Как делают бочки металлические
Обновлено: 20.09.2024
Одной из интереснейших идей, которую можно положить в основу успешно развивающегося бизнеса, является производство бочек. Они нашли свое применение еще в давние времена, когда исполняли роль сосуда для хранения вина и воды. Кроме того, они также использовались как ванны для купания.
В настоящее время деревянные бочки не являются столь популярными в использовании, как это было ранее. Объяснение этому довольно простое – дело в том, что процесс производства этих изделий существенно упростился после появления дешёвых современных технологий и материалов.
Как результат, сейчас бочки изготавливают даже из металла и разнообразных видов пластмасс. Как бы там ни было, производство бочек полностью не исчезло. Более того, современные мастера способны создать точные копии экземпляров, которые производились еще нашими предками. Как показывает практика, на этом можно также хорошо заработать.

Бочки для спиртных напитков
Одной из самых распространённых сфер применения деревянных бочек в наше время является хранение алкогольных напитков. Чаще всего ими выступают вино, коньяк и виски. В данном случае самым удачным материалом для них считается дуб, поскольку это дерево позволяет сберечь аромат и вкус напитка. Именно в таких ёмкостях хранятся элитные и дорогие вина. В связи с этим производство дубовых бочек как вид предпринимательской деятельности выглядит весьма перспективно.
Бочки для солений
Засолы – это вторая по популярности сфера применения данных сосудов. В них отлично сберегается квашеная капуста, соленые помидоры и огурцы. Более того, в таких ёмкостях очень удобно вымачивать мясо перед его копчением либо вялением.
В данном случае можно использовать как бочонки небольшого размера, так и более внушительные сосуды, в которые помещается большое количество продуктов. В любом случае незабываемый их вкус достигается именно за счёт использования деревянных бочек, а не стеклянных банок.
Бочки в дизайне
Производство бочек для декорирования интерьеров помещений является сравнительно новой идеей. Многие современные дизайнеры, которые мыслят креативно, устанавливают такие ёмкости даже вместо хорошо знакомой привычной ванны.
Такая задумка как будто переносит человека в прошлое, ведь именно бочки много лет назад использовались в виде ёмкости для купания. Особенно такая тара востребована в коттеджах, расположенных за городом. Как бы там ни было, дубовая бочка, размещённая на приусадебном участке, в гостиной, кухне либо другой комнате, выглядит необычно и оригинально.
Базовые знания в бондарном ремесле
Для того чтобы процесс действительно приносил хорошую прибыль, прежде всего это занятие должно нравиться. И в нём необходимо разбираться. Для чего, в свою очередь, рекомендуется получить определённые навыки в бондарном ремесле. Не стоит жалеть для этого времени, поскольку отсутствие понимания тонкостей, с которыми связано изготовление бочек из дуба, не приведёт к желаемому результату.
Получить их можно, выучившись у профессионального бондаря либо устроившись на некоторое время на работу на предприятие, что специализируется на данной сфере деятельности. Как показывает практика, для того чтобы досконально изучить данный процесс, необходимо самостоятельно собрать хотя бы несколько десятков деревянных бочек.
Открытие мастерской
Для того чтобы заниматься изготовлением деревянных бочек как бизнесом, изначально необходимо зарегистрировать свою фирму. В данном случае можно получить статус юридического лица либо частного предпринимателя. Кроме этого, необходимо стать на учёт в органах налогообложения.
Для открытия своего предприятия, специализацией которого будет производство бочек, требуется помещение, размер которого зависит от планируемых объёмов производства, склад для хранения готовой продукции, а также материал. В роли последнего выступает дерево и металлические обручи, которые необходимы для скрепления бочек. Помимо всего прочего понадобится персонал.
При организации такого вида предпринимательской деятельности самым сложным считается поиск квалифицированных специалистов, которые будут выполнять заказы на предприятии. Как показывает практика, в отдельных городах зачастую бывают случаи, когда их найти или вообще невозможно, или мастера из соседних населённых пунктов попросту не соглашаются переезжать. Выход из данной ситуации только один – обучить своих работников самостоятельно.
С чего начинается производство
Технология изготовления дубовых бочек является достаточно простой. На начальном этапе производится заготовка клепки, которая представляет собой небольшие дощечки, что имеют прямоугольную форму и особо выраженную фактуру. В роли сырья для них чаще всего выступает дуб.
Вместе с этим нельзя не отметить тот факт, что, в зависимости от сферы применения, зачастую используются и другие породы дерева. Исходя из технологии, каждую из клепок необходимо на протяжении как минимум двух лет просушить под открытым навесом. Благодаря этому бочка получится долговечной и высококачественной.

Сборка бочки
Завершающий этап производства
Последний этап изготовления деревянных бочек представляет собой сборку остова. В данном случае происходит стыковка дощечек, в результате которой изделие получает свою форму (начитываются десятки ее вариантов). После того, как крышка и дно будут выставлены, конструкция закрепляется путём использования металлических либо деревянных обручей. Далее бочка обжигается на протяжении примерно 30 минут на огне, после чего полируется и вскрывается специально предназначенными для этого составами.

Выводы
На словах процесс производства деревянных бочек выглядит немного проще, чем на самом деле. Ремеслу этому обучиться не так уж и сложно – для этого нужно только желание. Такая продукция в настоящее время на рынке довольно востребована. При этом профессионального мастера найти не так уж и просто. В связи с этим не стоит затягивать с открытием бизнеса, ведь, заняв пока что свободную нишу на рынке, можно хорошо заработать.
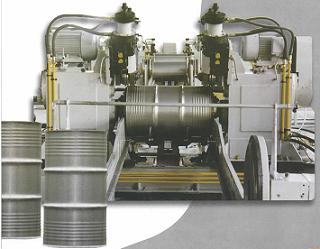
Оборудование для производства металлических бочек: параметры и эксплуатационные свойства
Изготовление стальных емкостей для хранения и транспортировки материалов сопряжено с выбором оптимальной технологии. Для практической реализации проекта потребуется учесть множество факторов. Важнейший из них - оборудование для производства металлических бочек, которое в итоге даст возможность выпускать продукцию высокого качества.
Технологическая схема
Типичная схема изготовления состоит из нескольких этапов обработки исходного сырья. Но для начала необходимо определиться с ассортиментом продукции. Главным параметром являются размеры металлических бочек и толщина стенок. Первый из них является определяющим при планировании производства – от него будет зависеть сегмент рынка сбыта и планируемый объем продаж.

Лучше всего придерживаться стандартных габаритов. Высота изделия должна составлять 880 мм, диаметр – до 610 мм. При этом емкость бочки будет равна 208 литров. Дно должно составлять неразъемную часть конструкции, а механизм установки верхней крышки -обеспечивать герметичность.
Линия по производству состоит из следующих компонентов:
- Подготовка сырья для обработки. Для этого применяется консольное намоточное устройство.
- Порезка металла с помощью гидравлического пресса.
- Процесс формирования ребер жесткости (углублений) на корпусе изделия.
- Сварка и вальцовка краев бочки.
- Покраска.
Для каждого из этапов подбирается соответствующее оборудование для производства металлических бочек.
Резка
При изготовлении стальных емкостей лучше всего применять рулонную сталь. Это позволит не только уменьшить количество обрезков, но и значительно сэкономит складское пространство.

Сначала необходимо установить рулон на ось намоточного устройства. Лучше всего выбрать модель с гильотинным ножом, с помощью которого можно сразу формировать заготовки будущих элементов конструкции. Они должны разделяться по размерам: одни необходимы для формирования корпуса изделия, а из других делают дно и крышку бочки.
Каждое производство бочек металлических должно быть укомплектовано пресс-формой для доньев. Это стальная пластина круглой формы, которая изготавливается под определенную модель пресса. После установки листа металла методом давления на его поверхность происходит формирование элемента конструкции.
Сварка
После проверки размеров заготовок можно приступать непосредственно к выпуску готового изделия. На этом этапе листовой материал корпуса подвергается гнутью с помощью станков вальцевания.
Линия для производства металлических бочек без этого оборудования не сможет выполнять свои функции. На вал определенного диаметра (зависит от размера будущего изделия) устанавливают лист заготовки. В процессе прокрутки формируется цилиндр, который необходимо впоследствии скрепить.
Для создания герметичного соединения применяются сварочные аппараты. По типу работы они разделяются на точечные и шовные модели. Последние получили большее распространение из-за своей доступной стоимости. Но по функциональным возможностям они уступают точечным аппаратам. Это же касается качества соединения – минимальное воздействие на металл не будет причиной возникновения разности механического напряжения на поверхности изделия.
По окончании процесса изготовления корпуса и доньев выполняется вальцовка краев. Затем конструкция сваривается и отправляется на покраску.
Проверка герметичности и покраска
Профессиональное оборудование для производства металлических бочек должно включать в себя испытательный стенд, на котором проверяется качество изделий. Для этого бочку устанавливают на корпус станка. После откачки воздуха проверяется параметр давления внутри заготовки. Если оно остается стабильным – изделие качественное.

По окончании проверки необходима поверхностная обработка - покраска. Сначала конструкция тщательно очищается, а затем покрывается грунтовкой. После ее высыхания бочка погружается в покрасочную ванну, откуда направляется на линию горячей просушки. Закрепление защитного слоя происходит с помощью термического воздействия.
На окончательной стадии производства рекомендуется еще раз проверить состояние изделия. Это можно выполнить визуальным способом и с помощью проверочного оборудования. Затем готовая продукция отправляется на склад для хранения.
Так как впоследствии бочки могут быть использованы для транспортировки агрессивных сред, следует уделять особое внимание их качеству изготовления. Каждый этап производства должен контролироваться на соответствие нормам и стандартам.
Как делают металлические бочки

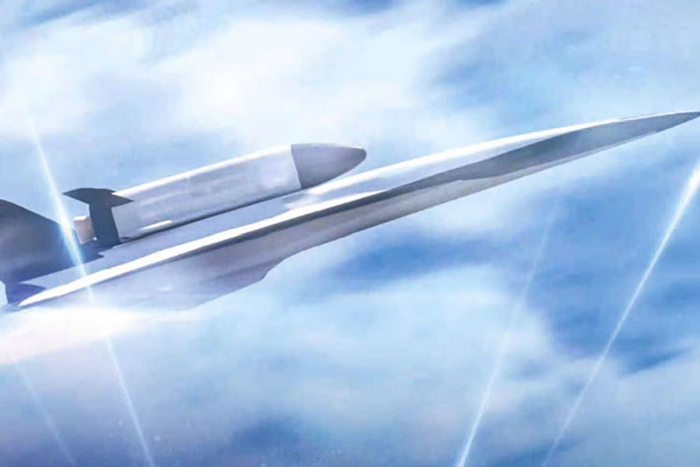
Китай испытал детонационный гиперзвуковой двигатель, который работает на угле
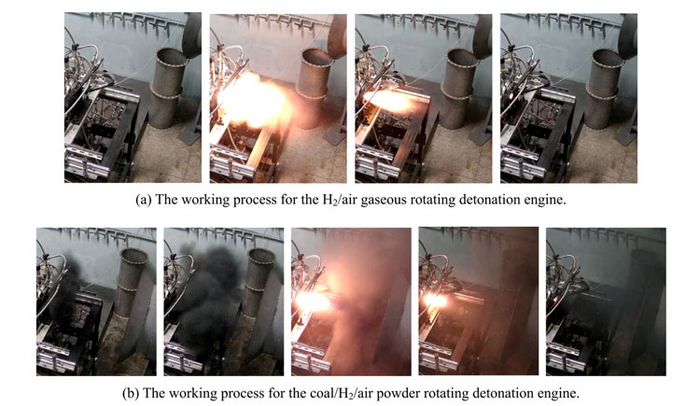
В серии экспериментов китайские учёные показали работу двигателя для гиперзвуковых воздушных судов, топливом для которых названы пары этилена в смеси с угольным порошком. На старте выхлоп из дюз такого двигателя похож на дым из трубы паровоза, но в целом такое топливо будет на 20 % эффективнее и чище альтернативных смесей.
Впервые использовать угольный порошок для ракетных детонационных «взрывных» двигателей предложили около десяти лет назад российские учёные. Правда, специалисты РАН в качестве основы для топлива рекомендовали использовать жидкий водород. Но жидкий водород — это сложная система бортового хранения и транспорта топлива, охлаждённого до сверхнизких температур. Поэтому китайцы пошли дальше, и перешли на этилен, точнее его пары, которые тоже подходят для зажигания топлива и запуска непрерывной серии его детонаций. Это позволило сильно упростить топливную систему.
В экспериментах физики Нанкинского университета науки и технологий показали, что скорость ударной волны в двигателе на угольном порошке и парах этилена достигает скорости 2 тыс. м/с, что в шесть раз больше скорости звука. Что важно, исследователи проводили запуск прототипа двигателя в широком диапазоне температур в условиях недостатка и избытка кислорода. Во всех случаях прототип показал устойчивые запуск и детонационные серии. Это означает, что данный тип двигателя и топливной смеси будут пригодными для полётов на разных скоростях и высотах. Например, гиперзвуковой самолёт с таким двигателем сможет совершать взлёт и посадку на обычных аэродромах на низких скоростях, что невозможно или сложнореализуемо для других типов гиперзвуковых двигателей.
Эта же команда учёных в мае этого года сообщила о разработке детонационного гиперзвукового двигателя на керосине и этилене — тоже эффективном и дружественном к окружающей среде топливе. Другая группа китайских специалистов разрабатывает гиперзвуковые двигатели на аммиаке с возможностью полётов на скорости до 10 Махов. Также у китайцев в разработке бор, который позволит гиперзвуковым летательным аппаратам двигаться не только в воздухе, но и даже под водой. Это позволяет констатировать, что Китай, как и Россия, в первом приближении освоил разработку гиперзвуковых двигателей, но останавливаться на достигнутом не собирается.
Навигация автономных систем
Роботы повсюду, они проникли во многие сферы деятельности. Это неудивительно – весь мир сейчас взял курс на автоматизацию процессов, согласно программе «Индустрия 4.0». Роботов можно увидеть в качестве автономных средств пожаротушения; на складах, послушно перетягивающих грузы; на тротуарах, везущих к вам обед или посылку.

Многие из этих работ просто невозможны без отлаженной системы навигации и ориентации в пространстве. При этом, можно однозначно сказать, что данная задача существенно отличается, в зависимости от того, в помещении ли находится место действия робота.
Если говорить о промышленных объектах, то можно заметить, что здесь наблюдается упрощение задачи. В этом случае, можно разместить некоторое количество маяков, по которым транспортное средство может ориентироваться. Это могут быть светоотражающие метки, линии, разметки на полу, а также магниты. Еще одним элегантным решением, которое может помочь в вопросах перемещения в пространстве транспортного робота является кабель, который вмонтирован в пол здания. Это может решить еще одну проблему – не только помочь сориентироваться роботу, но и подать на него заряд с помощью электромагнитной индукции (рис 1).
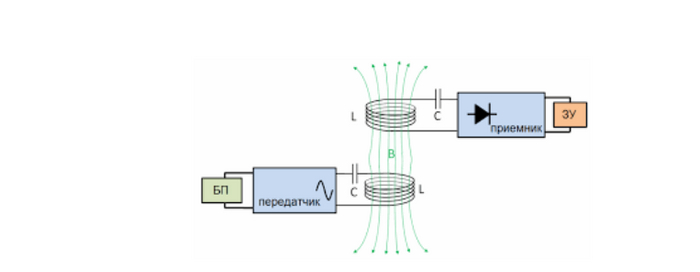
Рис. 1. Принцип беспроводной зарядки.
В частности, подобные системы применяются на заводах и некоторых складах в Германии. Такое решение увеличивает автономность системы в пределах помещения, так как ее маршрут можно проложить таким образом, чтобы его большой отрезок проходил вдоль силового кабеля в течении времени, достаточной для подзарядки.
В условиях помещения роботу часто не нужно знать свое точное положение относительно общего пространства, так как его работа ограничена рамками стен. То есть, глобальные координаты не требуются, нужно только положение прочих объектов, которые находятся в помещении, так как они могут являться препятствиями и помешать выполнению возложенной на робота задачи.
Хуже того, часть препятствий может изменять свое положение. Здесь и передвижение людей, и каких-либо транспортных средств, а также появление новых предметов в отсутствии робота или же в процессе прохождения им маршрута.
Наличие динамической среды существенно осложняет процессы навигации, здесь недостаточно единожды загрузить карту и позволить роботу работать по ней, так как это может привести к помехам в выполнении задания или даже несчастному случаю. По этой причине на технику приходится устанавливать дополнительное оборудование, которое могло бы эффективно распознавать препятствия, возникающие на пути, а также обучать ее находить максимально удобный способ обхода препятствия.
И здесь, опять же, нет единого подхода к решению этой проблемы – в одном случае она упрощается, когда препятствие статично. В другом случае, когда помеха не статична, сложность вычислений существенно возрастает по причине необходимости просчитывать все возможные пути передвижения помехи. Данная задача усложняется, так что часть алгоритмов предполагает решение этой проблемы следующим образом – замереть и ждать, пока препятствие само покинет поле деятельности.
По этому механизму работают, в частности, транспортные роботы на автозаводах, которые в случае с обнаружением на своем пути движение становятся на месте и издают звуковой сигнал, чтобы помеха быстрее ушла с предполагаемого маршрута. В ином случае, на базе анализа отрезка пути объекта двигающегося в поле зрения, система просчитывает возможные варианты и старается под них подстроиться.
В помещении данная задача не так критична, но вне его, когда остановка часто может создать дополнительную угрозу для прочих перемещающихся объектов, она стоит довольно остро и часто является одним из краеугольных камней навигации автопилотов и помощников водителя с разной степенью автономности. Здесь и большая скорость объектов, и их хаотичность ввиду их количества. Проблемы весьма существенны, так как прочие участники движения могут сами создать опасную ситуацию, с вовлечением автономного устройства.
И тут проблема навигации может принять не только физическую, чисто прикладную составляющую, но и морально-этическую, так как часто на дорогах может сложиться ситуация, когда выхода без потерь не будет. Тут можно будет увидеть дилемму вагонетки во всей красе, так как выбор может из следующих вариаций: врезаться в автомобиль, в котором передвигается семья, или же, избежав столкновения, влететь на остановку, на которой ждут автобуса люди. Эта проблема, в достаточной степени, замедляет существенное развитие автопилотов, так как встает вопрос, кто будет отвечать за ущерб, нанесенный транспортным средством, двигающимся автономно. Пока что не существует и развитого правового регулирования. Поэтому навигация автономных технических средств на дорогах общего пользования на постоянной основе невозможна.
В случае с роботами, которые работают в помещении, вопрос навигации является довольно хорошо изученным.
В частности, для решения этой проблемы используются лидары, которые сейчас способны не только обнаруживать объекты в зоне работы системы, но и помогать контролировать скорость объекта, для лучшего маневрирования. Кроме того, они же могут помочь выбрать оптимальное место для установки и проложить наиболее корректный маршрут, в текущих условиях.
Постепенное развитие процесса навигации позволило пройти путь от проводов, до практически полной автономности (ограниченной только мощностью батареи), обеспеченной лидарами, которые могут работать в диапазоне 360⁰. Здесь возможны различные варианты, в зависимости от сложности конструкции. Один из возможных вариантов – использование отражателей, что действительно просто и не требует значительных технических ухищрений. Но, такой подход приносит и дополнительные ограничения – отражатели должны быть видны, иначе система может потерять понимание своего положения в пространстве и сбиться с курса. Это касается и другого метода навигации, когда робот ориентируется посредством видеокамер, направленных на потолок и фиксирующих наличие источников света.
Лидары сейчас являются одним из самых распространённых компонентов для решения проблемы навигации. Они проделали действительно серьезный путь с начала века – ранее они занимали довольно большую площадь и не обладали существенным диапазоном действия, тогда как сейчас он может достигать двухсот метров, что перекрывает потребности для работы внутри помещений. Улучшилась частота испускаемого импульса и точность обработки полученных сигналов. Эти сигналы помогают составлять план местности, которая окружает автономную систему, что позволяет получить представление о положении объектов в пространстве. Они поступают неравномерно, так как встречают преграду на пути, что по их возвращении позволяет создать карту пространства в конкретный момент времени, по которой может двигаться робот. Получить представление о том, как именно робот «видит» окружающее пространство можно ниже (рис. 2).
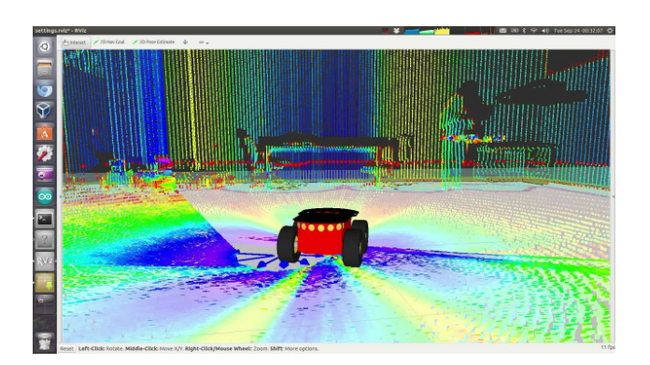
Рис. 3. Складские роботы компании Alibaba
Естественно, количество роботов на маршруте существенно осложняет задачу навигации, но и ее сейчас удается преодолеть, при помощи развития вычислительных мощностей. Также стало возможным многоуровневое перемещение складских систем, включая перемещение по рядам и в вертикальном измерении.
Технический прогресс значительно увеличил доступность этих систем, так что их можно использовать для решения проблем во множестве ситуаций даже при несколько ограниченном бюджете.
Существующие системы часто используют метод навигации, называемый SLAM (simultaneous localization and mapping). Он предполагает одновременную локализацию и построение карты, что решает проблему перемещения даже в неизвестном пространстве, так как позволяет создать карту помещения в процессе движения, чего ранее не было достигнуто. Но метод не идеален, возможна ошибка перемещения, которая накапливается по ходы выполнения задачи. Сейчас система навигации стала доступна в значительной степени, так как многие из разработок имеют открытый статус и доступны для ознакомления.
Существуют различные библиотеки с принципиальными алгоритмами работы навигационных систем, как и движения автономных комплексов. Здесь можно увидеть, как чисто теоретические изыскания, позволяющие создать эффективные математические модели (MathLab), так и адаптированные под решение практических задач, в частности, инструментарии навигации роботов Университета Карнеги-Меллона (CARMEN) и Инструментарий программирования мобильных роботов (MRPT).
SLAM наиболее распространённый способ навигации, но не единственный. Часто его использование применяют с одометрией или же ультразвуковыми датчиками, так как можно столкнуться с рядом ошибок. В частности, если говорить о перемещении по складу, то робот может не понять, что он вернулся именно в ту точку, с которой отправился. Так же может произойти такая ситуация, когда контуры объектов не замыкаются, так что робот не может найти идеальную траекторию, чтобы их обойти. Это может быть сопряжено с задержкой при движении, а также со столкновением, особенно если объект неоднозначно отражает лазерные лучи.
Таким образом, проблема навигации до сих пор остается действительно важной и требует дальнейшего исследования и комплексного подхода, так как цена ошибки может быть довольно большой, а существующие системы не всегда могут уверенно справляться со сложными ситуациями. В частности, подобное привело к осмысленному отказу от лидаров в TESLA, где отдали предпочтение системам компьютерного зрения с помощью видеокамер. Развитие продолжается, возможно, с появлением более совершенного искусственного интеллекта и более эффективных нейросетей, а также закрытием пробелов в законодательстве, можно ожидать появление полностью автономных систем и на дорогах.
Подписывайтесь на наш блог, чтобы не пропустить новые интересные посты!
Процесс производства 200 литровой металлической бочки

ЧПУ дневник. Эпизод 6. Делаем переходник на карабин под прицел
В череде заказов, которые нельзя освещать по причине наличия коммерческой тайны, удалось вклинить интересную вундревафлю.
Задача была сделать кУстомный переходник под прицел на охотничий карабин. Штатное решение, что было на рынке, не подходило и прицел был сильно выше чем хотелось владельцу.
Взяли родной кронштейн на карабин и сам прицел, измерили посадочные места и накидали предварительную модельку. Дважды печатали прототипы на 3д принтере, вносили правки.
Как только все срослось в пластике стартуем за заготовкой и погнали.
Заготовка - алюминий Д16Т толщиной 14мм. Обрабатывал фрезой 5мм

Фрезеруем в первом положении.

Досверливаем где положено отверстия под резьбы - они нам еще пригодятся.

Первое положение обработки готово. Режем резьбы
Для переворота и последующего позиционирования надобно было сделать простенькую кассету. Кассету запилим из поликарбоната 15мм.


Женим одно к другому на винты. Головки утапливать не стал, т.к. они в пазы стола войдут и мешать не будут.

Выставляем по индикатору параллельно и перпендикулярно всему чему нужно.

Берем ту же фрезу 5 мм. и погнали.


Все посадочные места имеют профиль трапеции и при обработке на них оставлялся припуск 0,2мм. на сторону для последующей доработки, чтобы не пролюбить размер, т.к. при ручном измерении возможны были погрешности.

Все хорошо, но не доходит 0,2мм. до дна. С припуска снимаем по 0,1мм. с каждой стороны. Садится идеально - больше снимать со стенок не нужно. Зазор между прицелом и планкой пропал совсем - щуп 0,02мм не полез. После совещания с Заказчиком где он был за то, что уже все отлично все же продавил необходимость снять со дна дополнительно 0,1мм. чтобы прицел на боковинах трапеции больше лежал, нежели на дне, тем более его не притягивали еще.
По итогу на выходе имеем следующее:




Вид вместе с нижним кронштейном.


ЧПУ Дневник. Эпизод 2. Поднимаем с колен редуктор с червячной передачей
В очередной раз принесли редуктор со слизанными зубьями шестерни. Вообще шестерней очень много приносят от самых разнообразных механизмов.

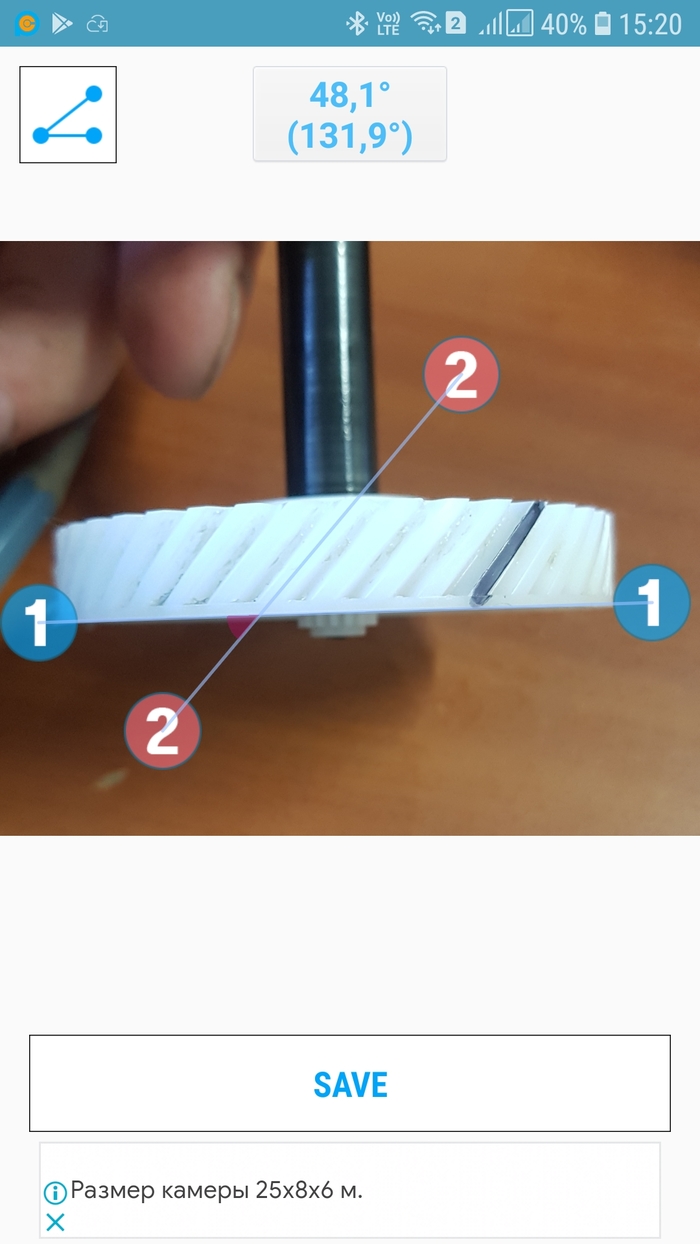
Особенность в том что в шестерне вал и шестерня вокруг вала отливалась и потому вал и центральную часть будем сохранять, иначе приобретем много попаболи чтобы вал не провернуло.
Делаем модель, для чего измеряем угол наклона зубьев с помощью телефона. Я всегда на всякий проверяю еще транспортиром и иголкой. Если сходятся показания то все ок.
Несем пациента в токарный

И сбриваем все лишнее

Берем болванку полиацеталя и делаем заготовку для обработки на ЧПУ фрезере.

Переставляем ее в поворотную ось и нарезаем зубья. их на фото плохо видно, но они там есть.

Тащим снова на токарник, обрезаем и женим вместе с помощью винтов. Получаем такую вундервафлю.

Все что торчит слегка прошел чтобы меньше торчало. Примеряем в редуктор.

Кстати интересно есть ли какие действенные надежные методы пересадки вала со шлицами, т.к. не всегда остается достаточное количество мяса. Вплавление вала допускаю только в крайних случаях. Заливку эпоксидкой забросил как такое себе занятие.
+1 ЧПУ Пикабушник. Пилим алюминиевый корпус
Всем привет. Меня зовут Дмитрий, решил что пора все же запилить свой первый пост на Пикабу. У меня небольшая мастерская в Санкт-Петербурге и я занимаюсь изготовлением на заказ самых разнообразных изделий и деталей.
Я уже 6 лет как подсел на ЧПУ. Сначала все началось с казалось бы безобидного 3д принтера, но я ошибся. Сначала был один 3д принтер, потом их через два года стало двое, потом они подтянули к себе фотополимерник. От одного принтера я смог избавиться, но пришла новая напасть - подогнали юзаный китайский ЧПУ фрезер на круглых валах с люфтами 0,4 мм., и без единого концевика.

Когда я его подосвоил и сделал на нем первый заказ я как раз узнал про его люфты, и когда отдавал Заказчику это был просто испанский стыд, о чем я его предупредил и сделал скидку. Заказчик повертел детали в руках, сказал мне норм и решил скидкой не пользоваться.
Как говорится все что ни делается - все к лучшему, т.к. именно тогда я понял что мне действительно не хватает. Покурил форумы, поднапрягся материально, сделал заказ и стал обладателем хорошего ЧПУ станка хоббийного уровня. И т.к. я здесь собираюсь выкладывать фото своих работ и процесса изготовления, то для уважаемых обладателей и пользователей техники за 100500 денег сделаю акцет, что хорошего, а не охрененно дорогого и отличного.
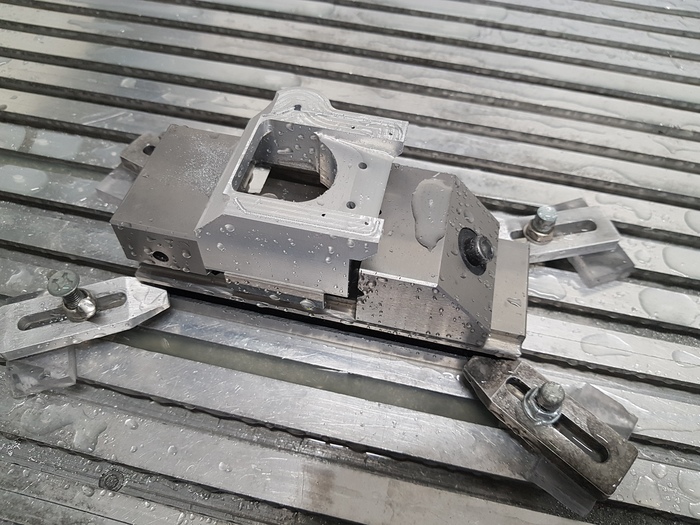
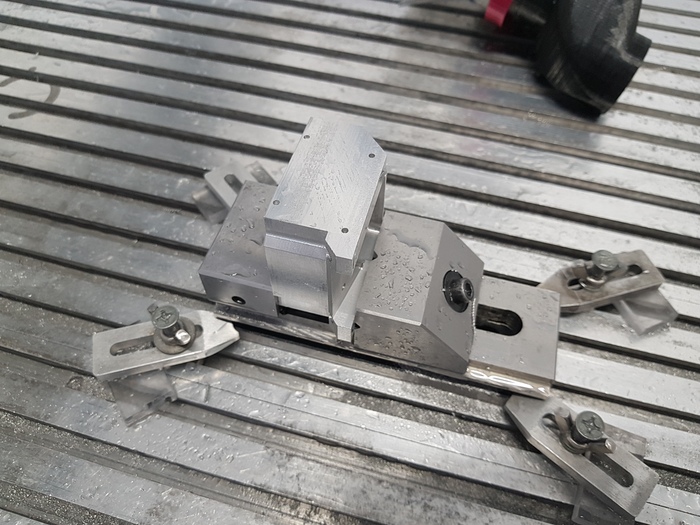
Имеем заказ на корпус для оборудования. В посте только одна его часть. Материал алюминий Д16, толщиной 35мм. Толщина детали 31,5мм. Корпус имеет непростую геометрию и обрабатывается в 4 положениях. На отлюбись ее делать нельзя, т.к. она сопряжена еще с 2 деталями, отверстия и резьбы мелкие, и если где-то что-то пролюбить, то это будет проблема.
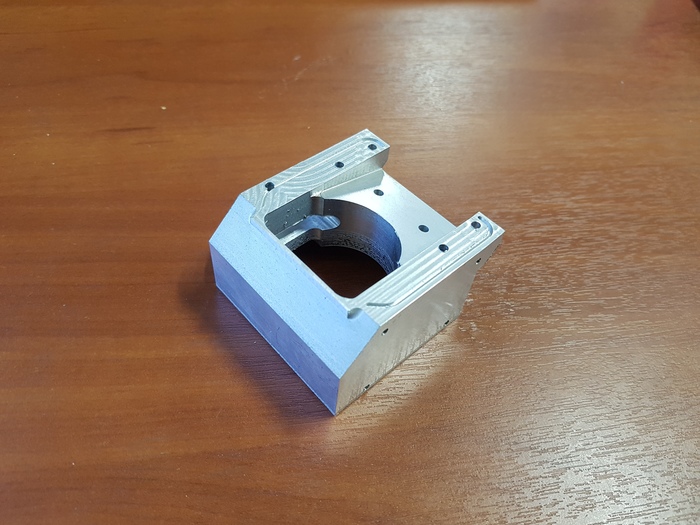
Начинаем снимать лишнюю толщину и углубляться.



Выбрали внутрянку и начинаем резать контур.

Подчищаем наклонные плоскости, делаем отверстия и сверлимся где надо. В первом положении обработку заканчиваем с таким результатом:

Берем китайские точные тиски, выставляем по рычажному индикатору (Т-точность) и погнали дальше. Чтобы ничего не запилить лишнего под деталь кладем КМД. Как они меня регулярно выручают, хз как без них жил раньше.

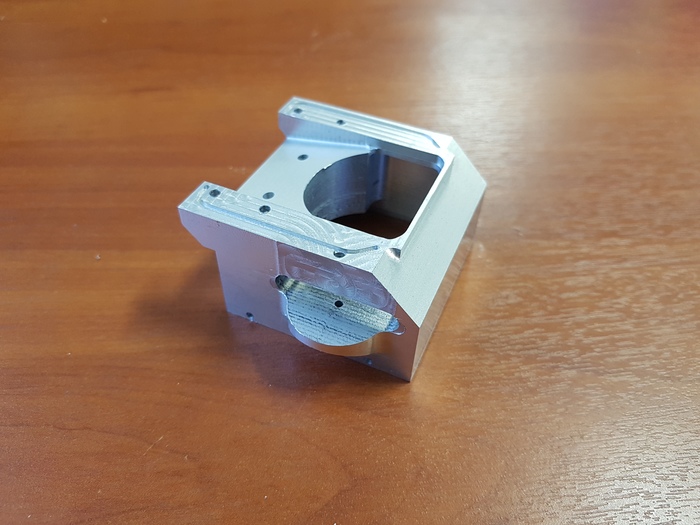
Поворачиваем и пилим

Ну и еще разок. Но тут проще - тут сверловка только.
Ну и сам результат.
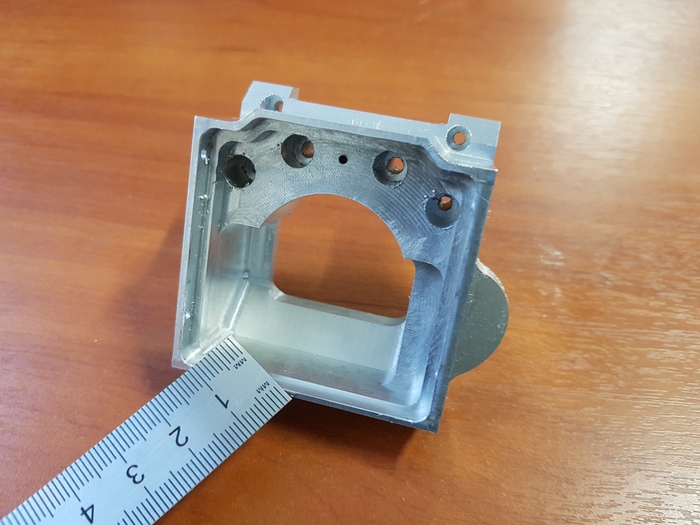
Деталь не на 100% идеальна по внешке, есть местами затиры от хвостовика фрезы, т.к. глубина порой большая и на вылете в 30мм фреза 4мм. издает очень неприличные звуки, но деваться некуда. Еще при чистовом проходе контура фреза на самом дне начинает звенеть и только там, что тоже сказывается - как победить не придумал еще. Но эта деталь еще красится будет, потому у Заказчика вопросов не вызывает.
Читайте также: