Как происходит сварка металла
Обновлено: 01.05.2024
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.

Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
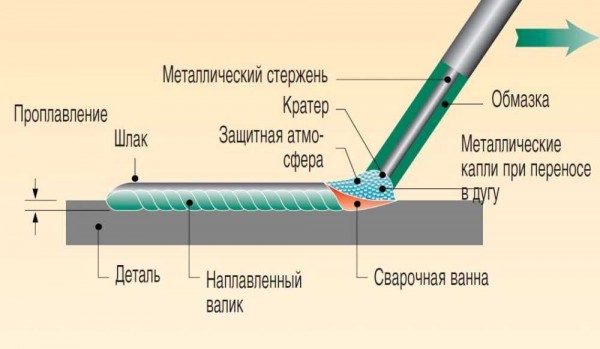
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали. Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.

Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).

Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода. Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.

Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.
Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.

Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток. Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.

Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.

Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию и допускать меньше ошибок, посмотрите видео-урок по сварке.
Как происходит сварка
Чтобы начать рабочий процесс, сварщик касается электродом металла. Быстро отводит его от него на 3мм. От соприкосновения вспыхивает дуга. Длина ее равна расстоянию удаления от электрода. Поднимая и опуская прибор, усиливается или уменьшается сила плавки и температура дуги. Работы требуют соблюдения техники безопасности. Лицо закрывается щитком.
Есть другой способ образования дуги. Сварщик проводит по металлу электродом, затем отводит прибор в сторону на нужное расстояние. Образуется электрическая дуга.
От размера дуги зависит качество шва. Лучший результат получается при короткой дуге. Она не дает металлу разбрызгиваться, т.е. сохраняет его в большем объеме, при меньшей деформации. Электрод плавится при короткой дуге спокойно, без вспышек. Пучок искр ровный. Глубина при такой дуге получается больше. Если дуга длиннее, то электрод быстрее окисляется, сильнее разбрызгивается. Шов получается неровным, с оксидами и наплывами.
Длину дуги можно контролировать по звуку, издаваемому оборудованием. Оптимальная длина сопровождается равномерным звуком на одной ноте. Длинной дугой издается резкий тон, прерывающийся. Иногда слышатся звуки, похожие на хлопки, взрывы.
Дуга может прерваться. Тогда процесс повторяется, важно не оставить провал там, глее произошел разрыв.
Некоторые мастера при сваривании сложных деталей, ответственных за работу техники мест, зажигают дугу вне зоны сваривания. Они стремятся не допустить ожога металлической поверхности. Зажигание вне зоны сложнее, его смогут выполнить только квалифицированные работники.
Метод подвода дуги к изделию магнитным способом:

Шов – это прочность скрепления. Поэтому одним из основных умений сварщика можно считать умение манипулировать электродом. Мастер перемещает электрод по металлу, видит шов, меняет его форму и размеры.
Режимы сварки и размеры шва
Режим сваривания – показатель проваривания металла. Математически это можно представить в виде формулы: отношение ширины шва к глубине. Ручная сварка предоставляет в этом широкие возможности. Шов можно получить как достаточно широкий, так и минимально узкий. Тип шва при этом не зависит от размера:

Параметры и коэффициенты подачи тока
В ручной сварке важна сила тока. От ее увеличении зависит глубина проникновения в металл, проплав получается только при нужном токе. поэтому важно заранее просчитать необходимый коэффициент силы тока. Чем плотнее металл, тем больший проплав. Род электрического тока также имеет значение.
- Постоянный ток дает узкий шов;
Поэтому выбираются электроды разных диаметров наконечника.

Уменьшение электрода сокращает горение дуги, увеличивает глубина проплава, сокращается ширина. Уменьшение поперечника электрода увеличивается глубина шва. Повышение подвижности горения дуги при увеличении размера электрода делает шов больше по ширине. Еще один показатель – напряжение. Оно меняет ширину, но не влияет на глубину.
Изменение напряжения используется активно в автоматической сварке, он позволяет регулировать наплавку.
Сварка в защитных газах
Процесс заключается в том, что в дуговую область поступант газ, который явлеяется ее защитой. Газ становится изолятором расплавленного металла от воздуха.
Виды такой сварки:
- инертные газы;
- активные газы;
- смеси газов;
- струйная газовая защита.
В комплект для сварочных работ входит следующая техника:
- трансформаторы;
- инверторы;
- блоки питания;
- горелки;
- маски или щитки;
- газовое оборудование.
По межгосударственному стандарту ручная сварка имеет утвержденный ГОСТ – 5264-80.
Стандарт распространяется на конструктивные элементы, указывает размеры. Характеристики по ГОСТу дают следующие данные:
- Тип соединения;
- Форму подготовленных краев деталей;
- Характер получаемого шва;
- Форма поперечного сечения;
- Толщина деталей.
В ГОСТе дается условное обозначение каждого типа соединения. Изучив документ, сварщик легко сориентируется в чертежах, самостоятельно разрабатывает требования к сварным конструкциям. Есть четкие требования, каким по размерам и форме должен быть шов:
- при одинаковых поверхностях;
- разных металлов;
- разная толщина изделий.
Применять стандарт сможет сварщик с любым уровнем образования. Его соблюдение станет гарантом получения отличного качества сварки.
Технология сварки стандартных металлоконструкций ручной дуговой сваркой покрытым электродом
Для контроля качества производимых работ ориентируются на руководящую документацию (РД 34.15.132-96), разработанную Минстроем России. В перечень включены ГОСТы и СНИПы, касающиеся квалификации сварщиков, применяемых материалов и организации производства.
Требования к сварке металлических конструкций
Цель созданных нормативов – обеспечение безопасности и качественного монтажа конструкций из металлов и сплавов. На них следует ориентироваться и при сборке бытовых изделий на даче, в гараже, подсобных хозяйствах. Важные моменты:
- обеспечение защиты сварщика от поражения электрическим током, для чего необходимо защитить его от дождя, облучения ультрафиолетовым и инфракрасным излучением, коротких замыканий при подключении оборудования;
- правильная подготовка и сборка конструкций – требуется для создания прочных соединений с заданными характеристиками;
- подготовка сварочных материалов и деталей – прокалка электродов, грамотное их хранение, зачистка поверхностей от грязи и ржавчины.
Ошибки, допущенные при сборке и обваривании деталей, могут привести к разрушению металлоконструкций, что представляет опасность для людей, работающих в непосредственной вблизи с ними.
Технология сварки металлоконструкций ручной дуговой сваркой
Основные моменты касаются пунктов:
- Правильный расчёт металлоконструкций, выбор материалов подходящего качества для обеспечения жёсткости.
- Сборка в соответствии с разработанной документацией.
- Осмотр полученных сварных соединений, проверка размеров металлоконструкций.
- Устранение найденных дефектов.
После этого созданные металлоконструкции можно вводить в эксплуатацию.
Необходимое оборудование
Для монтажа металлоконструкций требуется стандартный набор оборудования и расходных материалов:
- болгарка, дрель – электрические или пневматические;
- диски – отрезные и зачистные, набор свёрл;
- молоток, зубило или заточенный токарный резец — для отбивания шлака;
- корщётка – для удаления ржавчины и грязи с поверхности металла;
- струбцины и зажимы – для облегчения монтажа;
- сварочный аппарат – инверторного или трансформаторного типа; – в зависимости от типа свариваемых материалов;
- рулетка, угольник, мел, маркеры, строительный уровень – вспомогательный инструмент.
Для сварщика потребуется также защитная маска со светофильтром, краги или рукавицы, брезентовый комбинезон.
Подготовка элементов к сварке
Элементы подготавливаются в зависимости от типа будущего изделия. Стандартный металлопрокат – уголки, швеллеры, трубы – необходимо нарезать в соответствии с чертежами, соблюдая размеры. Обработать кромки: снять фаски под углом 45 градусов, углы притупить. Если необходимо, просверлить отверстия в требуемых местах. С поверхности нужно удалить ржавчину, краску, масло и грязь.
Как происходит процесс сборки и сварки
Последовательность зависит от типа и назначения изделий. Можно разобрать распространённые примеры.
Сварка прямоугольных рамок из стандартных уголков
Элементы нарезаются по размерам, указанным в чертеже, так, чтобы при складывании получилась конструкция с заданными параметрами. Концы нужно отпилить болгаркой под углом 45 градусов – в этом случае длина стыкового соединения будет максимально длинным. Элементы складываются на сварочной плите или иной ровной поверхности и прихватываются по диагонали – по 2 небольших сварочных шва в каждом углу. Параллельно с этим необходимо контролировать размеры: диагонали прямоугольной рамки должны быть одинаковыми. После проверки требуется прихватить элементы более надёжно.
Если нужно сварить несколько рамок с равными габаритами, то следующие собираются на первой, которая переворачивается полками вверх. Это позволяет производить работы быстрее – достаточно следить за расположением уголков относительно изначально собранной конструкции, а производить замеры диагоналей не требуется.
После сборки нужно обварить рамку, начинать следует со стороны, обратной той, где делали прихватки.
Сварка объёмной конструкции из профильных (прямоугольных) труб
Сварка изделий из листов толщиной 2-3 мм и стальных рамок – ворота, двери
Необходимо собрать основную рамку так, чтобы она свободно помещалась в будущий проём. Внутри поместить усилители в виде прямоугольных труб – 2-3 на одну рамку. Для ворот необходимо вварить продольные и поперечные перемычки для увеличения жёсткости. Вырезать наружный лист, подготовить его к сварке: выполнить изгиб краёв (если необходимо), просверлить отверстия под крепление замков, запоров. Разметить лист для облегчения монтажа и прихватить его к рамке на ровной площадке. Проверить все размеры: углы, диагонали. Обварить всё вместе небольшими (3-3,5 см) прихватками с шагом 7-10 см, не допуская нагрева конструкции.
Сварка конструкций из водопроводных труб встык
Для создания герметичного соединения необходимо подготовить кромки под сварку – сделать скосы под 45 градусов, но так, чтобы края не были острыми. Притупление должно быть около 2 мм. При сборке требуется соблюдать зазоры между элементами: 1,5-2 мм. Это нужно для обеспечения формирования качественного коренного шва. При монтаже делается 4-6 прихваток, которые должны представлять собой полноценные швы. Обваривание рекомендуется производить в нижнем положении, поворачивая трубу. Если стык неповоротный, нужно вести электрод снизу вверх, первый шов должен перекрывать нижний сектор стыка, а последний – верхний. Обваривание производится как минимум в 2 приёма: корень шва, облицовочный шов.
Общие принципы создания металлических конструкций
Общие принципы заключаются в следующем:
- обваривать конструкции допускается только после полной сборки и проверки размеров;
- нельзя перегревать ни одну из сторон детали. Нужно варить постепенно, с разных концов;
- прихватывать элементы следует так, чтобы исключить деформацию (изменение размеров) во время сварки.
После проваривания первого (коренного) шва рекомендуется полностью удалить остывший шлак при помощи зубила и корщётки. При наличии дефектов – свищей, трещин, подрезов – нужно вырезать их болгаркой и проварить снова.
Нюансы: что необходимо учитывать при подготовке и сборке
Часто при сборке неопытные сварщики сталкиваются с проблемами:
- конструкция сильно деформируется. Главные причины связаны либо с неправильной сборкой, либо с нарушением технологии сварки – выбран слишком большой ток, нарушена последовательность обваривания элементов;
- плоскую деталь ведёт «винтом». Для предотвращения этого нужно обваривать деталь медленно. Например, сначала один угол рамки (один шов), затем – по диагонали – второй (один шов) и так по кругу, переворачивая конструкцию с одной стороны на другую. Также возможно зафиксировать изделие на ровной поверхности струбцинами и зажимами;
- после сборки прихватки ломаются. Причины: мало тока или допущены ошибки при сварке. Необходимо собрать конструкцию снова;
- не хватает напряжения в сети, электрод постоянно залипает – часто за городом проявляются перепады. Улучшить ситуацию можно, если на время отключить все потребители: чайники, микроволновые печи, холодильники, кондиционеры.
Иногда выясняется, что сваренная металлоконструкция не входит на своё место. Это случается тогда, когда сборщик не учёл зазоры, которые устанавливают для лучшего проваривания швов.
Для сборки крупных объёмных металлических конструкций рекомендуется использовать временные усилители – уголки, швеллеры, которые должны помочь удерживать размеры в заданных рамках.
Например, при монтаже вертикальных столбов на основную раму приваривают укосины, которые удерживают их на месте. После обваривания их срезают болгаркой.
Виды сварки металлов и их краткая характеристика: термический, термомеханический и механический классы
Сварка — процесс соединения металлов при установлении межатомных связей. В зависимости от формы энергии различают следующие виды сварки.
Термический класс сварки
Термический класс сварки включает в себя разновидности сварочных работ, для которых требуется тепловая энергия. Если охарактеризовать весь процесс в нескольких словах: в результате правления на краю изделия образуется расплавленная субстанция, которая после стыковки остывает и кристаллизуется, в результате чего образуется сварочный шов.
Электродуговая
Самый популярный вид сварочных работ в наши дни осуществляется, благодаря сварочному току, возникающего при соприкосновении электрода и свариваемого изделия. В процессе работы электрод расплавляется и выходит наружу, образуя тем самым защитную пленку.
Процесс электродуговой сварки подразделяют на три группы в зависимости от того, как выполняется зажигание и манипуляции.
- При ручной (ГОСТ 5264-80) все действия выполняются человеком без помощи каких-либо механизмов.
- При полуавтоматической (ГОСТ 11533-75), или как ее еще называют, механизированной, автоматизируется подача электродной проволоки, а весь остальной процесс производится человеком.
- Автоматическая же полностью исключает участие людей. Все процессы полностью автоматизированы и характеризуются большой точностью до сотых миллиметра.
Электронно-лучевая (ГОСТ Р 57550)
Скоростные электроны, излучаемые мощным источником тепла, отдают энергию атомам веществам, вследствие чего происходит плавление материала.
Для этого процесса необходимо соблюсти важное условие: вакуум для достижения максимально прочного шва.
Благодаря возможности фокусировать луч до нужных размеров этот тип нашел широкое применение в производстве микродеталей.
Термитная (ГОСТ Р 57181-2016)
Представить, как происходит процесс сварки с высокотехнологичным оборудованием, достаточно просто, но как быть, если работы необходимо осуществить в полевых условиях, например, соединить рельсы?
Это метод основан на применении термита – порошкообразной смеси, в состав которой входит алюминий и оксиды металлов.
Суть процедуры заключается в том, что концам соединяемых элементов придают нужную форму за счет использования термостойких материалов, а затем нагревают их, заливая место соединения предварительно зажженной термитной смесью. В итоге раскаленное железо сваривается с металлом самих деталей, что приводит к образованию прочного, надежного и долговечного соединения, обладающего высокими техническими характеристиками.
Электрошлаковая (ГОСТ 15164-78)
Принципиально новый вид соединения металлов. Особенность состоит в подборе шлака, температура плавления которого превышает температуру основного сырья и проволоки электрода. Первая стадия ничем не отличается от дуговой сварки. Отличия становятся заметными после образования ванны, когда горение дуги останавливается и оплавление кромок осуществляется за счет проходящего тока через сплав.
Этот способ позволяет работать с конструкциями большой толщины, в результате чего обеспечивается большая производительность.
Газопламенная (ГОСТ 12.3.036-84)
Вся процедура происходит в пламени открытой горелки. Поддержание пламени происходит, благодаря постоянной подаче горючего газа в смеси с кислородом. Металл при контакте с пламенем начинает меняться в зависимости от его качеств, в результате чего образуется ванна для сплавления.
Лазерная (ГОСТ 28915-91)
LWM (сокращение в международной номенклатуре) – сварка с использованием лазерного луча. Весь процесс сварки металлов производится лазерным лучом, сгенерированным квантовым генератором.
Одними из главных преимуществ этого типа является тонкий шов, образующийся благодаря направленности луча, и быстрота процесса, из-за чего такая сварка нашла широкое применение на автозаводах.
Термомеханический класс сварки
Особенность этого класса сварки заключается в использовании тепла и давления. Весь процесс очень напоминает механический, однако, есть одно отличие: нагрев происходит извне.
Кузнечная (ГОСТ 2601 84)
Определенно, это самый древний и, можно сказать, проверенный временем способ сварки. Заключается в сплавлении нескольких заготовок, нагретых до определенной температуры при помощи ударов. Как правило, таким способом привариваются материалы, содержащие менее 0,3% углерода.
Принцип заключается в нагреве концов заготовок до температуры белого каления. Затем заготовку посыпают поваренной солью или кварцевым песком для уменьшения количества окалины. Когда металл нагреется до нужной температуры, сбивают «посыпку» и начитают наносить удары по нарастанию силы.
Сварку можно осуществить несколькими способами встык, в расщеп, вразруб, внахлест.
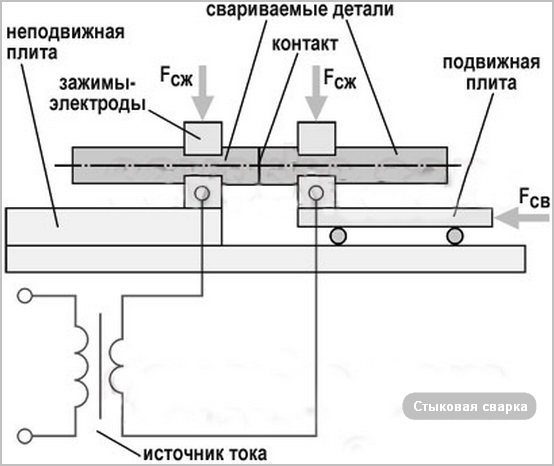
Принцип электрической сварки, или, как её еще называют, сварки сопротивлением, заключается в нагреве места сопротивления через искру, сквозь которую пропускается электрический ток.
Стоит учесть, что этот тип сварки требует механических усилий, так как после расплавления детали необходимо сдавить или «посадить» друг на друга, это объясняется химическим контактом атомов материалов.
Сварка подобного механизма нашла широкое применение в промышленности из-за удобства эксплуатирования и возможности автоматизации процесса. По результатам её подразделяют на три группы: шовную, точечную и стыковую.
Диффузионная (ГОСТ 20549-75)
При вакууме происходит диффузия атомов в поверхностных слоях контактирующих материалов. Это происходит, благодаря нагреву материалов до температуры плавления. А вакуум служит защитой от возникновения оксидной пленки, которая может прервать процесс. Чтобы увеличить площадь контакта, необходимо работать при сжимающих усилиях (10-20) МПа.
Сам процесс происходит в три этапа. Детали, которые необходимо скрепить, помещают в камеру с вакуумом и придавливают небольшим усилием. Затем нагревают при помощи тока и удерживают определенное время при нужной температуре.
Такой вид сварки используют для соединения материалов, которые плохо совмещаются друг с другом, таких, как сталь и чугун.
Механический класс сварки
Этот класс вмещает в себя сварку, для которой необходимы механическая энергия и давление. Простота оборудования и достойное качество позволили найти широкое применение в различных отраслях.
По типу сварки группу можно разделить на три подгруппы.
Сварка трением (ГОСТ Р ИСО 4063-42)
Осуществляется за счет вращения одной из деталей. Процесс состоит из следующих шагов:
- Из-за силы трения происходит оксид оксидных пленок.
- Нагреваются кромки металлов до пластичного состояния.
- Более пластичный металл выходит из шва.
Холодная (ГОСТ 2601-74)
Подобный тип сварки выполняют без нагрева. Методика осуществляется за счет деформации, при помощи которой разрушается окисная пленка на привариваемых поверхностях, и сдавливания до образования контакта. Прочность обуславливается усилием, с которым происходит сжатие. Чем оно сильнее, тем больше разрушается оксидная пленка.
Холодную сварку применяют для металлов, обладающих высокой пластичностью.
Сварка взрывом (ГОСТ Р ИСО 857-1-2009)
Относительной новый вид, позволяющий получать сплав неограниченных размеров. Это достигается под действием энергии, высвобождающейся при взрыве взрывчатого вещества.
Из-за большой опасности, а именно высвобождению ударной волны на большие расстояния, ее осуществляют на специализированных полигонах.
Взрыв позволяет соединить практически все виды металлов, однако, во избежание чрезмерного разрушения между деталями делают прослойку из другого металла.
Ультразвуковая (ГОСТ Р 55724-2013)
Для ультразвуковой сварки применяют высокочастотные ультразвуковые колебания, воздействующие на сплавляемые детали, прижатые вместе под небольшим давлением. Этот метод сварки наиболее часто используется для соединения термопластов и в тех случаях, когда неприменимы болтовые соединения, пайка или склеивание. Процесс полностью автоматизирован и осуществляется на специальных установках.
Как варить металл и современные методы сваривания
Как варить металл и что же такое сварка? Это неразъемное соединение металлических деталей, которое образуется в результате их нагрева в месте стыковки до расплавленного состояния.
Расплавленный, а затем застывший материал называется сварным швом. Не все металлы поддаются свариванию. Отлично свариваются однородные материалы. Например, чугун с чугуном или медь с медью (причем, ручная дуговая сварка меди выполняется в защитном газе) . Хорошо варятся железо и хром, никель и медь. Это происходит потому, что эти металлы в жидком состоянии образуют хорошо смешивающиеся слои.

Сваривание трубы
Но если вы попытаетесь сварить медь со свинцом, то из этой затеи ничего не выйдет – эти металлы не смешиваются между собой. То же самое можно сказать о железе и магнии или алюминии и висмуте. При необходимости сварки таких пар в смесь добавляют металлы, которые способны раствориться с каждым компонентом пары. Иными словами, в наше время нет секретов, как сварить металлы.
Виды сваривания металла
- Сварка плавлением (электрическая дуговая сварка, электрошлаковая, электроконтактная, электронно-лучевая). При таком виде сварки расплавленные кромки деталей образуют общую сварочную ванну или, другими словами, общий объем расплава, из которого и образуется сварной шов. Источником нагрева места сварки металлов может быть электрическая дуга, плазма, горелка и т.д.
- Сварка давлением (сваривание взрывом, ультразвуком, холодная сварка). Соединение металлов в этом случае происходит за счет уменьшения расстояния между атомами металлов до такой величины, когда между ними начинают работать силы взаимного притяжения.
Наиболее распространена электро дуговая сварка металлов. На ее долю приходится 65% всех сварочных работ. Расплавление материалов при этом способе происходит под воздействием сварочной дуги. Она образуется между основным металлом, предназначенным для сваривания, и присадочным материалом — проволокой.
Способы дуговой сварки:
- . При полуавтоматической дуговой сварке механизирована подача сварочной проволоки в зону сваривания. Остальные операции (поддержание нужного размера дуги, придание шву требуемой формы, перемещение электрода по линии сварного шва и прекращение работ) выполняются человеком;
- автоматическая. Это слово говорит само за себя. Задача человека – тщательно подготовить детали к сварке, включить и выключить оборудование;
- ручная. Сущность ручной дуговой сварки заключается в выполнении всех операций вручную без применения каких-либо механизмов.
Виды дуговой сварки:

- сварка плавящимся электродом. Этот метод изобретен Славяновым: кромки изделия и присадка одновременно расплавляются под действием сварочной дуги. Образующийся при этом расплав (сварочная ванна) заполняет зазор между деталями, а после кристаллизации образует сварной шов. Для защиты расплава от окисления на присадку наносится покрытие, которое под действием высокой температуры превращается в шлак. Этот слой покрывает жидкий металл. Кроме защиты от кислорода, шлак выполняет еще одну функцию: в него переходят вредные примеси, содержащиеся в сварочной ванне;
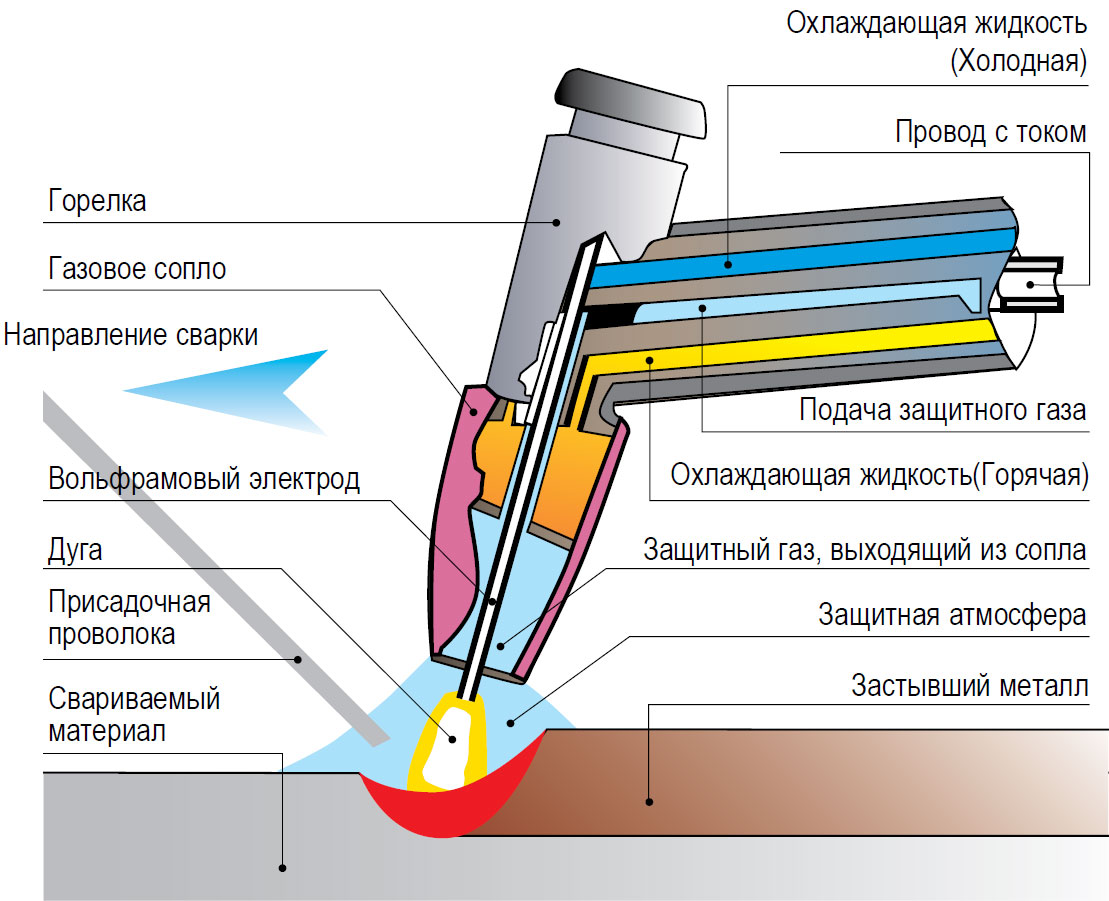
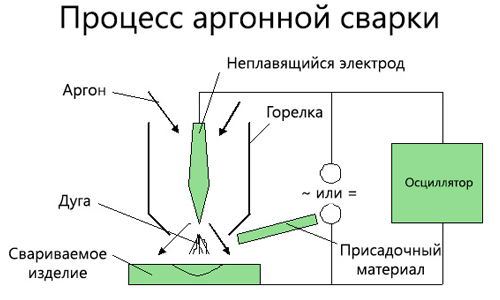
- сварка неплавящимся электродом. Автор этого изобретения – Бернадос Н. Н. Чаще всего такой метод применяется при сварке меди, алюминия, наплавке твердых сплавов и сварке тонколистовой стали. Схема сварки неплавящемся электродом
Сварочная дуга
Сварочная дуга образуется следующим образом:
- К электроду и основному металлу подводится электрический ток.
- Сварщик прикасается присадкой к основному металлу, в результате чего возникает короткое замыкание в сварочной цепи. Поскольку электрод имеет неровную поверхность, контакт происходит в нескольких точках одновременно.
- В зонах контакта металла и электрода возникает ток высокой плотности. Он расплавляет присадочный материал, появляется тонкая пленка жидкого металла.
- При отведении присадки из жидкого расплава вытягивается шейка. В ней плотность тока, а, следовательно, и температура металла еще больше возрастают
- Металл испаряется, шейка рвется, в ионизированном облаке паров и газов загорается сварочная дуга.
Сварочная дуга, которая горит равномерно, без обрывов и не требует повторного зажигания, называется устойчивой.
Устойчивость дуги зависит от:
- рода электрического тока (постоянный или переменный);
- состава покрытия присадочного материала;
- полярности. При постоянном токе полярность может быть прямой и обратной.
- прямая полярность – минус источника тока подается на электрод;
- обратная полярность – минус подсоединяется к изделию.
4. длины дуги. Это величина, равная расстоянию от торца электрода до поверхности ванны сварочной. Для стального электрода эта величина не превышает 2-4 мм (короткая дуга). Это оптимальная величина, которая обеспечивает устойчивость горения и хорошее качество сварного соединения.
Длина, равная 4-6 мм считается нормальной, а более 6 мм – длинной. Длинная дуга – плохой вариант: она неустойчива, плавление металла проходит неравномерно, капли расплава, стекающие с электрода, окисляются и насыщаются азотом. Шов получается пористым, неровным. Появляются непроваренные участки.
Как правильно варить дуговой сваркой
1. Подготовительные работы
2. Очистка
Этой операции подвергаются основной материал и присадочный. На них не должно быть окалины, ржавчины, масел и других загрязнений: даже незначительное количество загрязнений приведет к дефектам сварного шва, снижению его прочности, а следовательно и надежности готового изделия. Особенно тщательно следует очистить кромки и прилегающих к ним зон шириной 25-30 мм;
3. Подготовка кромок
Форма кромок зависит от толщины листа. Они должны быть притуплены одинаковым радиусом, а зазор между ними должен быть одинаковым по всей длине будущего сварного шва;
5. Сборка
На эту операцию приходится до 30% общей трудоемкости. Для удобства используются различные шаблоны и инструменты, и сварочные приспособления. Сборку надо производить в той последовательности, чтобы предыдущая операция не мешала выполнению последующей.
Уроки дуговой сварки.
- Возбуждение сварочной дуги. Зажечь дугу можно двумя способами:
- чиркнув электродом по основному металлу, как спичкой;
- прикоснувшись к изделию концом электрода.
В обоих случаях электрод надо быстро отвести в сторону на расстояние 2-4 мм.
Дуга загорелась. Чтобы постоянно поддерживать ее постоянную длину, надо по мере расплавления электрода постепенно опускать его. Длину дуги надо держать как можно короче, иначе она потеряет устойчивость со всеми вытекающими последствиями.
- Если в процессе сварки дуга все-таки оборвалась, то ее зажигают, продвинув электрод вперед от точки обрыва, а затем возвращаются, заваривают кратер и продолжают шов.
- Как правильно держать электрод для того чтобы качественно варить металл? Обычно электрод должен быть расположен вертикально или наклонно по отношению ко шву, углом вперед или назад. При расположении электрода углом назад получается глубоко проваренный неширокий, аккуратный шов. Такое положение предпочтительно при сварном соединении в тавр, угол или внахлест. Опытные сварщики так же выполняют и стыковые соединения.

Если вы хотите помочь экологии, то выбирайте водородную сварку — она наиболее экологически безопасная из всех видов.
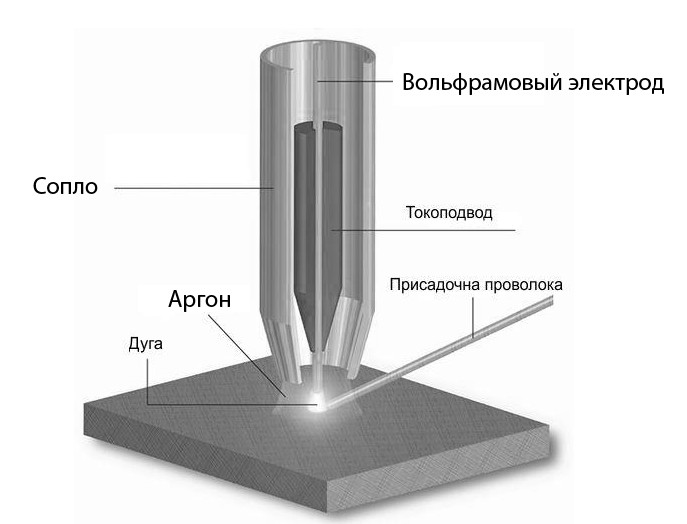
Планируете варить алюминиевую конструкцию аргонодуговой сваркой? Как это делается, подробно описано в нашей статье.
Выбор режима ручной дуговой сварки
От правильно выбранных режимов зависит стабильность сварочного процесса и качество сварки. Различают основные и дополнительные параметры.
Основные параметры:
- Свойства сварочного тока (величина, полярность и род);
- Диаметр электрода;
- Напряжение дуги;
- Скорость сварочного процесса;
- Величина поперечных колебаний торца электрода.
Дополнительные параметры:
- величина вылета электрода;
- состав и толщина покрытия электрода;
- положение электрода в пространстве;
- начальная температура основного материала;
- положение изделия в процессе сварки.
Рассмотрим подробнее основные параметры
1. Выбор сварочного тока
Параметр зависит от диаметра электрода, его покрытия, пространственного положения шва. От величины тока зависит глубина провара и производительность сварки. Если сила тока будет недостаточной, то количество тепла, поступающего в ванну, будет маленьким, в результате чего появятся непровары, ухудшающие качество соединения деталей.
Дуговая электросварка слишком большим током тоже может приводить к непровару, так как быстро плавящийся электрод может попадать на еще нерасплавленный основной металл. Рекомендуемый ток указывается на электродных упаковках.
Кроме того, следует учитывать следующее:
- при использовании тока обратной полярности глубина провара больше почти на 50%, чем при прямой полярности. Поэтому при сварке тонколистовых и легированных материалов следует применять ток обратной полярности во избежание пережогов и перегревов;
- при сварке переменным током глубина провара будет меньше на 15-20%, чем при сварке постоянным током обратной полярности.
2. Выбор диаметра электрода
Диаметр электрода зависит от толщины кромок свариваемого материала и разделки кромок. Если кромки не разделаны, то диаметр электрода выбирают в зависимости от толщины свариваемого металла. Так, например, при толщине металла 20 мм испльзуют электроды диаметром 12 мм.
Если же кромка разделана, то независимо от марки металла корневой шов выполняется электродом в 2- 3 мм. Последующие слои накладываются диаметром 4 мм. Правда, если толщина основного металла превышает 12 мм, допускается последующие слои выполнять пятимиллиметровым электродом.
Выбор корневого электрода зависит от типа соединения. Но главный принцип выбора – чем ответственнее шов, тем меньший диаметр электрода применяется.
3.Скорость сварки должна быть оптимальной
Чем выше скорость, тем уже шов. Но при слишком высокой скорости могут быть несплавления основного металла с металлом шва.
4.Величина колебаний
Величина поперечных колебаний электрода должна находиться в пределах 2,5-3 диаметра электрода – это оптимальный вариант для получения качественного сварного шва.
Читайте также: