Как работает лазерный станок по металлу
Обновлено: 26.04.2024

Лазеры впервые были использованы для резки в 1970-х годах.
В современном промышленном производстве лазерная резка более широко применяется в обработке листового металла, пластмасс, стекла, керамики, полупроводников и таких материалов, как текстиль, дерево и бумага.
В ближайшие несколько лет применение лазерной резки в прецизионной обработке и микрообработке также получит значительный рост.
Во-первых, давайте посмотрим, как работает лазерная резка.
Когда сфокусированный лазерный луч попадает на заготовку, область облучения быстро нагревается, расплавляя или испаряя материал.
Как только лазерный луч проникает в заготовку, начинается процесс резки: лазерный луч движется по контуру и расплавляет материал.
Обычно для удаления расплава из разреза используется струйный поток, оставляя узкий зазор между режущей частью и рамой.
Узкие швы получаются почти такой же ширины, как и сфокусированный лазерный луч.
Примечание: данная статья является переводом
Газовая резка
Газовая резка - это стандартная техника, используемая для резки низкоуглеродистой стали. В качестве режущего газа используется кислород.
Перед вдуванием в разрез давление кислорода повышается до 6 бар. Там нагретый металл вступает в реакцию с кислородом: он начинает гореть и окисляться.
В результате химической реакции высвобождается большое количество энергии (в пять раз больше энергии лазера).

Рис.1 Лазерный луч плавит заготовку, а режущий газ сдувает расплавленный материал и шлак в зоне разреза
Резка плавлением
Резка плавлением - это еще один стандартный процесс, используемый при резке металла, который также может применяться для резки других легкоплавких материалов, например, керамики.
В качестве газа для резки используется азот или аргон, а воздух под давлением 2-20 бар продувается через разрез.
Аргон и азот являются инертными газами, что означает, что они не вступают в реакцию с расплавленным металлом в надрезе, а просто выдувают его на дно.
Между тем, инертный газ может защитить режущую кромку от окисления воздухом.
Резка сжатым воздухом
Сжатый воздух также можно использовать для резки тонких листов.
Давления воздуха, увеличенного до 5-6 бар, достаточно, чтобы сдуть расплавленный металл в разрезе.
Поскольку почти 80% воздуха - это азот, резка сжатым воздухом - это, по сути, резка плавлением.
Плазменная резка
Если параметры выбраны правильно, то в разрезе плазменной резки с применением плазменного наплавления появляются плазменные облака.
Плазменное облако состоит из ионизированного пара металла и ионизированного газа для резки.
Плазменное облако поглощает энергию CO2-лазера и переводит ее в заготовку, позволяя соединить больше энергии с заготовкой, что позволяет быстрее плавить металл и ускоряет процесс резки.
Поэтому процесс резки также называют высокоскоростной плазменной резкой.
Плазменное облако фактически прозрачно для твердого лазера, поэтому плазменная резка может использоваться только при лазерной резке CO2.

Газифицирующая резка
Газифицирующая резка испаряет материал и минимизирует тепловое воздействие на окружающий материал.
Использование непрерывной обработки CO2-лазером для испарения материалов с низким тепловыделением и высоким поглощением позволяет достичь вышеуказанных эффектов, например, тонкой пластиковой пленки и неплавящихся материалов, таких как дерево, бумага и пенопласт.
Ультракороткоимпульсный лазер позволяет применить эту технику к другим материалам.
Свободные электроны в металле поглощают лазер и резко нагреваются.
Лазерный импульс не вступает в реакцию с расплавленными частицами и плазмой, и материал сублимируется напрямую, не успевая передать энергию окружающему материалу в виде тепла.
В материале для пикосекундной импульсной абляции нет явного теплового эффекта, нет плавления и образования заусенцев.

Рис.3 Газификационная резка: лазер заставляет материал испаряться и гореть. Давление пара вытягивает шлак из разреза
На процесс лазерной резки влияют многие параметры, некоторые из которых зависят от технических характеристик лазерного генератора и станка для лазерной резки, а другие варьируются.
Степень поляризации
Степень поляризации показывает, какой процент лазера преобразуется.
Типичная степень поляризации составляет около 90%. Этого достаточно для высококачественной резки.
Диаметр фокусировки
Диаметр фокуса влияет на ширину разреза и может изменяться путем изменения фокусного расстояния фокусирующей линзы. Меньший диаметр фокуса означает более узкие разрезы.
Фокусное положение
Положение фокуса определяет диаметр луча, плотность мощности и форму надреза на поверхности заготовки.

Рис. 4 Положение фокуса: внутри, на поверхности и на восходящей стороне заготовки.
Мощность лазера
Мощность лазера должна соответствовать ьипу обработки, а также типу и толщине материала.
Мощность должна быть достаточно высокой, чтобы плотность мощности на заготовке превышала порог обработки.

Рис.5 Более высокая мощность лазера позволяет резать более толстый материал
Рабочий режим
Непрерывный режим в основном используется для резки стандартного контура металла и пластика толщиной от миллиметра до сантиметра.
Для выплавки отверстий или получения точных контуров используются низкочастотные импульсные лазеры.
Скорость резки
Мощность лазера и скорость резки должны соответствовать друг другу. Слишком высокая или слишком низкая скорость резки может привести к увеличению шероховатости и образованию грата.

Рис.6 Скорость резания уменьшается с увеличением толщины пластины
Диаметр сопла
Диаметр сопла определяет форму потока газа и воздушного потока из сопла.
Чем толще материал, тем больше диаметр газовой струи и, соответственно, больше диаметр отверстия сопла.
Чистота и давление газа
Кислород и азот часто используются в качестве газов для резки.
Чистота и давление газа влияют на эффект резки.
При резке кислородным пламенем чистота газа составляет 99,95 %.
Чем толще стальной лист, тем ниже давление газа.
При резке азотом чистота газа должна достигать 99,995 % (в идеале 99,999 %), что требует более высокого давления при плавлении и резке толстых стальных листов.
Технические параметры
На ранней стадии лазерной резки пользователь должен определить настройки параметров обработки путем пробной операции.
Теперь необходимые параметры обработки хранятся в управляющем устройстве системы резки.
Для каждого типа и толщины материала имеются соответствующие данные.
Технические параметры позволяют людям, не знакомым с технологией, беспрепятственно управлять оборудованием для лазерной резки.
Оценка качества резки
Существует множество критериев для определения качества кромок лазерной резки.
Например, стандарт формы грата, провисания и зернистости можно оценить невооруженным глазом.
Прямолинейность, шероховатость и ширина надреза должны быть измерены специальными приборами.
Осаждение материала, коррозия, область термического воздействия и деформация являются важными факторами для измерения качества лазерной резки.

Перспективы в будущем
Непрерывный успех лазерной резки находится за пределами досягаемости большинства других методов. Эта тенденция продолжается и сегодня. В будущем применение лазерной резки будет становиться все более и более перспективным.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
5 признаков отличного оператора лазерного станка

Вы провели исследование, подсчитали цифры, проехали через всю страну, посещая демонстрационные и выставочные залы, и разговаривали с клиентами каждого производителя. Вы сделали выбор и оплатили свой волоконный лазерный резак, представляя себе высокую производительность. Но через шесть месяцев фактическая производительность оказалась вдвое ниже обещанной. Что пошло не так?
Проблема, скорее всего, не в вашем станке. Вы потратили часы на выбор правильной технологии, но сколько времени вы потратили на рассмотрение человека, который работает на вашем дорогостоящем оборудовании?
Выбор квалифицированного оператора для лазерного оборудования не менее важен, чем выбор лучшего станка. Высококлассный оператор - это ключ к достижению оптимального производства, которого вы ожидаете. Лучшие операторы в отрасли - это не просто нажиматели кнопок. Они являются чемпионами процесса лазерной резки, и самые элитные из них обладают пятью основными чертами.
1. Движущая сила амбиций
Тот, кто просто заинтересован в том, чтобы отработать свои часы, - это не тот человек, которого вы хотите видеть за своим станком. Вам нужен человек, который стремится освоить профессию. Лазер - это такой же станок, как токарный станок, шлифовальный станок или обрабатывающий центр. Операторы этого оборудования являются квалифицированными машинистами, потому что для того, чтобы стать квалифицированным специалистом, требуется время, усилия и знания. Ваш оператор лазера должен мыслить в тех же терминах. Найдите человека, который стремится достичь высокого уровня мастерства в работе с лазером.
Мастерство оператора становится еще более важным, поскольку производители вкладывают средства во все более производительное и мощное оборудование. Производительность сверхмощных волоконных лазеров и связанной с ними автоматики может быть феноменальной - до тех пор, пока не сломается лазерная головка или не заклинит вилы автоматики перемещения материалов при попытке поднять лист вырезанных деталей, прилипших к планкам, покрытым шлаком. Когда лазерная система выходит из строя, весь завод может остановиться.
Операторы лазерного оборудования - это первая линия обороны компании, их зоркие глаза помогают обнаружить и предотвратить проблемы. Они знают о важности поддержания оптимальных условий резки, которые могут уменьшить деформации, а также минимизировать или даже устранить необходимость во вторичных операциях, таких как снятие заусенцев и выравнивание деталей. Они знают о важности стратегий предотвращения столкновения головок, например, когда головка проходит вокруг, а не над ранее вырезанными участками, которые склонны к опрокидыванию.
Они также знают, что замена защитного стекла в режущей головке должна производиться с максимальной осторожностью и вниманием к чистоте. И замена защитных стекол, конечно, не должна происходить ежедневно. Если в цехе сгорает больше защитных стекол, чем можно сосчитать, значит, что-то в отделе лазерной резки не в порядке.
Были ли скорректированы параметры резки по умолчанию? Например, некоторые операторы могут следить за температурой защитного стекла в режущей головке. В соответствии с этим они могут точно настроить фокус или, возможно, поток вспомогательного газа, чтобы сохранить кромки реза как можно более чистыми. Конечно, после нескольких месяцев использования защитное стекло необходимо заменить. Но когда это происходит, возвращаются ли параметры резки к установленным по умолчанию, или эти параметры были изменены? Даже машина с безупречным защитным стеклом может резать с некачественной кромкой только потому, что операторы не сбросили параметры резки.
Контролируется ли разбрызгивание и оптимизируется ли положение головки, чтобы защитное стекло служило как можно дольше? Насколько эффективно и легко можно денатурировать детали? Все эти и другие переменные требуют неустанного внимания к деталям - опять же, подобно высококвалифицированному машинисту, работающему на фрезерном или токарном станке.
2. Механические способности
Ваш лазер - сложное оборудование. Операторы должны обладать знаниями работы с таким оборудованием, чтобы как запускать, так и обслуживать лазер. Они должны уметь устранять возникающие неполадки на определенном уровне детализации, а не просто звонить в отдел технического обслуживания.
Лучший оператор лазера, которого я знаю, управляет двумя 10-киловаттными волоконными лазерами, подключенными к общей системе автоматизации, и он поддерживает их в рабочем состоянии весь день. Он принимает близко к сердцу, если они выходят из строя, и он - главный специалист по устранению неполадок на втором заводе компании.
Лучшие операторы лазеров связывают детали в контексте общей системы: раскрой и программирование, чистота и состояние станка, состояние газов и охлаждения. Рассмотрим систему охлаждения станка. Операторам не нужно быть физиками или мастерами гидродинамики, но они должны понимать необходимость обслуживания чиллеров и тот факт, что вода, протекающая через станок, должна обладать определенным уровнем проводимости при прохождении через компоненты. Если состав охлаждающей жидкости не соответствует требованиям, она может начать разъедать компоненты волоконного лазера.
Многие современные машины оснащены системами, которые контролируют охлаждение и выдают предупреждения и сигналы тревоги. Хорошие операторы знают, что волоконные лазеры не должны работать долгое время в предупредительном диапазоне. И они также знают, что если бы было время для очистки (подробнее об этом позже), состояние системы охлаждения не вошло бы в зону предупреждения в первую очередь.
Хорошие операторы также понимают роль газа, будь то продувочный газ в лазерной головке (если только головка не полностью герметична) или вспомогательный газ, удаляющий расплавленный материал из зоны реза. Рассмотрим ситуацию, когда кажется, что все идет как по маслу, но вдруг все останавливается. Оператор знает, что программа резки была отлажена. Планки чистые, в сильфонах нет отверстий, приводы очищены и хорошо смазаны. Лазерная головка герметична, поэтому нет необходимости в продувочном газе. Защитное стекло новое, и процедура установки была тщательно соблюдена, чтобы уменьшить вероятность загрязнения.
Что осталось? Вспомогательный газ, который в данном случае поступает из системы генерации азота. После некоторого расследования оператор обнаруживает следы компрессорного масла в линиях вспомогательного газа. Он уже видел подобное в другой системе волоконного лазера, режущей ультрасухим цеховым воздухом. Любая система, использующая компрессор, использует масло, и если это масло попадает в линии вспомогательного газа, вы можете попрощаться с отличными показателями лазерной резки.
Сверхмощный лазер выполняет контурный разрез. Обратите внимание на состояние планок под ним. Регулярная очистка минимизирует накопление шлака, повышая качество и стабильность резки.
3. Организационные способности
Волоконный лазер может выдавать продукцию с чрезвычайно высокой скоростью, но это не только результат скорости машины. Ваш оператор должен быть достаточно организован, чтобы обеспечить максимальное время безотказной работы станка.
Во многом это зависит от того, как организовано рабочее место лазера и какие принадлежности выдаются операторам. Все рабочие места на станке нуждаются в некоторых основных инструментах, таких как шестигранные ключи для снятия сильфона для очистки; магниты для извлечения деталей и проверки кромок; а также молотки, которые пригодятся, если операторам потребуется выбить проблемную деталь из гнезда и осмотреть кромки.
Вашим операторам не нужно делиться инструментами со всем цехом. Они управляют, вероятно, самым дорогим станком в цехе, и он не должен простаивать, пока операторы тратят 20 минут на блуждание по цеху в поисках необходимых инструментов.
Операторы должны постоянно следить за объемом работы, быть готовыми загрузить следующий лист и подготовить следующую программу, пока машина выполняет текущее задание. Они также должны уметь планировать необходимое профилактическое обслуживание в соответствии с рабочей нагрузкой, чтобы максимизировать производство и поддерживать оптимальную работу машины.
Еще один инструмент, необходимый операторам на их рабочем месте, обеспечивает легкую связь между оператором, техническим персоналом и внешним миром: либо стационарная линия, либо хорошая сотовая связь. Последнее, чего вы хотите, это чтобы звонок прервался, когда оператор осматривает внутреннюю часть машины в поисках проблем, разговаривая по телефону с техническим специалистом. Корпус машины может препятствовать сигналу сотовой связи, что может серьезно замедлить процесс поиска и устранения неисправностей. В итоге операторы выходят за пределы предприятия в поисках лучшего сигнала, возвращаются к станку, затем снова выходят на улицу, чтобы позвонить технику - и все это в то время, когда самый дорогой станок в цехе простаивает. Инвестиции в удлинитель мобильного телефона в цехе стоят копейки по сравнению с простоем, вызванным слабым сигналом сотовой связи.
4. Готовность испачкаться
Лазерные станки в процессе работы становятся грязными. Вот почему очень важно найти оператора, который знает, насколько важно содержать машину в чистоте. Лучшие операторы не брезгуют использовать пылесосы в цеху. Волоконные лазеры с линейными приводами работают на системе подшипников каретки, которая имеет центральную точку смазки. Ферромагнитная пыль и грязь скапливаются на этих подшипниках, что может быть губительно для быстро движущихся компонентов. Сильфоны необходимо проверять на наличие отверстий, а подшипники - регулярно чистить.
Даже если в вашей компании есть бригада для регулярной очистки лазера (что настоятельно рекомендуется), операторы все равно являются первой линией обороны против натиска разрушительной для машины грязи.
Режимы очистки включают в себя никем не любимую работу: очистку планок. Грязные пластины могут влиять на все - от производительности автоматики до качества резки. При резке по планкам, покрытым шлаком, повышается риск приваривания каркаса или деталей к находящейся под ними грязи. Когда подъемные вилы системы автоматизации пытаются снять разрезанный каркас, они могут поднять этот лист, а вместе с ним и весь стол с планками. Когда это происходит, автоматика отключается, а затраты возрастают.
Но очистка планок не обязательно должна быть тяжелой, особенно если она выполняется регулярно. Если она выполняется один раз в смену, операторы должны быть в состоянии очистить комплект планок стола менее чем за 15 минут. В большинстве случаев они могут выполнять эту работу, пока лазер режет материал на другом столе, особенно если это касается длительного цикла резки (например, при резке листа из множества мелких деталей).
Цель - поддержание времени работы, и в идеале лазер должен простаивать только тогда, когда операторам и бригадам уборщиков требуется доступ к рабочему пространству станка. (Опять же, очистка планок раз в смену может происходить во время работы станка). И если очистка происходит регулярно, время простоя должно быть коротким.
Некоторые из самых продуктивных и успешных цехов проводят пятницу после обеда за чисткой своих лазеров. Несколько коротких часов простоя предотвращают дни и недели удручающей непредсказуемости, которая возникает при эксплуатации грязной, плохо обслуживаемой машины. Операторы и бригады уборщиков чистят подшипники и поверхность линейных магнитов. Они снимают сильфоны, осматривают их на наличие отверстий и удаляют пыль пылесосом.
У каждой компании свой подход к техническому обслуживанию. Регулярные чистки в пятницу после обеда могут не подойти для каждого предприятия. И график уборки можно подкорректировать, чтобы учесть случайную горячую работу или непредвиденные обстоятельства. Но чистка должна проводиться когда-то и регулярно. Самое главное, чтобы хорошие операторы лазерного оборудования поддерживали эти усилия.
5. Мотивация к обучению
Оптоволоконный лазерный станок - это сложное оборудование, способное приносить значительный доход вашей фирме. Он работает при определенных параметрах, которые усложняются из-за множества переменных, таких как давление газа, фокус, скорость подачи и т.д. Успешные и продуктивные операторы всегда хотят узнать, как сделать так, чтобы лазер выдавал самые лучшие результаты.
Лазеры не требуют гениев для управления ими, но им нужен человек, который постоянно хочет совершенствовать навыки, необходимые для освоения оборудования. Поставщики оборудования могут подготовить вашего оператора к успешной работе с помощью базовой программы обучения и постоянной поддержки, когда это необходимо. Но уровень знаний и успех, которого достигнет оператор, во многом зависит от его готовности постоянно изучать оборудование.

Эта тряпочка используется во время плановой глубокой чистки. Она не так заметна как, как первый рез лазера, но так же важна.
Думайте о новом лазере как о музыкальном инструменте. Он может быть самого высокого качества и тонко настроен, но получение прекрасной музыки зависит от приверженности и мастерства музыканта, которого вы выберете для игры на нем.
Ваш волоконный лазер может обеспечить производство и доходы, на которые вы рассчитываете, но он не может сделать это в одиночку. Целеустремленные, любознательные и добросовестные операторы позволяют вашему оборудованию полностью раскрыть свой потенциал.
ТОП 10 советов и приемов для резки и гравировки на лазерном станке

Одна из замечательных особенностей лазерных станков для резки и гравировки - это то, насколько быстро они могут выгравировать узор или вырезать даже самый замысловатый рисунок. Тем не менее, операторы лазерных станков всегда ищут способы повысить производительность. Вы управляете своим лазером максимально эффективно? Вот несколько советов и приемов, которые вы можете использовать, чтобы убедиться, что вы используете свой лазер с максимальным потенциалом.
Совет №1: Настройка лазера и подготовка пространства для работы
Перед тем, как непосредственно перейти к полезным приемам по лазерной резке и гравировке, сначала следует рассмотреть несколько хороших идей для подготовки к этим процессам.
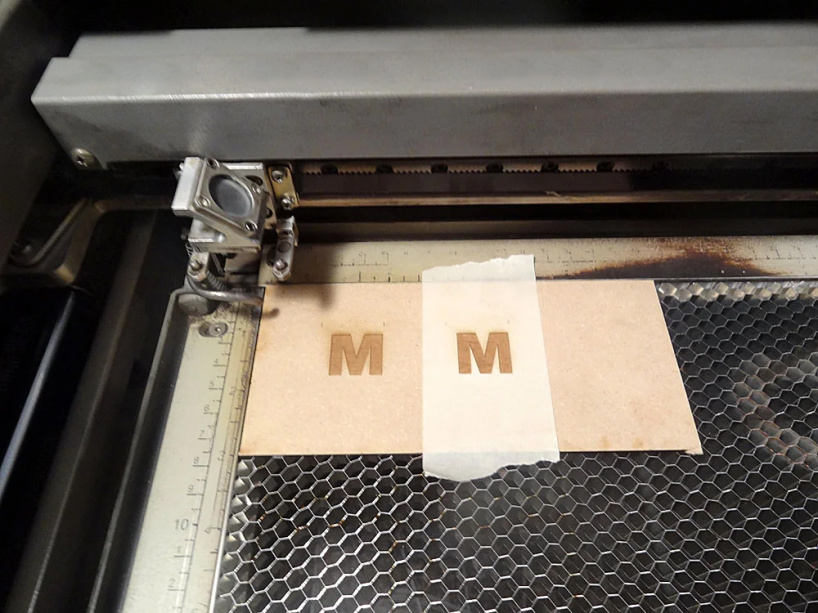
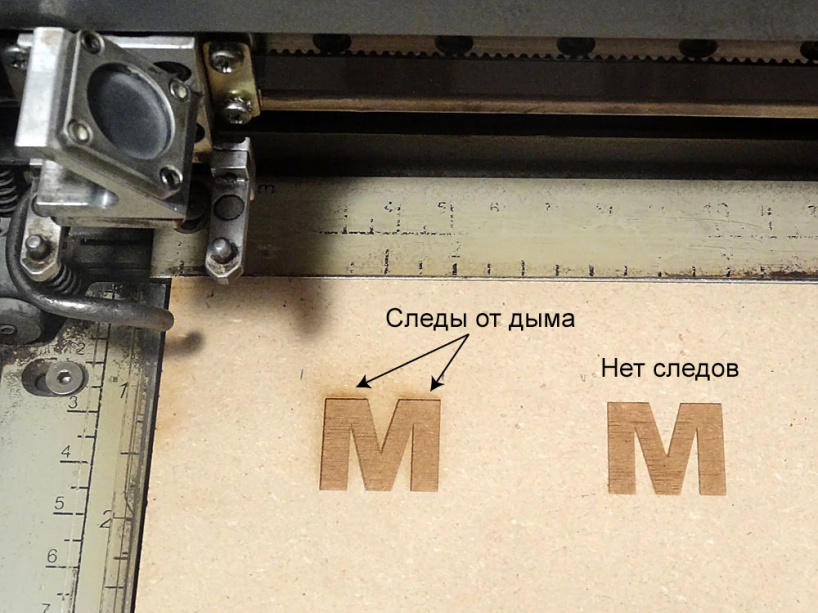
Защита заготовки от следов нагара: когда приступаете к гравировке вы должны быть готовы к тому, что что дым образующийся в процессе гравировки может повлиять на изделие и оставить на нем следы нагара. Чтобы этого не произошло, закройте поверхность изделия малярной лентой, чтобы защитить ее. Малярная лента слегка снизит мощность лазера (чуть-чуть увеличьте мощность, если вы считаето, что это нужно сделать), это защитит материал вокруг гравировки от нагара. После выполнения гравировки просто отклейте малярную ленту. Этот метод особенно хорош, если вы гравируете на коже.
Настройки: Ваш лазер должен иметь предустановленные настройки для резки или гравировки различных материалов разной толщины. Вы также должны иметь возможность загрузить эти настройки в свой компьютер или лазер и сохранить их как предварительные настройки. Важно назвать их так, чтобы вы могли легко их найти. Таким образом, когда вам понадобится гравировка на коже или резка фанеры толщиной 4 мм, вы легко найдёте сохраненные параметры для этой работы.
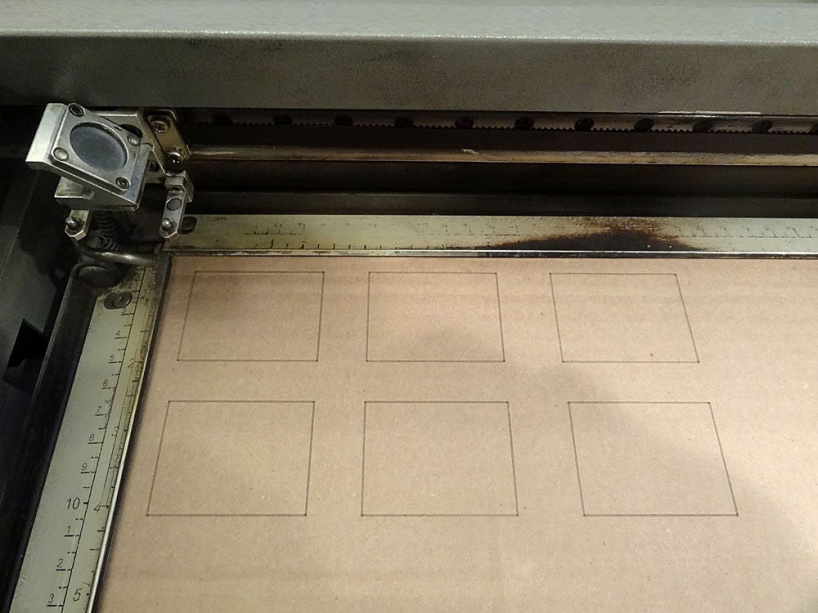
Пробная резка: Даже если у вас есть готовые настройки для резки материалов, сначала лучше провести пробную резку, прежде чем приступить к основной работе. Очень неприятно вынуть заготовку из лазера и увидеть, что она не прорезана до конца. Советуем сделать пару небольших геометрических фигур в одном из углов заготовки (например: круг и квадрат).
Лазерная гравировка на коже
Совет №2: Разбивка дизайна на слои
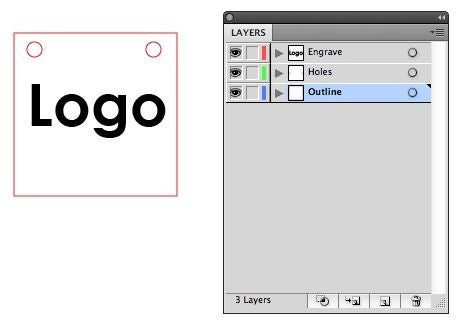
Советы, о которых мы будем говорить дальше, предполагают возможность гравировать/резать только часть проекта или дизайна за раз. Есть легкий способ сделать это - разбейте ваш дизайн на несколько слоев в одном файле. В большинстве графических редакторов есть воможность разбивать файл на слои, а затем включать и выключать их. Вы конечно можете разместить весь дизайн на одном слое, но разделение на несколько слоев даст вам несколько ключевых преимуществ:
1. Контроль порядка резов. Ваш лазер должен иметь настройки для определения в каком порядке происходит рез. Но у вас есть вариант более удобного контроля порядка резов, вы можете разместить разные линии реза на разные слои в файле, чтобы включать и выключать печать каждого слоя в необходимом вам порядке.
2. Несколько деталей и дизайнов в одном файле. Вместо того, чтобы иметь отдельные файлы для каждого дизайна, просто поместите их в один файл на отдельные слои. Затем просто печатайте каждый слой по одному.
3. Создание направляющих. Возможно, вам потребуется создать несколько направляющих для макета вашего дизайна или, может быть, вам понадобится мишень для размещения объекта. Если вы не хотите, чтобы они гравировались, поместите их на другой слой и отключите гравировку этого слоя.
Совет № 3: Подбор материала для лазерной резки или гравировки
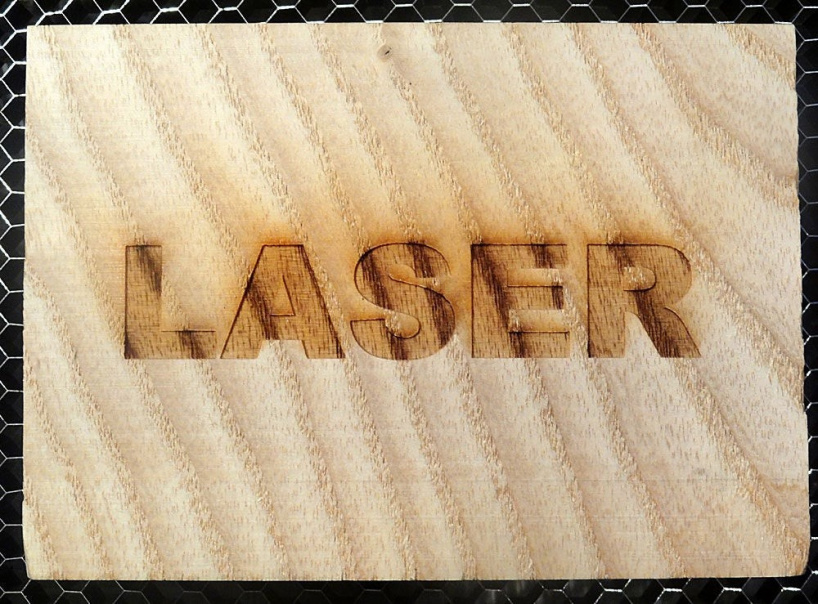
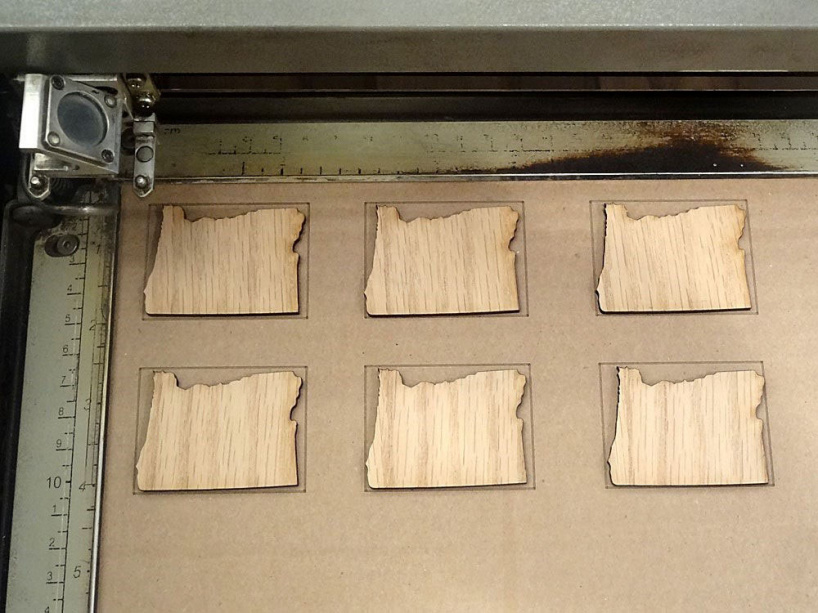
Итак, у вас есть изображение или логотип который вы хотите выжечь на куске древесины. Дерево это замечательный материал для гравировки, но вам нужно знать различия между гравировкой на цельной древесине или композитном материале, таким как фанера или МДФ. В отличие от фанеры или мдф, текстура дерева не является однородной. Волокна в древесине представляют разные этапы роста дерева(зимой и летом) и каждое из них будет резаться по разному. Обычно темные волокна тверже, а светлые части между ними мягче. Как вы можете понять на примере фото выше, на гравировке вы видите узор зебры. Если вам важно, чтобы гравировка выглядела однородно, вам лучше подобрать такую заготовку, где верхний слой более однороден.
Еще одна вещь, которую следует учесть, - это особенность гравировки материалов с тонким шпоном из хорошего дерева сверху. Гравировка часто прожигает тонкий шпон, обнажая то, что находится под ним. Убедитесь, что то, что находится под шпоном, выглядит хорошо и что вы прожигаете весь путь через шпон, чтобы у вас не было смеси шпона и поверхности под ним.
Совет №4: Перекрывающиеся линии
Часто при вырезании нескольких частей одновременно возникает искушение поместить их рядом друг с другом, чтобы соседние линиии перекрывали друг друга. Это хорошая идея, но есть хороший и плохой способ это реализовать.
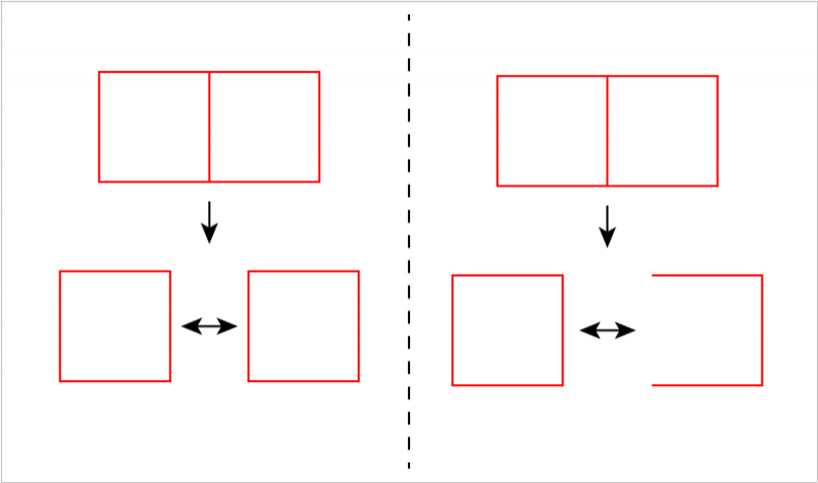
Скажем, вам нужно вырезать несколько квадратов. Если вы нарисуете 2 квадрата (по 4 стороны каждый), а затем прижмете их друг к другу, это будет выглядеть так, как будто между ними есть только одна линия. Проблема в том, что, хотя кажется, что есть только одна линия с перекрывающейся стороны, компьютер все равно видит 2. В резульитате этого лазер пройдет два раза по одному и тому же месту. Это может привести к ожогу края, а не к чистому порезу. Это также тратит время на ненужный порез.
Совет №5: Линии - растр против вектора
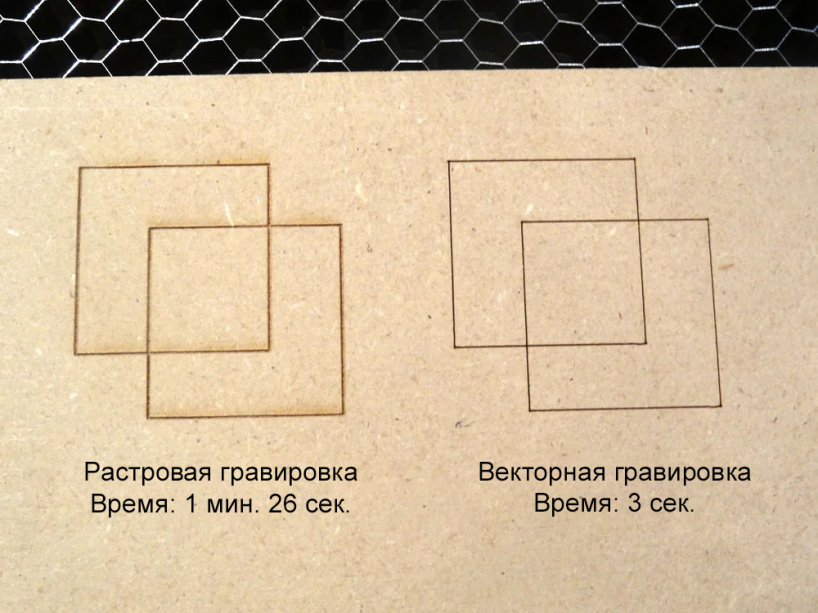
Главная разница между растровой гравировкой и векторной резкой заключается в том, что для гравировки лазерная головка перемещается слева направо по области печати, а затем перемещается вниз на шаг и повторяет это до тех пор, пока не выгравируете изображение. При векторном разрезе лазер просто прослеживает линии разреза. В результате растровая гравировка занимает гораздо больше времени, чем векторная.
Итак, если у вас есть рисунок, например кельтский узел, или дизайн напоминающей карту, в основном состоящий из линий. Вы можете запустить его как растровую гравировку. Преимущество этого метода будет заключаться в том, что вы сможете установить толщину линии такой, как захотите. Недостаток в том, что гравировка займет гораздо больше времени.
Если ваш дизайн или рисунок представляет собой векторный файл, есть быстрый способ создания линий без их разреза. Запустите файл в виде векторного разреза, но выключите питание и увеличьте скорость. Например, чтобы разрезать фанеру 3,2 мм, у меня была бы мощность лазера на 100% и скорость на 20%, но чтобы просто забить древесину, я бы установил мощность на 30% и скорость на 95%. Поэтому вместо того, чтобы разрезать материал, лазер просто прожигает в нем тонкую линию. Преимущество в том, что это будет намного быстрее, чем гравировка. Недостатком является то, что линия будет очень тонкой, и вы не можете изменить ее толщину.
Совет № 6: Для того чтобы векторные линии были толще расфокусируйте лазер

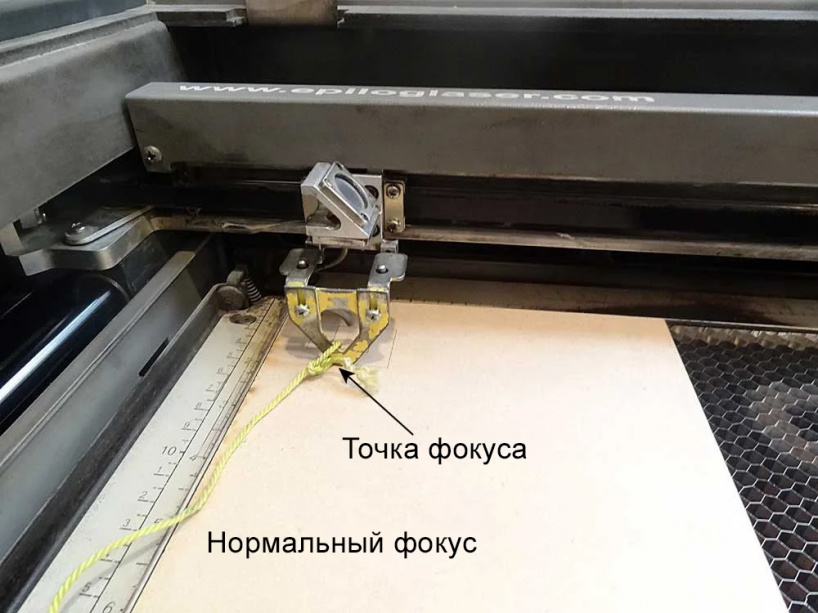
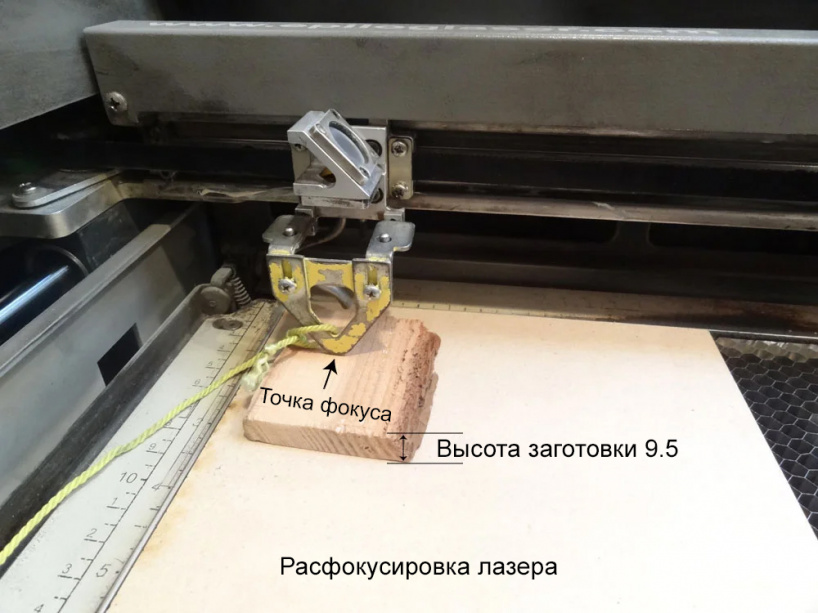
В своем последнем совете мы рассмотрели, как использовать векторные настройки, чтобы просто делать линии в материале для создания рисунков или дизайнов. Но недостатком этого трюка является то, что линия очень тонкая. Но есть способ получить более толстые линии. Лазер имеет очень точный фокус, поэтому, если немного опустить материал, лазер потеряет фокус и рассеивается. Способ, которым я это делаю, заключается в том, чтобы положить небольшой кусок дерева толщиной около 9,5 мм поверх материала, который я использую, и сфокусировать лазер на нем. Затем я запускаю лазер на векторной настройке (с более низкой мощностью и более высокой скоростью). В результате получается гораздо более толстая линия, чем если бы лазер был правильно сфокусирован.
Есть 2 недостатка, которые следует учитывать при использовании этой техники. Во-первых, линия немного мягкая и не такая четкая, как растровая гравюра. Во-вторых, в углах линий лазер делает небольшую паузу, когда он меняет направление, поэтому углы обжигаются немного глубже. Углы выглядят так, будто в них есть маленькие точки.
Совет № 7: Добавление векторного контура к краю шрифта или гравируемого изображения

Обычно вы должны получить хорошие края для любой гравировки, которую делает ваш лазер (если нет, проверьте свой объектив и фокус). Но если вы хотите придать краям вашей гравюры немного дополнительной резкости, вот хороший трюк. Добавьте легкую векторную обводку по краю изображения.
Еще раз вам нужно будет иметь свое изображение в виде векторного файла. Выберите свое изображение и добавьте тонкую обводку по краю. Когда вы настраиваете лазер, установите ход для векторного разреза, но уменьшите мощность и увеличьте скорость, чтобы он горел, но не прорезал край. После того, как лазер сделает гравировку, он вернется и сожжет тонкую линию вокруг самого края.
Это отличный эффект для текста.
Совет № 8: Настройка разрешения

Разрешение - это еще один фактор, который следует учитывать, когда вы сделать качественную гравировку. Четкое изображение важно в любой гравировальной работе, но чем выше DPI, тем дольше изделие будет гравироваться. DPI означает отношение точкек на дюйм, и чем выше DPI, тем ближе друг к другу будут выгравированны точки. Это приводит к высокодетализированному выгравированному изображению, но может занять больше времени, чем вам хотелось бы. Немного снизив разрешение гравировки, вы можете увеличить экономию времени до 33% и более. Чтобы компенсировать низкое разрешение, рассмотрите возможность использования различных схем сглаживания, найденных в драйвере печати Epilog. Сглаживание берет визуальные Точечные узоры, которые можно увидеть с более низким DPI, и рандомизирует их, что скрывает низкое разрешение. Найдя правильное сочетание разрешения и размытия рисунка, вы можете добиться результата, который будет выглядеть хорошо и гравировка которого займет меньше времени.
Совет № 9: Как гравировать несколько изделий за раз
Допустим, у вас есть несколько деревянных подставок, на которых вы хотите выгравировать свой логотип. Вы можете поместить их по одному в источнике лазера и гравировать их один за другим. Но не лучше ли было бы разложить сразу несколько и нанести на них лазерную гравировку?
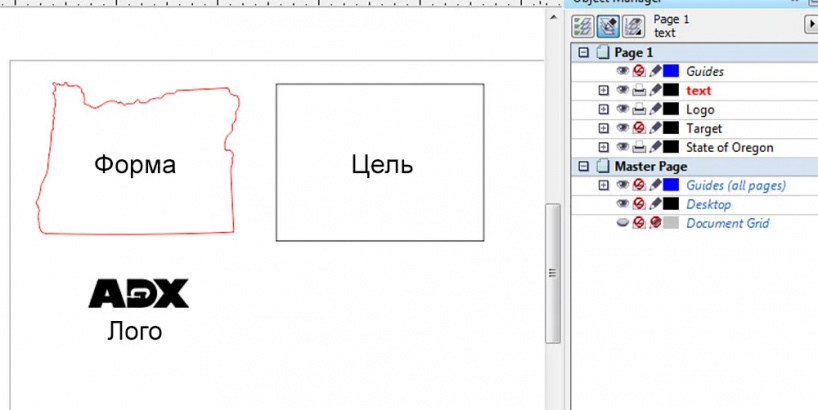
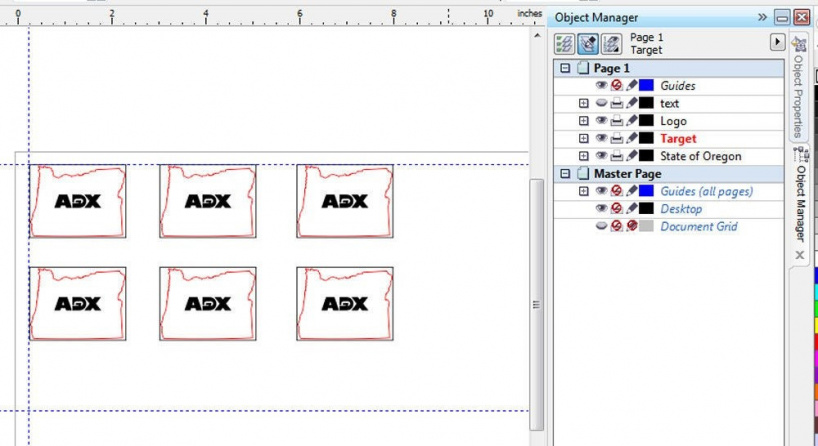
Хитрость заключается в том, чтобы создать сетку, по которой вы можете разложить детали и точно нанести на них лазерную гравировку. Создайте новый векторный файл размером с ваш лазерный стол. Затем измерьте одну из ваших фигур/предметов. Если вам удастся получить его точную форму, но если не просто придумать красивую геометрическую форму, например, круг или квадрат, она будет точно в нее вписываться. Это будет ваша целевая форма. Создайте мишень и разместите свой рисунок (гравировку или вырез) на мишени. Теперь скопируйте мишень, свой дизайн и вставьте столько копий, сколько сможете уместить в пространстве вашего лазерного стола.
Совет: оставьте небольшое пространство между мишенями, чтобы их можно было поставить, не задевая окружающие.
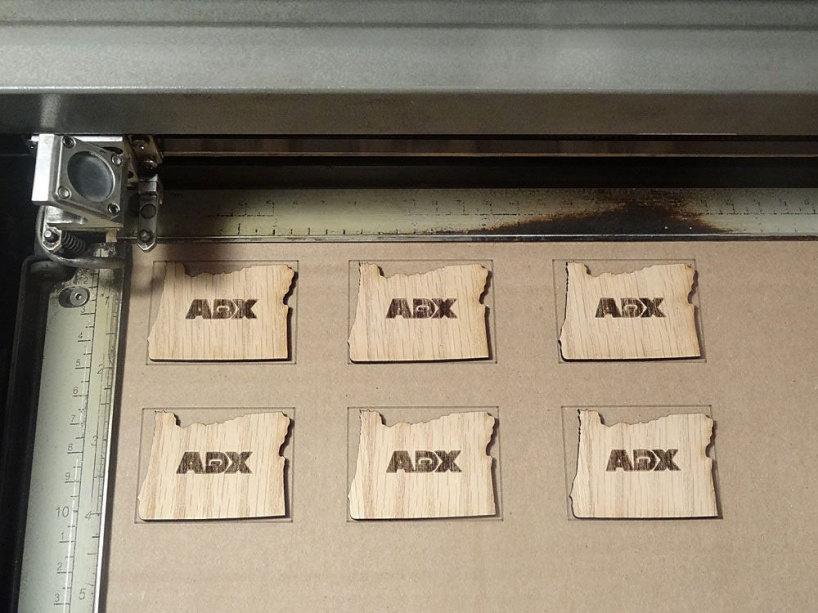
Вырежьте кусок картона по размеру вашего лазерного стола и вставьте его в лазер. Теперь убедитесь, что для печати выбран только слой с мишенями. Выгравируйте, отметьте или вырежьте нужные формы на картонной доске. Это создаст сетку на картоне, которая соответствует сетке в файле. Теперь поместите предметы, которые вы собираетесь выгравировать, на мишени, отмеченные на картоне. Не забудьте перефокусировать лазер на вершины того, что вы гравируете. Теперь вы можете отключить печать целевого слоя и включить печать слоя дизайна.
Пока вы не перемещаете картон, вы можете просто выкладывать новые детали, нажимать гравировку и повторять, пока все детали не будут готовы.
Совет №10: Используйте лазерный указатель, чтобы определить, зоны гравировки и реза
Следует помнить, что это хорошо работает с векторными линиями, где лазерная указатель следует по линияи, но не так хорошо с гравюрами, где лазер проходит обратно и по всей площади гравюры. Если нужно использовать лазерный указатель, чтобы понять, где закончится гравировка, то можно сделать так: нарисовать векторный квадрат или круг вокруг гравировки, а затем лазерный указатель просто трассирует квадрат. Или можно нарисовать горизонтальные и вертикальные центральные линии.
Как работать на лазерном станке с ЧПУ
Лазерный станок ЧПУ является универсальным высокотехнологичным оборудованием, которое работает с очень большим перечнем материалов и практически самостоятельно производит их раскрой, гравировку и еще некоторые операции.
Единственным инструментом, который использует в своей работе лазерно-гравировальный станок, является луч лазера, сфокусированный линзой в крохотную точку на поверхности материала
Особенности аппаратов лазерной резки
По мере совершенствования лазерных технологий и нахождения путей для упрощения станков, работающих по этому принципу, их стоимость снижается, причем на качестве работы оборудования это никак не сказывается. Еще десять лет назад производители лазерных станков могли только мечтать о лазерных резаках, теперь же его можно встретить даже частной домашней мастерской, не говоря уже о крупных промышленных предприятиях. Такая распространенность и популярность объясняется множеством преимуществ лазеров перед прочими станками, например:
- очень высокая скорость перемещения луча (для резки предел составляет 500 мм/с, для гравировки он доходит до 700 мм/с) и, соответственно, более высокие производственные показатели;
- точность позиционирования луча на плоскости настолько высока, что отклонения невозможно заметить невооруженным глазом. Погрешность не превышает 0, 01 мм, поэтому все серийные изделия, вырезанные на лазерном станке, совершенно идентичны;
- ассортимент материалов, с которыми может работать лазерно-гравировальный аппарат, включает в себя все, используемые при производстве нужных людям товаров, от бумаги и меха до металлов и дерева;
- лазерный луч является самым тонким режущим инструментом из существующих на текущий момент. При помощи фокусирующей линзы его можно сузить до диаметра 0,1-0,01 мм. При таких параметрах для него не составляет проблем аккуратно вырезать заготовки, расположенные встык, острые углы на миниатюрных элементах узоров или детально воспроизвести при гравировке мех животного;
- принцип работы лазерного инструмента заключается в прожигании материала в точке воздействия и как таковое физическое усилие в этом процессе не присутствует, поэтому нет необходимости прижимать и удерживать заготовки во время раскроя и гравировки. Это исключает расходы на покупку различных крепежных зажимов и временные потери на их установку;
- поверхность в зоне реза не подвергается никаким воздействиям, в том числе и термическим, несмотря на очень высокую температуру луча, поэтому брак в виде вздутий, царапин, трещин и т. д исключен;
- минимальное количество отходов материала благодаря тому, что все заготовки можно размещать вплотную друг к другу.
Работа на станке с ЧПУ
Так как все лазерное оборудование функционирует при помощи электронных компонентов, команды которым отдает компьютерная программа, то и работа за такими станками начинается не у рабочего стола, а за компьютером. Независимо от того, какую операцию планируется выполнять (гравировку, резку, маркировку и т. д.), необходимо сначала создать модель заготовки или изделия в цифровом формате в каком-либо из графических редакторов, например, в CorelDraw. В нем, помимо, собственно, контуров, указывается также тип материала, с которым будет работать станок, и его толщина. Готовый чертеж сохраняется в одном из форматов, которые может читать станок.
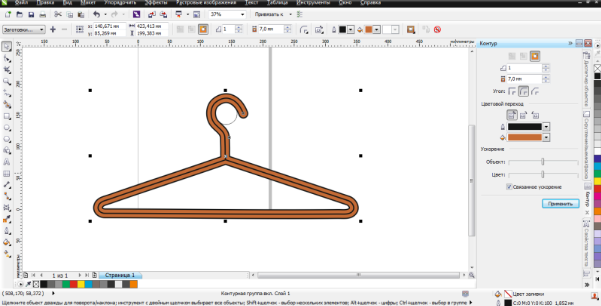
Эскиз будущей вешалки из фанеры, создаваемый в CorelDraw
Прежде чем импортировать файл в систему станка, следует подготовить аппарат к работе: убедиться в чистоте оптики, разложить материал на поверхности стола, включить оборудование. Пока устройство прогревается, запустить программу управления станком, идущую в комплекте, и выгрузить в нее модель, сохраненную на компьютере.
Меню настройки у разных программ может различаться, но общим для всех станков будет предварительный выбор единицы измерения, точки входа, ширины реза, типа операции («вектор» для резки и «растр» для гравировки), мощности луча и скорости его перемещения. После этого необходимо проверить фокусировку и выставить высоту лазерной головки на нужном уровне.
Убедившись в корректной работе системы вентиляции и водоохлаждения можно нажимать кнопку запуска, после чего ждать окончания выполнения программного цикла.
Детальный видеообзор на профессиональный лазерный станок Wattsan 6040. Внутренее устройство и технические характеристики оборудования.
Побывали в гостях на производстве предприятия «АЛЬТАИР», которое успешно занимается производством деревянных игрушек и сувенирной продукции.
Видео с производства компании Пластфактория — наш уже постоянный клиент, который занимается POS-материалами и работает с крупными косметическими брендами.
Читайте также: