Как разогнуть трубу металлическую
Обновлено: 17.05.2024
При выполнении операций, связанных с выпрямлением металла, нужно придерживаться тех же правил техники безопасности и охраны труда, что и при выполнении ковки и гибки металла.
Особое внимание следует обратить на следующие моменты:
- Используйте только молотки с плотно прилегающей рукояткой, которая должна плотно прижиматься к головке молотка. Соединение рукояти и головки должно исключать любое смещение деталей и их самопроизвольное разъединение в процессе работы.
- Выберите правильную опору для работы с молотком. Опора должна быть достаточно твердой и жесткой, не подвергающейся деформациям и выдерживающей достаточные нагрузки.
- Заготовки должны быть прочно зафиксированы в зажимных устройствах — так, чтобы удары молотка не смогли их оторвать, сместить или отделить от фиксирующих элементов.
- Во время работы с прессами убедитесь, что вы используете средства индивидуальной защиты для рук, глаз и головы.
- Работа со сварочным оборудованием или паяльниками разрешается только после проведенного инструктажа и получения прямого указания руководителя.
- Всегда обращайте внимание на соблюдение правил пожарной безопасности. Подготовьте воду или сыпучие материалы для тушения вероятного пожара, не работайте вблизи легковоспламеняющихся материалов и источников открытого огня, не защищенных должным образом.
1. Цель выпрямления
Металлические листы, трубы или сечения, которые стали извилистыми, согнутыми или деформированными во время транспортировки или эксплуатации, могут обрести первоначальный вид с помощью различных методов.
Методы ковки и гибки являются основными для деформации и локального нагрева, который осуществляется для устранения напряжения в материалах. Использование этих методов дает возможность:
- восстановить исходную форму металла;
- устранить изгибы, вмятины, заломы, другие деформации;
- восстановить эксплуатационные характеристики детали.
2. Инструменты, приборы и дополнительное оборудование
Небольшие разрезы металлических листов, труб и сечений можно аккуратно выпрямить вручную. При этом обязательно используются средства индивидуальной защиты для рук (перчатки), иначе риск получения травм при контакте с острым краем металлического листа будет очень высоким.
Для более крупных и прочных материалов используют следующие инструменты и приборы:
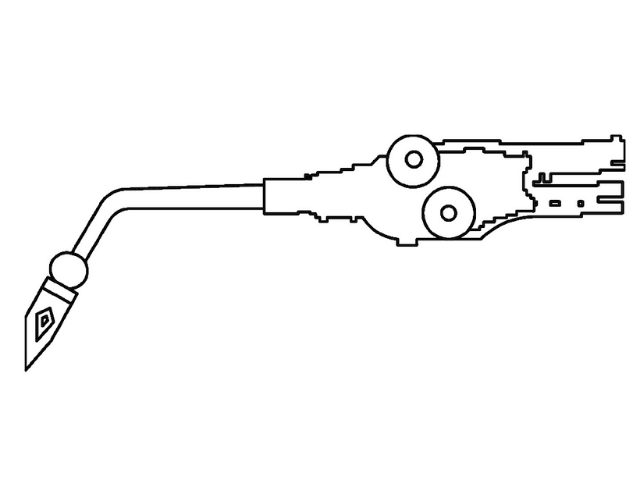
Молотки
Во время выпрямительных работ с тисками, на наковальне и на правильной плите применяются:
- слесарные молотки
- рихтовочные молотки
- молотки из легкого металла
- киянки
- резиновые молотки
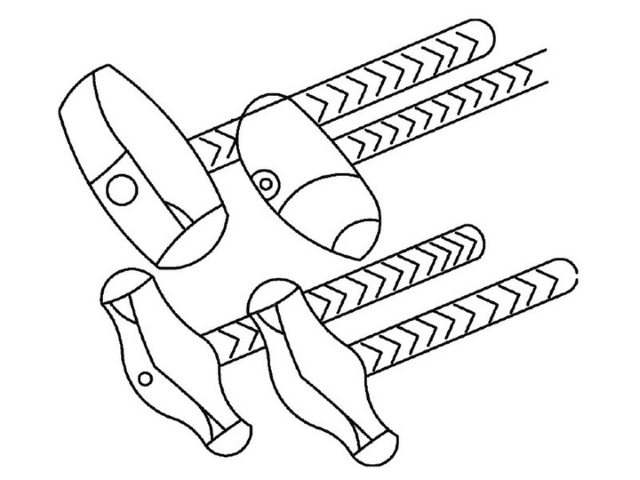
Стяжки (подвижные крюки) и метчики
Для выравнивания скрученных плоских, квадратных и угловых профилей материала с помощью тисков используются различные виды стяжек и метчиков.
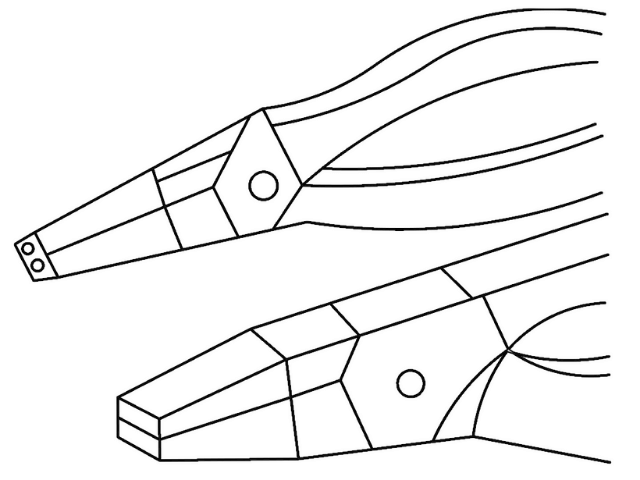
Щипцы и клещи
Плоскогубцы и круглогубцы используются для правки небольших гнутых металлических листов и мелких частей. Детали, которые выравниваются с помощью плоскогубцев или круглогубцев, размещают в тисках или держат в руках.
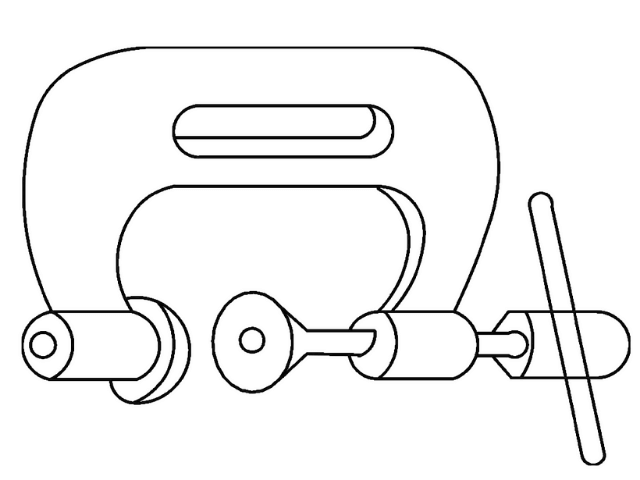
Зажимы
Зажимы используются для фиксирования или скручивания деформированных металлических листов и профилей. Они бывают различных видов и размеров. Как правило, для дозирования усилия при фиксации или выравнивании зажим оснащается винтовой частью Широкие опорные пластины зажимов обеспечивают более равномерное распределение усилия, что предотвращает повреждение металла в месте контакта с зажимом.
Сварочные горелки и другое высокотемпературное оборудование
Кислородно-ацетиленовые сварочные горелки или кузнечные печи для обжига и отжига используются для локального нагрева гнутых профилей или деформированных металлических листов. Повышение температуры металла делает его более восприимчивым к механическим воздействиям, что облегчает устранения деформаций и восстановление эксплуатационных характеристик повреждённой детали.
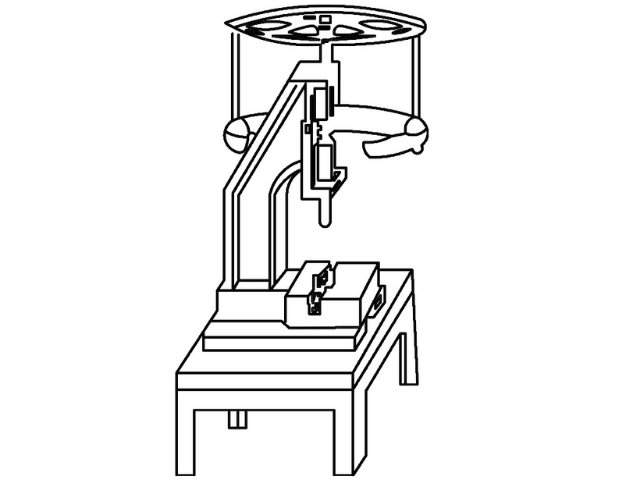
Винтовые прессы
Ручные винтовые прессы и гидравлические прессы с различными втулками и опорами используются для правки гнутых сечений и металлических листов с менее сильными вмятинами. Конструкцию пресса и усилие, который он создает, выбирают с учетом:
- Твёрдости металла.
- Его толщины.
- Конфигурации детали.
- Характеристики повреждения, которое нужно устранить.
Правильные машины
Чаще всего дал восстановления формы металлических изделий и для устранения деформаций листового металла используются роликовые правильные машины. При правильной машины гнутые металлические листы, плоские материалы, трубы или проволока проходят через систему роликов, благодаря которой они становятся плоскими или прямыми.
Зажимные устройства и опоры
В дополнение к вышеупомянутым инструментам и устройствам требуются следующие зажимные устройства и опоры.
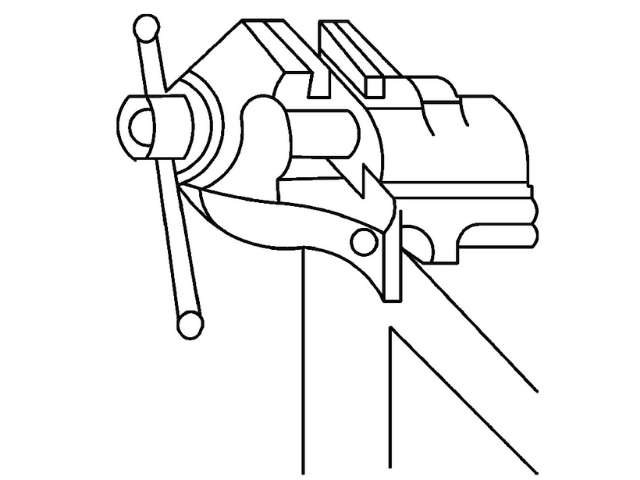
Тиски
В основном параллельные тиски используются для правки материалов с помощью молотков, щипцов, стяжки и метчика, а также для правки без использования инструментов. Основное назначение — жесткая фиксация детали, которая предотвращает ее смещение при механическом воздействии в процессе выравнивания.
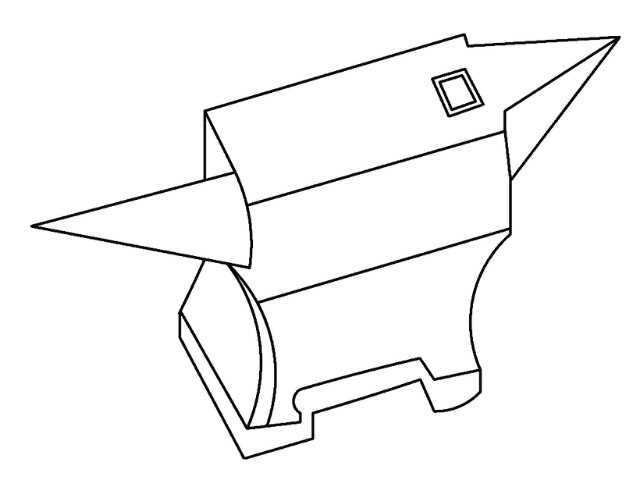
Наковальня
В качестве опор для правильной работы слесарным молотком используются наличник (плоская часть) или определенную часть конического рога наковальни. Массивная металлическая наковальня обладает достаточным запасом прочности и стабильности — это дает возможность выполнять достаточно сильные механические воздействия.
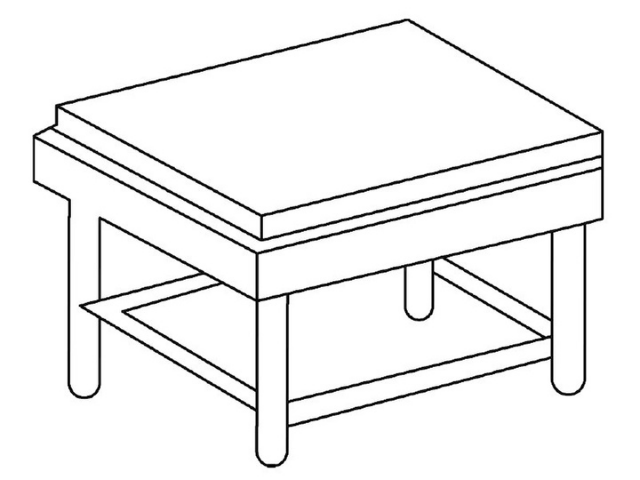
Правильные плиты
При выпрямительных работах с молотками в качестве опоры используются правильные плиты из литой стали. Преимущества правильных плит аналогичны преимуществам наковален, при этом плита должна размещаться на надежной основе. Фиксация правильной плиты на основании позволяет избежать е смещения при выполнении правильных работ с большим усилием.
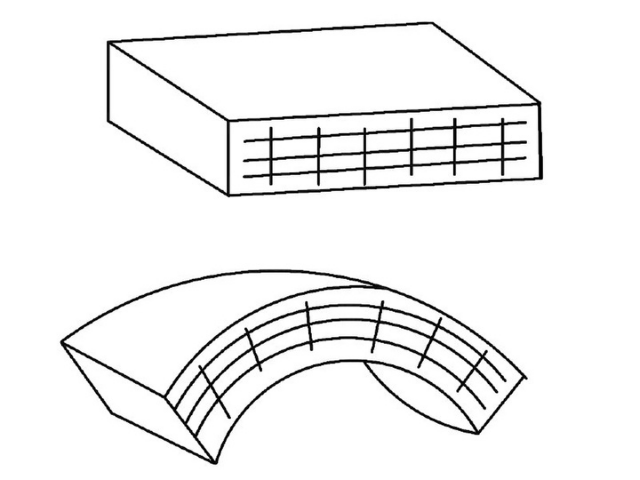
3. Процессы в материалах
В материале деформированных, изогнутых или деформированных металлических листов, труб и сечений наблюдаются осевые удлинения и линейные сжатия:
- На внешних радиусах изгиба растягивающие напряжения вызываются осевым удлинением материала
- На внутренних радиусах изгибов сжимающие напряжения вызывается линейным сжатием материала.
Для большинства материалов характерна определенная устойчивость к деформирующим воздействиям. Если к материалу приложить лишь небольшую силу, его сопротивление не будет преодолено. Если материал возвращается в исходное положение, это значит, что натяжение было упругим. Этот процесс называется «упругим восстановлением».
Если сила, которая действует на материал, превышает сопротивление, которое он оказывает, происходит пластическая деформация. При этом материал впоследствии возвращается в соответствии со степенью своей упругой деформации. Поэтому во время сгибания и скручивания всегда следует учитывать степень упругого восстановления.
В случае деформации или изогнутости деталей растягивающие и сжимающие напряжения в материале должны устраняться систематическим действием на него силы. Это происходит, если с помощью соответствующих инструментов и приспособлений действует другая сила, противоположная исходной. Ее можно заметить по направлению деформации или изгиба. Здесь снова необходимо учитывать степень упругого восстановление материала.
Когда металлические листы деформированы или помяты, напряжение во время сжимания и растягивания в основном возникает только в нескольких местах, где действие этой силы не всегда можно увидеть.
Такое напряжение материала может быть устранено только противодействием, которое ликвидирует первоначальное напряжение.
Чем больше деформирована деталь, тем больше внутренние напряжения в материале.
Внутренние напряжения также можно устранить путем локального нагрева или слабого отжига всей заготовки:
- Стальные детали после нагрева должны медленно остывать на воздухе.
- Медные детали остывают путем закалки в воде сразу после нагрева.
Обратите внимание! Нарушение этих правил охлаждения после отжига металлических деталей приводит к значительному снижению их механической прочности и других эксплуатационных показателей.
Часто при самостоятельном охлаждении кусков стали или металлических листов после локального нагрева металлические детали сами возвращаются в свое правильное исходное положение. Если этого не происходит, они деформируются желаемым образом в раскаленном состоянии.
Как правило, толстые куски материала и трубы с толстыми стенками следует выпрямлять в раскаленном состоянии, поскольку сопротивление материала снижается при повышении температуры до определенного предела. Следовательно, нужно меньше усилий, необходимых для выравнивания. Снижается и хрупкость уже деформированного материала, что позволяет избежать трещин переломов при будущей деформации.
Таким образом, нагрев до высоких температур:
- Обеспечивает условия, необходимые для выравнивания металлического изделия.
- Снижает усилия, нужные для восстановления исходной формы деформированной детали.
- Ускоряет процесс выравнивания.
- Частично компенсирует потерю упругости и снижает хрупкость изделия, а значит — снижает риск его растрескивания при дальнейшей эксплуатации или обработке.
4. Методы выпрямления / рихтовка
В зависимости от интенсивности и вида деформации металлических листов, труб или форм сечений, применяются наиболее конструктивные и эффективные методы, в результате которых металл подвергается выпрямлению как в холодном, так и нагретом состоянии. Выбор метода зависит от толщины и плотности металла, его характеристик, размеров и конфигурации детали, а также от характера повреждения, которое нужно устранить. Кроме того, при выборе метода выравнивания металла учитывают имеющиеся в наличии ресурсы и оборудование.
4.1. Методы устранения изгибов и деформации
Длинные, слегка изогнутые, тонкие участки и тонкие трубы можно выпрямить вручную с помощью тисков. Для этого материалы прочно зажимаются в тисках и протягиваются в нужном направлении. Деформирована часть должна размещаться непосредственно у тисков — в этом случае вторичная деформация произойдет точно в нужном месте и компенсирует деформацию, возникшую при повреждении деталей.
Понадобился мне лист металла толщиной ок 5мм. На метал базах продают бОООльшие куски. Вторчермета где нарыть кусочек поблизости нет. НО! Есть пяток старых труб Ф110 со стенкой 4мм. Таки подскажите может кто уже делал - как и чем лучше превратить отрезок такой трубы (ок 40см) в лист больменее ровного металла. Отрезать, разрезать вдоль, нагреть. А дальше в тиски, молотком? Или это вообще бессмысленная затея?
алюминевую геморно разгинать , а металлическую да еще и четверку. в кузнице наверно и получится
В кузне то понятно. Может есть еще какие варианты?
греть ее надо и инструмент специфический иметь. на холодную вообще мало реально т.к. усилия бешенные нужны
На многих строительных рынках ,тем более в Москве ,где торгуют металлом ,вам отрежут кусок любого размера.Приезжайте к нам в Чехов (час от Москвы) на рынок СТОЙМАСТЕР ,там точно есть .И забудьте про трубу .
понятно. просто хотелось поменять чуть-чуть своего здоровья на нужную железку.
всем спасибо.
Вот ещё подумалось. асфальт сейчас в москве чуть ли не на каждой улице катают. Чем каток не в помощь?
Вы плохо искали. На любом строительном рынке есть металлорезка, там и продают металл. У низ всегда можно выбрать из обрезков. И незачем оплачивать целый лист
Труд без искусства - Варварство!
действительно. там есть окуда отрезать подходящий кусочек
Труженик написал :
У них всегда можно выбрать из обрезков.
На ближ ко мне рынке был печальный опыт. Понпдобилось пару отрезков Ф50 трубы. Длиной полметра, ржавая-нержавая пофиг. Был как раз на рынке, подхожу-почем? 100 руб метр! Дешевле ни в какую. У самих этих обрезков валяется мильон, карами по ним ездят. Кароч послал их.
это уже как повезет. могут и просто так отдать , а можно и на резиновое изделие N2 напороться .
А791 написал :
На ближ ко мне рынке был печальный опыт. Понпдобилось пару отрезков Ф50 трубы. Длиной полметра, ржавая-нержавая пофиг. Был как раз на рынке, подхожу-почем? 100 руб метр! Дешевле ни в какую. У самих этих обрезков валяется мильон, карами по ним ездят. Кароч послал их.
А зря, спички стоят 1,5руб(1коп) ,билет на автобус 30руб (5коп) ,а тут 100р за метр всего .Если и это дорого ,то тогда остается только труба.
Дорого-недорого. Кому как и смотря за что. Есть вещи (обрезки железяк в тч) за которые платить вообще смысла не вижу (или чуть). ИМХО. Если я подвожу соседа по даче (не близкого) до ЖД станции, я что должен с него денег взять? Или если в школе сыну в классе помог шкафы собрать и тд, за эт тож денеХ требовать? С обрезками железяк тут дело принципа. Я лучше трубу раскатаю, чем 5 копеек (образно) ТАКИМ на рынке отдам. ИМХО. Такая вот политика понимашшшшь! (Но это все уже флуд не по теме.)
А791 написал :
Дорого-недорого. Кому как и смотря за что. Есть вещи (обрезки железяк в тч) за которые платить вообще смысла не вижу (или чуть). ИМХО. Если я подвожу соседа по даче (не близкого) до ЖД станции, я что должен с него денег взять? Или если в школе сыну в классе помог шкафы собрать и тд, за эт тож денеХ требовать? С обрезками железяк тут дело принципа. Я лучше трубу раскатаю, чем 5 копеек (образно) ТАКИМ на рынке отдам. ИМХО. Такая вот политика понимашшшшь! (Но это все уже флуд не по теме.)
Вообще-то, обрезки труб неплохо сдаются в металлолом. За деньги. Конечно, кусочек могли бы отдать и так, но в данном случае хозяин -- барин. Лично я лучше бы отдал 100р. чем самому заниматься металлопрокатным производством ручным способом.
Как вариант -- можно попробовать пошариться по дворам и помойкам (я серьезно, сам так делал).
чем можно чуть подразогнуть трубу отопления?
Отопление развели сталью еще летом. Радиатор пока не повесили.
Получилась такая картинка (треугольники - шаровые краны-американки, квадраты - тройники).
Между шаровыми кранами и тройниками стоят чуть изгибающиеся участки труб длиной 30 см, для заведения в подоконную нишу, "уточки". (все собрано на резьбовых соединениях+лён)
Так вот, получилось так, что шаровые краны, куда будет подключаться радиатор не соосны. Одну из "уточек" надо чуть разогнуть, чтобы достичь соосности.
Понятно, что самый простой вариант - заменить одну из "уточек". Однако, для этого придется сливать стояк, чего категорически не хочется.
Вопрос, можно ли это сделать не отключая отопления и как? Рычага, как вы понимаете - НЕТ, тк надо подразогнуть "уточку" длиной 30см на самом конце всей конструкции..
ПС: Несоосность не катастрофическая, конечно, но не хотелось бы закручивать американки с такой несоосностью. Чревато.

Разогнуть вряд ли получится. Получится догибать остальное до достижения соосности. Сливать стояк и т.д.
Или смириться с тем, что есть.
Нанять мастера, у которого есть аппарат для заморозки труб. Заморозить отвод, снять , поменять или разогнуть утку, поставить на место. Стояк не сливается.
sergei995 написал :
не хотелось бы закручивать американки с такой несоосностью
Американки с "резиновым" кольцом или шар-конус?
Американки с резиновым кольцом. Трубы 3/4".
Т.к. утка имеет два сгиба, то можно либо разогнуть один из сгибов, либо наоборот "догнуть" другой из сгибов.
Неужели нельзя трубогиб туда вкорячить и прямо с водой чуть догнуть/разогнуть? Или просто тисками. Или сжать двумя трубными ключами.
Там градусов на 5 надо догнуть-то всего лишь.
Вы попробуйте взять другую утку и погнуть её на весу двумя ключами, если получиться то здорово!
значит вы Поддубный)
Валерич написал :
Вы попробуйте взять другую утку и погнуть её на весу двумя ключами, если получиться то здорово!
значит вы Поддубный)
Неужели так сложно? Если схватить ее ключами по 70см да за края - то, мне кажется, более чем реально. Рычаг-то ого-го.
Да я же серьезно предлагаю эксперимент, получиться- здорово. Просто не надо пробовать на включенном стояке, ну мало ли что сорвете, об варитесь сами, затопите соседний.
В этом смысле бесспорно да, согласен! Так и поступлю.
Но помню, что мне когда на рынке гнули подобный гусак, то делали на стационарном трубогибе и рычаг был метра полтора а то и больше!
Иной раз удивительно наблюдать, как отсутствие денежных средств или недопонимание каких то простых вещей, заставляет людей изгаляться.
Сантехнические работы в Санкт-Петербурге
Не получится заморозить, циркуляция в трубе, в Питере тепло уже давно дали.
BigHarry ,аморозить отвод после байпаса , может он длинный мы же не знаем сколько там до гусака
Глянул первый пост, наверное действительно заморозить не выйдет, там из тройника сразу гусак.
Все подогнул двумя трубными ключами по схеме:
Схватился за утку сверху, сжал и погнул в общем-то без проблем. Ключ один 80см, другой 60см. Может ровную трубу так и не погнуть, но утка уже погнута в двух местах, может поэтому далась.
spb-montage написал :
Иной раз удивительно наблюдать, как отсутствие денежных средств или недопонимание каких то простых вещей, заставляет людей изгаляться.
Ну дык подсказали бы. Для этого форум и создан. А так, похоже, вы сами не знаете как решить проблему без слития стояка, а строите из себя знатока
BigHarry написал :
Не получится заморозить, циркуляция в трубе, в Питере тепло уже давно дали.
А вот именно для таких случаев, в нарушение всех норм ( ) на байпасе установлен шаровый кран. Так что циркуляцию в случае чего - можно и выключить. И не надо мне рассказывать что так делать нельзя. Можно, если знать как пользоваться и домашних обучить не трогать кран на байпасе.
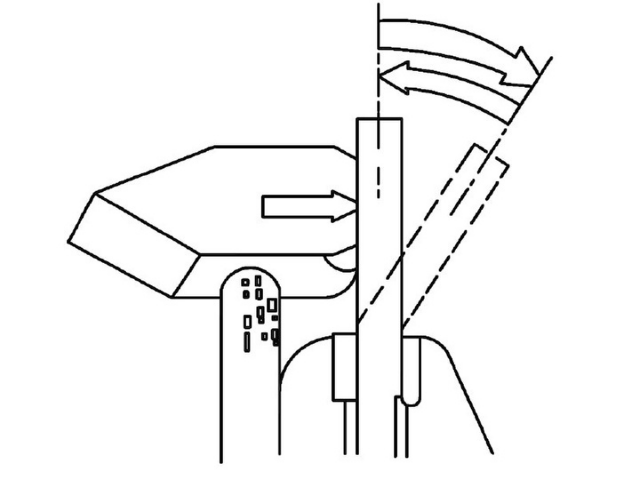
Как загнуть круглую металлическую трубу, не помяв ее?
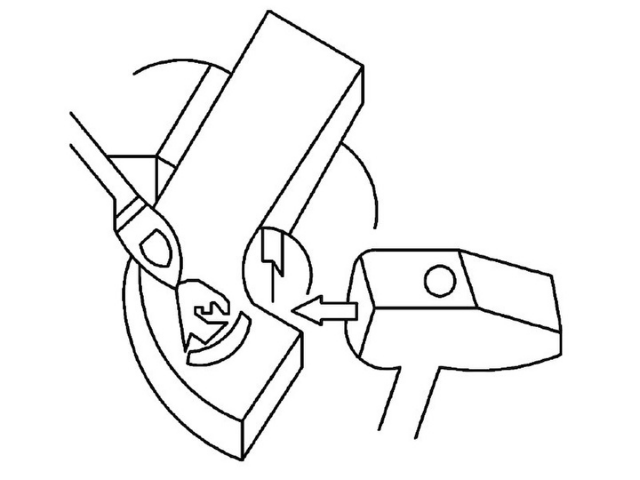
Чтобы не помять место сгиба, труба плотно набивается песком (чистым без камешков и мусора), с двух сторон забивается деревянными пробками, это надо сделать аккуратно и качественно, чтобы пробки не вылетели и в тоже время чтобы их потом без труда можно было вытащить.
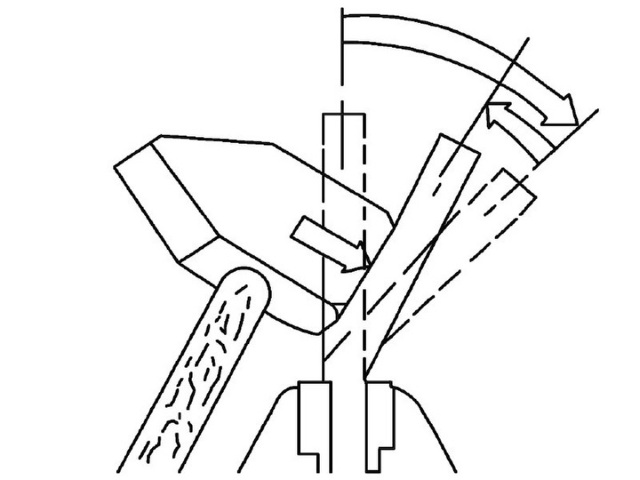
Затем трубу в месте сгиба разогревают паяльной лампой, газовой горелкой, строительным феном и сгибаете руками в месте разогрева. Если усилия для сгиба недостаточно, то можно одну сторону трубы зафиксировать тисками с дополнительно проложенными деревянными брусками, предварительно прорезанными по форме полуокружности под диаметр сгибаемой трубы, а на второй конец трубы надеть кусок трубы большего диаметра и использовать его в качестве рычага при сгибании.

Хотел бы я узнать - в каких это "домашних условиях" имеется в наличии оснастка показанная на картинке?
А роль "третьей руки" кому будет передана - соседу или жене. — 5 лет назад
картинка лишь демонстрирует общие принципы сгибания трубы при использовании технологии нагрева. А третью руку отдадите кому пожелаете, можете у себя отрастить. — 5 лет назад
Загибаем трубу в домашних условиях…
Поскольку категория вопроса: «Водопровод и канализация», то и «гнуть» будем трубы стальные водогазопроводные выпускаемые по техническим условиям регламентированные ГОСТ 3262-75.
Трубы водогазопроводные выпускаются из нелегированных конструкционных качественных сталей без нормирования механических свойств и химического состава по ГОСТ 380 и ГОСТ 1050. Сталь как материал обладает важнейшим свойством – пластичностью позволяющем изготавливать из неё изделия методом пластической деформации.
Анализ приведенных требований нормативно-технических документов позволяет принять решение об изгибе водогазопроводных труб на R ≥ 2,5 наружных диаметров для труб с условными проходами до 40 мм и на R ≥ 3,5 для труб с условным проходом 50 мм, при «комнатной температуре» без каких либо «дополнительных мероприятий» - трубогибочной оснастки, заполнения песком, нагрева, привлечения помощников и т.д. Если требуется загиб отрезков труб на радиус меньший чем допустимый по техническим условиям, то рациональнее применение иных способов. Но это уже другой вопрос.
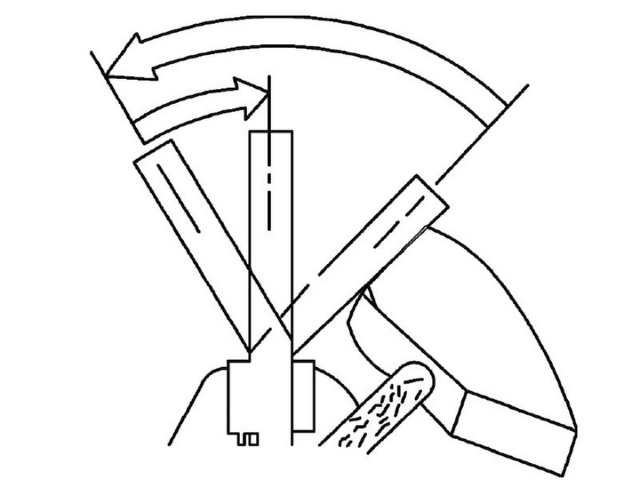
Для загиба труб в «домашних условиях» необходимо приготовить деревянную цилиндрическую колодку, как на Рис.1, диаметром не превышающих требований ГОСТ, надёжно закреплённую на верстаке любой конструкции.

Позиции на рисунке:
1 - загибаемый отрезок.
2 - деревянная цилиндрическая колодка.
aо – толщина стенки трубы.
R – радиус загиба трубы на средней линии.
Do – внешний диаметр загибаемого отрезка трубы.
β – угол, на который загибается отрезок трубы.
Выполнив необходимые приготовления можно приступать к «созданию загибов». Необходимо отметить, что трубу в конкретном месте можно гнуть только 1 раз. Если не хватает «силёнок» для загиба трубы достаточно больших диаметров можно применить рычаг из отрезка трубы большего диаметра.В случае, когда загибаемая труба, при соблюдении требований ГОСТ разрушилась, значит, она имеет некондиционные технические характеристики и этот отрезок трубы подлежит обязательной замене.
В принципе такой способ загиба подходит для любых круглых металлических труб. Необходимо лишь учитывать технические условия на их изготовление.
Вот именно так можно загнуть круглую металлическую трубу не помяв её в домашних условиях…
Читайте также: