно модернизировать, расширяя его функциональные возможности. Конечно, станок с ЧПУ из подобного устройства сделать сложно, но выполнять на нем расточку, сверление, шлифование, нарезание резьбы и ряд других технологических операций по металлу вполне возможно.
Устройство задней бабки токарного станка и ее регулировка
Качество обработанных заготовок зависит от продуманности каждого механизма в обрабатывающем станке, от регулировки и стабильности работы каждого узла. Сегодня рассмотрим один из самых важных узлов в токарном агрегате – заднюю бабку.
Этот узел можно приобрести уже готовым с заводской площадки, а можно сделать своими руками. В статье расскажем о том, как самим в домашних условиях его смастерить, какой понадобится набор инструментария, и как осуществлять его регулировку.
Устройство
Задняя бабка токарного станка по металлу отличается от аналога в токарном агрегате по дереву, но все же общая конструкция этой подвижной детали одинаковая. Вот как выглядит описание устройства этого узла:
маховик, который служит для перемещения пиноли по центральной линии;
патрон подачи (винт, которым осуществляется регулировка направления перемещения обрабатываемой детали).
Корпус – это цельнометаллический каркас, к которому надежно прикрепляются все элементы. Подвижный механизм задней бабки токарного агрегата должен обеспечить надежную фиксацию заготовки в течение всей обработки.
По размеру этот элемент такого же диаметра, что и заготовка, которую предстоит обработать.


В качестве фиксирующего механизма на деревообрабатывающем станке выступает конус задней бабки. Его центр ориентирован на середину предмета, который предстоит обработать.
Когда станок работает, оси центра и симметрии должны строго совпадать. Возможно кто-то недооценивает роль такого механизма, как задняя бабка, но именно ее устройство во многом определяет технические характеристики и возможности агрегата для обработки металла или дерева.
Назначение узла
Задняя бабка строго фиксирует деревянную заготовку в нужном положении. Это важный момент для проводимых работ, поскольку от надежности такой фиксации зависит дальнейший ход и качество всего процесса.
Задняя бабка подвижна и служит в качестве второй дополнительной опоры.
К ней как к подвижному элементу предъявляются следующие требования:
сохранять высокую степень устойчивости;
обеспечивать надежную фиксацию закрепленной заготовки, и выдерживать строгое положение центра;
система крепления бабки всегда должна быть отлажена, чтобы в любой момент оперативно осуществить надежное крепление;
движения шпинделя должны быть предельно точны.
Задняя бабка деревообрабатывающего станка отличается от этого же элемента токарного агрегата по обработке металлических заготовок. Узел плотно прикрепляется к станине и является одновременно для нее опорой и фиксатором для обрабатываемой детали.
К задней бабке можно прикреплять не только длинные заготовки, но и любой инструмент для резки металлических изделий и самого металла. По сути, любой металлорежущий инструмент (независимо от назначения) можно закрепить в конусном отверстии этого многофункционального узла.
Как сделать своими руками?
Самодельный узел будет ничуть не хуже заводского, если ознакомиться с чертежом производственной модели, иметь в домашней мастерской нужные инструменты и оборудование, а также технологию изготовления. Рассмотрим все в деталях.
Инструменты и материалы
Прежде всего нужен токарный станок, но раз вы беретесь делать самодельную заднюю бабку, значит, такой агрегат уже имеется в вашей домашней мастерской. Что еще понадобится:
подшипники в комплекте (как правило, нужны 2 штуки);
комплект болтов и гаек для соединения (минимум по 3 болта и гаек);
стальная труба (1,5 мм толщина стенок) – 2 куска;
листовая сталь (толщиной 4-6 мм).




Как видим, подручные материалы и имеющиеся инструменты снижают себестоимость механизма.
Кроме того, преимущество самодельной задней бабки для токарного агрегата в том, что ее изготавливают исключительно для основного предназначения, исключая другие функции и дополнительные возможности, зачастую просто ненужные, но в производственных условиях увеличивают стоимость конструкции и усложняют ее работу.
Итак, заготовьте нужный инструментарий, наборы подшипников, болтов и гаек, нужные материалы (что отсутствует в вашем гараже или в мастерской, можно докупить в любом хозмаге или строительном бутике) и приступайте к изготовлению.
Технология
Вначале разработайте и начертите схему механизма, составьте технологическую карту и действуйте по такой схеме.
Понадобится заготовка для подшипников. Для этого возьмите трубу, и обработайте ее с внутренней и внешней стороны. Особое внимание уделите внутренней поверхности – именно внутри устанавливаются подшипники.
Если понадобится, то во втулке делается пропил шириной не больше 3 мм.
Сварочным аппаратом соединяют болты (2 шт.), и получают стержень нужной длины.
Справа сваривают гайку с шайбой, а слева – удаляют гайку.
Основание болта (головку) спиливают.
Место спила нужно обработать, для этого задействуют абразивный инструмент.
Теперь надо изготовить шпиндель. Для этого берут обрезок трубы (диаметр ¾ дюйма), и изготавливают нужную деталь длиной в 7 мм.
Конус делают из болта, заточив его соответствующим образом.



Когда все элементы задней бабки изготовлены, нужно ее собрать, и произвести обкатку в работающем режиме.
Качество самодельной детали зависит от профессиональных навыков изготовителя и точности применения нужных материалов, а также наличия инструментария.
Поэтому перед началом изготовления изучите чертеж, заготовьте все необходимое, и только убедившись в том, что вы сможете сделать нужный узел, беритесь за дело. Если не быть точными в действиях, и не соблюдать технологию изготовления, могут возникнуть следующие проблемы:
станок будет вибрировать сверх установленного уровня;
у самодельной детали будет гораздо ниже производительность, чем у промышленного образца;
быстрее выйдут из строя установленные подшипники (скорость износа намного может быть выше при неточностях в изготовлении).
Чтобы избежать таких последствий, произведите обкатку на холостом ходу.
Проверьте соотношение бабок спереди и сзади, как смазаны подшипники, насколько надежны крепления.
Если все детали изготовлены качественно, и произведена правильная сборка, самодельная задняя бабка будет соответствовать нужным требованиям, и в эксплуатации будет вести себя не хуже, чем заводская.
Регулировка
Для того чтобы поддержать в должном исправном состоянии заднюю бабку на токарном станке, ее нужно периодически регулировать, а при неисправностях – своевременно отремонтировать.
Для начала надо выставить деталь как надо, произвести ее настройку и отцентровать, а в дальнейшем производить регулировку всех параметров этого узла. Периодическая настройка нужна по следующим причинам:
могут появиться зазоры между подшипниками и корпусом шпинделя (если речь идет о токарном агрегате, где пиноль вращается);
центр узла может сместиться относительно пиноли, тогда понадобится регулировка;
может появиться люфт в креплении бабки к станине и другие причины.
Первый раз регулировка задней бабки делается при запуске станка в работу.
Затем действуйте согласно инструкции, но опытные мастера проверяют токарный станок и всю его настройку каждые 6 месяцев, при необходимости и чаще.
изменился режим обработки заготовок;
появились биения во время вращения заготовок.
Для восстановления конусных отверстий понадобится специальная втулка и навыки токарного дела.
Усложняется процесс тем, что наружная поверхность цилиндрической формы, а внутренняя имеет коническую форму. К тому же сама пиноль изготовлена из очень прочного материала – это «закаленная» легированная сталь.
После ремонта проверьте механизм на наличие радиального биения: при качественном устранении неисправностей оно должно быть нулевым, задняя бабка не будет «стучать» и восстановит все свои первоначальные характеристики.
Устройство токарного станка по металлу – конструкция, схема, основные узлы
По сути, устройство токарного станка, вне зависимости от его модели и уровня функциональности, включает в себя типовые конструктивные элементы, которые и определяют технические возможности такого оборудования. Конструкция любого станка, относящегося к категории оборудования токарной группы, состоит из таких основных элементов, как передняя и задняя бабка, суппорт, фартук устройства, коробка для изменения скоростей, коробка подач, шпиндель оборудования и приводной электродвигатель.

Основные части токарного станка по металлу
Передняя бабка Задняя бабка Суппорт
Приводные валы Рычаг переключения скоростей Лимб
Как устроены станина и передняя бабка станка
Станина является несущим элементом, на котором устанавливаются и фиксируются все остальные конструктивные элементы агрегата. Конструктивно станина представляет собой две стенки, соединенные между собой поперечными элементами, придающими ей требуемый уровень жесткости. Отдельные части станка должны перемещаться по станине, для этого на ней предусмотрены специальные направляющие, три из которых имеют призматическое сечение, а одна – плоское. Задняя бабка станка располагается с правой части станины, по которой перемещается благодаря внутренним направляющим.

