Как делают шары из металла
Обновлено: 04.07.2024
Технология изготовления зеркальных шаров. В данной теме хотел отразить технологию изготовления зеркальных шаров.
Под зеркальным шаром понимается полая металлическая сфера, изготовленная из нержавеющей стали толщиной от 1 до 5 мм, отшлифованная до зеркального блеска.
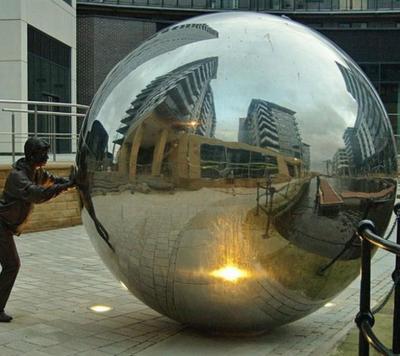
Согласитесь, подобные конструкции выглядят довольно эффектно. Могут быть использованы как детали интерьера и скульптурных композиций. К тому же подобная технология используется для изготовления зеркальных скульптур из нержавеющей стали и куполов церквей.








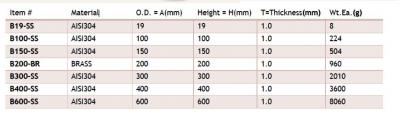
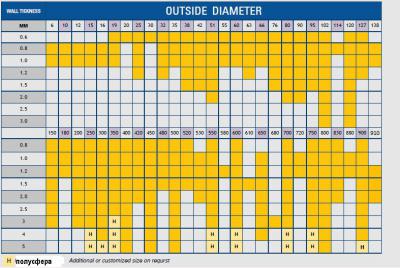
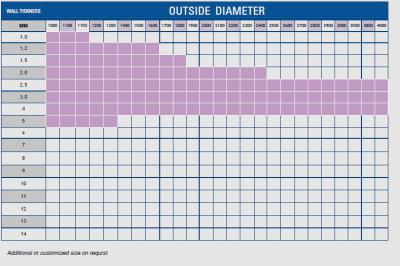
Согласно каталогам производителя данные конструкции изготавливаются в следующем ассортименте:
По всей видимости, изготовление сфер малого диаметра производиться предварительной штамповкой полусфер, и последующей сваркой двух половинок. Сферы больших диаметров изготавливаются из раскроенных деталей.

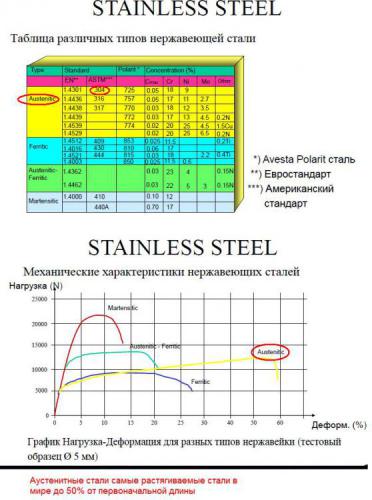
Как видно из каталогов материал для изготовления сфер используют AISI 304 приблизительный аналог нашей 08Х18Н10.
Для получения сферического профиля шары после сварки надувают водой под давлением, как воздушные шарики. Дело в том что аустенитные стали хорошо тянуться. Поэтому конструкции из листовой аустенитной стали можно раздувать.
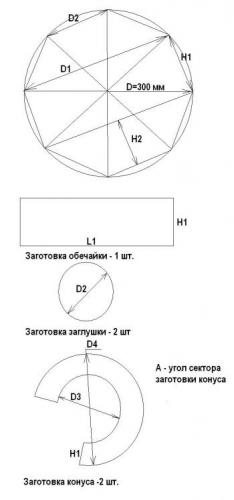
Рассмотрим пример изготовления шара диаметром 300 мм. Как заявлено производителем данный шар изготавливается из листа толщиной 1 мм. Такую толщину довольно сложно сварить без дефектов односторонним стыковым соединением, да и при шлифовки можно протереть до дыр, но если, например, взять толщину 2 мм то возникнут сложности. Во первых шар будет дороже и тяжелее. Во вторых будет труднее формировать заготовки. И в третьих понадобиться большее давление воды для того чтобы шар принял идеальную сферическую форму. Поэтому давайте остановимся на листе толщиной 1 мм.

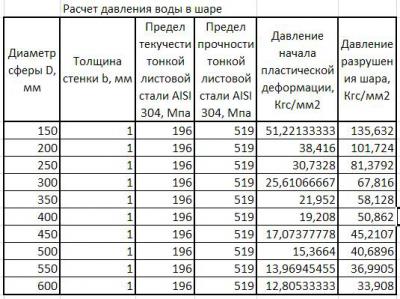
Расчет параметров приложен в Excel файле.

Раскрой можно осуществить на лазерном комплексе или по старинке на ручной гильотине.


Формирование обечайки и конуса необходимо произвести на вальцах. Сначала подогнуть края по шаблону, а потом вальцевать.
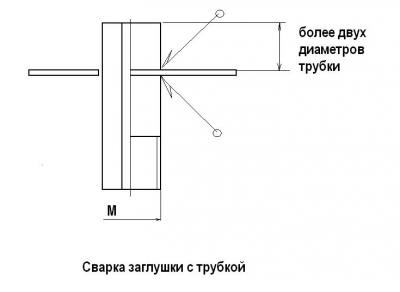
В одной заглушке необходимо просверлить отверстие диаметром равным наружному диаметру трубы по которой будет подаваться вода. Трубка должна быть толстостенной. Материал трубки должен быть тоже нержавейка. На конце трубки должна быть резьба для подсоединения шланга высокого давление. Если трубка будет длинной это хорошо, это позволит использовать её несколько раз. Внутренний диаметр трубки должен быть выбран так чтобы в шар можно было залить воду.
Собрать трубку с заглушкой. Важно чтобы при сборке трубка заходила в шар более чем на два диаметра трубки. Это позволит в последствии заварить отверстие так, чтобы не нагреть тонкий металл шара потому, что если это произойдет, место разогрева провалиться вовнутрь шара. Обварить трубку с обеих сторон угловым швом с полным проваром. Если провара не будет, при шлифовании появятся дефекты.
Собрать обечайку на прихватках без зазора в стык.
Сварить стыковой шов обечайки с помощью ручной аргонодуговой сварки неплавящимся электродом. Желательно с поддувом. Подрезы на лицевой стороне не допускаются. Должна быть обеспечена герметичность шва и отсутствие внутренних дефектов, так как при шлифовании они станут видимыми.
Сборка конуса на прихватках ведется по обечайке и припуск по окончанию сборки обрезается так, чтобы в стыковых швах не было зазоров или они были минимальны.

Когда конструкция собрана на прихватках можно приступать к сварке. Если хотите обеспечить поддув, заведите шланг в трубку и обклейте скотчем участки незаваренных швов, чтобы поддув не расходовался зря. Помните, что при замыкании последнего шва может произойти выброс сварочной ванны вверх, в связи с тем, что образовался герметичный сосуд. Это может привести к травме.





В данном случае было использовано дополнительное фланцевое соединение. Но лучшим решение было бы добавление перекрывающего крана на выходную трубу. Это позволил о бы оставить давление воды 3-4 КгС/мм2 после процесса надувания и перекрыть. По моему мнению, шлифовать шары нужно тогда когда в них находиться вода под небольшим давлением, металл не будет нагреваться и проваливаться. По окончанию шлифовки (или удаления усиления сварных швов) воду можно слить. (К сожалению, я не пробовал такую процедуру, но думаю, это будет правильно.)
Ну что ж бачок готов можно приступать к надуванию.
Для надувания необходимо рассчитать давление для каждой конструкции, при котором начнется пластическая деформация и давление, при котором шар разрушиться для того, чтобы знать в каких диапазонах можно надувать.
Для проведения процесса надувания можно использовать водяной гидронасос предназначенный для испытания сосудов работающих под давлением. Необходимо заполнить шар водой и выгнать из него весь воздух.
В целях безопасности перед подачей давления шар необходимо поместить в отдельный контейнер или комнату, в которой никого не будет до тех пор, пока давление с шара не будет снято. Иначе шар может лопнуть или соединение может не выдержать. Это может привести к травме.
Первый шар лучше надувать постепенно. Нагнали давление до определенного уровня, потом сбросили, посмотрели все ли Вас устраивает. Потом еще добавили, сбросили, посмотрели.
Шар необходимо надувать до тех пор пока проваленная околошовная зона вокруг шва не выпрет на уровень основного листа, чтобы при шлифовке не оставались канавки между швом и околошовной зоной.
Вы можете столкнуться с ситуацией когда в определенный момент появиться течь в некачественном сварном шве. Давление не будет нагнетаться. Слейте воду и подварите дефект. Место сварки слегка провалиться. Налейте воды и повторите процедуру.




Если Вы закончили надувание, сбросьте давление до 3-4 Кгс/мм2 и перекройте входной кран. Сбросьте давление в гидронасосе до нуля. Отсоедините шланг высокого давления и перекатывая шар по ПЕСЧАНОМУ полу переместите его на шлифовку. При шлифовки тонкий металл не должен перегреваться (если конечно не усердствовать) так как внутри вода. Перегрев металла приведет к его проваливанию вовнутрь шара.

Да вот так не затейливо болгаркой Вы сначала снимаете усиление сварных швов. Вода внутри. Откройте кран, слейте воду.
Теперь срежьте трубку болгаркой почти заподлицо и аккуратно без значительного перегрева (благо Вы оставили хвостик внутри, который подберет тепло) за плавьте отверстие и зашлифуйте.

И еще. Должно быть какое-то защитное покрытие на шарах, о котором я ничего не знаю. Возможно люди, которые занимаются нанесением оксида титана на церковные купола, знают об этом.
Всем спасибо. Удачи в освоении новых технологий.
PS: Возможно в мои расчеты закралась ошибка. Я их не проверял. Будьте осторожны при их использовании. Соблюдайте технику безопасности. Вышлю файл с расчетами по запросу или выложу на форуме если будет разрешение модератора.
На вопросы буду отвечать редко, по возможности. Работы много.
Часть первая: Через терни к звездам.
Изначально было решено изготовить полые шары спинингованием. (или как там оно называется по научному ротационное формование) Сами потом нагуглите на ютьюбе если интересно. Им кастрюли в делают.

Насмотревшись на ютьюбе роликов как ловко мастера изготавливают кубки, кастрюли и полусферы из тонких блинов решено было по пробовать изготовить полусферу диаметром 150 мм.


Изготовили полусферический пуансон и ролик для обкатки. Попробовали скатать из блина.
Получалось плохо. Решили сделать отверстие в центре. Половники получались знатные, но с трещинами и на полусферу мало походили.



Результат: поперечные трещины от отверстия к торцам, в середине накатки метал стал тонким и пошла трещина вдоль вращения
В результате обработки напильником получилось чудо юдо рыба кит.

Ну и при шлифовке вылезло.

Так и стоит в музее завода у дяди Васи в инструментальном ящике.
Часть вторая: Эх, молодежь!
Кого-то посетила гениальная мысли штампануть и порвав все старческие предупреждения и предрассудки был изготовлен еще один пуансон и оправка. Которые были применены к полусамодельному ручному гидравлическому прессу. Пресс долго упирался. В результате родился еще один выкидыш.

Теперь их стало в два раза больше.
Пуансон полусферы 144 мм. кольцо 148 мм соскругленным краям. Прижимное кольцо с креплениями на двух планках.
Часть третья: Хаппи енд.
Ну а дальше обычная история. Шли дни, срок прошел, клиент начинал нервничать, генеральный начинал психовать, но денег на аутсерсинг (тогда 90 т. р. за комплект, щас значт 180 т. р.) не давал, директор производства с главным инженером ежедневно поднимали данный вопрос на оперативках, стараясь скрывать раздражения. Как обычно вляпались по полной и теперь придется это все разгребать.
Дня три ходил за главным инженером, чтоб тот подписал покупку листа нержавейки толщиной 1 мм. Потом плюнул, пошел делать демо-версию, нашел в цеху лист 2 мм сказал, что буду делать из неё, но возможно не вытяну до конца. Получил раскрой со второго раза из конструкторского отдела, отдал в цех. Долго долбил народ как нужно сделать, все равно сделали по своему, ну да ладно демо оно и есть демо. Ну и поехали.







Получилась вот такая вот шняга, не до давленная. Понес к главному инженеру. Он видать за два месяца натерпелся, увидев демо-версию сразу подписал лист 1 мм. Ну а там дорожка проторенная, знай косяки подчищай.








От оне наши корявости. Не так конечно все радостно как на фотках получилось, но клиент таки заказ принял, отправил на покрытие оксидом титана. Я, посмотрев на то как наше очередное детище забивают гвоздями в упаковочные ящики, пошел дальше бороться со злом в экономикой забытой стране под названием Россия.
Вот такой вот производственный комикс получился.
Применение данной технологии закончилось с окончанием этого единственного в своем роде заказа, кроме случая, когда один из сварщиков изготавливал паровой двигатель для внука, на его школьную презентацию.
Изготовление металлических шаров диаметром 50-120 мм
Такие шары производят для различного типа шаровых барабанных мельниц, которые могут применяться на горнорудных, цементных, угольных, строительных и иных предприятиях. Чаще всего, шары для мельниц изготавливают из стали, иногда из чугуна, в зависимости от технологии измельчения породы или материала.
-Чем занимаешься на работе?
-Да так. шары гоняю
Заказ от моих соседей сверху?

Всё прикольно, но стоять над раскаленными шарами целый день - ебунутая работа. Ведь процесс элементарный, могли бы как-то автоматизировать пневматикой или гидравликой.
Файрболлы делают для ММОРПГ!
Как тысячи маленьких солнц
А говорят у гинекологов работа "руки в тепле".
У мужиков шары стальные
интересно, у них отопление на заводе есть?
Спасибо тебе, добрый человек! С детства было интересно, как эти хреновины делают (в городе был цементный завод и такие шары с мельниц много где валялись).
А если дело было в армии, то просто делали бы шпалы. В середине процесса два солдата пилили бы эти шпалы на купики, потом напильником придавали бы этим кубикам шарообразную форму и на финише шлифовали бы наждачкой и тряпочкой с пастой гоя. Количество брака прямо пропорционально качеству пиздюлины от старшины.
Кто хочет сыграть в "горячую картошку" на хард уровне? :D
Получается их просто выпрессовывают прямо из заготовки уже такими ровными?
Здесь хоть все красиво. Работал как-то на кузнице на бывшем машиностроительном заводе. Большие прессы, много шума и грязи. Но было интересно.
Люди сделали сраный автоматизированный завод по производству шаров. шаров.
И не сделали разделение по лоткам, на чем работает 3 человека.
Так выглядит процесс изготовления "стальных яиц". Дайте мне два!
где можно достать один такой шар? мне тонна не нужна, а меньше не продают))
а еще из таких шаров, в основном некондиционных, изготавливают в кузнице на прессе клинья.
там жара нереальная, а они в куртках
Карлики на крошечном предприятии делают дробь!
Халк играет такими в боулинг, а потом боулинг клуб закрывается на реставрацию
Толи там экскурсия, толи много народа лишнего шароебится по цеху.
а еще их можно проипать
Всегда удивлялся, за что платят людям, которые там стоят и палочкой подравнивают траекторию этих шаров. Этож просто супербестолковая работа, которую может выполнить самый простой механизм
Что за завод? Не ГМЗ случаем?
Наверное, я что-то упустил, но так и не понял как из колбасы получаются шары :с
Я в Мариуполе на шаропрокатном работал там скорости в разы по выше были)
Marble machine Челябинск-edition
а как они делают идеально шарообразной формы?
Цех по изготовлению магических шаров здоровья )
У моих соседей сверху такой
Почему они не остывают на конвеерной линии??
Чак Норис в своё время там свои шары заказывал
Такое впечатление, что они после охлаждения сжимаются в два раза.
надо такие мячики на тренировках футболистам выдавать
Смена поколений
Сидим на даче, отдыхаем. Жена спит, дети со мной. По ящику какой то боевик, и герой снимает часового ножом. Тут старшая (16лет) неожиданно говорит: «А ты умеешь кидать ножи?»
Я - конечно. В детстве в ножички играли.
Она- в смысле в детстве?!
Я- ну раньше такая забава была. Когда было лет 6-7 начинали играть в ножички во дворе. В территорию, или кораблики…
Она - в 6 лет?! Опять прикалываешься?!
Я - да нет… Хочешь, пошли научу…
Выходим во двор, учу как правильно держать, как примерно расстояние рассчитать… Расчерчиваю круг. Начинаем играть.
Она через полчаса - я все равно не верю, что раньше в 6 лет в ножи играли, дети с ножами ходили…
Тут на крыльцо выходит жена - «Оо, вы в ножички играете?! Я с вами хочу! С детства не играла! У дочки округляются глаза, а жена продолжает - ты кисть не фиксируешь, поэтому папа выигрывает. Щас научу как правильно!
Немая сцена)))
Главное для политика - это невозмутимое лицо


Однажды.

Заманчивое предложение

9,5 лет брака ценой в одну командировку
Вот и моё время.
Начну с небольшой предыстории.
С мужем познакомились, когда мне было 16 лет, ему 19. Встречались 4 года, потом было предложение сделано в кругу общих друзей. Скромно расписались вдвоём, без торжеств. Родилась дочь, жили тихо и мирно. Ругались и мирились, как все. Быт, дом, семья и работа. Особенного ничего.
Так и прожили 13 лет.
Никогда не проверяли телефоны друг друга. Досуг был и вместе и врозь. Он любит рыбаку, ездил с друзьями каждый год, ездил в походы. Всегда отпускала без вопросов.
Я так же могла куда-то поехать отдохнуть с подругами.
Вместе с ним могли в другой город вдвоём съездить на пару дней, тоже хорошо проводили время. Мне казалось, что у нас все хорошо. Но только казалось.
И вот 11 августа этого года мой муж уезжает от меня навсегда. Командировка в Екатеринбург. Писал первые три дня, потом пропал. Интуиция все же существует , как оказалось, думаю точно что-то не так. Пишу, спрашиваю что-то случилось? Ответ,-нет, все хорошо. И снова пропадает. Но когда говорят, что если вам кажется, что вас обманывают, то вам не кажется. Как-то вечером, словив панику уже последней стадии,звоню, спрашиваю что случилось? Снова ничего, все нормально. Звоню два, три.
Буквально "зажала в угол", говорю рассказывай все.
Ну вот отсюда и начинается исповедь о том, что запутался, приедем поговорим и тд. Прошу сказать сразу. В итоге измена.Предлагал за него побороться. Спросила как канат перетягивать тебя? На что в ответ,- получается да.
Вернулся в Москву,попросился домой. Три дня скандалов в процессе которых выяснили, что виновата я , виновата та мадам, потому что знала, что он женат. Он ни в чем не виноват.
Сказал, что устал от всего, ему надо побыть одному. К слову, живём в моей квартире и побыть он хотел один именно тут. Попросила собрать вещи и уехать. Так и сидел. Сама собрала вещи и попросила уехать, снова после работы приезжает домой, будто ничего не произошло. Но подходить к нему нельзя, потому что он устал и запутался,сразу в припадки бешенства бросался. Сказала, что он уже разрушил семью и притащил эту грязь домой, на что снова во всем виновата я. Не слушала, не уважала, не ценила.
В итоге выпроваживала практически пинками.
Спросила почему не развестись изначально если все так плохо, а потом уже гулять где хочешь? Тишина.
Спрашивала как после безоговорочного слепого доверия мне верить людям и тем более мужчинам?
Снова тишина.
Сказал, что измена, когда он спит со мной, потом где-то ещё , а потом снова со мной, а он так не делал , поэтому как таковой изменой не является.

На вопрос а мне он теперь нужен? захотелось бы ли мне самой к нему после всего подойти?
Снова тишина.
Только стеклянные глаза, пустой взгляд и голова, как выяснилось.
Пыталась объяснить, что поменяй хронологию бы, разведись и гуляй, это хотя бы было уважительно по отношению ко мне, к браку, и к 13 годам вместе. Сказал что я прицепилась к браку, свидетельство о заключении это всего лишь "ссаная бумага"©
Приятно, однако. Сказал, что я тоже могу себе позволить загулять, ведь он не имеет право сказать что-то против. Что не фраза была , то шедевр.
В свою очередь решила, что держаться там не за что. Честно, были мысли что сможем что-то восстановить. Но потом пришла в себя и подала на развод.
Свое отплакала, похудела на 8 кг за 2 недели, словила чсс под 170 на нервной почве. Хватит с меня.
Больно, тяжело, будто часть тебя просто вырвали и выбросили. Никогда не думала , что коснётся нашей семьи такое. Но как случилось, так случилось. Не мне его судить, моё дело пожелать попутного ветра.
У меня дочь растёт и не хочу чтобы она видела маму, размазанную по полу. Хотелось бы, конечно , чтобы ребёнок рос в полной семье, но поняла, что с таким "грузом" жить не могу и не хочу, даже ради неё.
Завтра развод, надеюсь уже поставить точку и нужно идти дальше.
Как сделать идеальный ровный металлический шар из фольги похожий на железный своими руками



Идея пришла из Японии, но быстро распространилась, и каждый день онлайн появлялось всё больше видео на эту тему.
Я не из тех, кто бежит за толпой, но эта идея показалась мне интересной, и я решил попробовать. Создание алюминиевого шара оказалось на удивление медитативным процессом.
Я использовал самый легкий метод и применил наковальню, молоты и полироль. Учитывая затраченное время, результат меня порадовал. Мне не пришлось ничего шлифовать – только ударять, стучать и полировать.
Шаг 1: Материалы
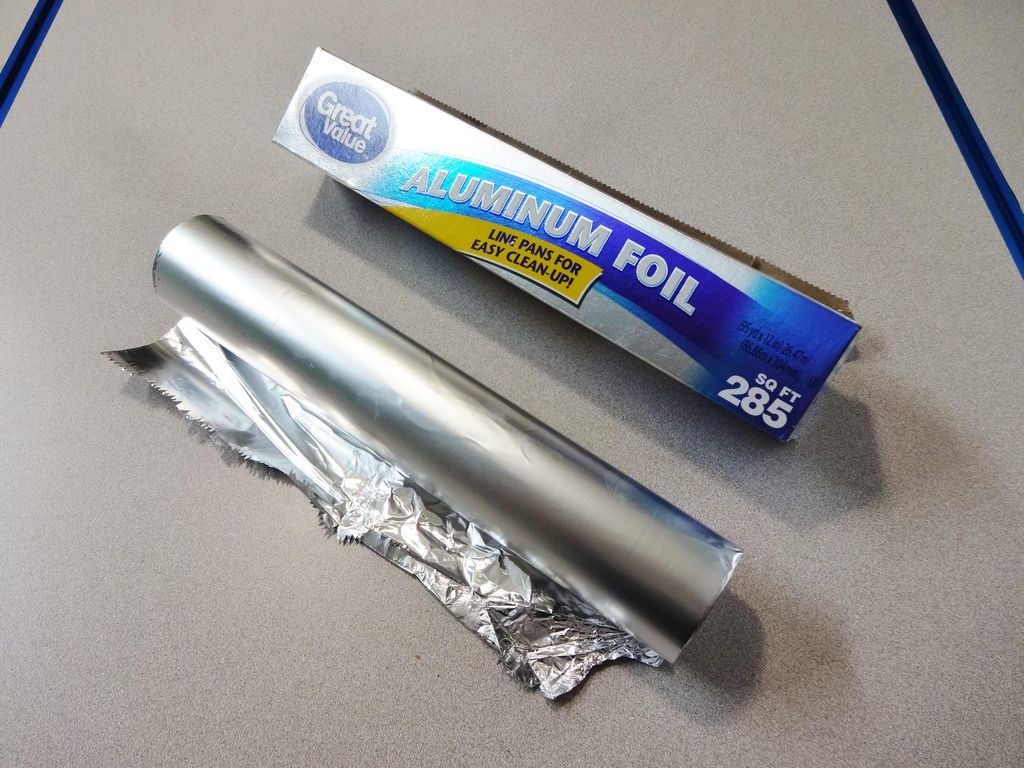


- Рулон обычной алюминиевой фольги, 25 квадратных метров
- Разные наковальни и молотки и много тряпок
- 9-киллограммовые весы и жествую поверхность
- Пень (обычное бревно, на котором я бью разные вещи)
Шаг 2: Раскрутите фольгу и сделайте шар


Я раскручивал фольгу прямо на полу, и её конец скручивал в шар (по мере сворачивания, шар начал биться о стену и оставлять царапины, поэтому я защитил стену изолентой).
Я не старался скрутить фольгу особо туго – просто делал это максимально быстро. Готовый шар оказался чуть больше баскетбольного. Затем я начал сдавливать шар руками и при помощи веса своего тела настолько, насколько я мог, делая его более компактным.
Шаг 3: Бьём и уменьшаем шар



Я начал сдавливать шар, ударяя его молотком через 9 киллограммовый металлический блин. Вам нужно делать это на твердой поверхности (если вы будете заниматься этим на ковре, то работа будет продвигаться медленно).
Я прошелся по окружности шара, слегка постукивая по нему и уплотняя аллюминий, пока шар не стал похож по форме на подобие зефира. Затем я перевернул шар и бил, пока шар не принял форму, похожую на округлую подушку. Кончики этой подушки были забиты в шар и он снова вернулся к округлой форме, но стал меньше чем прежде.
Шаг 4: Продолжаем уплотнять!


Я переключился на слегка больший молоток и продолжал уплотнять шар в соответствии с процедурой, описанной на предыдущем шаге.
Вы можете просто бить случайным образом и постоянно сбивать выступающие места, но мне понравился повторяемый порядок операций: сфера > зефир > подушка > снова сфера.
Я настоятельно рекомендуется вам одеть перчатки!
Я экспериментировал с разными молотками, но вы можете использовать один и тот же молоток все время. Главное – бить не слишком сильно и не делать чрезмерно глубоких углублений.
Каждый удар должен быть достаточным, чтобы немного сжать фольгу, но не деформировать материал настолько, что в итоге вы получите неисправимый дефект.
В какой-то момент шар начнёт уплотняться все меньше и меньше, поэтому процесс сведётся преимущественно к поиску выступающих точек и их выравниванию. Это небыстрый процесс создания, в котором присутствуют элементы тренировки.
Шаг 5: Продолжаем бить дальше


Я вынес шар из гаража и положил на 9-киллограмовый вес, который лежал на бревне, которое я использую в качестве подставки, когда мне нужно что-то бить. Также. Я взял более мелкий молоток весом около 1.1 кг.
Чем меньше получается шар, тем тяжелее он выглядит. Очень забавно, как ваш разум играет с вами в такие игры.
Если вы продолжите уплотнять шар, то на нём начнут образовавыться трещины. Просто продолжайте уплотнение и трещины будут всё меньшего и меньшего размера.
Шаг 6: Почти готово


Когда вы подойдёте к финишной прямой, то заметите, что фольга больше не уплотняется. Если раньше каждый удар создавал выемку, ведь шар поглощал импульс удара, то к концу процедуры каждый удар будет звучать более цельно, и шар будет отскакивать, так как импульс удара будет проходит сквозь него.
Я положил мяч на сложенную тряпку и дальше постукивал по нему. Казалось, что в магазине завёлся дятел, и я уверен, что мои соседи были сконфужены происходящим!
В этот момент мяч был 40 см в окружности и выглядел довольно неплохо. Я решил, что пришло время остановиться.
Шаг 7: Полировка



На этом этапе некоторые люди начинают шлифовать свой шар все более мелкой наждачной бумагой, зерно которой доходит до тысяч. Я не видел причин делать также, учитывая, что мяч уже был довольно блестящим.
Вместо этого я в несколько заходов отполировал его полиролью для алюминия. Вы щедро смазываете его полиролью, а затем втираете её в металл, пока он не станет черным, затем вы оттираете его с помощью нескольких тряпок.
По мере того как вы трёте его, поверхности сначала будут тусклыми и серыми, но по мере того как вы продолжаете процедуру (и переключаетесь на чистые тряпки), вы увидите, что поверхность становится все более блестящей. Я повторил этот процесс 4 или 5 раз.
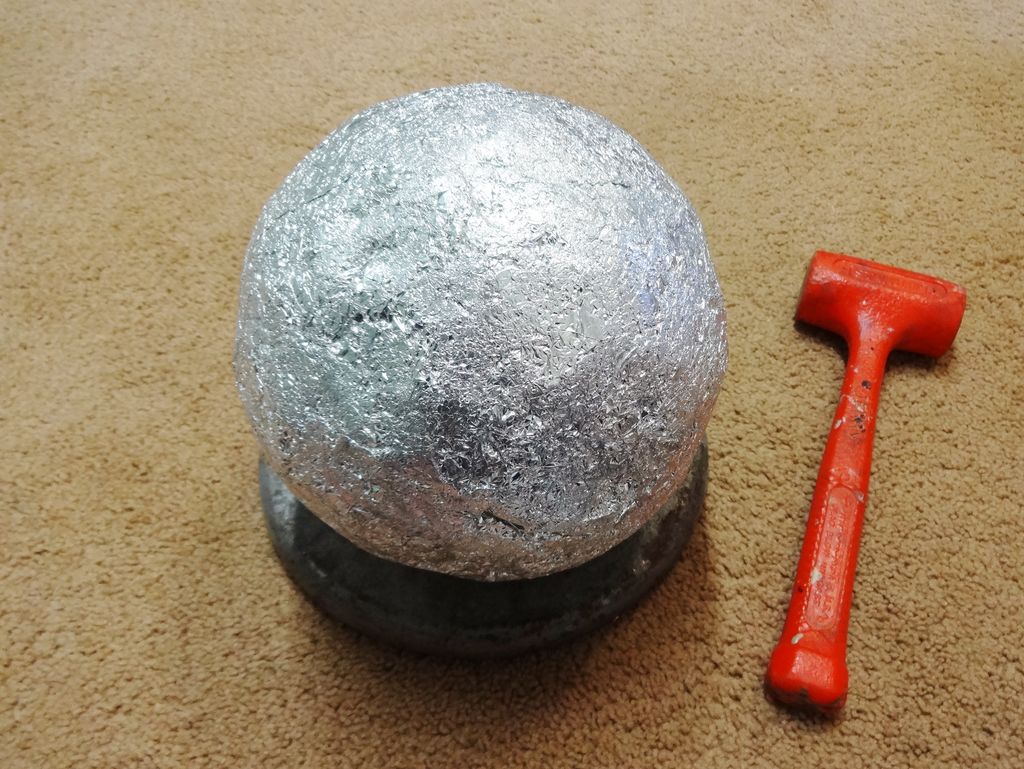
Шаг 8: Готово!

Поверхность шара стала зеркальной, но при тщательном осмотре вы можете заметить, что она покрыта разнообразными трещинами и складками, которые очень интересно изучать.
В течение примерно 4 часов работы и полировки, я превратил рулон алюминиевой фольги за 400 рублей в ровный идеальный шар и рассказал вам как сделать шарик из фольги. Я думаю, это довольно круто, он очень похож на железный.
Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.
Как выточить шар на токарном станке
Степень точности и качество обработанной поверхности зависят от умения мастера работать на токарном станке, который не имеет системы Числового Программного Управления. Однако некоторые типы деталей создать путем точения при помощи резца без вспомогательного оборудования практически невозможно. Если при этом есть необходимость наладить серийное производство с высокой точностью обработки, без вспомогательного оборудования не обойтись. Как сделать шар на токарном станке, и какое приспособление при этом используются?

Шары, выточенные на токарном станке
Метод точения на токарном станке стандартным суппортом
Для крупносерийного производства создается специальное приспособление или используется система ЧПУ. Если есть необходимость путем точения создать всего несколько шаров, тогда можно провести работу на токарном станке, у которого есть задняя бабка.
Процесс изготовления, который является ответом на вопрос, как выточить шар на токарном станке, можно разделить на следующие этапы:
- Выбор заготовки. Она должна быть цилиндрической формы, дина и ширина которой превышает нужного диаметрам шара. Изготовление происходит путем базирования цилиндрического тела по торцам.
- Создаем проточку на заданном расстоянии от торца. Диаметр проточки – диаметр шара.
- Затем при помощи специального подготовленного прутка и задней бабки проводим фиксацию (ранее сделанная проточка необходима для крепления при помощи этого прутка).
- Для изготовления шара нужно расположить резец под углом к поверхности и провести точение лишнего металла. Удаление проводится до проделанной проточки. Точение происходит отрезным резцом.
- Точение происходит поперечной подачей, в результате которой образуется поверхность в виде лесенки. Затем совмещая поперечную и продольную подачу, она также убирается.
- После этого напильником во время вращения шпинделя делается поверхность, напоминающая шар. Также используется шлифовальная шкурка для получения гладкой поверхности.
- Необработанные концы, которые использовались для крепления, стачиваются на наждаке.
При подобном методе дополнительное приспособление не используется. Созданная проточка является своего родом индикатором, который используется при поперечной подаче. Работа требует хороших навыков обращения с продольной и поперечной подачей. Как выточить шар на токарном станке без столь большого количества операций – следует использовать приспособление, предназначенное для точения по заданному диаметру.
Использование специальной конструкции
Значительно упростить процесс можно путем использование специальной конструкции. Приспособление, при помощи которого можно провести рассматриваемую работу, позволяет поворачивать резец по заданной окружности. При этом можно отметить следующие нюансы:
- Конструкция должна быть жестко закреплено, для чего придется проделывать отверстия в станине для его крепления.
- Предварительно металла также обрабатывается стандартным способом при помощи продольно-поперечной подачи.
- Конструктивные особенности конструкции обуславливают ограничение минимального и максимального диаметра получаемого шара.
- Использовать наждак для удаления металла в месте крепления также придется и в этом случае.
- Обработка всей поверхности, кроме места крепления, проводится за один раз. Предварительная обработка для снятия металла необходима по причине того, что в этом случае поперечная подача не регулируется (диаметр детали регулируется расстоянием, на котором находится режущая кромка от места крепления).
- Достигается правильная форма, при этом особых навыков обработки не нужно иметь.
- Можно получить партию деталей шарообразной формы, которые будут иметь одинаковые размеры.
В заключение отметим, что подобное приспособление зачастую создается своими руками. Токарные станки старых моделей не приспособлены для автоматизации процесса производства получения шарообразных тел.
Еще одно изделие в виде шара, изготовленное на токарном станке Поделка, выполненная на токарном станке Нарезано на токарном станке из заготовки типа «Шар»
Читайте также: