Как сделать литье из металла
Обновлено: 12.05.2024
Очень часто мои заказчики и покупатели спрашивают, «Как же все же делают фигурки из бронзы?» и постоянно приходится рассказывать процесс заново. Решил создать ..этакую шпаргалку :) . мастер-классом вроде и не назовешь её. Описать решил максимально простым языком без специальной терминологии. Думаю так будет проще и понятнее не создаст дополнительных вопросов. Хочу еще сказать, что сам я не литейщик, я только создаю мастер-модели, снимаю с них формы, делаю восковки и их уже везу в литейную мастерскую. А потом готовые отливки довожу до ума. Обработка очень важная часть финального процесса.
Но во всех стадиях литья принимал не однократное участие и потому знаком со всеми стадиями процесса. Работа это не легкая и требует аккуратности и дотошности..мелочей нет. Схалтуришь на одном каком то этапе и работа всей команды будет загублена.
Литейное дело - одно из самых древних в мире ремесел, трудоемкая и сложная работа, требующая внимания и аккуратности на каждом этапе подготовки и литья. От Мастер-модели до финальной отливки в бронзе. Но результат стоит затраченных усилий. Литые изделия отличаются изысканным внешним видом. С годами на поверхности изделий из бронзы, латуни покрывается оксидной пленкой - это придаёт внешнему виду изделий антикварный вид. С годами изделия из бронзы как благородное вино растут в цене покрываясь налетом старины.
Довольно высокая цена на изделия выполненных методом художественного литья по выставляемым моделям, обусловлена большим количеством операций выполненными вручную, а так же дорогостоящими расходными материалами (ювелирный воск, формомасса, сплавы, а так же расходники для последующей обработки готовых изделий).
Коротко процесс создания бронзовой фигурки можно описать по операциям.
1. Изготовление мастер-модели для литья. Модель может быть из разных материалов: пластилин, воск, дерево, пластики, металл, гипс и т.д.
Несколько примеров моих мастер-моделей изготовленных из разных пластиков:



будущие шахматные фигурки:

фигурка сноубордист "Карвер"

Мы в своем технологическом процессе чаще создаем мастер-модели из полимерных скульптурных пластиков. Скульптор-миниатюрист создает модель вручную. Сложные модели иногда приходится делать разборными и многосоставными. На модель крепят литниковую систему продумывая как будет течь металл и как затем удалить литники без ущерба для будущей фигурки.
2. С мастер-модели снимается силиконовая (резиновая) форма из специальной резины. Изготавливается так называемая матрица, по которой затем будет получена восковая копия модели (восковка). С литниками для последующего литья.

Форму разрезают особым способом, что бы можно было получить качественную восковку.
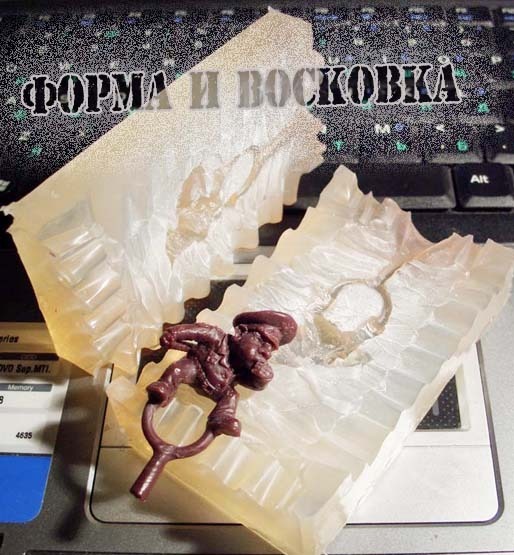
3. После изготовление резиновой формы в неё под давлением впрыскивается горячий воск. Затем, когда воск остыл матрицу разбирают и достают восковую копию модели. Её нужно проверить на наличие дефектов., обработать снять восковый облой, если он есть, просмотреть(просветить восковки) нет ли пузырьков в восковке иначе на отливке из металла будут полости и раковины. Если нужно восковка затем проходит стадию полировки. В час в среднем с одной резиновой формы можно получить 4-5 восковок в зависимости от размера и сложности.
Восковки с литниковой системой:

4. Восковки готовы теперь предстоит спаять елку из наших восковых фигурок. Примерно под углом 45 градусов фигурки одна за другой крепятся к основному более толстому литнику. Постепенно обрастя фигурками вырастает нечто напоминающее ёлку.
5. Затем подготовленная ёлка ставится в резиновую опору и помещается в металлическую опоку. Сверху заливается формомассой (специальный гипсовый состав), Опока ставится под вакуум для удаления пузырьков из формомассы. Если этого не сделать фигурка вся будет покрыта мелкими бусинками металла. Формомасса затвердела.
6. Следующий этап вытапливаем восковые модели и затем постепенно прокаливаем получившиеся керамические формы в специальных прокалочных печах до нужной температуры. Формы должны выдерживать температуру расплавленных сплавов около 1300 градусов.
Около суток формы доводятся до нужной температуры, плавно поднимаясь до нужной температуры и затем так же плавно остывают.
7. Затем в подготовленные формы, выстоявшиеся и доведенные до требуемой температуры заливается расплавленный сплав и ставится под вакуум. Так как форма гигроскопична, металл притягивается к стенкам формы. За счет чего получается качественная поверхность отливки. Процесс подготовки форм и литья беспрерывно продолжается несколько дней. Тираж нельзя прервать и остановить всю тепловую цепочку процесса. Для этого литейщикам приходится работать в несколько смен, для контроля всего цикла литья.
8. После заливки форм их охлаждают и разрушают.
Отлитые ёлочки с фигурками разрезают специальными кусачками срезая фигурки с центрального литника.
Затем наступает очередь непосредственной обработки будущих фигурок. Фигурки размывают и очищают от остатков застывшей формомассы. Затем могут быть подвергнуты к отмачиванию в специальных растворах для удаления накала на фигурках.
9. Затем наступает очередь механической обработке. С фигурок удаляю литники, стачивая их бормашинами и полируют места крепления литников к фигурке. Далее фигурки обрабатывают мягкими латунными щетками на станках, снимая остатки окалины, полируют со специальными пастами муслиновыми кругами (тряпочные круги различной плотности с пропитками) После полировки фигурки она может проходить процесс ускоренного старения (чернения) для придания металлу антикварного вида. После обработки кислотами и специальными составами фигурки опять подвергают полировке мягкими муслиновыми кругами и растирают тканью выравнивая общий тон фигурки
Вот собственно финал нашей работы, долгожданные фигурки из металла :)

Кладоискатели, слева без чернения только полировка с карцеванием..справа чернение и дополнительная полировка.

Шахматная фигурка, Королева бордеров. Бронза, гальваническое покрытие меднение
Литье серебра
Благородный металл серебро является одним из древнейших металлов, освоенных человечеством. Нахождение в природе в самородном виде, а также невысокая температура плавления- 962 °C дало нашим далеким предкам возможность использовать этот металл в IV -III тысячелетии до н.э.

Серебро — мягкий, пластичный металл, отлично подходящий для производства украшений, ритуальных предметов, зеркал и для чеканки монет.
Серебро обладает наилучшей среди металлов электропроводностью и применяется в наиболее ответственных электроприборах и компонентах. Отличная теплопроводность дает возможность применения и в теплотехнике.

Благородный металл в 19-20 веке широко использовался в фотографии.

Издавна было замечено еще одно важное свойство — бактерицидность. Сосуды и фильтры из серебра применяются для обеззараживания воды. В христианстве и некоторых других религиях в серебряных сосудах приготовляется т.н. «святая вода», помогающая при соответствующей молитве от всех недугов.
Технология литья серебра
Литье серебра в заводских условиях осуществляется с применением индустриальных технологий, требующих дорогостоящего оборудования, значительных энергозатрат и использования редких и опасных компонентов. Традиционные технологии, проверенные тысячелетиями больше подходят для литья серебра на дому или в мастерской.
Наиболее распространенные из них — это литье по выплавляемым моделям. Популярно также применение специального воска для моделирования в качестве материала модели. В качестве материала для создания формы используется гипс или глиняно-песчаные смеси.

Слитки серебра для литья
Серебро для литья можно приобрести в сбербанке или в ювелирном магазине в виде слитков. В этом случае состав его точно известен и выбит в качестве пробы. Если вы решили использовать бабушкины ложки или лом изделий из серебра — будьте готовы к тому, что придется провести операцию по очистке лома от примесей. Например, от примесей неблагородных металлов, таких, как свинец, медь и других, серебро очищается путем переплавки в тигле с добавлением селитры, буры и соды. Селитра связывает неблагородные металлы, окисляя их. Сода и бура переводят эти окислы в раствор, образуя жидкий шлак. Серебро остается на дне тигля в виде слитка.
Литье по выплавляемым моделям. Эта технология литья из серебра наиболее доступна для освоения начинающими мастерами. Модель изготавливается из материала, температура плавления которого ниже, чем у заливаемого расплава. Вокруг модели заливается или формуется форма из гипса или песчано-глиняной смеси.

Литье по выплавляемым моделям
Наиболее распространенными материалами для выплавляемых моделей являются воск и парафин. Когда расплав заливается в форму, материал модели плавится и вытесняется из формы через специально предусмотренное отверстие. Место модели постепенно занимает серебро. Есть вари ант этого метода, при котором восковая модель выжигается путем нагрева формы до высокой температуры, а серебро для литья заливают в уже пустую форму.
Инструменты для формовки и приспособления для литья по моделям
Для литья изделий из благородного металла в домашних условиях потребуются
- Тигель для расплавления или очистки металла.
- Муфельная печь или газовая горелка.
- Стальные щипцы.
- Огнеупорная подставка.
- Весы
- Воск для моделирования. Свечной воск не подойдет.
- Формовочные смеси
- Емкость для разведения смеси
- Скальпель, ножи и надфили для обработки модели и для доводки готового изделия.
- Форма для литья
- Молоток для разбивания опоки.
- Защитные рукавицы, очки и фартук.
- Огнетушитель.
- Дремель (мини — бормашина)
- Тиски, Ригели и оправки
На изготовлении формы для литья серебра стоит остановиться чуть подробнее. Сначала из воска путем лепки и вырезания скальпелем мелких деталей создается модель будущего изделия, полностью повторяющая его форму, но имеющая тонкий выступ в виде круглого прутка.

Модель из воска для литья из серебра
Это литник, по которому расплавленный металл попадет в форму. Далее в опоку помещается модель и заливается формовочная смесь.
Если используется сухая формовочная смесь, то для формовки применяется метод виброуплотнения. Далее воск модели выжигается, и форма готова к заливке расплава.
Литье по моделям в земляные формы
Литье в так называемые земляные формы — старейший метод, проверенный тысячелетиями. Формовочные смеси на самом деле состоят не из чернозема, а представляют собой смесь тонкозернистого кварцевого песка и пластичной глины в определенных пропорциях. Для отливки мелких изделий с тонким рельефом и большим количеством деталей применяют смеси, содержащие 12-15% глины, для крупных отливок — до 25%. Газы, образующиеся при литье, должны свободно выходить через стенки формы.

Литье серебра по моделям в земляные формы
Модель для литья в земляные формы делается абсолютно точно повторяющей оригинал, но чуть больше по размеру. Это припуск на усадку и последующую обработку изделия. Модели традиционно делали из дерева, воска и гипса. Сегодня все большую популярность приобретают модели из пластмасс. Пластик хорошо держит форму и легко обрабатывается.
Технология литья по выплавляемым моделям
Оборудование для литья серебра по выплавляемым моделям относительно несложно и доступно для использования на дому. Суть метода заключается в том, что модель, изготовленная из легкоплавкого материала, при контакте с заливаемым жидким металлом плавится и вытесняется из формы по специально предусмотренным отверстиям. Металл занимает пустоту, образовавшуюся на месте модели и точно повторяет ее пространственную форму.
Заливать металл необходимо тонкой струйкой, чтобы дать возможность материалу выплавляемой модели покинуть форму, во избежание образования брызг расплавленного металла.
Литье из серебра в домашних условиях
Важно! Литье серебра своими руками — сложный и пожароопасный процесс. В вашей мастерской должны иметься огнеупорными подставками и огнетушителями, предназначенными для тушения электрооборудования под напряжением. Обязательно пользуйтесь огнеупорными перчатками, фартуком и очками.
Для литья серебра в домашних условиях начинающие мастера обычно выбирают следующие технологии
- моделирование из воска
- литье в земляные формы
- нагрев тигля газовой горелкой.
Разумеется, если у вас есть муфельная печь с регулировкой и поддержанием заданной температуры, вибростол и центрифуга — ваши отливки станут только лучше.
Литье серебра в домашних условиях — сложный, но вполне осуществимый при должной подготовке и настойчивости процесс. Успехов вам в освоении этого раздела металлургии!
Литье металлов
Человечество используем металлы и их сплавы несколько тысячелетий. Сначала металлы находили в виде самородков и россыпей, позже доисторические племена научились перерабатывать металлосодержащие руды. Проверенным способом получения изделий из металлов было литье в земляные формы.

Литье в песчаные формы
Отливали наконечники для стрел и мечи, сельскохозяйственные орудия и инструменты, утварь и украшения. За прошедшие с тех пор тысячелетия человек изобрел множество новых приемов обработки материалов и методов литья, включая литье под давлением, газифицируемые формы и порошковую металлургию. Старинный способ также сохранился, но используется в основном в скульптурных мастерских и художественных промыслах.
Особенности литья металлов
По сравнению с другими материалами, такими, например, как воск или гипс, литье металлов отличается некоторыми особенностями. Первая из них — высокая температура перехода из твердое в жидкое состояние. Воск, гипс и цемент затвердевают при комнатной температуре. Температура плавления металлов гораздо выше — от 231 °C у олова до 1531 °C у железа. Перед тем, как приступить к литью металла, его необходимо расплавить. И если олово можно расплавить в глиняной плошке на простом костре из подобранных рядом сучьев, то для плавления меди, не говоря уже о железе, понадобится специально оборудованная печь и подготовленное топливо.
Олово Свинец
Олово и свинец — самые мягкие и легкоплавкие металлы — можно отливать даже в деревянные матрицы.
Для литья более тугоплавких металлов потребуются формы из смеси песка и глины. Некоторые металлы, как, например, титан, требуют для литья металлические формы.
После заливки изделию требуется остыть. Многоразовые матрицы разбирают, одноразовые формы разрушают, и отливка готова к дальнейшей механической обработке или к использованию.
Металлы для заливки
Черные металлы
В металлургической промышленности различают цветные и черные металлы. К черным относятся железо, марганец, хром и сплавы на их основе. Сюда входят все стали, чугуны и ферросплавы. Черные металлы дают более 90% мирового потребления металлических сплавов. Из стали производят корпуса и детали транспортных средств от самоката до супертанкера, строительные конструкции, бытовую технику, станки и другое промышленной оборудование.

Чугун — отличный металл для литья крупных прочных и долговечных конструкций, не подверженных напряжениям изгиба или скручивания.
Цветные металлы, в свою очередь, в зависимости от физических свойств, и прежде всего, удельного веса, делятся на две большие группы
Легкие цветные металлы
В эту группу входят алюминий, титан, магний. Эти металлы встречаются реже, чем железо, и стоят дороже. Их применяют в тех отраслях, где нужно снизить вес изделия — аэрокосмическая промышленность, производство высокотехнологичных вооружений, производство вычислительной и телекоммуникационной техники, смартфонов и малых бытовых приборов.

Титан благодаря своему отличному взаимодействию с тканями человеческого организма широко применяется для протезирования костей суставов и зубов.
Тяжелые цветные металлы
Сюда относятся медь, олово, свинец, цинк и никель. Их применяют в химической промышленности, производстве электроматериалов, в электронике, на транспорте – везде, где требуются достаточно прочные, упругие и коррозионно-стойкие сплавы.
Медь Цинк Никель и его сплавы
Благородные металлы
В эту группу входят золото, серебро, платина, а также более редкие рутений, родий, палладий, осмий, иридий.
Первые три известны человеку с доисторических времен. Они редко (относительно меди и железа) встречались в природе и поэтому служили платежным средством, материалом для ценных украшений и ритуальных предметов.

Золото и платина
С развитием цивилизации золото и платина сохранили свою роль средства накопления богатств, однако стали весьма широко использоваться в промышленности и медицине из-за своих уникальных физико-химических свойств.
Методы литья металлов
Основные методы литья металлов следующие:
Традиционный метод
Металл поступает в форму под действием силы тяжести. Применяются песчано-глиняные или металлические матрицы. Недостаток метода — высокая трудоемкость изготовления форм и других операций, тяжелые условия труда и низкая экологичность
Литье под низким давлением
Суть метода заключается в том, что тигель с металлом и матрицы для отливок располагаются в герметичной камере. Металлопровод, сделанный из титанового сплава, опускается из формы в расплавленный металл. В это время в камеру подают низкое избыточное давление воздуха или инертного газа. Металл попадает в матрицу под давлением, скорость потока весьма высока и при этом регулируется. Форма заполняется полностью и равномерно.
Метод позволяет получать высококачественные отливки, в том числе особо тонкостенные. Качество поверхности также превосходит отливки, получаемые традиционным методом. Литейные газы удаляются через отводящий трубопровод в систему очистки, откуда попадают в атмосферу. Метод отличается высокой автоматизацией операций, улучшенными условиями труда персонала и высокой экологичностью. К тому же при таком литье и материалы, и расход энергии существенно экономятся.
Литье под высоким давлением
Метод применяется как в черной, так и в цветной металлургии и позволяет получать наиболее точные и однородные отливки. Металл под высоким напором поступает в матрицу со скоростью до 120 м/с и мгновенно заполняет ее.
Деталям, полученным таким методом, практически не требуется финишная механическая обработка. Таким методом можно отливать детали практически любой конфигурации, с тонкими стенками, с готовыми отверстиями и даже с готовой резьбой.
Инжекционное литье
Инжекционный метод от обычного литья под давлением тем, что металл попадает в матрицу в виде порошка, смешанного со связующим веществом. Формы делают из высокопрочных сталей.
Высокая текучесть смеси позволяет заполнить мельчайшие детали рельефа форм самой сложной конфигурации, включающих внутренние полости. Достоинством этого метода является высокая точность поверхности, делающая ненужной дополнительную механическую обработку или сводящую ее к минимуму. Другим преимуществом является высочайшая физико-химическая однородность отливки.
Существуют и другие методы литья деталей, имеющие нишевое применение.
Основные способы литья металлов
Литье в землю
Традиционный способ. Изготавливается простая или составная модель из дерева или других модельных материалов, потом по модели делается матрица из песчано-глиняной смеси. Подробнее об этом способе читайте в соответствующей статье.

Технология литья в землю
Модель извлекают из формы, части ее собирают вместе, создают литниковую систему. Форму накалывают тонкими острыми иглами, чтобы обеспечить газоотведение. Производят отливку, ждут ее остывания,
Литье в металлические формы
Разъемную форму, называемую кокилем, изготавливают из металлических деталей. Части матрицы получают путем отливки или, если требуется обеспечить высокое качество поверхности и точность размеров, путем фрезерования. Формы смазывают антипригарными составами и производят заливку.

Литье в металлические формы
После остывания кокили разбирают, извлекают отливки, очищают. Металлическая матрица выдерживает до 300 рабочих циклов.
Литье по газифицируемым моделям
Модель выполняется не из дерева или воска, а из легкоплавкого и газифицируемого материала, преимущественно полистирола. Модель остается в форме и испаряется при заливке металла.

Литье по газифицируемым моделям
Преимущества способа:
- модель не требуется извлекать из матрицы;
- можно изготовлять модели сколь угодно сложных отливок, не нужны сложные и составные формы;
- существенно снижена трудоемкость моделирования и формования.
Литье по газифицируемым моделям приобретает большую популярность на современных металлургических производствах.
Формы для литья
Самый древний вид форм — это формы из песчано-глиняной формовочной смеси, или «земли». Исторически центры металлургии возникали рядом с местами залегания уже готовых по своему составу для литья песков, например, рядом с всемирно известным Каслинским чугунным заводом. Смеси делятся на обмазочные и наполнительные.

формы из песчано-глиняной формовочной смеси
Для построения любой матрицы требуется модель — макет будущего изделия в натуральную величину, но несколько больших размеров — на величину литейной усадки.
Модель помешают по центру опалубки, или опоки, и наносят на нее слой обмазочной смеси — термостойкой и пластичной. Потом начинают послойно, тщательно трамбуя каждый слой, заполнять опоку наполнительной смесью. Требования к наполнительным смесям намного ниже, чем к обмазочным — они должны выдерживать давление залитого металла, сохраняя конфигурацию отливки, и обеспечивать выход плавильных газов. После модель извлекают из формы и на ее место заливают расплав.
Для отливок сложной конфигурации, имеющих замысловатые детали и внутренние полости, применяют составные модели и формы из нескольких частей.

Литье также осуществляется и в металлические формы. Их применяют при больших тиражах отливаемых деталей, в тех случаях, когда требуется высокая точность размеров и низкая шероховатость поверхности отливки, а также для некоторых металлов, активных в нагретом состоянии. Температура плавления материала формы должна быть существенно выше, чем температура отливаемого расплава.
Область применения
Различные способы литья имеют свои преимущественные сферы применения.
Так, литье в песчаные формы применяется при единичных отливках или малых сериях. Проверенный тысячелетиями способ понемногу уходит с промышленных предприятий, но продолжает использоваться на художественных промыслах и в скульптурных мастерских.
Литье в металлические формы применяется в случаях, когда требуется
- большие тиражи отливок;
- высокая точность размеров;
- высокое качество поверхности.
Также литье в металл популярно в ювелирной промышленности и в производстве металлических украшений.
Литье под давлением все шире используется предприятиями, сфокусированными на качестве своих изделий, следящими за экологией, охраной труда и эффективным расходованием материальных и энергетических ресурсов.
Литье по газифицируемым моделям применяется в тех случаях, когда планируются большие тиражи отливок, требуется высокая точность и экономия трудоемкости.
Литье в землю
Литье в землю — это древнейшая технология отливки металлов. Она известна человечеству столько же, сколько и сами металлы — примерно с IV- III тысячелетия до н.э. Льют металл, разумеется, не в чернозем, а в специальную песчано-глиняную смесь.
В доисторические времена первые центры металлургии возникали в местах, где неподалеку находились россыпи самородных металлов и созданные природой грунты, идеально подходившие по своему составу для изготовления форм. Такие центры литья в землю возникли на Крите, в Баварских Альпах и на юге Уральских гор, рядом с известным Каслинским заводом. Уникальные формовочные грунты некоторых месторождений использовались для литейных форм вплоть до нашего времени.
Несмотря на то, что современная металлургическая наука постоянно разрабатывает новые технологии литья и новые материалы для форм и моделей, древнейшая технология литья в землю не уходит во тьму веков, а активно применяется как на небольших производствах и художественных промыслах, так и на больших заводах.
Технология литья в землю
Литье в землю применяется при выплавке большинства металлов — как черных, так и цветных. Исключение составляют металлы, химически активные в обычном либо в нагретом до температуры плавления виде. Для них применяются специальные методы литья в землю и специальные же составы для форм.
Технология литья в землю разбивается на несколько этапов:
- изготовление модели
- подготовка опоки
- формовка земли в опоке
- отливка металла
- извлечение и обработка получаемой заготовки
Форма используется для литья только один раз. Ее придется разрушить, чтобы извлечь отливку. Однако материал формовочной земли после переработки доступен для повторного использования.
Средневековая технология литья в землю подробно показана в фильме А. Тарковского «Андрей Рублев». Один из героев, Потомственный мастер-литейщик, руководит отливкой бронзового колокола.
Формовочные материалы
Представляют собой смесь особо отобранных песков и глины, доля которой меняется от 2 до 50%. Доля определяется видом литья в землю и назначением земли. Архитектурное и скульптурное литье проводят в формы, содержащие 12-25%, для больших по размерам и отливок долю увеличивают до 25%

Классификация формовочных смесей
Формовочные материалы по назначению делят на:
Располагаются на внутренней поверхности формы и контактируют с жидким расплавом. К ним предъявляются особые требования по термостойкости, возможности противостоять перепадам температур, значительным поверхностным и объемным напряжениям. Облицовочные составы имеют мелкодисперсную структуру для более точной передачи деталей рельефа литья. От них также требуется достаточная пластичность, чтобы покрыть модель и точно повторить ее конфигурацию. Также важна и газопроницаемость.

Изготовление формовочной смеси
Заполняют часть опоки между моделью и стенками. К ним предъявляются другие требования. Их главное назначение –
- держать форму отливки, перераспределяя механические напряжения при литье и последующем остывании
- обеспечить выход плавильных газов, просачивающихся сквозь массы смеси.
В случае выхода плавильных газов через литники, верхняя часть отливки будет испорчена. Там образуются пузырьки и более крупные каверны.
Земли для литья в сырую форму используют для отливок несложных по геометрии чугунных деталей. Земли для литья в подсушенную форму применяют при подготовке к высокоточному, а также к художественному литью.
Виды литейных моделей и их свойства
В самом простом случае в качестве модели для литья в землю используют оригинал изделия. Однако при этом благодаря литейной усадке невозможно соблюсти точные размеры отливок.
Обычно же делают модель (или макет) — масштабную копию будущего изделия, увеличенную на значение литейной усадки.

Модель для литья в землю
Материалы для моделей должны легко формоваться для придания нужной конфигурации и легко обрабатываться для передачи деталей рельефа. Традиционно их изготовляют из дерева, воска, гипса и металлов. Не так давно стали использовать также различные пластики. Печатают их и на 3D-принтерах.
Основные свойства моделей:
- Прочность — необходима при трамбовке земли, чтобы сохранить конфигурацию изделия и его размеры.
- Легкость вынимания из формы. Поверхность макета тщательно обрабатывают, покрывают особой смазкой. При сложной конфигурации используют разборную модель.
- Легкоплавкость и испаряемость (в случае выплавляемых/ выжигаемых моделей)
По сложности конструкции различают следующие виды моделей:
- Цельные
- Разъемные
- С отъемными частями
- Для пустотелых отливок
Цельные модели
Применяются для несложных изделий, без заметных выступов и впадин. Извлечение такого макета в ходе формовки не вызывает затруднений.

Используются для макетирования простых деталей, а также барельефов, постаментов и других простых художественных отливок.
Разъемные модели
Применяются для литья сложной геометрии, со значительным рельефом поверхности, обычно линия разъема проходит по плоскости симметрии детали. Модели для таких изделий делают из двух и более составляющих, которые формуются в разных опоках. Для литья в землю очень важно, чтобы части макета не сместились друг относительно друга. Для этого при изготовлении подмодели ее снабжают шипами и отвечающими им пазами. Пары пазы-шипы и фиксируют компоненты во время формовки.
Для литья в землю изделий с особо сложной пространственной конфигурацией применяют макеты с отъемными частями. Так, для вазы ручки не дадут извлечь модель из формы. Поэтому их изготовляют из дерева повышенной плотности из двух или более частей. Ручки извлекаются внутрь полости, в начале нижние их части, а за ними — и верхние. Чтобы получить полость в изделие, используют специальную часть формы, называемую стержнем. К материалу для стержней предъявляются особые требования — он каждой стороной прикасается к поверхности отливки, поэтому их делают из прочных сортов дерева. Стержень должен легко выходить из отливки.
Формовочные инструменты
По своему назначению подразделяются на два основных вида
- Набивочные
- Подмодельные доски
- Лопаты и совки для земли
- Сита
- Трамбовки: с тупым концом для уплотнения поверхности и с узким концом для мест со сложным рельефом. Применяют также и универсальные пневматические трамбовки со сменным наконечником.
![Трамбовка ручная]()
- Счищалка, или правило — для разравнивания смеси и удаления ее избытков
- Душники-наколки. Тонкие острые стержни служат для прокалывания в земле тонких газоотводящих канальцев
- Киянки — используют для сплочения подмоделей и при их выколачивании.
- Трепало — доска, опирающаяся на края формы. Уплотняет землю в случае применения макетов из малопрочных материалов.
- Щетки. Чистить поверхность от остатков земли
- Гладилки — для коррекции изъянов
- Режущие и колющие инструменты
- Кисти для нанесения покрытий
- Емкости — ведерки или мешки для хранения и нанесения порошковых покрытий.
Свойства формовочных смесей
Формовочную смесь характеризуют основные свойства:
- Прочность определяет способность формы сохранять свою конфигурацию
- Пластичность — важна для способности формы повторять подробности контура и деталей поверхности модели.
- Газопроницаемость. Крупнозернистые составы легче пропускают газы.
- Огнеупорность. Материал не должен плавиться или спекаться, ухудшая однородность поверхности отливки
- Податливость
- Гомогенность. Однородность смеси гарантирует постоянство ее свойств в пространстве.
- Теплопроводность. Качественный материал имеет низкую теплопроводность. Это не дает примыкающему к форме слою отливки слишком быстро остывать, ухудшая свои свойства
- Долговечность особенно важна для многоразовых форм. Для одноразовых форм долговечность означает число циклов повторного использования земли после измельчения и просеивания.
![Свойства формовочных смесей]()
Свойства формовочных смесей
Для смесей разных назначений на первый план выходят разные свойства. Так, для облицовочных важны пластичность, огнеупорность и теплопроводность, а для наполнительных важнее прочность и газопроницаемость.
Виды формовки
Определяются разновидностью модели и выбранного метода литья.
По простой модели
Модель размещают на доске лицевой стороной вверх. Центруют ее относительно опоки. Покрывают облицовочной смесью, позже послойно добавляют наполнительную, тщательно уплотняя каждый слой. В опоку добавляют землю до заполнения. Сняв верхнюю опоку, вынимают макет и создают литниковую систему. Собирают опоки вместе, закрепляют и сушат.
По разъемной модели
Способ существенно упрощает технологию и повышает точность изготовления формы для литья. На доску помещают часть макета без шипов, устанавливают нижнюю опоку и формуют землю. По окончании конструкцию переворачивают, присоединяют к макету вторую часть, присоединяют верхнюю опоку и проводят ее набивку.
С фальшопокой
При особо сложной геометрии изделия применяю фальшопоку. Она не контактирует с расплавом, а играет роль фигурной подмодельной доски.
![Способы формовки]()
Кусковая
Применяется при художественном литье, особенно скульптурных композиций. Модель обставляют несколькими независимыми опоками, соприкасающимися своими краями. Иногда отливку делят на относительно простые по конфигурации сегменты, макетируют и льют их независимо, после чего соединяют готовые отливки.
Шаблонная
Производится при литье в землю изделий определенной формы. Различают
- Тела вращения (цилиндрические, конические и эллиптические)
- Прямоугольные или призматические.
Формовка земли осуществляется шаблоном соответствующей конфигурации, приводимым в действие мощным шпинделем для тел вращения или двигающимся по специальным направляющим для призматических форм.
Технология изготовления сырых песчано-глинистых форм
Сущность метода состоит в изготовлении формы для литья из влажной земли.
![Сырая песчано-глинистая форма]()
Сырая песчано-глинистая форма
Сырые песчано-глинистые формы используют для заливки несложных по форме чугунных деталей с низкими требованиями к качеству поверхности. Они недороги, но в них высок риск окисления готового изделия, поэтому для литья из более ценных металлов этот метод не применяется. Содержание глины в таких смесях — от 5 до 12 %, воды- 2-4%, антрацит — менее 1%.
Технология ЖСС
Технология жидко-стекольной смеси применяется там, где вдвигаются повышенные требования к качеству поверхности отливки. В состав смеси добавляют жидкое стекло и получившимся составом заливают модель. В опоку вводят углекислый газ, Проходит реакция, и ЖСС приобретает твердость. Требуется получить две полуформы, которые по окончании их твердения и извлечения макета соединяют. Получается оболочка, вокруг которой формируется наполнительная смесь.
![Жидкое стекло]()
Качество поверхности отливки, соприкасающейся со слоем гладкого стекла, зачастую позволяет обойтись даже без последующей механической обработки. Остатки смеси сбиваются с отливки с помощью дробеструйной установки.
Холодно твердеющая смесь
Для укрепления формовочного материала используются химические вещества, связывающие частицы смеси. Этот метод обязан своим наименованием тому, что для схватывания реагентов не требуется нагрев и просушка формы. В смесь добавляются быстро схватывающиеся жидкие смолы, катализаторы и специальные затвердители.
![Состав ХТС]()
Литье в ХТС
Литье в выполненные из ХТС формы отличается повышенной относительно других видов земли точностью и наиболее высоким качеством поверхности. Размеры форм ХТС заметно меньше, чем для литья в землю. Материалы для таких смесей стоят существенно больше.
ХТС применяется в случае изготовления особо ответственных изделий, использования высококачественно стали, цветных металлов и специальных чугунов.
Формовка ХТС
Работа с ХТС, в отличие от земли, требует быстроты — ведь время затвердевания смол с учетом используемых катализаторов и отвердителей составляет от 10 минут до получаса при 20 °С.
Трамбовка при этом методе не требуется, важно лишь точно расположить модель в опоке и быстро залить тщательно перемешанный и подготовленный состав. Материалы для оснастки обычно применяют такие, как дерево, металл или МДФ.
Процесс создания шедевра в технике литья в домашних условиях.
Полное название такое: "Процесс создания серебряного кольца в технике литья в домашних условиях с минимумом оборудования, практически "на коленке"".
Итак, кому интересно, смотрим.
Будем делать кольцо с янтарным кабошоном.
Часть 1. Работа с воском.
1. Любуемся двумя кабошонами и выбираем лучший.
![Процесс создания шедевра в технике литья в домашних условиях., фото № 1]()
2. Берём лист фольги, отрезаем кусочек и оборачиваем фольгой нижнюю часть кабошона.
![Процесс создания шедевра в технике литья в домашних условиях., фото № 2]()
![Процесс создания шедевра в технике литья в домашних условиях., фото № 3]()
3. Берём литейный воск.
![Процесс создания шедевра в технике литья в домашних условиях., фото № 4]()
4. С помощью нагревательного прибора ( можно использовать выжигатель по дереву) наносим воск на нижнюю часть кабошона, со всех сторон, формируем каст.
![Процесс создания шедевра в технике литья в домашних условиях., фото № 5]()
![Процесс создания шедевра в технике литья в домашних условиях., фото № 6]()
![Процесс создания шедевра в технике литья в домашних условиях., фото № 7]()
![Процесс создания шедевра в технике литья в домашних условиях., фото № 8]()
5. Отливаем с помощью шприца из расплавленного воска шинку кольца и литники.
![Процесс создания шедевра в технике литья в домашних условиях., фото № 9]()
![Процесс создания шедевра в технике литья в домашних условиях., фото № 10]()
![Процесс создания шедевра в технике литья в домашних условиях., фото № 11]()
6. Прикрепляем к шинке каст, с помощью нагревательного прибора. На внешней стороне кольца делаем капельками воска бугристую поверхность.
![Процесс создания шедевра в технике литья в домашних условиях., фото № 12]()
![Процесс создания шедевра в технике литья в домашних условиях., фото № 13]()
7. Пинцетом вынимаем фольгу, кабошон вынимается сам собой.
![Процесс создания шедевра в технике литья в домашних условиях., фото № 14]()
8.Прикрепляем литники к кольцу.
![Процесс создания шедевра в технике литья в домашних условиях., фото № 15]()
![Процесс создания шедевра в технике литья в домашних условиях., фото № 16]()
9. Вставляем литники в резиновую пятку для опоки.
![Процесс создания шедевра в технике литья в домашних условиях., фото № 17]()
![Процесс создания шедевра в технике литья в домашних условиях., фото № 18]()
9. Соединяем три литника вместе, с помощью всё того же нагревательного прибора.
![Процесс создания шедевра в технике литья в домашних условиях., фото № 19]()
10. Прикрепляем кольцо с литниками к литникам в пятке.
![Процесс создания шедевра в технике литья в домашних условиях., фото № 20]()
11. Накрываем пятку металлической опокой, сделанной из трубы.
![Процесс создания шедевра в технике литья в домашних условиях., фото № 21]()
Работа с воском закончена, дальше будет процесс литья. Это будет во второй части.
Читайте также:


