Литая станина токарного станка усилена ребрами жесткости и имеет отшлифованные и закаленные направляющие
Передняя бабка одновременно выполняет две функции: придает заготовке вращение и поддерживает ее в процессе обработки. На лицевой части данной детали токарного станка (она также носит название «шпиндельная бабка») располагаются рукоятки управления коробкой скоростей. При помощи таких рукояток шпинделю станка придается требуемая частота вращения.
Для того чтобы упростить управление коробкой скоростей, рядом с рукояткой переключения располагается табличка со схемой, на которой указано, как необходимо расположить рукоятку, чтобы шпиндель вращался с требуемой частотой.
Рычаг выбора скоростей станка BF20 Yario
Кроме коробки скоростей, в передней бабке станка размещен и узел вращения шпинделя, в котором могут быть использованы подшипники качения или скольжения. Патрон устройства (кулачкового или поводкового типа) фиксируется на конце шпинделя при помощи резьбового соединения. Именно данный узел токарного станка отвечает за передачу вращения заготовке в процессе ее обработки.
Направляющие станины, по которым перемещается каретка станка (нижняя часть суппорта), имеют призматическое сечение. К ним предъявляются высокие требования по параллельности и прямолинейности. Если пренебречь этими требованиями, то обеспечить высокое качество обработки будет невозможно.
Назначение задней бабки токарного оборудования
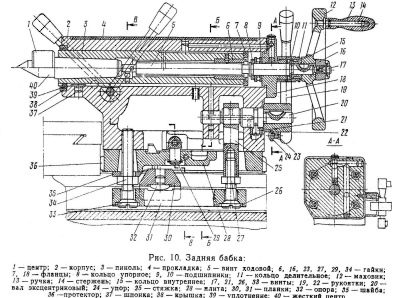
Задняя бабка токарного станка, конструкция которой может предусматривать несколько вариантов исполнения, необходима не только для фиксации деталей, имеющих значительную длину, но и для крепления различных инструментов: сверл, метчиков, разверток и др. Дополнительный центр станка, который устанавливается на задней бабке, может быть вращающимся или неподвижным.
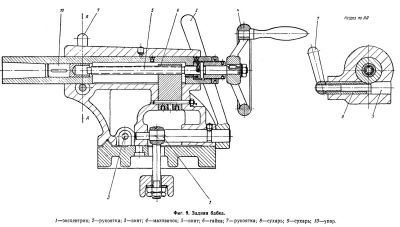
Устройство задней бабки: 1, 7 – рукоятки; 2 – маховичок; 3 – эксцентрик; 4, 6, 9 – винты; 5 – тяга; 8 – пиноль; А – цековка
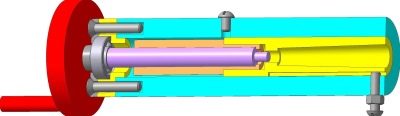
Схема с вращающимся задним центром используется в том случае, если на оборудовании выполняется скоростная обработка деталей, а также при снятии стружки, имеющей значительное сечение. При реализации этой схемы задняя бабка выполняется с такой конструкцией: в отверстие пиноли устанавливаются два подшипника – передний упорный (с коническими роликами) и задний радиальный, – а также втулка, внутренняя часть которой расточена под конус.
Осевые нагрузки, возникающие при обработке детали, воспринимаются упорным шарикоподшипником. Установка и фиксация заднего центра оборудования обеспечиваются за счет конусного отверстия втулки. Если необходимо установить в такой центр сверло или другой осевой инструмент, втулка может быть жестко зафиксирована при помощи стопора, что предотвратит ее вращение вместе с инструментом.

Вращающийся центр КМ-2 настольного токарного станка Turner-250
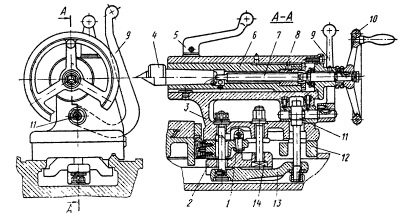
Задняя бабка, центр которой не вращается, закрепляется на плите, перемещающейся по направляющим станка. Пиноль, устанавливаемая в такую бабку, передвигается по отверстию в ней при помощи специальной гайки. В передней части самой пиноли, в которую устанавливают центр станка или хвостовик осевого инструмента, выполняют коническое отверстие. Перемещение гайки и, соответственно, пиноли обеспечивается за счет вращения специального маховика, соединенного с винтом. Что важно, пиноль может перемещаться и в поперечном направлении, без такого перемещения невозможно выполнять обработку деталей с пологим конусом.
Шпиндель как элемент токарного станка
Наиболее важным конструктивным узлом токарного станка является его шпиндель, представляющий собой пустотелый вал из металла, внутреннее отверстие которого имеет коническую форму. Что примечательно, за корректное функционирование данного узла отвечают сразу несколько конструктивных элементов станка. Именно во внутреннем коническом отверстии шпинделя фиксируются различные инструменты, оправки и другие приспособления.
Чертеж шпинделя токарно-винторезного станка 16К20
Чтобы на шпинделе можно было установить планшайбу или токарный патрон, в его конструкции предусмотрена резьба, а для центрирования последнего еще и буртик на шейке. Кроме того, чтобы предотвратить самопроизвольное откручивание патрона при быстрой остановке шпинделя, на отдельных моделях токарных станков предусмотрена специальная канавка.
Именно от качества изготовления и сборки всех элементов шпиндельного узла в большой степени зависят результаты обработки на станке деталей из металла и других материалов. В элементах данного узла, в котором может фиксироваться как обрабатываемая деталь, так и инструмент, не должно быть даже малейшего люфта, вызывающего вибрацию в процессе вращательного движения. За этим необходимо тщательно следить как в процессе эксплуатации агрегата, так и при его приобретении.
В шпиндельных узлах, что можно сразу определить по их чертежу, могут устанавливаться подшипники скольжения или качения – с роликовыми или шариковыми элементами. Конечно, большую жесткость и точность обеспечивают подшипники качения, именно они устанавливаются на устройствах, выполняющих обработку заготовок на больших скоростях и со значительными нагрузками.
Строение суппорта
Суппорт токарного станка – это узел, благодаря которому обеспечивается фиксация режущего инструмента, а также его перемещение в наклонном, продольном и поперечном направлениях. Именно на суппорте располагается резцедержатель, перемещающийся вместе с ним за счет ручного или механического привода.

Суппорт с кареткой станка Optimum D140x250
Движение данного узла обеспечивается его строением, характерным для всех токарных станков.
- Продольное перемещение, за которое отвечает ходовой винт, совершает каретка суппорта, при этом она передвигается по продольным направляющим станины.
- Поперечное перемещение совершает верхняя – поворотная – часть суппорта, на которой устанавливается резцедержатель (такое перемещение, за счет которого можно регулировать глубину обработки, совершается по поперечным направляющим самого суппорта, имеющим форму ласточкиного хвоста).
Резцедержатель быстросменный MULTIFIX картриджного типа
Резцедержатель, который также называют резцовой головкой, устанавливается в верхней части суппорта. Последнюю при помощи специальных гаек можно фиксировать под различным углом. В зависимости от необходимости на токарных станках могут устанавливаться одно- или многоместные резцедержатели. Корпус типовой резцовой головки имеет цилиндрическую форму, а инструмент вставляется в специальную боковую прорезь в нем и фиксируется болтами. На нижней части резцовой головки имеется выступ, который вставляется в соответствующий паз на суппорте. Это наиболее типовая схема крепления резцедержателя, используемая преимущественно на станках, предназначенных для выполнения несложных токарных работ.
Электрическая часть токарного станка
Все современные токарные и токарно-винторезные станки по металлу, отличающиеся достаточно высокой сложностью своей конструкции, приводятся в действие при помощи привода, в качестве которого используются электродвигатели различной мощности. Электрические двигатели, устанавливаемые на такие агрегаты, могут быть асинхронными или работающими от постоянного тока. В зависимости от модели двигатель может выдавать одну или несколько скоростей вращения.
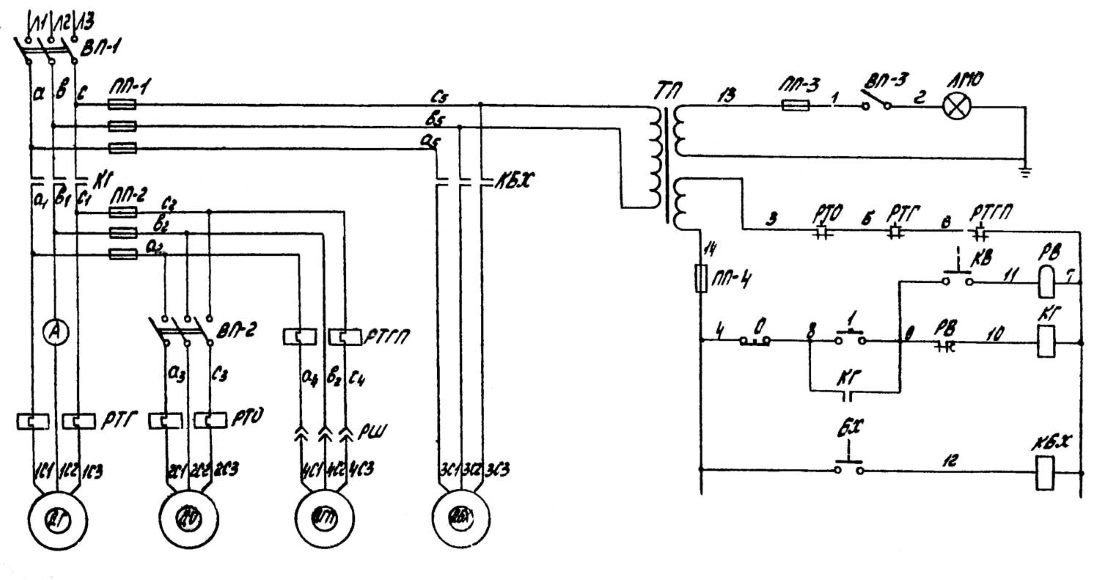
Электрическая схема токарного станка 1К62 (нажмите для увеличения)
На большинстве моделей современных токарных станков по металлу устанавливаются двигатели с короткозамкнутым ротором. Для передачи крутящего момента от двигателя элементам коробки передач станка может использоваться ременная передача или прямое соединение с его валом.
На современном рынке также представлены модели токарных станков, на которых скорость вращения шпинделя регулируется по бесступенчатой схеме, для чего используются электродвигатели с независимым возбуждением. Регулировка скорости вращения вала такого двигателя может осуществляться в интервале 10 к 1. Однако из-за больших габаритов и не слишком экономичного потребления электроэнергии применяются такие электродвигатели крайне редко.

Двухскоростной двигатель со шкивом под плоский ремень передачи
Как уже говорилось выше, в качестве привода токарных станков могут использоваться и электродвигатели, работающие на постоянном токе. Именно такие электродвигатели, отличающиеся большими габаритами, обеспечивают бесступенчатое изменение скорости вращения их выходного вала.
Электродвигатель является основной частью электрической системы любого токарного станка, но она также включает в себя массу дополнительных элементов. Все они, функционируя в комплексе, обеспечивают удобство управления станком, а также эффективность и качество технологических операций, которые на нем выполняются.
Пиноль задней бабки своими руками



В любом токарном станке основой является станина. На ней крепится передняя бабка токарного станка, основные органы управления, задняя бабка. Последние имеют довольно разнообразные конструкции. Основные элементы выполняют одинаковые функции и построены по идентичным принципиальным схемам.
Такими элементами являются:
- основание, на котором размещены все устройства и органы управления;
- элемент крепления — пиноль;
- цельнометаллический корпус;
- рукоятки управления (позволяют фиксировать пиноль и корпус всей бабки);
- колесо для перемещения пиноли (ещё его называют маховик);
- регулировочный винт (позволяет жёстко фиксировать положение задней бабки относительно остальных элементов токарного станка).
Чертёж задней бабки токарного станка позволяет понять кинематическую схему и взаимодействие всех элементов.
Основание представляет цельнометаллическую плиту, которая опирается на правую часть станины. На основании расположен корпус. В нём установлен патрон задней бабки токарного станка. В передней части пиноли расположено отверстие, в котором размещается инструмент. Оно выполнено в форме конуса.

Центр задней бабки подсоединяется к суппорту. Через него передаётся поступательное движение. Это обеспечивается наличием самостоятельного привода подачи. В определённых типах агрегатов производится вращательное движение. Оно обеспечивается конструкцией пиноли задней бабки. Горизонтальное перемещение пиноли производится с помощью электрического двигателя или посредством гидравлического механизма. Выбор способа привода зависит от решаемых задач и модификации станка.
Все изделия должны удовлетворять следующим требованиям:
- обеспечивать точное местоположение центра конструкции;
- способствовать быстрой установки вдоль горизонтальной оси станка;
- обеспечивать точное направление движения в сторону шпинделя с охранением соосности при вращательном движении;
- надёжно закрепляться в выбранном положении.
Обеспечение устойчивости и надежности крепления позволяет сохранять заданный класс точности обработки.

Простота конструкции и доступность комплектующих элементов позволяет изготовить эту часть токарного станка самостоятельно. При качественной сборке самодельная задняя бабка токарного станка будет выполнять основные функции не хуже заводской.
Токарный станок по металлу своими руками: основные узлы
Конструкция самодельного простого токарного станка, позволяющего обрабатывать заготовки состоит из таких деталей: рама, ведущий и ведомый центры, задняя и передняя бабки, упор для резца и электропривод.
Роль рамы — быть опорой для всех элементов и станиной оборудования. Передняя бабка неподвижна и играет роль основы для размещения базового узла вращения.
Передняя рама содержит передаточный механизм, связывающий ведущий центр с электродвигателем. Через ведущий центр заготовка приводится во вращение. Задняя бабка может двигаться параллельно продольной оси рамы. В соответствии с длиной будущей детали, устанавливают заднюю бабку так, чтобы прочно закрепить в ведомом центре конец обрабатываемой заготовки.
Для токарного станка подойдет любой привод но важный параметр: мощность 800- 1500 Вт. Дело в том, что только проблему низких оборотов еще можно решить с помощью передаточного механизма, а мощность двигателя остается одна и та же.
Хотя любой электродвигатель даже 200-ваттный может использоваться в самодельном токарном станке, надо учитывать, что при обработке крупных заготовок слабый двигатель может перегреться и произойдет остановка станка. Как правило, вращение передается с использованием ременной передачи, реже применяется фрикционная передача или цепная.
Для настольного станка иногда применяется конструкция без передаточной системы, патрон и ведущий центр крепятся непосредственно на вал электродвигателя.
Ведомый центр обязательно должен быть с ведущим центром размещен на одной оси, нарушение этого правила приведет к вибрации заготовки.
Условия, обязательные к выполнению: надежная фиксация, точная центровка и стабильное вращение. В станках лобовых заготовка фиксируется с помощью кулачкового патрона, либо планшайбой, в таких станках используется один ведущий центр.
Хотя рама может быть сделана из деревянного бруска, обычно ее собирают из стальных уголков или профилей. Рама должна обеспечить жесткое крепление ведомого и ведущего центров, при проектировании рамы должно быть обеспечено свободное перемещение бабки вдоль продольной оси станка, а также упора для резца.
После того, как все детали вашего самодельного станка установлены в правильном положении, нужно их жестко зафиксировать. Назначение станка, размер и тип заготовок, которые планируется обрабатывать, определяет форму элементов станка и итоговые габариты установки. Кроме этого от предполагаемой работы зависит тип и мощность электродвигателя, который должен создать достаточное усилие, которое будет вращать деталь. Параметры двигателя должны быть подходящими для ожидаемой нагрузки.
Самыми неподходящими для токарного станка являются коллекторные двигатели, для которых характерно увеличение количества оборотов при падении нагрузки. А в этом случае огромная центробежная сила может привести к вылету зафиксированной заготовки, а это очень опасно для того, кто находится рядом со станком.
Впрочем, если вы будете точить небольшие легкие детали, то переживать не стоит, а чтобы заготовка не могла бесконтрольно разогнаться, следует использовать редуктор для электромоторов такого типа.
При работе с заготовками длиной 0.7 метра и диаметром 10 сантиметров, рекомендованный тип двигателя — асинхронный, а мощность: 800 Вт. Для электропривода данного типа характерно стабильность частоты вращения вала, когда есть нагрузка, а при исчезновении нагрузки и заготовке большой массы не происходит запредельного увеличения частоты вращения.
Следует учитывать, что в построенных самостоятельно токарных станках всегда присутствует усилие, направление которого — вдоль вала. Если не использовать ременную передачу, это станет причиной быстрого разрушения подшипников электродвигателя, рассчитанных только на перпендикулярную нагрузку.
Так что, если вал двигателя непосредственно соединен с ведущим центром станка, подшипники электродвигателя будут постоянно находиться под нагрузкой, на которую не рассчитаны. Можно попробовать компенсировать эту продольную нагрузку, сделав в станке с обратной стороны упор вала двигателя (или, в некоторых конструкциях электродвигателя, нужно в задней его части установить между торцом вала и корпусом шарик — импровизированный подшипник).
Ведомый центр находится в задней бабке станка и может быть неподвижным или вращающимся. Неподвижный центр делают из самого обычного болта, у которого конец резьбы заточен под конус. В отверстии в бабке нарезана внутренняя резьба и, вращая заостренный болт, можно фиксировать заготовку между центрами.
У этого болта ход рассчитан на 2-3 сантиметра, а большие расстояния устанавливаются смещением задней бабки по оси станка. Ведомый центр в виде заостренного и отшлифованного болта следует смазать маслом (машинным)непосредственно перед началом работы. Это позволит избежать задымления заготовки.
Задняя бабка токарного станка по металлу является надёжной опорой для закрепления заготовки. Кроме этого она поддерживает второй край заготовки и обеспечивает её стабильное вращение. Во время сверления она захватом соединяется с суппортом. Сверло необходимого диаметра вставляется в патрон пиноля. Кроме свёрл предусмотрено крепление: плашек, метчиков, развёрток, зенкеров и других режущих инструментов. Такой широкий ассортимент применяемых инструментов позволяет проводить широкий спектр обрабатывающих операций.
Регулировка и ремонт задней бабки
Первоначальная регулировка данного элемента производиться специалистами на заводе. Длительная эксплуатация приводит к нарушению этих регулировок. Это ухудшает показатели точности обработки. Поэтому необходимо периодически проводить регулировку. Она направлена на возвращение параметров узла в исходное положение. Регулировка включат следующие операции:
- величины люфта образовавшегося между направляющими станины и основанием узла;
- минимальных зазоров в передних и задних подшипниках крепления пиноли (для моделей у которых пиноль вращается);
- устранение возникшего смещения центра относительно шпинделя.
Особое значение имеет соблюдение геометрической соосности между шпинделем и пинолью.
Для проверки в шпинделе зажимают стальной вал диаметром, например 100 мм и длиной около 500 мм. С другой стороны его зажимают пинолью. Величина выбранного вала зависит от характеристик станка. На направляющих станины устанавливают специальную стойку, снабжённую индикаторной головкой. Её перемещают вдоль установленной болванки и производят измерения параметра смещения. При необходимости производят регулировку положения центра упора.

Периодичность проверки, порядок регулировки указаны в паспорте каждого станка. Опыт профессионалов показывает, что целесообразно проводить такие проверки один раз в полгода. Нарушение параметров, выход из строя превращает агрегат в токарный станок без задней балки. Проведение плановых профилактических осмотров на предприятиях проводят опытные наладчики. Они могут квалифицированно определить изменение параметров и появившиеся неисправности.
После проверки может возникнуть необходимость на проведение восстановительных или ремонтных работ. Ремонт задней бабки токарного станка позволяет устранить неисправности и восстановить следующие параметры:
- точность стыковки станины с корпусом узла;
- высоту расположения шпинделя и пиноли.
Оглавление
Задняя бабка токарного станка предназначается для поддержания обрабатываемой заготовки, которая крепится непосредственно в этот узел. Здесь заготовка вращается относительно своей оси, пока подвергается обработке режущим инструментом. В устройства также можно закреплять сами инструменты, такие как зенкеры, сверла, метчики, плашки, центра, развертки и так далее. Она расположена на станине, а положение центра в данном случае зависит от того в какой именно последовательности производится крепление болтов. В процессе настройки следует избегать ударов по корпусу, так как они могут сбить положение центра. Поэтому могут возникать проблемы как выставить заднюю бабку. Перемещение данного технического узла станка происходит вручную, так как она передвигается по направляющим станины. Операции по закреплению осуществляются при помощи рукоятки.

фото:задняя бабка токарного станка
Сам же токарно-винторезный станок 1К62, а также другие модели, используется для обработки деталей, таких как валы, диски, втулки и прочие цилиндрические заготовки. Они обрабатываются точением, которое проходит внутри и снаружи детали, в зависимости от используемого резца. Данное оборудование весьма распространено в современной промышленности, поэтому все узлы у него являются точно выверенными.
Устройство задней бабки токарного станка
Данный элемент токарного станка имеет такие основные конструктивные детали:
- Основание устройства или плита;
- Корпус задней бабки
- Пиноль;
- Маховик (колесо перемещения пиноли);
- Рукоятка маховика (фиксация задней бабки);
- Винт для поперечного перемещения задней бабки.

фото:устройство задней бабки токарного станка
Как правило, плита во всех моделях делается плоской. Во время работы следует обеспечивать максимально надежное крепление. Выступ поперечины необходимо располагать в щели, образуемой направляющими станка.
Принцип работы задней бабки
Задняя бабка токарного станка имеет отверстие в пиноли, куда вставляются инструменты для обработки. Во время работы она передвигается по станине, чтобы подобрать подходящее расстояние, соответствующее размерам обрабатываемой заготовки. В зависимости от типа работ, в заднюю бабку помещают как вращающиеся детали, так и неподвижные. Все перемещения осуществляются во время подготовительных процессов, тогда как во время работы этот узел остается неподвижным.
Стоимость ремонта
| Вид работ | Стоимость |
| Профилактика Шпинделя | 9,000 руб. |
| Устранение сбоев в работе зажимного устройства | 19,000 руб. |
| Перегорание (повреждение) обмотки статора | 30,000 руб. |
| Замена подшипников с балансировкой ротора | 50,000 руб. |
| Замена датчиков шпинделя | 10,000 руб. |
| Техническое обслуживание | 10,000 руб. |
| Нестандартные работы | 10,000 руб. |
| Капитальный ремонт | 50,000 руб. |
| Модернизация станочного оборудования | 30,000 руб. |
Основная наша специализация — ремонт станков
Если ваш станок не работает, наш специалист приедет в кратчайшие сроки и починит его. Позвоните и проконсультируйтесь по тел: 8
Технологии
За счет использования современных приборов мы более точно определяем неисправности. И экономим ваши деньги на ремонте
Если с вашим станок сломался не стантартно. Мы отправим его нашим техническим специалистам и они решат любую проблему
Скорость.
Вам нужно чтобы станок в кратчайшие сроки работал. Наши желания совпадают.

Прочитайте полезную информацию:
Стоимость ремонта станка
Любая техника при недостаточном уходе и несвоевременной диагностике выходит из строя. В данной статье читатель может найти информацию о видах станков, распространенных поломках, а также о действиях специалиста при ремонте.
Ремонт станины станка
От того, в каком состоянии находятся направляющие станины токарного оборудования, зависит точность его работы. Поэтом нужно своевременно проводить ремонт оборудования и ео отельных элементов.
Ремонт бабки станка
Ремонт координатных станков
Что собой представляет координатный станок? Как его чинить самостоятельно и стоит ли это делать?
Виды производственных станков, их наладка и обслуживание.
Для эффективной работы со станочным оборудованием, необходимо разбираться в типах и предназначении станков, уметь проводить наладку и самостоятельное обслуживание. В данной статье разберем основные виды станков и общие правила наладки.

При заключение договора на долгосрочное обслуживание вы получаете скидку до 20%. Не забываете на все виды работ у нас действует гарантия.
- инженер — механик
- Программист ЧПУ
- Инженер наладчик
- Электрик
- Электронщик
- Слесарь — ремонтник
Передняя и задняя бабки токарного станка
За точность установки и обработки детали в токарных станках отвечают специальные узлы — токарные бабки.
Задняя (упорная) бабка — узел токарного станка для фиксации (поджатия) обрабатываемых заготовок с помощью упорного или вращающегося центра, а также для установки режущего инструмента: сверл, зенкеров, разверток.

Передняя бабка для токарного — Самодельные станки
Вопрос такой, удастся ли ровно проточить гнезда для подшипников с обоих сторон? Ведь за одну остановку проточить не удастся. Токарь сказал что с индикатором можно ровно выставить и будет нормально.
Еще так же вопрос. Я общался со слесарем, который раньше занимался ремонтом токарных станков он говорил, что на шпинделе со стороны патрона стоит конический, а противоположной стороны шариковый. Т.е. не нужно два подшипники конических
Если в люнете делать, то можно. Сперва в центрах обточить трубу снаружи. Потом зажать в люнете, использовать проточенную поверхность как базу относительно которой протачивать посадки подшипников. Тогда можно получить неплохую соосность. Но даже если там будет некоторая несоосность, это не страшно. Все подшипники допускают работу с перекосом колец.
У токарных промышленного класса стоит не конический, а шариковый радиально-упорный. Это где шарики в два ряда и под углом относительно колец. Иногда еще и дуплексный, два подшипника подобраны парно так, что биения и разность размеров минимальны.
Но все эти навороты в зоопарке смысла не имеют. Это надо для промстанков, чтобы сохранял паспортную точность весь срок службы под постоянной промышленной нагрузкой.
Для хобби и обычные роликовые конические сгодятся. Такие же ставятся в ступицы, а нагрузка на ступичный куда больше, чем на хоббийный шпиндель.
Конический надо ставить ближе к патрону, а около шкива обычный радиальный(«шариковый»).
Устройство бабки токарного станка (шпиндельный узел)
Передняя бабка состоит из шпинделя, установленного в корпус, узла изменения направления вращения и регулировки оборотов, механизма пуска и останова.
Корпус шпиндельного устройства может иметь различную форму, отливается, как правило, из чугуна. В современных станках в жестком корпусе передней бабки имеются точные отверстия для установки передних и задних подшипников шпинделя.
Передача вращательного движения от двигателя к шпинделю осуществляется посредством клиновых ремней и шестерней зубчатой передачи. В станках токарной группы с ЧПУ энкодер воспринимает вращение шпинделя и преобразует его в электрический импульс, посылаемый в модуль ЧПУ. В свою очередь, контроллер управляет работой серводвигателя привода для постепенного (не дискретного) регулирования частоты оборотов шпинделя.
Самодельный мини токарный станочек из профтрубы (почти как заводской)
В сегодняшнем обзоре автор с нами поделится личным опытом изготовления самодельного мини токарного станка.
Основой станка является квадратная профильная труба 60х60 мм (толщина стенки — 3 мм).

Размеры профтрубы выбран неслучайно — в нее идеально входит зажимной патрон диаметром 16 мм. В результате у нас получится довольно компактная передняя бабка.

Если использовать для изготовления передней бабки сверлильный патрон диаметром 13 мм, то в данном случае надо будет использовать профиль 50х50 мм.

Советуем также прочитать: как изготовить простой и компактный станочек для изготовления хомутов для арматурных каркасов .
Длина станины токарного станка составляет 22 мм, но при необходимости можно сделать ее и длиннее.

Изготовление передней бабки токарного станка
Начинаем с изготовления передней бабки. В качестве шпинделя выступает сверлильный патрон.
К задней части сверлильного патрона нужно будет приварить стальную бобышку длиной 30 мм и диаметром 32 мм (внутренний диаметр — 17 мм).

Наружную поверхность бобышки автор проточил на токарном станке до диаметра 30 мм под подшипник 6906.
Выступающая часть стальной бобышки имеет диаметр 20 мм, и служит посадочным местом под шестеренку.
Переднюю часть сверлильного патрона необходимо проточить на токарном станке до диаметра 35 мм — под подшипник 6907.


Собираем все детали вместе, и получаем довольно компактный патрон-шпиндель (для нашего станка — это именно то, что нужно).

Корпус передней бабки состоит из трех основных деталей:
- фланец диаметром 80 мм;
- кусок профтрубы длиной 65 мм;
- квадратная пластина толщиной 8 мм.
Фланец имеет центрирующий ободок под профиль 60х60 мм, который имеет посадочное место под подшипник 6906.



Металлическая квадратная пластина забивается в торец профильной трубы (корпуса), и обваривается.

В этой пластине нужно будет сначала высверлить, а потом — расточить отверстие под передний подшипник.
К корпусу передней бабки привариваются пластины из толстого металла, в которых сверлятся крепежные отверстия.

Основные этапы работ
В станине токарного станка автор прорезал паз длиной чуть больше 10 см и шириной около 8 мм. Также по разметке надо просверлить крепежные отверстия.
Внутри станины с помощью винтов М6 крепится полоса металла толщиной 8 мм.

В профильной трубе и самой полосе мастер просверлил ряд отверстий с шагом 20 мм. В них нарезается резьба М8.

Передняя бабка крепится к станине с помощью четырех винтов М6. Для их затяжки снизу станины просверлены отверстия под шестигранник.


Также снизу станины необходимо просверлить отверстия под винты М4. С помощью винтов к станине крепится основание (стальная пластина толщиной 6 мм).

Размеры основания — 220х95 мм. В основании сверлим крепежные отверстия для крепления к столу или иной рабочей поверхности.

Следующую деталь автор изготовил из токарного резца (ее ширина — 17 мм). Данная деталь вставляется в станину, и крепится четырьмя винтами М4.

Изготовление продольной и поперечной подачи
Основная деталь продольной подачи изготовлена из профильной трубы 80х80 мм (с толщиной стенки — 4 мм).
От профильной трубы отрезается часть стенки с бортиками высотой 10 мм, к которой приваривается щечка с одной стороны. В щечке сверлим отверстие диаметром 8 мм — для прохода резьбы М8.


В детали, изготовленной из токарного резца, автор сверлит отверстие, соосное отверстию в щечке.

После этого просверленное отверстие нужно будет рассверлить до диаметра 14 мм и нарезать резьбу М16.
Резьбу М16 автор использовал для того, чтобы шаг подачи был побольше (1 оборот — 2 мм).

К подвижной площадке (с внутренней стороны) автор крепит квадратный пруток (регулируемый прижим).
Из куска профильной трубы 40х20 мм автор изготовил основу поперечной подачи. Прорезь в ней сделана под винт М6. Внутрь вставляется и приваривается удлиненная гайка М8.


Винтом поперечной подачи служит кусок шпильки М16. На конце сделана проточка диаметром М8 под ручку от старой швейной машинки.

Продольная подача прижимается к станине при помощи самодельного прижима, который располагается внутри станины.
Устанавливаем продольную подачу на основание, и крепим ее. Далее по тому же принципу изготавливается поперечная подача, но уже из куска профиля 50х50 мм (толщина стенки — 2,5 мм).


Сверху поперечной подачи крепится металлическая пластина толщиной 6 мм (служит для крепления резцедержателя).

Ходовой винт поперечной подачи сделан из шпильки М8. С одной из сторон сделана проточка и нарезана резьба М6 — для самодельного маховика.

Сборка всех элементов конструкции
Станину прикручиваем к основанию. Устанавливаем переднюю бабку, а затем продольную и поперечную передачу.
В качестве привода используется электромотор 775 на 80W.
На последнем этапе останется только изготовить заднюю бабку, и закрепить ее на станине токарного станка.
Подробный обзор можно посмотреть в авторском видеоролике (с YouTube канала I.V. Мне интересно).
Читайте также: