Как работать на гильотине по металлу
Обновлено: 08.05.2024
Ни одно металлообрабатывающее производство, работающее с листовым прокатом (включая ремонтные мастерские), не может обойтись без заготовительного оборудования, к числу которого относится и гильотина по металлу. Такую технику называют ножницами гильотинного типа потому, что, с целью снижения усилия резки, подвижная часть инструмента имеет определённый угол наклона режущей кромки.
Это позволяет проводить резку с постепенным внедрением ножа в металл, что снижает технологическое усилие. Если такие операции эпизодичны, а исходные заготовки имеют небольшие размеры, то работа гильотинных ножниц может осуществляться и вручную.
Однако физическое усилие, которое может развить резчик, ограничивает разделку стального листа прочностью до 500 МПа (именно такое значение считается показателем выбора) и с размерами поперечного сечения не более 1,5×1500 мм. В противном случае удобство применения данных устройств резко снижается. Поэтому для работы гильотинных ножниц часто используют механический или гидравлический привод.

Общий вид приводных листовых ножниц с наклонным ножом
Классификация
Основные классификационные признаки:
По типу привода. Работа ручных агрегатов основана на эксцентриковом или рычажном приводе. При наличии управляющего двигателя агрегаты могут иметь гидравлический или электромеханический привод.
По конструкции силового узла. Возвратно-поступательное перемещение ножевой балки может осуществляться от кривошипно-шатунного механизма или от силового гидроцилиндра.
По наличию средств механизации подачи листа – с рольгангом или без него. Рольганг необходим оборудованию, которое действует либо в составе поточных раскройно-заготовительных комплексов, либо для ножниц, разрезающих лист толщиной от 4 мм и шириной более 2500 мм.
Гильотинные ножницы могут оснащаться системами ЧПУ или работать от ручной системы управления. Особенность оборудования без подающих устройств - педальное включение привода, поскольку руки рабочего должны удерживать листу. Рольганг позволяет использовать кнопочный пульт.

Основные элементы конструкции приводных листовых ножниц: 1 – Электродвигатель; 2 – Станина; 3 – Исполнительный механизм; 4 – Регулировочные монтажные шайбы; 5 – Направляющие линейки; 6 – Педаль управления; 7 – Стол с неподвижным ножом; 8 – Ножевая балка с подвижным ножом.
Принцип действия
Принцип работы гильотинных ножниц следующий:
- при включённом двигателе исполнительный механизм перемещения ножевой балки заблокирован тормозом (дисковым или ленточным). Материал укладывается по направляющим линейкам на стол и вводится в зазор между рабочей поверхностью стола и ножевой балкой, прижимаясь к заднему или переднему упорам;
- после фиксации листа в необходимом положении включается муфта, соединяя исполнительный механизм с электродвигателем;
- совершается движение ножевой балки, которая по завершении реза поднимается вверх. Момент подъёма балки регулируется при помощи командоаппарата, смонтированного на главном валу;
- отрезанная полоса скользит по наклонной поверхности заднего упора и падает в тележку или тару для нарезанных полос. При перемещении ножевой балки в крайнее верхнее положение пневматические муфты отключаются, а тормоза включаются;
- рабочий продвигает лист до касания с задним упором, после чего цикл резки можно повторить.
Все конструкции снабжаются откидной защитной решёткой, назначение которой – повысить безопасность работ.

Как избежать дефектов резки листового металла?
Наладка агрегатов является весьма ответственной операцией, поскольку от квалификации наладчика зависит состояние режущих кромок ножей, качество поверхности среза и коэффициент использования металла. Угол наклона подвижного инструмента обычно находится в диапазоне 1,5-5 0 (меньшие значения соответствуют тонким заготовкам). Но даже такие углы способствуют возникновению поперечного сдвигающего усилия, которое стремится вытолкнуть лист из зоны действия ножей. Для предотвращения этого все типоразмеры ножниц (даже с ручным приводом) оснащают узлами прижима.
Все основные факторы, определяющие качество реза, представлены на рисунке ниже. При заточке верхнего ножа с небольшим скосом (до 2-3 0 ) усилие реза снижается, но одновременно снижается и стойкость инструмента. Поэтому такой приём допускается тогда, когда ножи изготавливают из высокостойкой инструментальной стали, содержащей повышенный процент хрома (9ХС или Х12М). Ножи из обычной углеродистой стали, например, У8 или У10, рекомендуется устанавливать без скоса. Инструкция по работе позволяет использовать один и тот же изношенный нож ещё раз, для чего следует повернуть его в ножевой балке противоположной стороной.
При неточной наладке заднего упора Г параллельность отрезанных кромок снижается, поэтому не всегда удаётся обеспечить максимальный выход нарезанных полос из листа. Этому способствует также нерегулярная очистка рабочей поверхности заднего упора.
Оптимальное значение рабочего зазора Б между ножами устанавливается в зависимости от толщины разрезаемого металла и показателей, определяющих его пластические характеристики. Обычный диапазон зазоров составляет 2-3 % от толщины. Меньшие значения соответствуют менее пластичным материалам, поскольку при низкой твёрдости металл начинает втягиваться в зазор, образуя заусенец.
Для низкоуглеродистой стали принцип выбора зазора между режущими кромками следующий: 0,06 мм на каждый мм толщины листа до 10 мм и 0,04 мм на каждый мм – если толщина листа превышает 10 мм.
Рабочая поверхность неподвижного ножа Е должна быть перпендикулярной оси перемещения ножевой балки, а усилие прижима Ж – равномерным. Эти настройки либо выставляются на заводе-изготовителе, либо указываются в инструкции.

Устройство зоны реза: А – положение подвижного ножа; Б – зазор между подвижным и неподвижным ножами; В – угол скоса режущей кромки подвижного ножа; Г – задний упор; Д – угол зазора между направляющими и подвижным ножом (обычно не превышает 1,5 0 ); Е – неподвижный нож; Ж – гидравлический прижим листа к столу.
Основные дефекты поверхности среза:
скручивание полосы вдоль её длины. Возникает, если ширина полосы менее 10 мм, при высокой скорости резки или при увеличенном, против рекомендуемого, угле В;
изгиб листа в плоскости реза. Часто наблюдается для холоднокатаного материала, в котором остаются остаточные напряжения. Чтобы избежать такого дефекта, достаточно уменьшить угол Д и использовать резку листа вдоль направления прокатки;
искривление листа по краям полосы. Наблюдается при плохо отрегулированном заднем упоре или при недостаточно плотном прижиме к нему отрезанной поверхности металла;
дефекты кромки. Чаще всего происходят из-за затупления ножей, если их твёрдость недостаточна (менее 60-62 HRC).
На поверхности реза стальных заготовок с пределом прочности до 450-500 МПа, наблюдаются зоны раздела, показанные ниже.
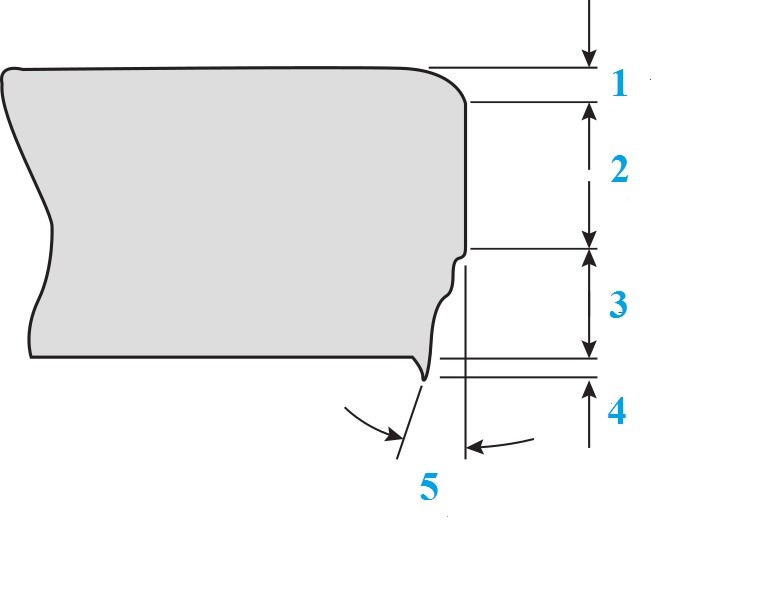
Зоны поверхности среза: 1 – верхняя утяжина; 2 – зона среза; 3 – зона скалывания; 4 – нижняя утяжина; 5 – заусенец.
Верхняя утяжина 1 образуется в момент, когда давление на ножевой балке превышает предел текучести металла, но не достигает значений его прочности. Уменьшить протяжённость этой зоны можно путём повышения скорости резки, что возможно лишь для агрегатов с ручным приводом.
Высота зоны среза 2 определяется пластичностью металла и остротой режущей кромки ножей. Чем она больше, тем выше качество резки.
Зона скалывания возникает в момент хрупкого разрушения, её протяжённость выше для менее пластичных материалов. Более удачного перераспределения длины зон 2 и 3 можно добиться, если устанавливать зазор между ножами на минимально рекомендуемом уровне, как предписывает руководство.
Нижняя утяжина 4 образуется при затуплении нижнего ножа. Чаще встречается у металлов с повышенной пластичностью. Соответственно появление заусенца 5 связано в превышением значений допустимого зазора между ножами. Эти параметры более сказываются на последующих операциях штамповки листового металла, особенно, если надо работать в автоматическом режиме.
Для ножниц, действующих в составе автоматизированных линий, рекомендуется применять автоматизированные столы и рольганги.

Механический рольганг для подачи листового металла в зону резки.
Выводы
Выбор типоразмера листовых ножниц следует проводить с учётом:
прочностных и пластических характеристик разрезаемого материала;
Наладку и техническое обслуживание ведут при соблюдении всех требований производителей. Обилие на отечественном рынке китайских моделей ножниц указывает на приемлемость цены.
Резка металла гильотиной

Для продольного или поперечного разделения листового металла на части используется технология рубки металла на гильотинных ножах. Иногда станок, выполняющий такие операции, называют гильотинными ножницами, так как в конструкции оборудования применяется два ножа, верхний и нижний.
Начало работы на гильотине

Принципиальное устройство гильотины по металлу максимально простое и состоит из станины, подвижной балки с траверсой, упоров, пресса, линейки для разметки заготовок, системы гидравлических либо пневматических цилиндров, или электротехнического навесного оборудования, если это электромеханическая гильотина.
Ручной станок оборудуется рычажным механизмом прижатия балки.
Необходимо провести следующие операции перед началом работы на гильотине:
До включения питания произвести внешний осмотр оборудования на предмет неисправности.
В случае обнаружения поломок вызвать мастера для их устранения.
Проверить уровень технических жидкостей, при необходимости долить или заменить масло на новое.
Произвести шприцевание шарнирных элементов станка.
Убрать с рабочего стола любые предметы, которые не будут участвовать в рубке.
Убедиться в том, что между ножами нет посторонних предметов.
Настройка оборудования

Если это станок с ЧПУ, правильная настройка оборудования занимает считанные секунды. Так, перед началом рубки металла на гильотинных ножницах оператор выставляет зазор между ножами, который должен быть выше плоскости заготовки минимум на два миллиметра. Далее регулируется точное расстояние до опоры с помощью ручной или гидравлической линейки, что позволяет создать контролируемую рубку листового металла заданной ширины. Угол атаки верхнего режущего ножа определяется из специальной таблицы и должен выставляться для резки соответствующей марки и толщины металла на гильотине.
Для обработки листового металла толщиной до полутора миллиметров можно применять ручные гильотины. Важно правильно настраивать расположение станка по горизонту на поверхности пола, который должен быть идеально ровным. При необходимости следует закрепить основание гильотины анкерными болтами. Если есть такая техническая возможность, настраивается ширина рубки листового металла от конца левого края заготовки. Для этого на лист опускается не весь нож целиком, а только несколько его секций, что позволяет вырезать сложные заготовки, расходуя меньшее количество отходов.
Важной частью настройки обработки листового металла на гильотинных ножницах является заточка верхнего ножа. О необходимости проведения заточки можно узнать по состоянию торцевой части среза. Образующийся на нижней кромке металла грат говорит о том, что пришло время точить ножи.
Техника безопасности

Рубка металла – это простой, но опасный вид производственной деятельности, поэтому помимо инструктирования по эксплуатации оператор гильотины обязан соблюдать элементарную технику безопасности согласно установленным нормам:
так, например, во время резки из рабочей зоны могут вылетать мелкие металлические частицы, поэтому правильно будет производить все операции в специальных очках;
следует работать в спецодежде с применением защитных рукавиц, работать в вязаных перчатках не рекомендуется;
перед работой необходимо проверить работу зажимов, иначе в случае их неисправности заготовка может сыграть и травмировать резчика;
не допускается нахождение в рабочей зоне посторонних людей, не участвующих в процессе рубки;
оператору станка запрещается самостоятельно снимать защитные ограждения, если это необходимо, нужно обратиться к мастеру цеха;
также запрещается производить какие-либо действия по обслуживанию станка, например, снятие ножей для заточки, на работающем оборудовании.
Правильно будет стоять перпендикулярно плоскости листа на некотором расстоянии от стола, это самое безопасное положение для рабочего. Наклоны вперёд, выпад рук для регулировки заготовки, попытки убрать посторонние предметы на включённом станке могут привести к производственной травме.
Заключение
Гильотинные ножницы – это популярный и относительно недорогой вид станкового оборудования, который позволяет без теплового воздействия вырезать заготовки нужного размера из листов толщиной от 0,2 до 20 и более миллиметров.
Важно! Полученный срез не требует последующей обработки и может иметь только один вид брака, если затупится верхний нож.
Правильная работа на станке подразумевает под собой знание резчиком принципиального устройства станка, умение определять неисправности, строгое соблюдение инструкции по эксплуатации и техники безопасности.
Соблюдая все предписанные правила работы на гильотине, можно достичь высокого объёма производства, минимизировать брак и снизить производственный травматизм до нуля.
Техника безопасности при работе на гильотине, эксплуатация
Гильотинные ножницы - это станок для выполнения операций порезке (рубке) листового и профильного металлопроката. Работа гильотины представляет особую опасность для оператора станка. Падающий нож рассекает металл толщиной до 20 мм и более. Во избежание несчастных случаев от работника требуется соблюдать требования правил техники безопасности во время эксплуатации гильотины.

Техника безопасности и охрана труда
Это целый ряд мероприятий, разработанных и направленных на обеспечение здоровья операторов гильотинных ножниц. Они обязательно должны быть согласованы с Трудовым Кодексом, где оговорены все нормативно-правовые требования к условиям труда.
Внимание. Руководство по эксплуатации гильотины не должна противоречить установленным правилам по технике безопасности. Также пункты инструкции ни в коем случае не могут противоречить требованиям охраны труда. Контроль за их выполнением возлагается руководством предприятия на начальника отдела или инженера по технике безопасности.
На предприятиях, где производится рубка листового металла, работа на гильотинах регламентируются нормативным документом СТО 43.99.50-020-2011 «Инструкция по охране труда при резке металла на ножницах». На её основе работники отделов ТБ и охране труда вырабатывают свои дополнения, учитывающую специфику станочного парка и не меняющие суть основных положений, представленных ниже.
Требования по охране труда
Они составляют следующие мероприятия:
К работе на гильотинах допускается персонал, достигший совершеннолетия (18 лет).
Абитуриенты проходят медицинскую комиссию, прослушивают курс обучения со сдачей экзамена квалификационной комиссии. Резчик получает удостоверение, дающее право на работу.
Перед первым выходом на рабочую смену оператор получает инструктаж по охране труда и ТБ. В случае изменения условий производственного процесса работник получает дополнительно целевой инструктаж.
Местный регламент устанавливает количество и длительность кратковременных пауз, и место отдыха в течение смены.
Оператор станка должен быть обеспечен предприятием спецодеждой, спецобувью, защитными очками и другими средствами индивидуальной защиты. Разрешается пользоваться х/б перчатками с ПВХ напылением, рукавицы надевать запрещено.
Персонал должен соблюдать правила пожарной безопасности, знать местонахождение средств тушения открытого огня (щит с инструментами, огнетушители ) и уметь с ними обращаться.
Работники должны уметь оказывать доврачебную первую помощь пострадавшим от несчастного случая.

Требования техники безопасности
Правилами ТБ при работе на гильотинных ножницах требуется соблюдать нижеследующие пункты:
Подготовка
Подготовительные мероприятия состоят в следующем:
одежду и головной убор приводят в порядок, убирая свисающие детали;
регулируют освещение рабочей зоны;
производят уборку территории вокруг станка;
убирают мусор, удаляют масляные и другие жирные пятна;
подготавливают инвентарные места для укладки металлических листов и нарезанных заготовок;
визуально проверяют состояние силовой проводки и частей оборудования под напряжением;
контролируют цельность проводника заземления;
проверяют надёжность крепления ограждений подвижных частей оборудования.
Рабочий процесс
Во время работы требуется соблюдать следующее:
выполнение всех технологических операций таких, как транспортировка, укладка, подача листов металла к ножницам, сбор, сортировка и удаление обрезков, следует производить только в хлопчатобумажных перчатках с полимерным напылением;
исходный материал, подлежащий резке, укладывают на специальной платформе ровными стопками;
обрезки не должны рассыпаться по полу, а падать в специальный поддон;
при выходе готовой продукции с загибами и заусенцами производят настройку зазора между ножами, который должен быть не более 0,05 толщины заготовок;
нельзя вводить руки в зону реза, не убедившись в отключении станка;
не допускается производить резку листов толщиной большей, чем это предусмотрено инструкцией по эксплуатации гильотинных ножниц;
не разрешается изменять положение упоров, предохранительной линейки, ограждений ножей и прижимов, предусмотренных заводом-изготовителем;
на механической гильотине резчик одной рукой удерживает прижимную линейку, а другой отпускает нож, который падает на заготовку под собственным весом.
По окончании смены
По окончании работы на гильотине производят следующие действия:
станок отключают от электросети, закрывая на замок выключатель;
очищают рабочий стол, ножи, подвижные детали от стружки, окалины и масла;
приводят в порядок рабочее место;
очищают от мусора рабочую зону вокруг станка;
оборудование передают сменщику.
Соблюдение правил техники безопасности, выполнение требований по охране труда обеспечивают сохранение здоровья оператора гильотинных ножниц. Правильная настройка станка и регулировка его рабочих органов способствует повышению производительности труда.
Сравнительная характеристика гильотинных ножниц
Гильотинные ножницы — один из самых удобных станков для раскроя и резки металла. Существует несколько разновидностей и модификаций этого оборудования.

Резка листового и профильного металла требуется практически на всех металлообрабатывающих и машиностроительных предприятиях, от небольшой слесарной мастерской до огромного завода. Нередко приходится резать металл в домашней мастерской или непосредственно на стройплощадке. Гильотинные ножницы — один из самых удобных станков для раскроя и резки металла. Существует их несколько разновидностей и модификаций, о которых более подробно будет сказано дальше.
Резка металла на гильотине используется в случае, когда требуется изготовить детали прямолинейной конфигурации довольно большого размера — полосы, прямоугольники, треугольники со стороной от нескольких сантиметров до нескольких метров. Толщина металла находится в диапазоне 2-60 мм, заготовка по ширине может достигать 2 метров, а по длине практически неограничена.
Основные виды гильотинных ножниц

Промышленные цеха, частные и домашние мастерские, специализирующиеся на металлообработке, оснащаются различными видами гильотинных ножниц, которые отличаются:
- видом привода;
- мощностью;
- типом ножей;
- производительностью;
- максимальной толщиной разрезаемого металла;
- ассортиментом проката, с которым могут работать;
- размером обрабатываемого листа;
- количеством выполняемых операций.
По типу привода ножницы подразделяются на:
- ручные;
- гидравлические;
- пневматические;
- электромеханические.
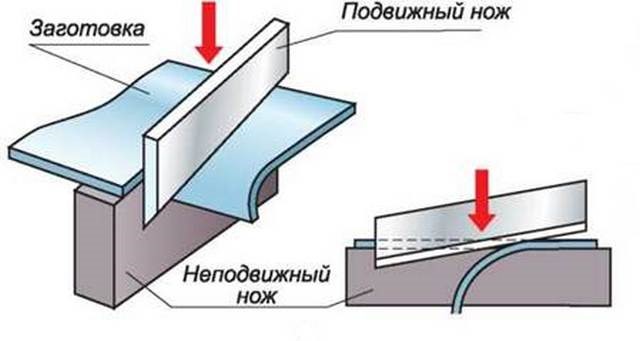
Гильотинные ножницы по металлу работают по принципу воздействия на металл одновременно большой силой давления и острой кромкой ножа, действующего по принципу обыкновенных ножниц. Две части ножевого устройства смещаются относительно друг друга. Зажимают между собой лист или прокат и сдвигают его соседние слои, разрезая при этом острым лезвием.
Процесс резки гильотиной соединяет в себе две операции — резку и ломание.
Хорошая гильотина для резки металла промышленного производства обеспечивает до 90% разреза и около 10% лома.
Кромка реза при маленьком зазоре Кромка реза при оптимальном зазоре Влияние величины зазора на кромку
При этом рез получается ровным и практически не требует обработки. Если ножи затупились или неправильно выставлен зазор, то соотношение рез/лом изменяется и на нижней кромке возникает острый выступ — грат, который свидетельствует о низком качестве резки.
О грат можно легко порезать руки, особенно при работе с нержавеющей сталью. Одним из главных правил техники безопасности при работе с ножницами гильотинного типа является применение рукавиц из плотной ткани или с кожаными нашивками. Появление грата сигнализирует о необходимости изменения настроек или заточки ножей.
Гидравлические гильотинные ножницы
Промышленные станки для резки металла, оборудованные гидравлической системой привода, принадлежат к самым мощным и производительным разновидностям гильотин. Они предназначены для серийного или штучного производства заготовок с прямолинейными кромками из листов металла толщиной 2-20 мм с длиной реза 1-3 м.

Для больших машиностроительных компаний производятся гидравлические гильотины с возможностью резки листа шириной до 6 м и толщиной более 20 мм. Они отличаются большим весом и размерами и производятся в единичных экземплярах.
Гильотина гидравлическая развивает на ножницах усилие ≥ 400 МПа по всей длине разрезаемого листа. Станки оборудуются ножами как с прямым движением верхнего ножа по вертикальным направляющим, так и с дугообразной траекторией (консольные). Второй вариант позволяет при меньшей мощности гидравлики работать с более толстыми листами металла или сплавами повышенной прочности. Точность реза при этом не снижается.
Зазоры между ножами регулируются по специальной таблице в ручном, полуавтоматическом или автоматическом режиме. Одним из самых современных станков является гидравлическая гильотина с ЧПУ. Для ее настройки требуется минимум времени, а для переключения на производство одного из десятков видов продукции достаточно нажатия одной кнопки. Вся информация о настройках хранится в памяти станка.
Одной из главных особенностей гидравлических ножниц является их бесшумность — ножи двигаются плавно, нет ударных воздействий, характерных для пневматических и электромеханических гильотин.
Безопасность работы обеспечивается наличием фотодатчиков в зоне работы, защитными экранами и ограничителями хода подающего механизма. Возврат балки в верхнюю точку обеспечивается пружинами или газонакопительными амортизаторами.
Электромеханические гильотинные ножницы
Распространен это вид гильотин наравне с гидравлическим. Практически не отличается от гидравлической гильотины по производительности (до 60 ходов ножа в минуту) но более шумный — кривошипный механизм привода вызывает быстрое движение ножа и ударное воздействие на заготовку.

Как и гидравлическая, электромеханическая гильотина предназначена для промышленного использования в цехах, где требуется высокопроизводительная точная резка прямолинейных заготовок большого размера и толщины. Однако производятся и рубка металла на гильотине электромеханического типа и в условиях мелкосерийного и кустарного производства — для этой цели создана целая серия ножниц небольшой мощности. Они занимают немного места в мастерской и позволяют без труда резать оцинкованную листовую сталь, алюминий, медь, пластик и нержавейку толщиной до 2-3 мм.
Привод на верхнюю балку с ножом производится при помощи кривошипно-шатунного механизма на валу отбора мощности от электродвигателя, который включается нажатием педали или кнопкой. Проворачиваясь, эксцентрики передают усилие на оба конца ножевой балки, и усилие резания распределяется равномерно. В конце одного оборота вала балка возвращается в верхнее положение, и заготовка подается для следующего реза.
Оснащение электромеханических гильотин ЧПУ позволяет превратить их в одни из самых точных и производительных станков для резки и рубки металла. Они простые в обслуживании, обладают надежной кинематической схемой и дешевле гидравлических. При желании и наличии слесарной квалификации, сделать гильотинный резак с электроприводом можно самостоятельно в домашней мастерской или в условиях небольшого производства.
Пневматические гильотины
Гильотина для рубки металла с приводом, работающим от сжатого воздуха, превышает по производительности гидравлические и приблизительно равна электромеханическим. Для ее работы требуется компрессор или центральная магистраль со сжатым воздухом. Применяются пневматические гильотины в крупных металлообрабатывающих цехах для производства крупносерийных деталей.
Как и электрические и гидравлические станки, пневматические гильотинные ножницы принадлежат к стационарному типу оборудования. Они оснащаются рабочими столами большой площади, выдвижными контейнерами для сбора продукции и автоматизированными механизмами подачи. Большинство пневматических ножниц оборудуется ЧПУ — скорость работы пневматики в сочетании с электронным управлением позволяет получить большое количество деталей высокой точности за ограниченное время.
Ручная гильотина для металла
Механические гильотинные ножницы с приводом от рычага или педали — несомненно, самый распространенный вид металлорежущих станков. При ограничении по толщине обрабатываемого металла и его видам, гильотинные ножницы ручные можно встретить в каждой мастерской или цехе, где предполагается работа с листовым металлом, арматурой или профильным прокатом.

Гильотинный механический резак оборудуется двумя ножами. Нижний, как и у гидравлической или электрической гильотины — неподвижный. А верхний может передвигаться по направляющим вертикально вниз, как у промышленных установок, или поворачиваться вокруг оси. Точка вращения находится на одном из концов ножевой балки, на втором — рукоятка.
Ручная гильотина механическая может оборудоваться редуктором, позволяющим развить на ноже значительное усилие, позволяющее резать листы толщиной более 1 мм толщиной и нержавеющею сталь. Гильотина ножная приводится в действие педалью, ручная — рычагом. Возможен и комбинированный привод. Мобильная гильотина для рубки металла устанавливается на любой ровной поверхности, обеспечивающей устойчивость станка, и применяется на строительных площадках, например, для резки кровельной стали или профнастила.
Во втором случае чаще всего используется гильотина ручная сабельного типа, оснащенная дугообразным ножом. Точка резания в таком случае плавно перемешается траекторией реза и не повреждает металл сложного профиля. Ручная сабельная гильотина применяется как для поперечного, так и для продольного резания заготовок из стали, алюминия, нержавейки.
Гильотинная рубка на ручных станках возможна и при работе с арматурой, уголком и профилем. Если рубка листа на гильотине возможна на всех видах станков, то мини гильотина по металлу для работы с фасонным прокатом должна быть оборудована редуктором.
Читайте также: