Как сделать металл шершавым
Обновлено: 05.05.2024
Изделия из металла применяются во всех сферах жизни современного человека.
Металл надежен и неприхотлив в эксплуатации.
Но помимо прочности, качественно обработанные изделия из металла радуют глаз и греют душу своим внешним видом.
Но чтобы сделать металл красивым нужно изрядно потрудиться.
И тут существует несколько способов, как это сделать.
Самый распространенный способ, но не самый простой, это полировка. С технологиями полировки можно ознакомиться здесь.
Полированное изделие из нержавеющей стали.
Второй способ - это сатинирование, или направленная шлифовка. Как это сделать вы можете узнать здесь.
Направленная шлифовка нержавеющей стали.
И сегодня я хочу рассмотреть еще один способ получения равномерной поверхности на изделиях из металла - матирование.
В условиях промышленного производства изделия из металла матируют либо с помощью специальных химических составов, либо с помощью пескоструйной (дробеструйной) обработки. Оба эти способа довольно сложные и требуют очень дорогого оборудования.
Мы познакомим Вас с более простым, удобным и каждому доступным способом.
Матировать металл мы будем с помощью орбитальной шлифовальной машины (ОШМ).

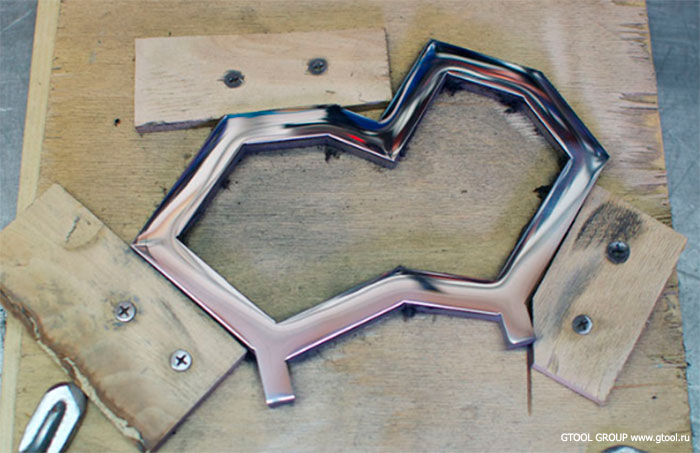
Рассмотрим нашу технологию на изделии из профиля, сваренного под углом.
Шаг 1. Зачистка сварного шва.
Для зачистки сварного шва на плоских поверхностях идеальным решением являются фибровые круги.
Для зачистки небольшого шва используем шлифовальную машину Metabo Quick Inox с регулировкой оборотов и фибровые круги VSM Р120 (с керамическим зерном). Рекомендуемые обороты - 7000 об/мин.

Зачистка сварочного шва фибровым кругом.
Так же с помощью фибрового круга мы выравниваем всю поверхность изделия, если это необходимо для дальнейшей обработки.
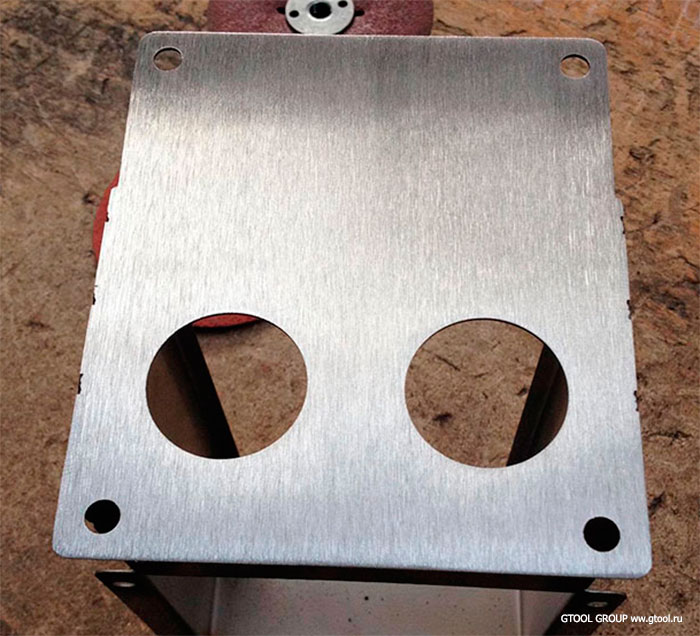
Вот что мы получаем после первого этапа.
Поверхность после зачистки фибровым кругом Р120.
Шаг 2. Удаление круговых рисок, получение равномерной шероховатости.
Орбитальные шлифовальные машины обладают меньшей агрессивностью в сравнении с угловыми машинами, поэтому мы используем зерно более крупное. Это позволит нам удалить круговые риски от первого этапа и придать поверхности равномерный вид.

Равномерная шлифовка поверхности с помощью ОШМ.
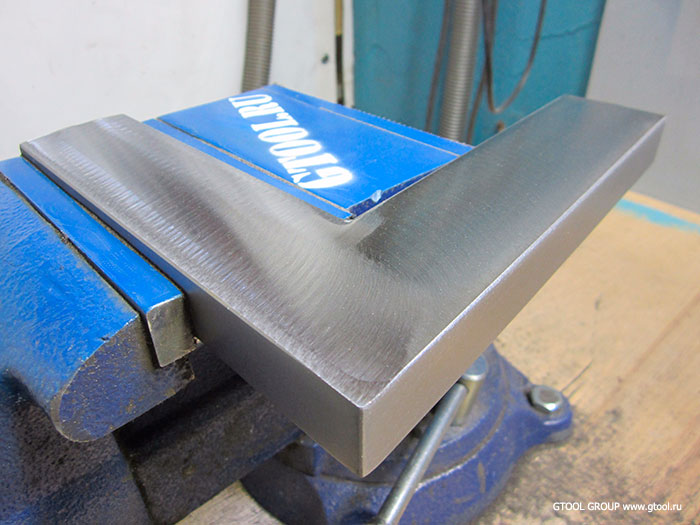
Вот что мы получаем после второго этапа.

Поверхность имеет равномерный вид, следы от фибрового круга удалены. Такая поверхность уже неплохо выглядит, но после обработки зерном Р80 она имеет очень шероховатую поверхность, которая неудобна в эксплуатации: на ней будут задерживаться пыль и другие загрязнения. Поэтому мы переходим к последнему этапу.
Шаг 3. Финишное матирование поверхности неткаными кругами Cibo.
Чтобы создать идеальную матовую поверхность на металле следует использовать круги на липучке из нетканого материала Cibo зерно Medium.
Эти круги являются лучшим решением для окончательного создания матовой поверхности на металле и других материалах. Они имеют мягкую пористую структуру и содержат небольшое количество клея, в отличие от конкурентов. Такие особенности позволяют создавать очень равномерную поверхность с минимальным блеском, что и необходимо в нашем случае.

Финишное матирование металлического профиля.
Благодаря объемной структуре в сочетании с зерном Medium, этот круг сглаживает грубые следы предыдущего этапа, уменьшает шероховатость поверхности и придает ей абсолютно равномерный вид.
Шабрение металла

Шабрение металла представляет собой такую технологическую обработку поверхностей, при которой достигается высочайшая гладкость. Такая операция показана для деталей, подвергающихся постоянному перемещению относительно друг друга.
Например, без шабровки не обойтись при изготовлении измерительного оборудования, контрольных приборов, подшипников, ДВС и т. п.
Шабровка относится к самым сложным и трудоемким процедурам, поскольку не всегда удается доверить ее роботизированным станкам. Если же процедура выполняется вручную, она требует от исполнителя высочайших навыков и достаточного опыта работы.
Давайте же подробнее поговорим про шабрение металла и то, как оно помогает сэкономить на смазке трущихся деталей.
Особенности шабрения металла
Шабрение металла – это завершающая операция в цикле слесарных работ, позволяющая при помощи специального инструмента или шабера удалить с детали слой материала толщиной в пределах 0,005–0,07 мм.
Данный подход обычно используют при работе с металлическими заготовками, но в некоторых случаях он может применяться для деревянных и пластмассовых изделий. Стоит отметить, что шабрению подвергаются поверхности с невысокой степенью шероховатости.
Интересующий нас метод зарекомендовал себя как идеальный для обработки элементов изделий, сопрягаемых и перемещаемых относительно друг друга в процессе эксплуатации.
Подвижные соединения, состоящие из деталей с идеально ровными поверхностями, имеют ряд преимуществ. К ним относится способность хорошо удерживать смазку, плотное прилегание элементов. Последняя особенность считается обязательным условием для точной работы всего узла.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
Для чего прибегают к шабрению металла?
Метод применяют при обработке:
- компонентов приборов различного назначения;
- деталей подшипников;
- наружной поверхности измерительных инструментов, контрольных приспособлений, таких как поверочные плиты, линейки, угольники, пр.;
- направляющих токарных, сверлильных и прочих видов станков;
- плоских, криволинейных поверхностей вне зависимости от назначения, если для них действуют высокие требования по шероховатости и точности расположения.
Инструменты для шабрения металла
Шабрение металла почти невозможно механизировать, поэтому операция проводится ручным инструментом, то есть шабером.

Специалисты выделяют такие виды шаберов:
- плоские, фасонные, трехгранные;
- цельные и составные – в зависимости от особенностей конструкции;
- одно- и двухсторонние, обладающие разным числом режущих частей.
Для изготовления шаберов применяют инструментальную сталь. У инструментов составной конструкции рабочая часть может быть снабжена твердосплавными пластинами, режущими элементами из быстрорежущей стали.
Геометрические параметры инструментов, используемых для шабрения металла, зависят от следующих параметров:
- материала, требующего обработки;
- угла между инструментом и поверхностью заготовки в процессе работы;
- свойств, которые нужно придать обрабатываемому изделию.
Виды шабрения металла
С точки зрения точности выполнения принято говорить о таких видах шабрения металла:
Первый позволяет обеспечить идеально ровную поверхность, тогда как второй является грубой полировкой металла.
Шабрение может выполняться разными способами, поэтому выделяют:
- механическое, то есть с использованием специальных станков;
- ручное.

Механическое шабрение предполагает наличие у мастера большого опыта в слесарном деле и навыков работы со сложным оборудованием. Зато такой подход позволяет упростить задачу и сократить время, необходимое для достижения требуемого эффекта.
Но данный вид обработки считается неприемлемым для изделий сложной конструкции плоского и криволинейного очертания.
Для ручного шабрения необходим специальный инструмент, состоящий из основной и рабочей части. Первая позволяет мастеру удерживать шабер, а вторая применяется для удаления неровностей с обрабатываемого металла.
Режущая часть может иметь разную форму, которая подбирается на основании таких факторов, как:
- материал изделия;
- наклон инструмента относительно плоскости заготовки;
- точность выполнения обработки.
В соответствии с правилами шабрения металла, данную операцию производят в хорошо освещенном теплом проветриваемом помещении. Причем свет должен падать на плоскость обрабатываемой детали под прямым углом.
Плюсы и минусы шабрения
Данный метод металлообработки обладает рядом достоинств:
- Высокая износостойкость материала, что обеспечивается благодаря отсутствию остатков абразива на поверхности изделия.
- Низкий коэффициент трения деталей, так как шаброванная поверхность отлично смазывается, сохраняя смазочные материалы в течение продолжительного отрезка времени.
- Простота оценки качества работы.
- Доступность проверки – качество шабрения металла замеряется по числу пятен краски на единицу площади.
Однако, помимо плюсов, у метода есть и минусы. Речь идет об одном из наиболее сложных и трудоемких подходов к обработке металла, ведь технология мало механизирована и почти не предполагает задействования станков.
Методы шабрения металла
Существует несколько способов, позволяющих сформировать идеально ровную плоскость.

Метод пришабривания к контрольной плите предполагает наименьший уровень точности: поверхности присваивается третий класс точности. Чтобы убедиться в качестве проведения работ, на плиту наносят специальную краску.
Ее отпечатки на плоскости позволяют выявить проблемные зоны, которым требуется первоначальная шабровка. Работа признается завершенной, когда удается получить целый отпечаток краски на изделии.
Метод совмещения граней используется для заготовок, имеющих призматическую форму. В рамках данного способа шабрения металла мастер совмещает друг с другом пару рабочих граней.
Чтобы выполнить эту процедуру, нерабочие стороны предварительно обрабатывают. Проверить качество пригонки, как и при использовании первого способа, позволяет контрольная плита.
Благодаря этой технологии формируется угол наклона к боковым плоскостям в 90°. Если осуществляется параллельная пригонка, то задействуются не боковые, а параллельные плоскости с применением двух контрольных плит.
Метод трех плит представляет собой современный способ шабрения металла. И его назначение состоит в том, чтобы обеспечить наилучшие результаты даже без измерительных приборов. Здесь используются три плиты, причем каждой из них присваивается порядковый номер.
Подгонка двух плит осуществляется без выравнивания плоскости. Высока вероятность, что одна из них будет выпуклой формы, а вторая – вогнутой. Избавиться от подобных недостатков помогает контрольная плита с постепенным устранением любых дефектов.
Технология шабрения плоских металлических изделий
Обработка по данной технологии плоских изделий считается наиболее простым видом работ по металлу, поэтому очень активно используется на практике. Определить объем необходимых работ позволяет специальный краситель, такой как:
- берлинская лазурь;
- голландская сажа;
- типографская краска.
Сухое красящее вещество растирают металлическим бруском либо валиком, добавляя в него машинное масло, чтобы получить жидкую консистенцию. Готовым составом покрывают металл, который требует шабрения.
Краску наносят тканевым тампоном или резиновым валиком для малярных работ, причем во втором случае удается создать более тонкий и равномерный слой. Тогда как использование тампона приводит к образованию неравномерного и утолщенного красочного покрытия.

На небольших деталях расположение участков, требующих шабрения металла, определяют по такой схеме:
- Краску наносят на поверочную плиту.
- Проверяемую сторону заготовки аккуратно опускают на плиту.
- Деталь передвигают по плите, совершая круговые движения.
- Обрабатываемое изделие аккуратно убирают с поверочной плиты.
Для шабрения деталей, имеющих большой вес и площадь, применяют иной подход:
- Краской покрывают идеально ровную контрольную плитку.
- Плитку прикладывают к обрабатываемому металлу и перемещают по заготовке круговыми движениями.
Характер распределения красителя по изделию позволяет оценить число и место нахождения неровностей.
Особенности и размер дефектов поверхности проверяют по цвету и количеству пятен:
- темные – являются признаком участков наибольшей глубины;
- серые – говорят о присутствии меньших углублений;
- белые – обозначают выпуклости металла, которые должны быть подвергнуты шабрению.
Перед дальнейшей обработкой снимаемый слой краски убирают растворителем, после чего изделие насухо вытирают. Далее можно накладывать новый слой красителя.
Проверить обработку плоских изделий позволяет контрольная рамка со сторонами 25х25 мм. Ее устанавливают на поверхность металла и замеряют число темных пятен на выделенной площади. Далее для оценки используют такую шкалу:
- грубое качество – в пределах 5 пятен;
- чистовое – 6–10 пятен;
- получистовое – 11–14 пятен;
- точное – от 15 до 22 пятен;
- тонкое – свыше 22 пятен.
Криволинейные поверхности после шабрения металла проверяют при помощи специальных шаблонов-сеток.
Шабрение абразивными материалами
Если требуется сверхтонкое выравнивание, при котором удаляется слой металла в пределах 0,0001 мм, используют притирку абразивными материалами. Данная операция выполняется вручную либо на станках. Используются такие абразивы:
- твердые: кремень, алмаз, кварц, корунд, синтетический альбор;
- мягкие, то есть составы, обладающие консистенцией пасты.

Первые применяют во время притирки чугунных и стальных деталей, тогда как вторые позволяют обрабатывать методом шабрения металла медные, алюминиевые, оловянные заготовки, а также изделия из прочих мягких металлов.
Процесс начинают с того, что на рабочую часть притира наносят абразив. Если шабрение осуществляется на станке, то шаржирование полностью автоматизировано. Притиры с плоской поверхностью рабочей части шаржируют при помощи стального валика, бруска.
Рекомендуем статьи
В случае с круглыми, цилиндрическими притирами, инструмент располагают между парой брусков.
Для притирки плоских деталей на плитах или станках выполняют круговые движения. Аналогичную операцию с цилиндрическими заготовками осуществляют вручную с помощью воротка или коловорота.
В последнее время достаточно активно используются притирочные станки, позволяющие механизировать этот этап шабрения металла.
Стоит подчеркнуть, что одним из ключевых направлений деятельности металлообрабатывающей промышленности в нашей стране на ближайшие годы является модернизация станков и развитие технологии шабровки.
Шабрение металлов активно задействуется в строительстве, на производствах и даже для выполнения бытовых задач. Например, этот метод позволяет подготовить стены к дальнейшей покраске, наклейке обоев.
Поскольку речь идет о непростой задаче, для ее выполнения на рынке инструментов представлены удобные многофункциональные приборы. Они позволяют качественно оскоблить поверхность или разную по форме и виду деталь, не требуя больших временных затрат.
Сегодня шаберы являются многофункциональными инструментами, имеющими разнообразные насадки. Они выполняют свою функцию благодаря колебаниям режущей кромки насадки. Таким образом, удается произвести грубое снятие материала либо создать практически идеально ровную поверхность.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Обработка металла перед покраской

Обработка металла перед покраской необходима для нанесения качественного ЛКП и предотвращения дальнейшей коррозии. Если этап подготовки пропустить, то лакокрасочный слой на изделии продержится недолго, что приведет к его преждевременному старению.
Применяется как механическая, так и химическая обработка металлической поверхности перед нанесением слоя краски. Первая заключается в удалении ржавчины, изъянов, вторая – в обезжиривании, грунтовании, фосфатировании. О том, как правильно проводится обработка металла перед покраской, вы узнаете из нашего материала.
Причины коррозии металла под лакокрасочным покрытием
Лакокрасочные покрытия не способны обеспечить металлу полную защиту от влаги, действуя по принципу полупроницаемой мембраны. Эксплуатация в непростых климатических условиях с высокой влажностью, скачками температуры приводит к тому, что под действием осмотического давления влага попадает на само изделие через поры покрытия. В результате на металлической подложке запускаются коррозионные процессы. Ржавчина негативно сказывается на адгезии между конструкцией и лакокрасочным слоем, поэтому со временем последнее начинает отслаиваться.
Использование химических средств для обработки металла перед покраской приводит к формированию конверсионных покрытий. Они улучшают физико-механические и защитные характеристики лакокрасочного слоя, продлевая срок службы окрашенных металлических поверхностей.
Обработка металла перед покраской предполагает обязательную очистку и создание защитного конверсионного покрытия. Покрытия представляют собой неорганические соединения, которые формируются на поверхности металлов под воздействием специальных химических составов. Это могут быть фосфатные, хроматные и оксидные соединения – все зависит от использованного для подготовки средства.
За счет микрокристаллической структуры конверсионные покрытия обладают разветвленной поверхностью, что позволяет им формировать прочные адгезионные связи с лакокрасочным слоем.
Такого рода покрытия стабильны и затормаживают подпленочную коррозию. А при появлении царапин или сколов на лакокрасочном слое не позволяют ржавчине распространяться по всему изделию.
4 этапа обработки металла перед покраской
От добросовестной обработки холоднокатаного и иного металла перед покраской на 50–60 % зависит качество итогового покрытия, а также его срок службы.
Большинство металлических поверхностей нуждается в очистке перед окрашиванием, что наиболее актуально для изделий, прежде уже обрабатывавшихся краской. Подготовка зависит от металла изделия, его общего состояния, назначение покрытия и требований к его свойствам.
Прежде чем наносить грунтовку, необходимо выполнить такие этапы:
Очистить поверхность от грязи и пятен масла
Это обязательный шаг обработки металла перед порошковой или любой другой покраской. Когда на предмете есть лишь загрязнения, такие как смазка, пыль, можно ограничиться обезжириванием с применением растворителей и щелочных водных моющих средств. Возможно использование механической обработки.

Однако если на металле есть следы коррозии, окалина, старая краска, новое покрытие наносить нельзя. Все загрязнения необходимо убрать химическим способом, то есть травлением, например, может использовать обработка металла ортофосфорной кислотой перед покраской, либо при помощи механических методов.
Процедуру травления проводят после обезжиривания либо параллельно с ним.
Обезжиривание металла
В роли действующего средства здесь выступают растворители. Они одновременно убирают пыль, мусор и удаляют все виды жира, так как последние способны изменить свойства красящего состава. После обезжиривания поверхность оставляют на несколько минут, чтобы она успела просохнуть.
Если на изделии присутствует сильно въевшаяся ржавчина, рекомендуется протереть его десятипроцентным раствором уксусной кислоты. После такой обработки металла от ржавчины перед покраской важно тщательно смыть кислоту водой и просушить предмет.
Грунтование
Грунтовка позволяет решить сразу несколько задач: создать дополнительную защиту, придать поверхности большую ровность и обеспечить хорошее сцепление финишного покрытия и основания.
Для нанесения грунтовки могут использоваться разные инструменты:
- Валик. С ним просто работать, однако данный способ предполагает значительный расход состава и низкую скорость нанесения в сравнении с краскораспылителем.
- Кисть. Может использоваться лишь в труднодоступных местах.
- Краскораспылитель. Обеспечивает низкий расход грунтовки. Так, при работе с данным устройством на квадратный метр поверхности уходит 60 г грунта ГФ-021, а в случае с кистью и валиком этот показатель находится на уровне 100 г/м2. Скорость окрашивания распылителем в 10–20 раз выше, чем другими способами.
Здесь важно равномерно нанести грунтовку на поверхность изделия и дать ему время высохнуть.
Устранение локальных инородных включений
Покрытую грунтовкой поверхность обрабатывают мелкой наждачной бумагой – таким образом удаляются соринки, оказавшиеся на металле вместе с защитным составом. Далее изделие протирают чистой тряпкой, после чего можно переходить к нанесению краски.
Обработку металла перед покраской ручным или механизированным инструментом выбирают в соответствии с тем, из какого именно материала изготовлена конструкция.
Поскольку подготовка поверхности к нанесению ЛКП предполагает несколько этапов, необходимо после каждого из них отслеживать качество проведенных работ. Обычно для этого используют преимущественно визуальный контроль.
Методы механической обработки металла перед покраской
Подобная обработка металла осуществляется при помощи ручного или механизированного инструмента с применением разнообразных абразивных материалов и механических установок.
За счет механической обработки с поверхности снимают окалину, следы коррозии и обугливания, окислы, остатки прежнего покрытия, грубые загрязнения, песок и шлак. Кроме того, данный подход позволяет создать шероховатую поверхность, что положительно сказывается на адгезии красочного слоя.
Прежде чем заниматься механической очисткой, изделия со следами масла очищают уайт-спиритом, растворителем Р-4 либо щелочным водным раствором. Если металл имеет толщину от 6 мм, значительные органические слои загрязнений можно убрать посредством газопламенной очистки кислородно-ацетиленовой горелкой.

Ручные инструменты, такие как проволочные щетки, шпатели, скребки, идут в ход при небольшом количестве работ. Тогда как с большими объемами справляются механизированным способом, применяя щетки, шарошки, абразивные круги, бесконечную абразивную ленту, игольчатые пистолеты.
Также может использоваться галтовка и виброабразивная обработка – оба способа предполагают использование насыпных абразивов.
Галтовка представляет собой метод обработки металла перед покраской, при котором мелкие детали очищаются во вращающихся барабанах. Существует две разновидности галтовки: сухая, то есть используется лишь абразив, и мокрая. Во втором случае абразив дополняется специальными жидкими составами. В любом случае, с поверхности изделий удаляется окалина, заусенцы, неровности, снижается шероховатость.
Виброабразивная обработка – это механический либо химико-механический процесс, при помощи которого с обрабатываемого изделия снимают мельчайшие частицы металла и его оксиды. Немаловажно, что данный подход способствует сглаживанию небольших дефектов за счет множества микроударов абразивом.
Также сегодня активно используется струйная очистка металла с применением абразивных материалов. Это может быть сухая или водная абразивная очистка, а также водная струйная очистка. Все названные виды обработки металла перед покраской требуют применения специализированного оборудования. Роль абразивов обычно играют металлический песок либо дробь, стеклянные шарики, шлаки.
Очистка струйным абразивным методом подходит только для металла толщиной от 3 мм. Обработка тонкостенных изделий может проводиться лишь при условии, что она не приведет к изменению геометрии предмета. По завершению сухой чистки изделия избавляют от пыли и обезжиривают, если это требуется.
После данной процедуры металл очень активен, поэтому его важно как можно скорее покрыть грунтовкой либо покрасить, чтобы не допустить формирования вторичной коррозии. По той же причине при механической очистке нужно следить, чтобы влажность воздуха не выходила за пределы 85 %, а температура изделия была выше точки росы минимум на 3 °C.
Механические методы обработки металла перед покраской выгодно отличаются от других тем, что подходят для изделий из черных и цветных металлов вне зависимости от их габаритов. Также подготовка конструкции осуществляется без ее перемещения в другие цеха – прямо на рабочем месте.
Среди минусов данного способа стоит назвать высокую цену и большие трудозатраты. Кроме того, он не может использоваться для тонкостенных изделий сложной конфигурации.
За счет механической обработки создается шероховатая поверхность, а значит, обеспечивается лучшая адгезия лакокрасочного покрытия. Однако метод не способен защитить металл от ржавчины. Добиться сразу двух целей можно химическими способами.
Химическая обработка металла перед покраской
Данная технология предполагает работу в несколько этапов и использование водных растворов специальных составов. Количество стадий подбирают в соответствии с типом металла, состоянием поверхности, условиями эксплуатации изделий в будущем.

Чаще всего в процесс химической обработки металла перед покраской входят такие этапы:
- Обезжиривание, очистка.
- Удаление следов ржавчины, окислов.
- Активация.
- Конверсионная обработка.
- Финальная обработка или пассивация, промывка обессоленной водой.
- Просушивание.
После каждого этапа изделия промывают водой, в некоторых случаях даже дважды.
Если планируется использовать конструкцию в тяжелых условиях, то есть на открытом воздухе, выполняют всю описанную подготовку с нанесением защитных конверсионных покрытий. Для изделий, которые будут использоваться в закрытых помещениях при нормальной влажности, достаточно лишь обезжиривания.
Если поверхность конструкции из черного металла прошла только очистку от следов жира, ее защищают пассивацией от вторичной коррозии в процессе сушки. Рекомендуется применять средства на базе трех- либо шестивалентного хрома. Важно подчеркнуть, что здесь нельзя использовать растворы нитрита натрия, три- и моноэтаноламина.
Химическая подготовка черных металлов к покраске
Обработка металла перед покраской с формированием конверсионных покрытий также во многом зависит от типа металла.
Черные металлы, к которым относятся сталь, чугун, фосфатируют. Алюминий, магний и сплавы на их основе – хроматируют. Для цинка и кадмия, оцинкованной стали и цинковых сплавов допускаются оба названных типа обработки.
По составу среди фосфатных покрытий выделяют кристаллические или цинкофосфатные и аморфные, то есть железофосфатные. Первые имеют более высокую стойкость к ржавчине, поэтому их советуют выбирать для обработки металла перед покраской, если конструкция будет эксплуатироваться в сложных климатических условиях.
Именно цинкфосфатирование позволяет подготовить поверхности автомобильных кузовов, сельхозтехники, строительных конструкций. Железофосфатирование необходимо для обработки заготовок металлической мебели, бытовых приборов, светильников, пр.

Весь процесс фосфатирования включает в себя не менее 5-6 этапов, при этом могут использоваться методы погружения и распыления. Если данную обработку совмещают с обезжириванием, удается сократить число стадий до 3-4.
Наиболее современные фосфатирующие составы призваны улучшить потребительские свойства фосфатных покрытий и экологическую составляющую данного вида обработки металла перед покраской. Для этого в состав вводят катионы никеля и марганца, а также сокращают долю цинка.
Химическая подготовка цветных металлов к покраске
Когда цветные металлы обрабатывают вместе со сталью, стараются использовать фосфатирование. Нужно отметить, что далее идет этап пассивирования, который должен присутствовать в обработке любых металлов перед покраской.
Учитывая дальнейшие условия эксплуатации конструкции, иногда можно отказаться от сложной подготовки в пользу одного обезжиривания. Тогда важно помнить про недостаточную стойкость цветных металлов к воздействию щелочных моющих средств. Дело в том, что обработка сильнощелочными водными растворами приводит к травлению и потемнению поверхности. А значит, лучше обезжиривать подобные материалы специализированными моющими составами.
Полная подготовка алюминия с нанесением конверсионного хроматного или бесхроматного покрытия отличается своими тонкостями. Важно избавиться от оксидной пленки на поверхности заготовки травлением в сильнощелочных или в кислых растворах.
Если присутствует незначительная зажиренность изделия, травление допускается совместить с обезжириванием.

Среди российских производителей распространено мнение, что таким металлам, как алюминий и оцинкованная сталь не требуется полной обработки перед покраской с нанесением конверсионных покрытий. Однако это не так.
Использование предметов из этих металлов при высокой влажности чревато тем, что без хроматирования, пассивации, фосфатирования под ЛКП появится легкая белая коррозия. Она приводит к потере надежного сцепления металла с краской, что может вызывать отслаивание последней.
Сейчас самым эффективным методом обработки металла перед покраской считается хроматирование, на производствах применяют желтое и зеленое хроматирование. Но высокая токсичность соединений хрома вносит свои коррективы в возможность повсеместного использования этих процессов.
Передовые западные предприятия переходят на бесхроматную обработку цветных металлов, в основе которой лежит применение средств на основе комплексных фторидных соединений циркония, титана. Либо на производствах формируют защитные покрытия из сложных окислов никеля, кобальта, оксисиланов.
Если требуется подготовка к покраске цинка и оцинкованной стали, хроматирование может быть заменено фосфатированием, что наиболее актуально, когда параллельно ведутся работы с предметами из стали.
Нужно понимать, что выбор технологии обработки металла перед покраской и используемых материалов представляет собой ответственный этап. Поэтому его осуществляют квалифицированные специалисты с учетом особенностей конкретной ситуации.
Шлифование металлических поверхностей: на производстве и в домашних условиях

На сегодняшний день имеется бесчисленное множество способов обработки металла, характеризующихся применением различных типов оборудования. Одним из самых распространенных методов финишной обработки является шлифование. Сама операция представляет собой процесс снятия части поверхностного слоя для достижения оптимальной степени шероховатости и придания детали точного размера. О том, как происходит шлифование металлических поверхностей, мы и поговорим в этой статье.
Что такое шлифование металлических поверхностей
В процессе создания требуемой детали материал подвергается различным воздействиям, которые для изделия не проходят бесследно – неизбежно образуются различные дефекты, такие как царапины, остатки шлака и следы температурной обработки. Поэтому, чтобы получить в итоге идеально гладкую и красивую металлическую поверхность, деталь подвергается процессу шлифования.

Плоскую шлифовку металла не производят на поверхностях, имеющих такие дефекты, как глубокие царапины или риски – в данном случае таким образом их не убрать.
Сам процесс шлифования представляет собой резку поверхности изделия при помощи абразивного инструмента, чаще всего – шлифовального круга, состоящего из множества абразивных зерен. При вращении круга грани режущих зерен снимают мелкую стружку с поверхности обрабатываемой детали.
Сам процесс шлифовки имеет некоторые особенности, о которых необходимо помнить при его осуществлении:
- Скорость резки должна быть высокой.
- Происходит измельчение с металлической стружкой особого вида.
- Форма режущих зерен круга должна быть разнонаправленной.
- В месте контакта с поверхностью высокая температура.
Металлические поверхности, подвергаемые шлифовке, имеют классификацию по степени сложности в обработке. Таким образом, простыми считаются внутренняя и наружная область цилиндра и плоские поверхности. Винтовая или же эвольвентная – относятся к сложным поверхностям.
Основные виды шлифования металлических поверхностей
Для процесса шлифовки применяются самые разнообразные технологии, и в этой статье мы рассмотрим наиболее распространенные из них. Поговорим:
- о круглом шлифовании металла;
- об изменении шероховатости внутренних поверхностей;
- о зубошлифовании;
- о сути бесцентровой технологии;
- о шлифовании плоских поверхностей.
Также технологии классифицируют в зависимости от типа материала, который используется при шлифовании металлической поверхности. На сегодняшний день процесс значительно упростился за счет применения специальных станков, к примеру, с ЧПУ. Их использование значительно снижает трудовые затраты и максимально повышает качество конечного продукта.
Для использования данной технологии необходимо наличие специального оборудования. Выделяют следующие особенности этого вида шлифовки:
- Обработка детали производится вращающимся на большой скорости абразивным кругом.
- Для максимального повышения эффективности процесса шлифования одновременно с кругом вращается в обратном направлении сама заготовка.
- Чтобы изменить глубину врезания инструмента и обеспечить возможность обработки детали по всей длине, подача может осуществляться как продольная, так и поперечная.
В связи с тем, что на момент вращения обрабатывается вся поверхность металлической заготовки, что обеспечивает необходимую равномерность, этот метод нередко применяется для обработки деталей цилиндрической формы.

Если необходимо обработать цилиндрическую заготовку изнутри, то применяется именно эта технология. От предыдущего метода она отличается тем, что абразивный круг шлифует деталь с внутренней стороны цилиндра.
Особенностями этой технологии является:
- получение инструментом и заготовкой поперечной и продольной подачи;
- то, что в основном вращается абразивный круг.
Для максимальной эффективности обработки в зону шлифования подается охлаждающая жидкость.
Этот метод используется для шлифования зубчатых колес, которые являются составными частями самых разных механизмов. В связи со сложной формой обрабатываемой поверхности в этом случае необходимо специальное шлифовальное оборудование.
При использовании данного способа шлифования:
- обрабатывается профиль зубчатого венца;
- круг меняют под размер эвольвенты зуба;
- необходимы специальные станки.
Так как в подавляющем большинстве случаев зубцы подвергаются закалке, процесс шлифовки значительно усложняется.
При таком шлифовании заготовка не закрепляется в центрах. Особенность этой технологии заключается в том, что деталь обрабатывается посредством двух вращающихся шлифовальных кругов, между которыми она и помещается. Для того чтобы заготовка из-за смещения не провалилась или ее не заклинило, в центре находится нож из нержавеющей стали.
Такое оборудование, за счет применения сразу двух абразивных кругов, намного ускоряет процесс шлифовки. В продаже вы найдете огромное количество станков, в основе работы которых лежит принцип бесцентрового шлифования.
Такой обработке чаще всего подвергаются плоские корпусные детали, сделанные из различных металлов. Особенности такой шлифовки:
- Деталь кладут на специальный стол, за счет него и обеспечивается надежное магнитное или механическое крепление.
- Абразивный круг осуществляет основное вращение, а деталь или инструмент – возвратно-поступательное.
Подобрав круг с подходящим профилем, можно обработать детали наиболее сложных форм. Чтобы избежать перегрева и коробления при шлифовании металлических поверхностей в место контакта заготовки и инструмента следует подавать охлаждающую жидкость.
Обработка металлических поверхностей перед шлифованием
Шлифование является последним этапом обработки детали. До этого должны быть осуществлены следующие действия:
- Черновое точение металла. В это время заготовка приобретает необходимую форму и размер с учетом припуска.
- Чистовое точение. Оно требуется для того, чтобы придать детали нужный размер.
- Фрезерование. Этот технологический процесс необходим для механического снятия металла. Обычно обрабатываются шестерни и корпусные детали.
- Термообработка. За счет закалки увеличивается твердость поверхности и прочность детали, а посредством отпуска и отжига снижают хрупкость структуры металла. Иногда требуется и термохимическая обработка, то есть в поверхностный слой вносятся определенные химические вещества.
Разрабатывая режимы обработки, необходимо учитывать припуски на проведение всех операций технологического процесса.
Маркировка и характеристика абразивного инструмента
Для качественного шлифования металлических поверхностей применяют абразивный инструмент, представленный сочетанием большого количества зерен, связанных специальной смазкой.
Круг характеризуется такими параметрами, как:
- Форма. Можно изменять в зависимости от того, какую поверхность нужно обработать.
- Размер. Он зависит от габаритов поверхности, предназначенной для обработки.
- Тип материала. Круг может быть изготовлен из крошки самой разной твердости. Наиболее устойчив к истиранию тот, что сделан из алмазной крошки.
- Размер зерна. Для финишной шлифовки берут круг с самым мелким зерном. Но имейте в виду, что чем меньше зернистость инструмента, тем больше времени нужно на обработку заготовки.
- Твердость поверхности. Является одним из основных параметров. Обычно указан на маркировке.
- Размер посадочного отверстия. Его имеют в виду, когда подбирают круг в соответствии с параметрами станка.
Абразивные материалы изготавливают в соответствии с ГОСТом и техническими условиями.

Тип материала, используемого при изготовлении абразивного круга, указывается в маркировке. К примеру, электрокорунд – это искусственный корунд на основе оксида алюминия. В продаже есть такие разновидности круга:
- 14А, 15А, 16А – нормальный.
- 22А, 23А и 24А – белый.
- 32А и 33А – хромистый.
- ЭС – сферокорунд.
Может быть применен и карбид кремния двух марок: черного и зеленого. Карбид бора маркируют как КБ. В настоящее время наиболее популярны круги из синтетического алмаза, которые имеют маркировку АСР и АСО, АРВ и АРК.
Абразивные материалы могут быть изготовлены из натурального или искусственного материала. Натуральные менее востребованы из-за своих нестабильных физико-механических свойств. Искусственные могут использоваться долгое время.
Шлифование и полировка металлических поверхностей в домашних условиях
Напильник оставляет на металле заметные грубые следы от зубьев насечки. Чистой и гладкой металлическая поверхность становится после ее шлифования и полировки.
Дома вы можете отшлифовать металл с помощью наждачной шкурки, предварительно обработав поверхность напильником. Для большего удобства советуем обернуть шкурку вокруг деревянного бруска либо широкого напильника, при этом концы шкурки следует удерживать большими и указательными пальцами обеих рук. Если нужно отшлифовать выпуклую цилиндрическую поверхность, оберните шкурку вокруг нее.
Вначале поверхность заготовки обрабатывают в разных направлениях крупнозернистой шкуркой, потом следует взять более мелкую наждачку. Финишную шлифовку делают уже в одном – продольном – направлении и самой мелкозернистой наждачной бумагой. Имейте в виду, что деталь должна быть прочно закреплена.

Если же необходимо добиться зеркального блеска, то после шлифования отполируйте деталь. Поверхности, которые вы уже тщательно обработали личным или бархатистым напильником, можно полировать и без предварительной шлифовки. Натрите напильник мелом. Обработайте сначала поверхность поперек имеющихся на ней штрихов. После того, как штрихи вдоль и поперек станут одинаковыми, поменяйте направление на 90°. Так повторите несколько раз. Затем такую обработанную поверхность, так же как и шлифовальную, отполируйте посредством специальных полировочных паст.
Наиболее распространенная марка полировочных паст – ГОИ. В их составе: мелкие абразивные порошки (окись хрома, окись железа и др.), мягкие пластические вещества, состоящие из воска, стеарина, керосина и других материалов.
Рекомендуем статьи по металлообработке
Пасты ГОИ бывают грубыми (практически черного цвета), средними (темно-зеленые) и тонкими (светло-зеленые). Сначала поверхность изделия подвергается полировке грубой пастой. Она делает ее матовой. Затем полируют пастой средней жесткости, а тонкой доводят до зеркального блеска.
Для полировки поверхности заготовки используют войлочный тампон, суконную или полотняную тряпочку.
Кстати, пасту для полировки можно приготовить и самостоятельно. Так, для полирования стальных изделий используют следующий состав (в весовых частях):
- окись хрома – 80;
- стеарин – 32;
- пчелиный воск – 6;
- техническое сало – 5;
- окись свинца – 3.
Если вы хотите отполировать латунные или никелированные поверхности либо навести на них глянец, возьмите для пасты (в весовых частях):
- окись хрома – 14;
- стеарина – 5;
- технического сала – 1;
После полировки протрите деталь сначала смоченной в керосине ветошью, а затем насухо чистой тряпкой.
Где можно заказать шлифование металлических поверхностей
Если же вам необходима идеальная шлифовка большого количества металлических изделий, обратитесь к профессионалам. На современном рынке обработки металлов свои услуги вам предложат немало предприятий. Но не спешите делать выбор, для начала хорошо изучите деятельность приглянувшейся фирмы, почитайте отзывы о ее работе. Выбирать стоит проверенных специалистов, так как шлифовка металла – это процесс, требующий немалого опыта и знаний.

Почему следует обращаться к нам
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Что такое шлифование: виды, технология и методы обработки

Шлифовка нужна для придания определенной степени шероховатости, корректировки параметров поверхности. Выполняется шлифовальным оборудованием, растворами или абразивами. Видов шлифования резанием существует несколько:
- Профильная шлифовка металла. Применяется для деталей с поверхностью в виде кривых и ломаных линий. Подвидами профильной шлифовки являются шлице-, зубо-, резьбошлифование. Предпоследнее входит в зубофрезерные работы;
- Обдирочная шлифовка используется для снятия слоя с дефектами, оставшимися после штамповки, литья, прокатки, ковки;
- Плоская шлифовка металла для ровного горизонта поверхностей. Иногда ей заменяют фрезеровку или строгание;
- глубинное шлифование рассматривается как подвид обдирочного, но поверхность материала после такой обработки выглядит ближе к финишной;
- Круглая шлифовка снаружи и внутри. Детали обрабатываются по всей длине. Вращается и абразивный круг, и заготовка. Такой же принцип и при внутренней шлифовке;
- бесцентровое характерно отсутствием центра закрепления детали. При этом результат достигается намного быстрее.








Финальная обработка: что это, и для чего она нужна
Это технологическая операция по удалению с внешней и внутренней стороны детали верхнего шершавого слоя. Она производится с целью получения высокоточных размеров и устранения шероховатостей, которые могут привести к повышенному трению, а в результате – к быстрому износу отточенного образца. Существует много подвидов манипуляций, каждый из которых предусматривает использование специального оборудования и оснастки.
Обрабатываемая заготовка может быть плоской, цилиндрической формы, а также существуют специальные насадки для небольших зазоров, отверстий и внутренней стороны.
При начале работы следует учесть ряд моментов:
- Такая технология не применяется в случаях, когда нужно убрать большой диапазон диаметра. Только тончайший слой может быть снят подобным способом.
- Шлифование предназначено для получения определенной степени шероховатости, то есть не всегда добиваются идеальной гладкости.
- Лучше всего сначала произвести термальные работы над изделием, а затем начать шлифовку.
Оборудование для шлифовки металла
Оборудование условно делится на 3 типа: шлифовальные ленты, машины и разнозернистые абразивные диски. Связка в абразивах бывает керамический, бакелитовой и вулканитовой. Шлифовальная техника представлена довольно широким рядом. Это УШМ, планетарные машины, разнообразные станки, которые различаются по способу обрабатывания:
- профильная шлифовка применяется для работы с изделиями сложной конфигурации;
- наружный способ служит для поверхностных операций;
- внутренний используется для шлифования отверстий в деталях.
Обработка деталей перед шлифовкой
Полирование металлической поверхности можно начинать только после проведения подготовки. В первую очередь деталь очищается от ржавчины, окалин, капель, оставшихся после сварки. Для этого можно использовать металлические щетки. После этого исправляются грубые сколы, вмятины и бугры. После грубой обработки металла проходит процесс фрезеровки. С заготовки механическим способом снимается слой металла.
Когда обработка на промышленном оборудовании закончена, требуется провести закалку металла. Благодаря отжигу повышается прочность детали. Часто проводится обогащение металла различными химическими веществами, которые улучшают его характеристики.
Перед шлифовкой требуется проверить деталь на наличие визуальных изъянов, осмотреть её на наличие неровностей.
Как шлифовать металл
На производстве шлифование выполняется кругами на вулканитовой связке. Они вращаются с постоянной скоростью вокруг своей оси. За счет абразивных частиц с детали срезается нужный слой металла. Чем больше скорость, тем четче срез. Для грубой и финишной обработки используются круги с разной абразивной зернистостью. При работе болгаркой процесс ведется частью круга. При шлифовке всей поверхностью насадки будут оставаться следы хода. Дальше шлифованный металл идет на полировку или на покраску.
Абразивные материалы и оборудование
Для проведения шлифовки понадобятся станки, ручные инструменты и абразивные материалы. При выборе абразивов для шлифовки важно учитывать зернистость материала. Большая фракция используется для исправления серьёзных дефектов. Мелкая фракция позволяет провести финишную обработку поверхности. Чтобы довести деталь до конечного состояния, можно использовать пасты, в которые входит мелкая фракция. Подобные составы используются для ручной заточки ножей (паста ГОИ).
Также важным параметром абразивного материала является твердость. Выбирать его нужно, исходя из того, какие детали будут обрабатываться на оборудовании. Самыми популярными материалами по твердости и качеству обработки являются — алмаз, кварц, гранат, корунд, пемза, наждачная бумага.
На промышленное оборудование устанавливаются абразивные диски или наждачные ленты, с помощью которых и происходит обработка деталей. Со временем они выходят из строя и требуют замены.

Абразивный диск
Полировка металла и стали
Результат полировки регулируется нормами ГОСТа №9.301-86. Требования таковы: на полотне не должно быть видимых изъянов: царапин, сколов, задиров, ям и др. Существуют классы полировки по степени шероховатости. Классность определяется специальными приборами – профилографы.

Вначале, выполняется подготовительная обработка сжатым воздухом или щетками, затем поверхность обезжиривают щелочными растворами, органическими растворителями, электрохимическим методом (с помощью электролита).
В промышленности используются такие способы полировки, как:
- ультразвуком;
- лазером;
- плазмой;
- механическая — абразивом;
- электрохимическая — электролитами;
- химическая — пастами, растворами.
Механическая полировка бывает мокрая, сухая, автоматическая, полуавтоматическая, ручная. После окончания процесса полированный металл окрашивают либо оставляют в естественном виде. Этими же методами выполняется полировка стали. Зеркальная нержавейка – это она и есть. Требования стандарта к ней такие же.
Когда нужна полировка металла
Если хочется добиться зеркального блеска металлической поверхности, то без полировки, явно, не обойтись. В домашних условиях она выполняется с применением полировочных паст «ГОИ», которые состоят из порошка абразива разной зернистости, пластификаторов и других материалов.
Технология выполнения операции
От множества особенностей зависит глубина процедуры и ее эффект. В частности, от того, как быстро будет двигаться заготовка, вращаться шлифовальный круг (это зависит не только от технических характеристик станка, но и от диаметра насадки, покрытой абразивом) и от того, какое направление движение предусмотрено на оборудовании – только поступательное или вращательное.
Метод довольно простой. Легче всего его представить на примере наждачной бумаги и дерева. Есть определенная плоскость, которая покрыта неровным слоем песка или частиц горных пород. С помощью нее можно механически воздействовать на рабочую поверхность (деревянную или металлическую). За счет интенсивного трения с нее исчезают неровности.
Аналогично применяется технология шлифования, только используется для этого не наждачка, а специальные насадки в виде круга. Они различаются по диаметру, степени жесткости абразива (это напыление, которое образует шероховатость) и цели применения – к разным вариантам подходят различные материалы.
Еще одно ключевое различие обусловлено жесткостью и сопротивляемостью к нарушениям структуры. Работать вручную фактически невозможно, используются специальные станки, потому что нужен сильный нажим и высокая скорость вращения.
Это очень продуктивный метод, но у него есть ряд недостатков, для их избежания следует внимательно подходить к процессу:
- могут появиться прижоги, то есть участки с невысокой прочностью, они образуются при перегреве;
- образуются микротрещины;
- хуже, если начнутся зоны вторичной закалки, так как под ними – слои опущенного материала.
Все это снижает длительность эксплуатации, а также приближает разрушение деталей от воздействия окружающей среды, уменьшает их прочность. Это может произойти, если нарушать рекомендации и нормативы, использовать плохие расходные материалы.
Разница между шлифовкой и полировкой
Шлифование – это, по сути, очистка металла от задиров, окалины, старого слоя, доведение его формы и параметров до необходимых размеров. Полировка – это всегда окончательная обработка. Ее результат значительно тоньше и изящнее. Применяемый при этом метод (механический или химический) значения не имеет. Величина неровностей на полированной поверхности всегда будет мельче.
Шлифовка – это точный и трудоемкий процесс. Полировка – финишная работа для предания эстетического вида изделию. На производстве этим занимаются машины. В домашних условиях более-менее качественно можно сделать только полировку.
Суть и особенности процесса
- Во время шлифования с помощью специального оборудования поверхность металла доводится до определённой степени шероховатости.
- Это финишный этап, который не используется для исправления серьёзных недочётов и снятия большого слоя материала.
- Для быстрейшего и более эффективного шлифования металл изначально разогревается.
Во время проведения финишного этапа работ учитывается множество особенностей.
Зубошлифование
Зубчатые колеса являются частью самых различных механизмов. Сложность формы рабочей части определяет то, что приходится использовать специальное шлифовальное оборудование. Среди особенностей подобной технологии отметим следующие моменты:
- Обработке подвергается профиль зубчатого венца.
- Круг изменяется под размер эвольвенты зуба.
- Для работы с зубчатыми колесами подходят специальные станки.

Зачастую поверхность зуба подвергается закалке, за счет чего существенно усложняется процесс механической обработки.
Подготовка к процессу
Для того чтобы шлифование, обработка материалов абразивами дала максимально качественный результат, при ее выполнении необходимо четко соблюдать технологию. Одним из основных требований при этом является правильная подготовка изделий к процессу.
Подготовка состоит из нескольких последовательных этапов:
- Чернового обтачивания металлической заготовки. В результате этой операции деталь приобретает нужную форму и размеры с учетом припусков.
- Чистовое точение, в ходе которого изделие «подгоняется» под определенные размеры.
- Фрезерование – операция по обработке поверхностей. Чаще всего применяется при работе с корпусными деталями и шестернями.
- Термообработка, основная задача которой – повысить твердость металла и прочность готового изделия.
При этом, стоит отметить, что в процессе обработки могут быть и исключения. В частности, есть немало ситуаций, когда шлифование является единственной операцией, производимой над металлоизделием.
Классификация
Процесс шлифования металла достаточно разнообразен и может осуществляться вручную или выполняться при помощи сложных механических агрегатов.
Особенности ручного процесса
Ручная шлифовка, чаще всего, используется для обработки углов, кромок, изгибов – тех частей, что требуют «особого» подхода. При обработке данным способом шлифовальщик осуществляет 100% контроль над процессом, но для достижения необходимого результата ему потребуется приложить достаточно усилий.
Кроме того, качество ручной обработки напрямую зависит от соблюдения некоторых тонкостей в работе:
- для шлифовки сначала используют крупнозернистые абразивы, а затем материалы с меньшим зерном;
- для каждой поверхности применяют определенный вид абразивного материала;
- при сухом методе обработки часто чистят абразив, а при мокрой шлифовке – постоянно протирают рабочую поверхность.
Чаще всего, шлифование стали и других металлов вручную используют при подготовке поверхности к окрашиванию. Особенно если речь идет о покрытии изделия вторым слоем лакокрасочного состава.
Механическое шлифование
Процесс данной технологии практически не отличается от ручной работы, но выполняется при помощи специальных механизмов. Это позволяет повысить производительность процесса и ускорить его.
Данный вариант шлифовальной обработки актуален при работе с большим количеством металлических изделий, либо с объемными объектами.
Характеристики и маркировка абразивного инструмента
Для шлифовки металлических заготовок применяются абразивные инструменты. Они представляют собой зернистый порошок, который связан с помощью клеящей массы. Шлифовальные круги могут отличаться по следующим характеристикам:
- Форма и размер. Форма абразивного инструмента выбирается в зависимости от того, насколько сложную заготовку нужно обработать. Размер же выбирается в зависимости от размера детали. Чем она больше, тем больше требуется выбрать абразивный инструмент, чтобы более эффективно провести работу.
- Зернистость. Фракция абразивного материала будет зависеть от требуемой обработки поверхности. Если нужно снять старый слой металла, используются диски с большими зернами. Если необходимо довести поверхность детали до готового состояния, используется мелкая фракция.
- Твердость зёрен. При покупке круга или брусков этот параметр указывается на упаковке.
- Размер посадочного отверстия. Оно должно соответствовать диаметру рабочей части станка.
- Тип материала, который используется при изготовлении абразивных инструментов. Лучшим из них является алмазная крошка, с помощью которой можно обрабатывать детали из любых материалов.
Чтобы правильно выбрать абразивный круг, требуется знать маркировку. С её помощью обозначается используемый при изготовлении материал:
- сферокорунд ЭС;
- белый 22А, 23А и 24А;
- нормальные 14А и 15А, 16А;
- хромистые 32А и 33А.
Сейчас на мировом рынке стал популярен синтетический алмаз, который может маркироваться — APK, ACP, APB.
Абразивные инструменты изготавливают согласно техническим ГОСТам и установленным стандартам. Токарные станки, фрезерное и шлифовальное оборудование считаются одни целым при металлообработке.
Шлифовка металла считается заключительным вариантом при обработке деталей или плоских поверхностей. Чтобы получить готовую заготовку после финишной обработки, главное — правильно выбирать абразивные инструменты.
Основные виды шлифовки
Шлифовка деталей может проходить при применении самых различных технологий. Наибольшее распространение получили следующие:
- Круглое шлифование металла.
- Изменение шероховатости внутренних поверхностей.
- Зубошлифование.
- Бесцентровая технология.
- Шлифование плоских поверхностей.
Кроме этого, классификация может проводится по типу применяемого материала при обработке. Для автоматизации процесса и снижения трудовых затрат используются специализированные станки. Встречаются модели и со встроенным блоком ЧПУ, который автоматизирует процесс и обеспечивает высокое качество получаемой поверхности.
Читайте также: