Измерительные инструменты токаря по металлу название
Обновлено: 04.10.2024
В процессе работы токарь пользуется средствами для настройки станка на требуемые размеры и проверки годности изделий.
Применяемые для этого инструменты можно разделить на две группы: измерительные — для определения действительных размеров обрабатываемых поверхностей и контрольно-проверочные — для установления годности размеров и формы детали в пределах технических требований рабочего чертежа.
К первой группе относятся все шкальные инструменты: измерительные линейки, штангенциркули, микрометры, угломеры, индикаторы, индикаторные нутромеры, а также простые бесшкальные инструменты — кронциркули, нутромеры, рейсмасы.
Измерительные инструменты для точных измерений имеют две шкалы — основную и нониусную. Последняя позволяет измерять с точностью до долей миллиметра.
Измерения кронциркулем и нутромером, которые не имеют шкал, выполняются определением величины раствора ножек, установленных по размеру измеряемой поверхности, линейкой или штангенциркулем.
Рейсмасом пользуются для выверки положения заготовок, закрепляемых в четырехкулачковых патронах, планшайбе, на угольнике. Его игла настраивается на размер по разметочным линиям заготовки или измерительной линейкой.
Измерительные инструменты характеризуются ценой и интервалом деления, а также пределами измерения.
Цена деления — это значение измеряемой величины, соответствующее одному делению шкалы.
Интервал деления соответствует расстоянию между двумя соседними штрихами шкалы.
Пределы измерения — это наибольший и наименьший размеры, измеряемые данным инструментом.
С учетом возможных погрешностей процесса измерения выбор типа измерительного инструмента обычно производят так, чтобы точность отсчета размера с его помощью была не более 1/2 допуска определяемой величины.
Во вторую группу средств измерения входят предельные калибры (пробки, скобы, кольца, втулки), шаблоны, щупы, угольники, лекальные линейки.
Предельными калибрами определяют годность размера детали в пределах допуска. Они имеют две стороны — проходную ПР и непроходную HE соответственно предельным значениям проверяемого размера. Изделие считается годным, если проходная сторона калибра проходит, а непроходная не проходит относительно проверяемой поверхности. Достоинством предельных калибров является объективность и быстрота проверки, поэтому их преимущественно применяют при изготовлении больших партий деталей.
Шаблоны представляют собой измерители, чаще всего в виде пластин, имеющие на одной или нескольких боковых сторонах профиль проверяемой поверхности. Годность изделия определяется ими на просвет, по степени прилегания поверхности шаблона и детали.
Аналогичный способ контроля прямолинейности или перпендикулярности поверхностей детали на просвет выполняется лекальными линейками и угольниками. При необходимости величину зазора в этом случае определяют набором мерных пластин — щупов.
Для уменьшения погрешностей измерения при проверке изделий необходимо руководствоваться правилами эксплуатации средств измерения.
1. Точные измерения выполнять при нормальной температуре (20 °C).
2. Нельзя измерять вращающиеся детали.
3. При измерении поверхности инструмента и детали должны сопрягаться без перекоса.
4. Нельзя прилагать больших усилий к измерительным инструментам. Инструменты для точных измерений снабжены для этой цели трещотками и тарированными пружинами. Предельные калибры должны входить в контакт с контролируемой поверхностью под действием собственного веса или легким усилием руки.
5. Поверхности детали и инструмента перед измерением должны быть тщательно очищены от грязи и стружки.
6. Следует оберегать средства измерения от случайных ударов.
7. Перед пользованием измерительными инструментами необходимо проверить совпадение нулевых (начальных) рисок основной и нониусной шкал.
8. По окончании работы тщательно очистить инструменты, а точные измерительные поверхности промыть авиационным бензином или спиртом и смазать бескислотным техническим вазелином.
9. Следует пользоваться только инструментами, прошедшими аттестацию на точность.
Наиболее часто употребляемые средства измерения и контроля для токарных работ приведены в табл. 6.5.
Контрольно-измерительные инструменты: основные виды мерительных приборов в машиностроении

Всевозможные детали для современных станков необходимо изготавливать с высокой точностью. Это значит, что на завершающих стадиях производства их геометрические параметры необходимо проверять на соответствие нормам, для чего и применяют контрольно-измерительные инструменты. Использование линеек, штангенглубиномеров, щупов обязательно в процессе выпуска заготовок, поэтому нужно знать, что они из себя представляют, какими должны быть, как работают. В статье мы рассмотрим разные типы, чтобы вы впоследствии могли сделать правильный выбор.
Таких приспособлений придумано и внедрено уже очень много, и они отличаются между собой по самым разным показателям. Мы приведем наиболее полезные признаки, по которым их можно сгруппировать или, наоборот, разделить. Такой подход облегчит их покупку – вам будет проще понять, что требуется заказать.
Классификация мерительного инструмента в машиностроении: виды
Ключевой параметр – поставленные задачи, по назначению выделяют следующие его варианты:
- ручной – показания снимает человек;
- цифровой – аналогичные операции осуществляет уже компьютер;
- механический – габариты фиксируются путем непосредственного физического контакта с поверхностями детали;
- лазерный – определение соответствия происходит уже без соприкосновения с заготовкой;
- строительный – ориентированный на площадки для возведения зданий, нужен для расчета ДхШхВ, угла и тому подобных параметров;
- разметочный – с его помощью определяют контуры, важные точки, расстояния будущих объектов, прежде чем приступить к их изготовлению;
- универсальный – позволяет решать сразу несколько задач.
Категории достаточно условны: в одну из них способны входить сразу несколько приспособлений. Например, линейка является и ручной, и механической.
Также идет деление по материалам изготовления (устройства, выполненные из металла, пластика, дерева, композитов) и по конструкции (простые и сложные). Но есть еще один эксплуатационный показатель, заслуживающий отдельного рассмотрения.
Классификация измерительных инструментов по уровню точности
Для каждой группы существует свой класс, то есть максимальная погрешность, которую можно допустить при определении геометрических параметров заготовки. Механические приборы могут быть:
- бесшкальные – для выяснения прямолинейности контактных поверхностей;
- штангенинструменты – для выставления внутренних/внешних габаритов;
- головки (пружинные, рычажные, комбинированные) – для фиксации биения;
- микрометрические – для выдерживания параметров особо точных резьбовых соединений (шаг доходит до 0,01 мм).
Технические характеристики инструментов для измерения размеров
Все они должны строго соответствовать ГОСТам. Каким именно? Это зависит от типа, конструкции, назначения приспособления. Опираясь на действующие межгосударственные стандарты, производители могут выпускать линейки, щупы и другие приборы по собственным ТУ, при условии, что качество готового изделия будет высоким.
Но у потребителей традиционно больше доверия к ГОСТам, которые стали своеобразным знаком качества, поэтому заводы-изготовители стараются всячески акцентировать внимание именно на них, указывая в рекламе, выбивая на корпусах и тому подобное.
В общем же случае требования к устройству и характеристикам определяют:
- типы измерительных инструментов – назначение, области формы, габариты и возможные допуски с предельными отклонениями;
- материал исполнения для текущего класса, в том числе и наносимые покрытия.
Проверка на соответствие осуществляется в процессе приемки, вместе с порядком упаковки и комплектации, перевозки и хранения, использования и утилизации.
Все рассматриваемые помощники призваны определить габариты заготовки, но они могут давать и неточные результаты – чаще всего из-за неправильного их использования. Приложить линейку не так, как нужно, проще, чем может показаться. Но также погрешности возникают из-за неисправностей, повреждений, дефектов, загрязнений приспособлений.
Эксплуатация инструментов
Осуществляется на основании ГСИ – Государственной Системы Измерений, обеспечивающей единство метрологических приемов и решающей сразу две важные задачи:
- централизованный контроль над поверками, утверждение допустимых средств, лицензирование в области изготовления и ремонта;
- курирование практического использования передовых методик, ввода эталонных значений и других сопутствующих вопросов.
Сама ГСИ является частью структуры Росстандарта, потому именно в региональных подразделениях федерального агентства стоит решать все вопросы, касающиеся аттестации.
Важной задачей любого предприятия, эксплуатирующего механические или цифровые устройства, является поддержание этих приборов в исправном состоянии, а для этого их необходимо регулярно поверять, отдавая на экспертизу в лаборатории.
Виды контрольно-измерительных инструментов
Рассмотрим те из них, которые продолжают активно применять в машиностроении, при обработке различных материалов и выполнении широкого ряда слесарных операций.
Поверочные линейки
Существуют следующие их варианты:
- ЛТ – лекальные трехгранные, выясняют линейные несоответствия и, помимо этого, определяют «на просвет» щель; в сечении выглядят как равносторонний треугольник с радиусными выемками.
- ЛД – с двухсторонними скосами, ножевидной формы, с теплоизоляционными накладками (если их длина более 200 мм); нужны для проведения всевозможных операций контроля.
- ЛЧ – четырехгранные, с углами по 90 градусов, для удобства оснащаются ручками; могут быть 0 и 1 класса точности.
- ШД – двутавровые, выполненные из У7, СТ50 или соответствующих инструментальных марок с высоким содержанием углерода.
- ШП – прямоугольные, твердостью 51 HRC и выше, актуальные при сборке и монтаже различных машинных узлов, подходят для определения отклонений.
- ШМ (-ТК) – «мостикового» типа, изготавливаются из гранита или чугуна, с шаброванными или шлифованными кромками; с их помощью устанавливают ровность плоскостей оборудования, станков, верстаков.
- УТ – трехгранные угловые, с пересечением в 45, 55, 600; позволяют на практике реализовать метод «на каску».

Поверочные призмы
Эти виды мерительного инструмента повсеместно используются для позиционирования осей, а также для выверки валов и нанесения разметки. Еще одна ниша, в которой они актуальны, – проверка степени вертикальности/параллельности. Также с их помощью крепят заготовки, прежде чем приступить к растачиванию.

Штангенглубиномер
Это приспособление с выносной линейкой и дисплеем, фиксирующим значения. Его роль – определять глубину различных отверстий и пазов (что ясно даже из его названия). Современные его модели – цифровые, обеспечивающие точность до 0,01 мм.
Особенно востребован при проведении следующих работ:
- расточка и фрезеровка на станках;
- ремонт функциональных узлов, агрегатов, составных частей аппаратов;
- строительно-монтажные операции.

Штангензубомер
Это измерительный инструмент, описание которого уместится в емкое: «гибрид глубиномера и циркуля». По своей конструкции он представляет собой что-то среднее: это приспособление с двумя планками, скрещенными под прямым углом. По той, что в процессе эксплуатации располагается вертикально, фиксируют высоту зубьев. По горизонтальной – их толщину.
Данное устройство очень востребовано при выпуске различных шестеренок и реек.

Штангенциркуль
Настоящая классика для вычисления линейных показателей (как наружных, так и внутренних) всевозможных объектов. Подходит для широкой номенклатуры предметов, позволяет найти ДхШхВ и по праву считается универсальным. До сих пор применимы механические его модели, хотя самыми современными давно уже считаются электронные.
В общем случае применение контрольно-измерительного инструмента сводится к следующим действиям:
- зажимаете деталь губками;
- фиксируете стопорным винтом рамку;
- достаете заготовку;
- считываете результат.
Важно обеспечить аккуратность позиционирования, тогда полученная цифра будет максимально точной.

Микрометр
Тоже предоставляет возможность вычислить линейные показатели, но выполнен по-другому. По своей конструкции может быть:
- гладкий – для нахождения наружных параметров деталей прямым методом;
- листовой – для вычисления толщины плоских объектов (например, лент);
- призматический – для лезвий, ножек, кромок;
- резьбовой – для определения габаритов соединений (дюймовых и метрических);
- рычажный – ориентирован на прецизионные детали;
- трубный – для диаметров полых цилиндрических объектов.

Нутромер
Это очень популярный измерительный инструмент, и его назначение – быстрое и точное нахождение размеров внутренних поверхностей, отверстий и пазов всевозможных заготовок.
Современные его вариации выпускаются в двух исполнениях:
- Микрометрический – служит для вычисления абсолютных величин, представляет собой стебель с наконечником, винтом и жестко зафиксированным барабаном (удлинители опциональны). Устанавливается под углом в 900 по отношению к оси детали, первый его конец располагается у внешней кромки отверстия, второй – двигается диаметрально, вплоть до определения результата.
- Индикаторный – нужен для поиска относительных значений, в его составе есть головка, втулка, мостик, грибок, тройник, часовой циферблат и иные элементы. Ключевая особенность – 2 шкалы: на одной – полные обороты, на другой – показатель в рамках шага в 0,01 мм. Его размещают в отверстии и смотрят, насколько и куда при легком покачивании отклоняется стрелка.

Угломер
Назначение мерительного инструмента в этом случае сводится к контролю точности выдерживания угла между различными поверхностями, например, двух деталей или функциональных узлов.
Наиболее распространенный вариант – слесарный, с нониусом, то есть шкалой, обеспечивающей наглядное и прецизионное считывание.

Радиусные и резьбовые шаблоны
Представляют собой наборы пластин, сделанных из прочного металла (обычно это высокоуглеродистая сталь). Нужны для операций контроля.
Первые их разновидности, как ясно из названия, помогают найти радиусы кривизны различных заготовок. Выпуклые элементы позволяют определить внутренние диаметры, вогнутые – наружные.
С помощью вторых можно выяснить параметры резьб, нанесенных в дюймах или метрах, а именно число ниток (витков) и номинальный шаг соответственно. Для этого достаточно приложить приспособление к поверхности объекта и зафиксировать расхождение.
Кронциркуль
Этот специальный мерительный инструмент используется человечеством для сравнения реальных значений с эталонными вот уже 2,5 тысячи лет. Применяя его, можно найти:
- соотношение ДхШхВ, радиус, толщину;
- интервалы, перемычки, ступени;
- величину выступов стенок.
Работать с ним достаточно просто: нужно лишь развести его ножки на необходимую дистанцию, а после сводить лапки – вплоть до того, пока они не коснутся поверхностей заготовки. Дальше останется лишь зафиксировать полученный показатель.

Штангенрейсмас
Данное приспособление очень удобно при нанесении вертикальной разметки и при вычислении высот различных объектов. Представляет собой рамку на тяжелом основании, оснащенную призмой (или ножкой), нониусом, парой винтов, штангой с линейкой и двумя фиксаторами.
Давайте посмотрим, как в этом случае правильно проводить измерения (и измерительные инструменты, при их корректном использовании, обеспечивают высокую точность результатов). Действуйте так:
- осуществите поверку;
- поднесите устройство к детали, удерживая за подошву;
- перемещайте основную рамку до тех пор, пока призма полностью не соприкоснется с поверхностью заготовки;
- отметьте текущие значения на обеих шкалах;
- считайте эти величины и добавьте к ним показания нониусов.

Обычно выпускается в виде целого набора пластин толщиной 0,02-1 мм. Среди них можно без проблем выбрать ту, которую удастся максимально плотно вставить между элементами сопряжения или двумя объектами. Таким вот нехитрым образом и определяется величина зазора – основная рабочая характеристика измерительного инструмента.

Концевые меры длины
Представляют собой комплекты плоских и отполированных плиток, сделанных из керамики и/или высоколегированных сортов стали. Все они укладываются в футляр из дерева и пластика (причем каждая занимает свою, строго определенную ячейку), а в процессе использования достаются по мере необходимости.
Нужную из них прикладывают к поверхности детали и таким образом:
- убеждаются в точности показаний контрольного устройства;
- задают направление ремонта станка, аппарата, агрегата;
- быстро наносят разметку.
Наборы образцов шероховатости
Говоря о том, какие инструменты относятся к измерительным, нельзя забывать о самых простых, но в то же время полезных. Данное приспособление относится именно к такому типу. Это тоже комплекты плиток, но уже с рельефными поверхностями. Они собираются в футляры, из которых и извлекаются на свет по мере надобности.
С их помощью можно:
- убедиться в гладкости материала продукции;
- точно установить качество плоскости, расположенной в труднодоступном участке;
- оперативно проверить уровень изготовления заготовки на любой из стадий производственного цикла.
На практике они используются после осуществления целого ряда важных операций. Современное назначение контрольно-измерительных приборов и инструментов в машиностроении – определение правильности выполнения расточки, фрезерования (торцевого, цилиндрического или перекрестного), шлифования (в том числе и достаточно специфического, вроде чашеобразного). Причем реальные результаты сравниваются с эталонными значениями как визуально, так и тактильно.
Любые из рассмотренных приспособлений, даже простейшие, будут точны только при грамотном хранении, регулярном уходе, аккуратной эксплуатации. Важно держать их в предназначенных для этого футлярах, очищать и смазывать, оберегать от силовых воздействий и влаги, своевременно сдавать на поверку.
Теперь вы и сами легко перечислите, какие есть основные измерительные инструменты, и сможете правильно предназначать их для выполнения тех или иных операций. Ну а если потребуется заказать какие-то из них, обращайтесь, и мы по выгодным ценам предоставим все необходимые устройства.
Виды измерительных приборов, описание координатно-измерительных станков
Процессу изготовления любой детали или заготовки предшествует определение ее основных характеристик – размеров и массы. Для этого применяются специальные инструменты, а в некоторых случаях целесообразно использовать измерительные станки.
Виды измерительных инструментов
Для вычисления текущих параметров детали применяются различные приспособления и инструменты. Среди них наиболее часто используются штангенциркули, линейки всех видов, нутромеры, микрометры, кронциркули. Для правильного выбора определенной модели необходимо знать максимальные и минимальные размеры искомых величин, степень погрешности.
Прежде всего необходимо определиться с операциями по измерению конкретного типа оборудования. Чаще всего они требуются для наладки ответственных узлов и деталей – шпиндельной головки, коробок скоростей и передач, подвижных механизмов. Одновременно с этим инструмент применяется для снятия параметров деталей, проходящих процесс обработки.
Чаще всего для наладки оборудования и контроля размеров деталей применяются следующие типы инструментов:
- штангенциркуль. Предназначен для снятия наружных и внутренних размеров. Состоит из металлической штанги (линейки), рамки и измерительных губок. В зависимости от типа исполнения бывает механический и электронный. Последний обеспечивает высокий показатель снятия замеров;
- нутромер. Необходим для определения глубины пазов, вычисления высоты уступов и других типов неровностей на поверхности детали или узла станка. Чаще всего используются индикаторные модели или микрометрические.
- кронциркуль. С его помощью снимают наружные размеры средних и больших заготовок;
- курвиметр. Предназначен для измерения криволинейных поверхностей;
- уровень или ватерпас. Имеет широкую область применения – от строительства до изготовления точных приборов. Необходим для проверки горизонтального уровня.
Кроме этих инструментов стоит отметить линейки различного типа. Они могут устанавливаться на рабочий стол станка для увеличения точности обработки.
В конструкции вертикально-сверлильного оборудования линейка монтируется непосредственно в переднюю часть шпиндельной головки. Она имеет подвижный элемент, соединенный со сверлильным патроном. Таким образом можно контролировать глубину сверления.
Параметры измерительных станков

Кроме инструментов существует класс станков, предназначенный для определения точных размеров деталей и заготовок. Это оборудование получило название координатно-измерительное. Для выполнения поставленной задачи происходит снятие текущих габаритов в трех координатах.
Конструктивно подобные станки или как их еще называют – столы, состоят из рабочей поверхности, на которую устанавливают деталь. Рабочие головки имеют датчики для считывания геометрических параметров и изменяют свое положение по трем координатам. В зависимости от способа снятия данных различают два метода – контактный и бесконтактный. В первом случае информация считывается с помощью пьезоэлектрического датчика-щупа. Работа бесконтактного метода основана на возвращении светового сигнала от поверхности объекта.
Для выбора оптимальной модели станка делают сравнительный анализ следующих характеристик:
- погрешность. Наименьший показатель достигается при бесконтактном снятии данных;
- размеры рабочего стола. От этого зависит максимально допустимые габариты образца и возможность работы с несколькими деталями одновременно;
- максимальное смещение рабочей головки относительно рабочего стола по трем осям координат;
- минимальный шаг смещения инструмента;
- тип программного обеспечения. Он определяет возможность вывода графической и текстовой информации в удобной для анализа форме. Также с помощью ПО программируется алгоритм действий оборудования;
- габаритные размеры и вес.
В течение всего периода эксплуатации необходимо соблюдать рекомендации производителя по обслуживанию станка. Это напрямую влияет на точность измерений.
Кроме параметров оборудования при работе следует учитывать показатели окружающей среды – температуру воздуха и влажность. В особенности это актуально при применении бесконтактного метода снятия данных.
Правила работы с оборудование и инструментом

Для того чтобы профильный прибор или оборудование выполняли свои функции в полном объеме – необходимо периодически выполнять профилактику и проверять их состояние. Нужно помнить – чем сложнее прибор, тем выше вероятность его поломки или потери первоначальных показателей.
Перед началом эксплуатации необходимо ознакомиться с инструкцией по применению. Важно соблюдать правила работы с конкретной моделью. Они подробно изложены в паспорте оборудования.
Кроме этого следует учитывать такие факторы, которые могут повлиять на точность измерений:
- периодическое проведение проверок;
- контроль за состоянием отдельных узлов и агрегатов;
- применение только по предназначению.
Эти простые правила позволят значительно увеличить срок работы прибора.
В качестве примера можно посмотреть видеоматериал, в котором подробно рассказывается о вышеописанных инструментах для домашней мастерской:
Основные инструменты токаря. Измерительный инструмент токаря
По способу применения измерительные средства делят на три группы: меры, измерительные приборы и инструменты, калибры. Мерами называют средства измерения, воспроизводящие физическую величину заданного размера. К ним относят (рис. 131) масштабные стальные линейки, рулетки, транспортиры, плоскопараллельные концевые меры длины, угломеры, угломеры-угольники, угольники простые и тавровые.

Рис. 127. Доводка и нонтроль резца
Приемы измерения линейками, угольниками, шаблонами показаны на рис. 132 и 133. Измерительными приборами и инструментами называют устройства, с помощью которых измеряют фактические размеры детали. Штангенциркуль предназначен для измерения диаметров и длины деталей с точностью 0,1 мм. Он состоит из штанги, измерительных губок, рамки, зажима рамки, нониуса 5 и глубиномера 6. Штангенциркули выпускают с пределами измерения 0—200 мм, 0—320 мм и 0—500 мм, 240—700 мм, 320—1000 мм, 500—1400 мм и 800— 2000 мм.

Рис. 128. Приспособления для затачивания разверток изеннеров

Рис. 129. Приспособление н универсально-заточному станну для затачивания передней (а) и задней (б) поверхности режущей части метчинов
К микрометрическому инструменту относят гладкие микрометры, предназначенные для измерения диаметра детали. Микрометр (рис. 135,а) состоит из скобы, пятки, винта, стопора, стебля, барабана, на конической части которого нанесена шкала нониуса с 50 делениями, и трещотки, служащей для ограничения подачи микрометрического винта. Их изготовляют с интервалом 25 мм; 0—25, 25—50, 275—300 мм, далее через интервал 100 мм: 300—400; 400—500; 500— 600 мм. Точность измерения 0,01 мм. Микрометрический нутромер предназначен для измерения внутренних размеров детали и состоит из измерительной поверхности, стебля, стопора, микрометрического винта, барабана и гайки. Точность измерения 0,01 мм.
Микрометрический глубиномер применяют для измерения глубины отверстий, высоты уступов и др. Он состоит из основания, микрометрической головки, стопорного устройства, цилиндрического гнезда и сменных измерительных стержней.

Рис. 130. Затачивание задних поверхностей режущей части перьев плашки (а) и передней поверхности плашни(б)

Рис. 131. Контрольно-измерительный инструмент

Рис. 132. Измерение линейных размеров (а), диаметров тел вращения (б) и толщины стеной полого тела (в)

Рис. 133. Шаблоны: а…в—профильные; г…е—резьбовые; ж—радиусные; з—пластинчатые
Индикатор часового типа (рис. 136, б) применяют для измерения толщины и отклонения детали от симметричности. Он состоит из корпуса, стопорного винта, циферблата, обода, стрелки, малой стрелки нониуса, гильзы, стержня, шейки, шарика и головки. Точность измерения 0,01 и 0,001 мм.
Калибры — это бесшкальные контрольные инструменты. К ним относят предельные калибры-пробки (рис. 137, а, б), состоящие из корпуса 2 и двух пробок: проходной и непроходной. С помощью этих пробок измеряют внутренний диаметр отверстия. Предел измерения от 1 до 50 мм. Для проверки отверстий больших размеров применяют пробки односторонние (рис. 137, в), насадные (рис. 137, г) и неполные (рис. 137,5). Калибры-скобы служат для измерения диаметра валов. Жесткими скобами (рис. 138, а—ж) измеряют диаметры. Предел измерений от 1 до 200 мм. Для контроля валов диаметром до 300 мм применяют регулируемые скобы. К корпусу привернута неподвижная губка. Вставки регулируют на величину от 3 до 8 мм как по проходному, так и непроходному размеру винтами. После установки необходимого размера вставки стопорят втулками с лыской и винтами. На рис. 139 показаны способы измерения диаметра. Проверка наружного диаметра вала скобой показана на рис. 139, а. Вал обточен правильно, так как непроходная часть скобы через него не проходит. Способ проверки отверстия для вала показан на рис. 139, б. Меньший проходной конец двусторонней предельной пробки входит в отверстие, а больший непроходной (рис. 139, в) не входит в это отверстие. Следовательно, отверстие расточено правильно. Контроль длины обработанной части поверхности производят односторонними и двусторонними (рис. 139, г) шаблонами.

Рис. 134. Штангенциркуль

Рис. 136. Микрометрический глубиномер (а) и индикатор часового типа (б)
Способы измерения размеров кольца показаны на рис 140. У кольца (рис. 140, а) необходимо измерить наружные диаметры А\ и А2, внутренние диаметры В1 и В2, а также определить высоту кольца ai, толщину буртика а2 и глубину b растачивания. На рис. 140, б показано измерение размеров а\ и а2 малым микрометром; на рис. 140, в — измерение диаметра А2 большим микрометром. На рис. 140, г показан способ измерения глубины b глубиномером, а на рис. 140,(3 — измерение внутреннего диаметра В2 микрометрическим нутромером.
Рис.135. Гладкий (а) и резьбовой (б) минрометр, микрометр-нутромер (в) и удлинительный стержень (г) для измерения больших диаметров
Рис. 137. Калибры для нонтроля отверстий
Контрольно-измерительный инструмент — Токарное дело
Контрольно-измерительный инструмент
Категория:
Читать далее:
Технологические процессы обработки
Статьи по теме:
Радиусомер
Этот мерительный инструмент предназначен для измерения галтелей и радиусов закруглений. Он представляет собой набор металлических шаблонов, изготовленных в виде пластин из высококачественной легированной стали. При этом все они подразделяются на те, что используются для измерения выступов и те, которые предназначены для измерения впадин.

Концевые меры длины
Основные инструменты токаря
Во первых давайте рассмотрим основной токарный инструмент для универсального токарного станка. Станок без этого минимального набора этого инструмента просто кусок непроизводительного железа.
Минимальный набор токарного инструмента
Дополнительный набор токарного инструмента
Для того чтобы токарь как можно успешнее и производительнее выполнял свою работу на токарном станке понадобятся следующие виды инструмента и приспособлений.Разнообразный набор токарных кулачков. Чем больше и шире ассортимент токарных кулачков к вашему станку тем шире становиться универсальность приобретённого вами оборудования. У меня их было 6 комплектов с разными заточками, для обработки деталей типа диск и прямых кулачков расточенных на разные диаметры. Кулачки расточенные для зажима детали диаметром 10 мм непременно будут оставлять вмятины на поверхности детали в месте зажима если вы попытаетесь зажать детали большего диаметра. Размерность расточек также подбирается исходя из специфики вашего производства. Как правило токарь сам расточит и подберёт необходимые диаметры заточек кулачков.Упор в переднюю бабку токарного станка. Для обработки крупных и мелких серий детали вам понадобиться упор. Упор представляет собой конус который забивается во внутреннюю конусную посадку шпинделя токарного станка. В конструкции упора как правило встраивают резьбовой винт. Который можно регулировать для вылета детали из кулачков. С помощью упора можно получать довольно таки точные по длине детали. Скорость обработки увеличивается в разы, отпадает необходимость мерять длину каждой заготовки.
Упоры на станину токарного станка. Как правило тоже неоднократно выручают токарей при обработке ступенчатых деталей. И торцовки деталей типа диск. С помощью упора на станину токарь точно не пролетит размер по длине на обрабатываемой детали.
Поджимные вращающиеся центра в заднюю бабку. Грибковый вращающийся центр подойдёт как нельзя лучше если по специфике работы зачастую попадаются детали типа трубок, втулок. Им можно поджать то что невозможно поджать обычным вращающимся центром входящим в минимальный набор токарного инструмента. Исходя из специфика производства иногда требуется для работы и обратные вращающиеся центра.
Набор приведённый в нашей статье не является полным. К нему необходимо добавите токарные резцы, конусы морзе, и многое другое. Я например сообщил начальству сам какой мне нужен для работы необходимый токарный инструмент. И постепенно доукомплектовал свой токарный станок всем самым необходимым. Можно сказать прокачал возможности своего станка по полной.
Если возникли вопросы звоните, пишите. Мои контакты находятся в заглавии сайта.
Резьбомер
Этот мерительный инструмент используется для того, чтобы точно определять шаг и профиль резьбы. Конструктивно он представляет собой пакет металлических шаблонов, каждый из которых в точности повторяет конфигурацию той или иной резьбы. Резьбомеры, которые предназначены для определения шага метрических резьб, имеют маркировку М60°, а те мерительные приспособления, которые предназначаются для определения количества ниток на дюйм, при измерении дюймовых и цилиндрических трубный резьб, маркируются как Д55.

Радиусомер
Измерительный инструмент для контроля параметров металлообработки :: ТОЧМЕХ
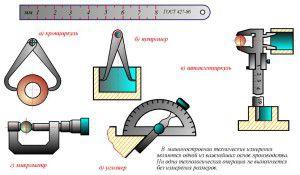
Наиболее распространенным инструментом для контроля диаметров цилиндрических поверхностей являются штангенциркули: ШЦ-1 (с точностью измерения до 0,1 мм) или ШЦ-11 (с точностью измерения до 0,05 мм).
Если требуется установить размер с более высокой степенью точности, то используют микрометр, который позволяет определить точность размера до 0,01 мм. При изготовлении больших партий деталей в условиях серийного производства контроль диаметров выполняют предельными калибр-скобами, имеющими две пары выступов, соответствующих наибольшему и наименьшему предельным размерам.
Деталь считается годной, если проходная часть скобы находит на измеряемую поверхность, а через непроходную часть деталь не проходит (рис. 1). Контроль длин ступенчатых валиков производят штангенциркулем с выдвижным глубиномером (типа ШЦ-1), штангенглубиномером, линейкой или шаблоном. Контроль плоскости торца после подрезания проверяют прикладыванием к нему ребра линейки или угольника, если между поверхностями торца и линейки нет зазора, то торцовая поверхность обработана правильно.

Рис. 1. Контроль наружных диаметров: а — штангенциркулем, б — микрометром, в — индикаторной скобой, г — калибр скобой.
Перпендикулярность торца к наружной поверхности определяют угольником. Контроль глубины канавок осуществляют глубиномером штангенциркуля ШЦ-1.
При обтачивании наружных цилиндрических поверхностей и подрезании торцов могут возникнуть различные дефекты:
Читайте также: