Как сделать металлическую деталь
Обновлено: 19.05.2024
Сегодня я хочу представить этапы своей работы над браслетом. Это заглавная вещь моей коллекции 2015 года, «Тропы».
Хочу рассказать вам простой и безопасный способ травления меди в домашних условиях. В некоторых мастер-классах уже упоминался этод метод, но должного внимания не получил.
Сегодня будем работать в технике metalsmith, то есть из базовых форм — листового металла и проволоки путем пайки, выпиловки и чеканки создадим брошь.
Сегодня хочу продемонстрировать подробный процесс изготовления рюмок на бронзовых вставках «Адам и Ева» от и до. Для начала делается восковка.
Таки, снова здравствуйте! Решил все-таки поучаствовать в конкурсе мастер-классов «Волшебное преображение» со своими железяками.
Я подготовила мастер-класс для тех, кто только знакомится с медью, не знает с чего начать, а работы мастеров кажутся чем-то совершенно непостижимым.
Сегодня я хочу вам показать процесс создания моих любимых сережек Royal Elegance. Необходимые материалы и инструменты: швензы, серебро 925 пробы;…
В этом мастер-классе я покажу, как можно получить различные текстуры на меди при помощи обычного молотка.
Насмотревшись на мастер-классы замечательных мастериц на Яме и набравшись вдохновения, решил поделиться своим опытом создания "скульптурных миниатюр"…
Данный мастер-класс написан, чтобы узнать - насколько интересен публике процесс гальванического напыления металла.
Это один из множества способов сделать на медных украшениях оригинальный рельеф, текстуру. Медь - очень мягкий металл, поэтому хорошо поддается обработке.
Здравствуйте! Меня зовут Виктория Курашева, я из Омска. Недавно стала искать на ЯМ мастер-класс по гальванопластике и ничего толком не нашла.
Для такого кулона понадибится:- ювелирный лобзик и тонкие пилки- анка с пунзелами (если делать выгнутый кулон, если плоский, то не нужно)- надфили- бормашинка с насадками для полировки.
Я хочу немного рассказать об азах ювелирного дела на примере создания двух колечек :) Оба они будут с текстурой — одно с текстурой листа, другое стилизовано под камень.
Добрый день. :) Продолжаю знакомить новичков и всех любопытствующих с техникой wire wrap (плетение из проволоки).
Время и сложность: я написала 1 день, но на самом деле делала 3 дня по несколько часов. Это при условии, что есть опыт.
Этот мастер-класс создавался специально для новичков в wire wrap. И для тех, кто про эту технику слыхом не слыхивал, но чей мозг постоянно ищет новых знаний, а руки тянутся к новым материалам.
Замечательная и веселая пара Юлия и Андрей сделали вот такие колечки себе к свадьбе)Все началось с плавки золота.
Давно хотела сделать мастер-класс, который отразил бы весь ювелирный процесс с самого начала. А с чего начинаются все украшения в моей мастерской?
У меня уже началась подготовка к Новому году! :) Хотя эта подкова родилась случайно, по просьбе Татьяны Нестеренко, замечательного мастера валяния и…
Кто не боится насекомых? Сегодня я покажу, что паучки бывают очень симпатичными, и научу паять простую брошку в технике тиффани с использованием проволоки.
Итак, разрешите представить, культовая машинка Jaguar XJS V12, да не одна, а с прицепом-дачей-кухней!
Полтора года прошло с моей последней публикации мастер-класса. Срок достаточный, чтобы вам не надоесть :) Это колье я кручу, верчу и перекручиваю у себя в голове уже несколько лет.
В этом мастер-классе я расскажу об очень простом и быстром способе патинирования металлов при помощи черной (индийской) вулканической соли.
Назову-ка я лучше данную публикацию "пошаговым повествованием" по созданию подарка, который не стыдно подарить из материалов, которые стыдно показать!
Итак, продолжаем разбираться в гальванопластике. Мы уже собрали установку тут и приготовили электролит здесь.
Доброго времени суток, друзья! Не так давно, впервые в жизни подержал в руках настоящую скрипку. Она такая приятненькая.
Всем привет, дорогие друзья.В сегодняшнем мастер классе я покажу вам как можно использовать оружие в мирных целях и создавать из него красоту.
- Российский рубль
- Украинская гривна
- Br Белорусский рубль
- Казахский тенге
- $ Доллар США
- € Евро
- AU $ Австралийский доллар
- CA $ Канадский доллар
- Китайский юань
- DK kr Датская крона
- ¥ Японская иена
- NKr Норвежская крона
- S $ Сингапурский доллар
- kr Шведская крона
- Fr Швейцарский франк
- £ Фунт стерлингов
- Турецкая лира
Ковка металла в домашних условиях
Кузнечное ремесло — один из самых старых способов обработки металла. Однако, даже в наш век развития высоких технологий, оно не утратило своего значения и даже набирает большую популярность.
Ковка своими руками довольно непростой технологический процесс, для этого нужно знать хотя бы основные приемы работы с заготовкой, а также правила нагрева и закалки металла. Также нужно иметь понятие, как использовать оборудование. Какими навыками нужно обладать для изготовления изделий кузнечным способом и как ковать металл?
Этапы ковки и приемы
Горячая ковка включает в себя большое количество приемов, использующихся в обработке металла. Однако сама технология состоит из основных этапов.
- Нагрев заготовки.
- Ковка.
- Стабилизация металла.
- Закалка (по надобности).
Каждый отдельно взятый этап имеет большое значение. Неправильно выдержанная температура нагрева заготовки приведет в дальнейшем к порче изделия, то же касается и слишком быстрого остывания.
При ковке также нужно соблюдать технологический процесс, иначе попросту заготовка будет испорчена. На этом этапе используют множество приемов в зависимости от того, какое изделие изготавливают.
Стабилизация металла подразумевает постепенное остывание готового изделия. Этот технологический этап способствует нормальной кристаллизации сильно разогретого материала. Главная задача — не допустить нарушение внутренней структуры, появления раковин и трещин.

Закалка используется для придания готовому изделию твердости за счет изменения кристаллической решетки во время высокотемпературного нагрева. Чаще всего в кузнечном деле этот этап проводят, изготавливая инструменты, которые во время использования будут испытывать большие нагрузки. Основное требование к закалке — не сделать металл слишком хрупким (перекалить) или, наоборот, очень мягким.
Итак, как происходит ковка металла своими руками и какие приемы применяют на каждом из этапов работ?
Нагревание заготовки перед ковкой
Обычно для ковки стальных предметов используют готовые заготовки в виде литых стальных болванок требуемого размера. Своими руками таким способом можно изготовить не слишком большие предметы и мелкие инструменты, поэтому для нагревания использую кузнечный горн.
Лучше всего приступить к нагреванию заготовки сразу же после ее отливки, когда она остынет до темно-красного цвета. Также можно прогреть материал предварительно перед помещением в очаг. Предварительное нагревание проводят с концов до средины, чтобы избежать появления напряжений и трещин в структуре металла. При этом температура соблюдается в пределах не более 300 градусов. Проверяют этот показатель разливанием на поверхность болванки машинного масла: если оно горит, то заготовку перемещают в очаг.
Температуру в горне изначально задают невысокую, постепенно увеличивая со временем до нужного предела.
Ошибочно мнение о том, что чем больше нагреть сталь, тем лучше ее ковать. При сильном разогреве такой материал действительно становиться мягче, однако, не стоит забывать о таких процессах, как перегрев и пережег металла.
Перегрев изменяет кристаллическую структуру материала заготовки и при последующей ковке он может попросту развалиться на отдельные фрагменты.
Пережег изменяет химические свойства стали, когда из ее состава выжигается большее количество углерода.

По данным таблицы можно понять каких температурных рамок стоит придерживаться во время нагревания различных сортов стали при ковке. Определяют степень накала металла по его цветовому спектру. Например, если заготовка имеет окраску ослепительно белого цвета, значит, она разогрета до 1200-1300 градусов. Чем более темный окрас металла, тем он холоднее. На фото изображена схема соотношений цветового спектра к температуре.

Как по цвету определить температуру нагрева
Процесс ковки
Когда заготовка будет разогрета до требуемой температуры, ее стоит обжать. Это нужно делать для устранения различных раковин, пустот и трещин в структуре болванки. Процесс проводят следующим образом. Заготовку вытаскивают из горна и ударами молота проходят ее поверхности от середины до краев (сначала верхнего, а потом нижнего).
Прежде чем планировать изготовление вещей, стоит рассчитывать на то, что при обжимке заготовка потеряет часть своего объема в виде окалины. Она образовывается на поверхности болванки, откуда ее удаляют, используя инструменты: клещи и щетки.
Когда обжимка проведена, переходят к собственно поковке изделия. При этом используют различные приемы для получения нужной формы.
Чтобы на поверхности образовались утолщения, используют способ местной осадки. Также этот прием используют, если нужно уменьшить длину заготовки и сделать ее более толстой. Для этого мастер наносит удары сверху заготовки, расположенной в вертикальной плоскости. При этом металл будет деформироваться и утолщаться. Удобно делать полную обсадку, зажав разогретую заготовку в тисках, но нужно спешить, иначе металл будет очень быстро остывать от холодного приспособления для зажима.
После осадки опять нужно сделать обжимку, чтобы придать структуре однородность!
Одна из разновидностей осадки — высадка. Ее используют, когда нужно получить на поверхности изделия утолщения. Для этого нагрев заготовки делают только в месте высадки.
Если нужно, наоборот, удлинить заготовку, проводят так называемую протяжку. Используют три способа, которыми можно сделать этот прием. Наиболее простой — протяжка на плоских бойках. Для этого заготовку разогревают. Далее, ее проходят молотом по всей длине и, переворачивая на 90 градусов, делают ту же работу. Прием стараются проводить за один разогрев. Довольно часто используют такой подвид протяжки, как расплющивание по всей длине. Основные инструменты при этом молот или кувалда.

Иногда при ковке в домашних условиях нужно сделать в изделии сквозное или глухое отверстие. В таком случае используют прием прошивки. В качестве основного приспособления выступают пробойники различного сечения. При этом заготовку разогревают и укладывают на наковальню сверху круглого отверстия. Установив пробойник, по нему наносят удары. Прошивку можно делать как с одной стороны, так и с обеих.
Для разделения заготовки или изделия на части используют способ рубки. Нагревают металл до темно-красного цвета и, уложив его на наковальню, кузнечным зубилом рубят три четвертых его толщины. После чего поковку переворачивают и дорубают остаток, используя те же инструменты.
Также довольно часто в кузнечном деле использую способ гибки заготовок. Простые формы получают, используя в качестве основного приспособления наковальню с отверстиями. Более сложные кованые элементы формируют, изгибая заготовки на различных шаблонах.

Еще один прием, часто использующийся в художественной ковке — скручивание. Заготовку при этом разогревают и жестко фиксируют в тисках, другой конец проворачивают, используя как основное оборудование вороток.
Когда изделие готово нужно стабилизировать металл.
Стабилизация
Очень быстрое остывание материала кованого изделия приведет к неравномерной кристаллизации металла. Как следствие в структуре образуются напряжения, раковины и пустоты. Чтобы избежать таких отрицательных моментов, когда завершиться ковка металла в домашних условиях, нужно задать постепенное и равномерное остывание.

Небольшие поковки можно оставить в очаге горна, где металл будет остывать вместе с печью. Более массивные кованые изделия можно засыпать горячими углями и присыпать золой.
Чем более массивное изделие, тем более плавным должно быть остывание.
Обучиться ковке для начинающих лучше у опытного мастера. Существует много различных приемов и способов такой обработки и изготовления вещей, которые может показать специалист. Тем более при отсутствии практики довольно тяжело соблюдать технологии нагревания и стабилизации металла, без которых изделие либо не получиться, либо будет некачественным.
Однако ручная ковка не так сложна и простейшие вещи можно довольно быстро научиться изготавливать самостоятельно.
А что Вы можете дополнить к материалу этой статьи? Если у Вас имеется опыт обучения ковки в домашних условиях, поделитесь им в блоке комментариев к этой статье.
Приемы самостоятельной художественной ковки
Чаще в изделиях художественной ковки можно встретить следующие элементы: вензеля, завитки, волны, корзинки и окончания в виде пик. Как их сделать - далее.
Художественная ковка своими руками — один из видов ремесла, который не только не был задвинут технологическим прогрессом на задворки истории, но даже получил новый виток развития с появлением более современного оборудования.
Что нужно знать о самостоятельной ковке художественных элементов и какое оснащения потребуется для этого?
Технологии и приемы
Создание целого комплекса изображений и орнаментов из металла возможно двумя технологическими способами: горячей и холодной ковкой.
Горячая художественная ковка
Горячий способ более традиционный, с его помощью производили настоящие шедевры металлообработки, причем с использованием довольно-таки примитивного оборудования и инструмента. Сегодня, с развитием технологий, ковка с предварительным разогревом заготовок намного упростилась. Все чаще используют газовые горны, позволяющие контролировать температуру и равномерность нагревания. Стали распространенными пневматические молоты, ускоряющие ковку, а также широко применяются различные станки по обработке металла (рубке, резке, сверлению).

Несмотря на сложную технологию, в отличие от холодной ковки, горячая обработка позволяет производить более широкий спектр изделий, вплоть до мельчайших деталей цветов и листьев деревьев.
Приемы используют такие же, как и при производстве любых других деталей: раскатки, протяжки, прошивки, высадки, осадки и прочие.
Но сегодня все чаще в художественной ковке стали использовать более простые и доступные технологии холодной металлообработки.
Холодная художественная ковка
В последнее время стала популярной холодная ковка. Она более простая и требует минимум оборудования. К тому же, такой способ изготовления художественных декоративных элементов более простой в освоении. Не нужно знать о химических изменениях в структуре металла, а также о дополнительной закалке и его отпуске.

Самодельное оборудование для холодной ковки простое в исполнении и эксплуатации, а также довольно компактное. Да и сама мастерская чище, в отличие от традиционной кузницы, а изделия не загрязняются продуктами горения.
Верстаки для холодной обработки металла способны делать многие операции без нагревания заготовки быстрее, чем этот же процесс выполнялся горячей ковкой.
Горячая и холодная ковка в художественной обработке материалов могут совмещаться, ведь некоторые детали возможно создать только с нагреванием и проковкой, а другие элементы проще и быстрее изготовить на холодную.
Однако, чаще всего эти технологии используются отдельно, ведь комбинирование требует большее количество оборудования, которое не всегда можно приобрести или разместить в маленькой мастерской. Вследствие чего большее распространения получила холодная ковка, как более простой способ изготовления декоративного изделия.
Пошаговый алгоритм холодной ковки
Прежде, чем начинать изготовление художественных предметов, стоит подготовить некоторое специальное оборудование и материалы.
Оборудование для художественной ковки
Изделия формируются с применением двух основных процессов: прессования и гибки. Отдельно от них используется штамповка по готовым шаблонам.
На этом и построено большинство оборудования для холодной обработки металлов. Основные верстаки, имеющие широкое применение: гнутик, улитка, твистер, фонарик, глобус и волна.
Каждый из этих простых станков работает с прокатом металла (различные прутки, круги или квадраты). Причем ручное оборудование может задавать форму металлическим заготовкам с сечением 12-14 миллиметров.
Какие элементы производятся на этих верстаках?
Гнутик способен изгибать металл под углами или в дугу, одним или несколькими поворотами рычага. Основные элементы — это разного рода изгибы и волны.
Улитка, за счет формы своего кондуктора, закручивает заготовку по спирали. На ней производят волюту, завитки и другие элементы с витками спирали на концах.
Твистер, наоборот, закручивает длинную деталь вокруг своей оси. В итоге получаются элементы с завинченной поверхностью.
Устройство для изготовления волны Гнутик
Волна предназначена для изготовления волнообразных повторяющихся деталей. Частично такие же операции можно успешно выполнять на гнутике.
Фонарик по принципу устройства похож на твистер, однако изготавливает элементы, называемые корзинкой. Эти объемные детали производятся закручиванием заготовки на кондуктор в виде вала. Станок может вполне быть заменен твистером.
Глобус или объемник выполняет различные операции по изгибу заготовки в разных плоскостях, производя трехмерные детали.
Каждый такой станок для художественной ковки своими руками можно сделать самостоятельно, поискав нужную информацию и чертежи.
Пример простейшего ручного станка для завитков и разного рода вензелей показан в видео
Кроме такого узкоспециализированного оборудования, понадобится инструмент для резки металла (отрезной круг или болгарка), шлифовки и сварка для сборки деталей в единую композицию.
Изготовление элементов художественной ковки
Чаще всего в изделиях художественной ковки можно встретить следующие элементы: вензеля, отдельные завитки, волны, корзинки и окончания в виде пик или гусиных лапок. Как их сделать методом холодной ковки?
Завитки, вензеля и волюты
Такие элементы часто можно увидеть на оградах, решетках и подобных изделиях.
Для их изготовления нужно иметь станок улитку, заготовки из прутка или квадрата сечением от 8 до 14 мм (зависимо от оборудования) и, конечно, вспомогательный инструмент для резки и шлифовки.
Пошагово процесс выглядит так.
- Конец заготовки нужно сформировать под крепление кондуктора на станке. Это делается с разогревом и предварительной проковкой или прессованием на оборудовании.
- Подготовленный край вставляют в отверстие кондуктора и поворотом рычажного привода закручивают металл на шаблон. На один виток спираль делается за подход. Несколько закруток придется сделать за два три оборота.
Как это сделать показано на видео, предоставленном выше. За неимением такого оборудования витки можно попробовать сделать вручную. Для этого нужно иметь кусок трубы, на котором, разогретую газовым резаком, деталь изгибают ударами молотка.
Кручение
Разного рода крутени делают на твистере. По устройству это оборудование состоит из ворота с вращающейся головкой и ползунка с фиксатором заготовки.
- Пруток фиксируют в головке и ползунком регулируют нужную длину закрутки.
- Оборачивая ворот, металл закручивают вдоль оси на всем протяжении до ползуна.
Сам процесс нужно проводить аккуратно, без резких рывков ворота, чтобы не порвать заготовку, а спираль была закручена равномерно на всем протяжении.
Без станка твистера такую операцию можно сделать вручную. Деталь нагревают и, зажав один конец тисками, проворачивают вокруг оси подходящим инструментом. Однако качество может быть намного хуже.
Как выглядит и работает такое оборудование можно узнать из видео:
Корзинки
Один из самых сложных в изготовлении элементов холодной ковки. Для его производства используют станок под названием фонари. По устройству он похож на твистер. Только заготовки оборачивают вокруг шаблона в виде вала.
- В станок изначально вставляют две отдельные детали.
- Оборотами ворота их закручивают в объемную спираль.
Также такую деталь можно сделать без оборудования вручную. В качестве кондуктора применяют кусок трубы с приваренным на ней местом крепления конца прутка. Зафиксировав металл в тисках, его наматывают на шаблон. Способ более трудоемких и требует опыта работы. Как это делается показано на видео:
Волна
Такие детали делают на станках типа гнутик или волна. После установки заготовок в верстак оборотами привода их прокатывают, формируя волнообразную конфигурацию.
Такие же операции можно проделать и вручную на трубе в качестве кондуктора и молотка.
После изготовления отдельных элементов, их собирают в единую композицию при помощи электросварки, зачищают соединения и проводят окончательную отделку.
Декоративная окончательная отделка — это последний этап художественного производства.
Кованое изделие покрывают краской, золочением, патиной и прочими.
Для того, чтобы принять участие в обсуждении и поделится своим опытом в художественной ковке металлов, перейдите к комментариям, где вы можете дополнить информацию этой статьи собственными практическими знаниями.
Холодная ковка – секреты мастерства обработки металла

Для многих холодная ковка стала тем делом, в котором можно реализовать себя не только как ремесленником, но и как творцом новых приспособлений и станков для работы. При этом, простые станки и приспособления для формирования улитки, навивки спирали и сгибания проката разного профиля как показывает практика можно сделать самостоятельно, из подручных материалов. Об особенностях технологии ковки и вариантах создания простейших станков и принципах их работы и пойдёт речь далее.
Искусство холодной ковки от идеи до готового образца
Идеи использования металлических элементов декора чаще всего реализуются в изготовлении оград, ворот, оконных решёток и козырьков. Готовые штучные элементы холодной ковки из металла различного профиля соединяются в готовую композицию сваркой. Простота технологии позволяет получить необычные узоры и объёмные композиции с минимальными навыками работы с металлом, станками и оборудованием.
Большим плюсом этой технологии выступает возможность использования готовых заготовок. Стандартные размеры завитушек, улиток, розеток и винтовых профилей позволяют создавать как единичные изделия, так и выполнять работы по шаблону, например, одинаковые пролёты ограды или оконные решётки.
Вместе с тем изделия из холодной ковки становятся особенно привлекательными тогда, когда в них присутствуют необычные элементы, которые изготавливаются в единичных экземплярах. Именно поэтому, мастера, работающие в этой технике обработки металла, предпочитают сами создавать заготовки из проката. Здесь важную роль играет оснащённость мастерской необходимыми приспособлениями и станками для обработки металла.
Основы технологии обработки металла
Получение готового элемента забора или подставки под кашпо в цветник включает в себя несколько последовательных технологических процессов. Самый главный, из которых придание заготовке из проката необходимую форму. Холодная ковка металла использует следующие виды обработки:
- гибка;
- штамповка;
- скручивание;
- ковка;
- прокат.
Применяемые приёмы и способы обработки зависят от формы и вида металлопроката.
И здесь необходимо обратить внимание на то, чем отличается горячая ковка от технологии холодной обработки металла. При нагреве заготовки происходит изменение структуры металла, он становится пластичнее, так, появляется возможность придать заготовке нужную форму, приложив немного усилий.
При холодной ковке, металл не нагревается, и его структура остаётся прежней. В этом случае приходится прикладывать больше усилий для получения детали нужной формы. Дело в том, что при гибке или скручивании сопротивление поверхностного слоя металла усиливается жёсткостью формы заготовки. А сердцевина, обладающая высокой вязкостью, принимает форму только после преодоления сил сопротивления поверхностных слоёв.
Поэтому, чтобы получить определённые виды ковки обычным молотком не обойтись. Для успешной работы необходимы специальные устройства и приспособления. Особенность технологии заключается в том, что для получения одной формы используется один вид инструмента.
Любое приспособление для холодной ковки это специальный инструмент:
- гибка профиля и полосы в завиток осуществляется на станке-улитке;
- штамповка, при изготовлении лепестков или розеток, использует пресс и пуансоны;
- скручивание полосы, квадрата, трубы выполняется на торсионе;
- ковка или расклёпывание делается на наковальне или при помощи гидравлического пресса;
- для проката используются вальцы разного профиля и диаметра.

Домашняя мастерская – оборудование, оснащение, размещение
Ковка дома, если речь не идёт о создании только красивого мангала или подставки под цветы рано или поздно потребует создания особых условий для комфортной работы. Даже для занятия ковкой как хобби потребуется большое, хорошо освещённое помещение, где кроме станков нужно будет предусмотреть место и под монтажный стол, и под покрасочный модуль, а также подобрать минимальный набор инструментов для работы.
Аргументов выделить просторное помещение много, но при планировании размещения стоит взять во внимание:
- холодная ковка профильной трубы требует сначала сделать прокат профиля, для того, чтобы можно было легче придать форму завитка или улитки. Для этого вальцы должны размещаться так, чтобы длина помещения была в 2,1-2,5 раза больше отрезка трубы.
- станок улитка должен иметь доступ со всех сторон;
- для объёмных работ, например, для сборки оград или въездных ворот монтажный стол стоит делать таким, чтобы он был больше конструкции на 0,2-0,3 метра;
- станки обязательно должны иметь массивную станину и надёжное крепление к полу, а вот монтажный стол можно сделать по принципу трансформера – они должны быть мобильными и быстро складываться.
Вальцы для проката, кроме обычной плоской формы должны иметь валы и для работы и с профильной, и с обычной трубой круглого сечения. Для пресса необходимо иметь несколько пресс-форм для работы с листовым металлом. Здесь понадобятся формы для штамповки листьев, лепестков, полусфер и оформления концов профилей.

Что нужно помнить, приступая к созданию станка для холодной ковки
Одним из важных вопросов, которые предстоит решить при проектировании и создании самодельного станка для холодной ковки выступает вопрос, какой металл нужно подобрать для изготовления рабочих органов. Простым и доступным вариантом для этого выступает покупка заготовок в строительном магазине. Это обойдётся относительно дёшево, а учитывая то, что станок будет собираться своими руками, то здесь можно сэкономить и на обработке, будет достаточно иметь болгарку и сварочный инвертор.
Но, при этом нужно понимать, что в магазине не продаются специальные сорта стали, скорее всего, это обычный прокат, не обладающий ни прочностью, ни долговечностью. В таком случае, не стоит рассчитывать на долгую службу шаблона, срок службы таких приспособлений составит всего 800-1000 рабочих циклов.
Видео описание
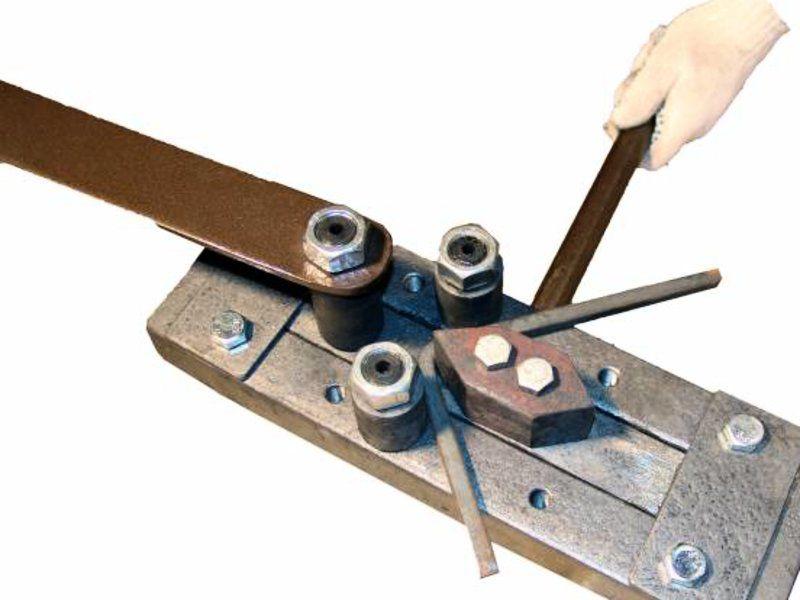
В этом видео показано самодельное приспособление для сгибания прута:
Другое дело, если использовать инструментальную или конструкционную сталь. Здесь срок службы будет в 4-5 раз дольше, а узоры из профильной трубы будут получаться с идеальными формами.
Во многих приспособлениях применяются пуансоны одинаковой формы, но разных размеров. Но создавать для каждого типоразмера проката свой станок неоправданно дорого. А вот предусмотреть в гнутике, или станке для улитки сменные пуансоны вполне возможно, да и обойдётся такой вариант дешевле.
Ковка из профильной трубы, квадрат и прут требует больших усилий для придания заготовке нужной формы. Электропривод в таком случае мог бы существенно облегчить работу. В домашнем варианте мини кузницы, вместо электропривода можно использовать шестерёнчатый редуктор.
Оснастка для станков холодной ковки
Самым простым и наиболее часто используемым оборудованием в мастерской обычно выступают два станка – гнутик и улитка. Первый, позволяет сгибать материал под нужным углом, второй обеспечивает создание плоских спиралей подобных улитке. Принцип работы устройств прост – один конец заготовки зажимается неподвижно, а второй, при помощи рычага, сгибается под нужным углом.

Гнутик
Станок холодной ковки гнутик включает:
- основание из пластины толщиной 15-20 мм;
- центральную ось, жёстко закреплённую на основании;
- подвижный рычаг с кареткой;
- сменные вальцы и ролики;
- фиксирующие устройства роликов и вальцов.
На оси крепится рычаг с подвижной кареткой. Рычаг имеет квадратную или прямоугольную форму. На него устанавливается подвижная каретка с двумя неподвижными осями под валки. Чтобы получить изгибы, нужного диаметра валки делаются сменными, изменяя диаметр валков, получаются заготовки разного размера.
- перед началом работы подбираются валки нужного диаметра;
- рычаг с кареткой устанавливается в исходное положение;
- один конец заготовки фиксируется в зажиме;
- заготовка прижимается к центральному вальцу;
- каретка с вальцом подводится к заготовке и плотно прижимается к ней;
- поворачивая рычаг, валки придают заготовке необходимую форму.
Как работает универсальное гибочное приспособление для полосы, прута, квадрата, показано в этом видеоролике:

Улитка
Станок улитка для холодной ковки представляет собой более сложный инструмент, чем гнутик. Сложность его состоит в том, что основной рабочий орган выполняется в виде составного устройства нестандартной формы. Составной вид формы из нескольких секций обеспечивает получение заготовки в виде плоской спирали похожей на улитку. Эта схожесть и дала название этому станку.
Станок улитка или кондуктор для холодной ковки состоит:
- основания в виде станины из толстой металлической пластины;
- кондуктора или оправки, вокруг которой и выполняется навивка улитки;
- рычаг с роликами.
Основой станка для ковки металл выступает основание из стального листа толщиной 15-20 мм диаметром 50-70 см. Станина располагается на валу. Под ней, внизу на подшипниках закреплён рычаг, крепление на подшипниках обеспечивает лёгкое вращательное движение. Он выполняется из толстостенной трубы. Длина рычага, должна быть не меньше 80см. Верхней части в центре основания прочно закреплён вал диаметром 10-16 мм. Основание имеет несколько отверстий, в которые вставляются разборные оправки. Отверстия располагаются так, чтобы можно было устанавливать шаблоны разного размера.
Оправки представляют собой разрезанную на части спираль. Для работы обычно необходимо 2-3 набора элементов – маленького диаметра, среднего и большого размера. Центральный элемент надевается на вал основания. В нем имеется паз для начальной фиксации прута или полосы. Первый завиток имеет 2\3 оборота окружности. Второй – продолжение спирали с увеличенным радиусом и длиной 1\3 оборота спирали. Третий элемент длиной 1\2 оборота с изгибом равным 4-6 радиусам центрального элемента.
Оправки выполняются из полосы шириной 50 мм и толщиной не меньше 5 мм. Для жёсткости с внутренней стороны они усиливаются квадратом 15х15 мм.
Для прижатия заготовки к оправке на рычаг надевается каретка с роликами. Вертикальные ролики прижимают заготовку к форме, а горизонтальные выступают опорой для сгибания.
Холодная ковка металла на станке улитке выполняется следующим образом:
- на основание станка устанавливается оправка;
- в паз вставляется заготовка и прижимается кареткой рычага;
- рычагом делается обжим заготовки вокруг оправки;
- после того как первый элемент будет обжат заготовкой полностью, на основание устанавливается второй, а потом и третий элемент оправки.
В этом видео показано, как работает станок улитка:

Коротко о главном
Простая и одновременно доступная технология холодной ковки сегодня находит сегодня все большее количество поклонников. И как показывает практика, многие мастера не только создают свои неординарные по замыслу элементы ковки, но и необычные устройства и приспособления для работы.
Мастерами успешно создаются как простые приспособления для выполнения одной операции, например, создания элемента улитка, веретено, спираль, навивка, скрутка, с применением физической силы мастера. Так и более сложные, с использованием механических редукторов и электроприводов. Однако, для создания небольшой мастерской многие советую обязательно собрать станок для завивки улитки и гнутик, для получения правильных геометрических форм. Именно эти приспособления и будут основой для развития в дальнейшем мастерской холодной ковки.
Но как бы там ни было, в разработке станков и приспособлений для холодной ковки одним из самых интересных моментов стоит вопрос создания универсального станка для большого количества операций.
Изготовление металлических изделий

Изготовление металлических изделий проводится по различным технологиям, которые выбираются в зависимости от их характеристик. Чтобы подобрать нужный метод обработки, необходимо понимать особенности каждого вида изделия, в противном случае высок риск получить некачественную продукцию или не найти исполнителя работ.
Не менее важным является и выбор металла, а также способа контроля качества готовой продукции. В нашей статье мы расскажем, по каким технологиям производят металлические изделия, как составить чертежи для исполнителя и выявить бракованные детали.
Виды металлов для изготовления изделий
Всего существует две группы металлов: цветные и черные. При этом все они схожи между собой не только по свойствам, но и по применению в промышленности.

В данном случае речь идет о стали (легированной, углеродистой) и чугуне.
Особое распространение сплавы черных металлов получили в сфере изготовления металлопроката. Благодаря отличным рабочим свойствам они всегда пользуются популярностью.
Помимо того, что существуют различные виды металлов и сплавов, есть еще и марки, которые обозначаются в виде буквенно-цифровых сочетаний, например, Ст6. Для того чтобы было легче найти подходящий вид материала для определенной сферы жизнедеятельности, осуществляется группировка черных металлов.
Весь металлопрокат должен соответствовать ГОСТу по размерам, форме, а также предельным отклонениям. Если говорить о черных металлах, то к ним относится сортовой, листовой, трубный и фасонный прокат. Сюда, как уже было сказано выше, входит сталь и чугун, которые, за исключением разного количества содержащегося в них углерода, имеют очень схожие свойства.
Рекомендуем статьи по металлообработке
Название этой группы металлов говорит само за себя, то есть цветовые характеристики отвечают за их внешний вид.
Когда происходит смешение нескольких металлов в разных пропорциях, получается сплав, который обладает улучшенными, чем исходный материал, свойствами.
Благодаря определенным пропорциям металлов в сплаве появляется возможность получения определенных характеристик, позволяющих использовать материал для изготовления изделий в массовом производстве. Нужно отметить, что свойства (химические, физические и механические) можно менять не только путем изменения пропорций металлов, но и с помощью механического (прессования, штамповки, пайки, прокатки, ковки, резки, сварки) и химического (термообработки, технологии старения и т. д.) воздействия.

Для изготовления большинства литых изделий, проволоки, квадратов, шестиугольников в виде мотков и прутков, а также полос, лент, фольги и листов используются цветные металлы. Кроме того, в последнее время в производстве начали использовать и порошки из них.
5 технологий изготовления металлических изделий
Для изготовления металлических деталей на предприятиях страны используются различные методы, самыми известными из которых являются штамповка, ковка, механообработка и литье. Выбор наиболее подходящего осуществляется на основании того, какую деталь и с какими параметрами необходимо получить, ее размера, а также назначения. Нужно учитывать, что каждый метод имеет свои особенности, плюсы и минусы. Остановимся более подробно на самых распространенных.
1. Литейное производство.
Этот способ изготовления металлических изделий является одним из самых популярных. Заключается он в том, что изначально делается форма, в которую затем заливают расплавленный металл. Однако из-за некоторой ограниченности возможностей данный метод используется в основном для создания заготовок, которые в дальнейшем проходят обработку на токарном станке. Если конструкция будущей детали сложная, то лучше отдать предпочтение другому способу, в противном случае изделия придется дорабатывать на фрезеровочном оборудовании.
Однако, даже несмотря на перечисленные минусы литейного производства, оно отлично подходит для отлива сложных изделий, которые трудно изготовить посредством механической обработки. С помощью данного способа делают детали различного веса, причем для литья используют как металлические формы, так и «землю» (формовочные смеси).
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
2. Обработка резанием.
Этот способ является основным для изготовления машинных деталей, который предполагает использование таких видов заготовок, как отливка, прокат и штамповка.
Резание не является сложной процедурой. В данном случае новые поверхности формируются за счет деформирования, а также отделения верхних слоев материала с образованием стружки. Обработка металла сопровождается снятием определенной его части (припуска).
В отличие от других способов изготовления металлических изделий, резание используется не так часто. Объем металлов, которые подвергаются данной процедуре, значительно сокращается за счет того, что точность исходных заготовок увеличивается.
Технологий резания сегодня существует несколько: протягивание, сверление, точение и фрезерование. Все они схожи тем, что в каждой из них необходимо использовать заготовки, которые имеют форму, максимально приближенную к готовому изделию. Как правило, для этого применяются сверлильные, токарные, фрезеровочные станки.

3. Сварка изделий.
Процесс заключается в соединении двух деталей из металла для того, чтобы в итоге получить третью. Среди всех методов изготовления данный метод занимает особое место. Его используют для производства металлических изделий, необходимых в машиностроительной области. Что касается других сфер, то здесь целесообразность использования сварки зависит от конструктивных особенностей получаемых деталей. К ним стоит отнести:
- способ получения заготовки;
- характер разборки детали;
- качество обработки.
Трудоемкость реализации сварки тоже необходимо учесть. Не стоит использовать данный способ изготовления изделий из металла в том случае, если, во-первых, вас не устраивает необходимость осуществления сборочно-сварочных работ, во-вторых, нет возможности механизировать процесс, в-третьих, потребуется дополнительная обработка готовых деталей. При таких обстоятельствах следует подобрать другой, более подходящий метод.
4. Обработка давлением.
Этот способ изготовления металлических изделий является самым обширным и включает множество методов и технологий обработки. Металл обладает довольно хорошей пластичностью, поэтому придать ему определенную форму давлением не так сложно, при этом его структура не нарушается. Именно поэтому такая обработка пользуется довольно большой популярностью.
Для изготовления деталей из металла используются следующие процедуры с применением высокого давления:
- штамповка изделий;
- прокатка;
- волочение;
- ковка;
- прессование.
Если есть необходимость снизить стоимость производства, то обработка давлением подойдет как нельзя лучше. Детали в данном случае изготавливаются быстро и в большом количестве. Если говорить о минусах, то это процент брака, который при использовании данной технологии более высокий, чем при других. Кроме того, заготовка, которая подвергается обработке, может расколоться или потрескаться.
5. Обработка механическим способом.
Этот метод заключается в поэтапном срезании с поверхности заготовки металла. Комплексное использование технологий и разных типов станков позволяет добиться следующего:
- придать детали абсолютно любую форму;
- просверлить столько отверстий, сколько необходимо;
- придать изделию более эстетичный вид с помощью строгания и шлифования.
Именно благодаря этим преимуществам изготовления металлических изделий механообработка выигрывает у других методов.

С помощью данного способа есть возможность делать небольшое количество продукции, применение других технологий в этом случае будет просто невыгодным. Благодаря минимальному проценту брака механообработка является отличным способом изготовления деталей высокого качества.
Нюансы составления чертежей для изготовления металлических изделий
Нередко требуется указывать способ металлообработки по чертежам, например, лазерная резка, пробивка металла, гибка, раскрой и т. д. Часто она нужна при слесарных, токарных услугах, а также при сварке.
Прежде чем делать заказ на изготовление металлических изделий, потребуется составить техническое задание, как, впрочем, и во многих других сферах. Чаще всего работа осуществляется с чертежами, поэтому они должны содержать особенности деталей, а также их размеры. Это позволит исполнителю заказа понять, что именно вы хотите получить.
Нужно сказать, что качество готовых изделий во многом будет зависеть от чертежа, поэтому для металлообработки обязательно наличие подробного ТЗ.
Нередко в чертеж по металлообработке входят и другие детали, например, касающиеся качества и его контроля, обязанностей сторон, форс-мажорных обстоятельств и другие нюансы производственного процесса. Как правило, ни одна крупная компания не обходится без плана при оформлении заказа на обработку материала в сторонних организациях. В этом случае составляется подробный чертеж, в который входит договор, техническое задание и множество других факторов, относящихся к процедуре.
Заказчик должен составить чертеж таким образом, чтобы учесть все аспекты. Это позволит ему не попасть в сложную ситуацию. В данном случае речь идет о сроках выполнения и компенсации ущерба в случае возникновения форс-мажорных обстоятельств, все это обязательно должно быть указано в договоре. Если в чертеже будет все учтено до мелочей, то у исполнителя даже не возникнет желания изготовить какую-либо деталь по-своему, объясняя это тем, что в ТЗ не было конкретики. Только в этом случае у вас появится гарантия того, что услуга будет оказана качественно и так, как вам это необходимо.
Заказывая изготовление металлических изделий по чертежам, можно указать в документах и определенные условия контроля качества. Вы имеете полное право уточнить, что все детали должны быть изготовлены только профессионалами и на современном оборудовании. Нужно сказать, что в договоре можно отобразить все свои пожелания, однако это не значит, что исполнитель обязательно согласится их выполнить и подпишет договор. Впрочем, как и заказчик вправе отказаться.
Методы контроля качества при изготовлении металлических изделий
Контроль качества изготавливаемых металлических изделий осуществляется сегодня с помощью ревизионных и самостоятельных мероприятий.
Если говорить о втором варианте, то это техническая проверка деталей самим исполнителем на соответствие их стандартам качества. Методы для процесса предусматриваются технологической картой (ТК) на операцию. Контроль в данном случае осуществляется специальными измерительными приборами с периодичностью, которая предусмотрена инструкцией.
Если говорить о ревизионных мероприятиях, то они проводятся, как правило, специалистами, то есть контролерами, которые во время проверки руководствуются ТК на операцию.
Все существующие методы технического контроля качества изготавливаемых металлических изделий направлены на поиск бракованной продукции и определение их типа. Нужно отметить, что дефекты могут быть как исправимыми, в этом случае деталь отправляется на доработку, после чего включается в состав готовой партии, так и окончательными, когда выхода два: в отходы или на полную переработку в зависимости от сложности брака.
Техническая проверка изделий на наличие дефектов включает в себя комплекс мер:
- разрабатывается проект процессов контроля;
- определяются формы контроля;
- подбираются методы и средства;
- согласуются между собой элементы контролирующей системы;
- анализируются бракованные конструкции, детали и разрабатываются способы исправления дефектов.
Все способы технического контроля можно разделить на две большие группы: разрушающие и неразрушающие, в каждую из которых входят физические, химические и комбинированные способы проверки металлических изделий.
Если говорить о техконтроле с разрушением, то он используется для проверки качества металла, а также изделий, которые из него изготовлены. Процесс заключается в следующем: на деталь оказывается максимальная нагрузка, после чего определяется время до ее полного разрушения, а также необходимое для этого усилие.

Мероприятия контроля с разрушением осуществляются с использованием динамической или статической нагрузки на изделие. Далее в документацию вносится информация относительно типа нагрузки, времени, которое было затрачено и характере разрушения материала в результате проведенной операции.
Нагрузки динамического типа позволяют оценить:
- усталость металла;
- вязкость и твердость материала;
- истирание и изнашивание изделий из металла.
К разрушающим способам проверки металлических деталей относятся испытания:
- на сжатие;
- на растяжение;
- на повторно-переменное воздействие;
- сопротивление к ударной нагрузке;
- на твердость (метод Виккерса).
Методы с разрушением относятся к контрольным. С их помощью проверяются самые первые изготовленные изделия из партии на предмет соответствия заданным характеристикам. Кроме того, осуществляются испытания впервые поступивших материалов и сплавов, предназначенных для производства продукции.
Неразрушающий контроль, или дефектоскопия, представляет собой способ, позволяющий обнаружить дефекты однородности, целостности, а также определить изменение химического состава различных материалов, металлов и сплавов без разрушения детали.
Самым простым способом контроля является слуховое или визуальное испытание, однако назвать его надежным сложно. Для выявления брака, дефектов, а также отклонений от химического состава металлов существует огромное количество различной аппаратуры:
- ультразвуковая;
- магнитная;
- рентгенографическая (радиационной);
- контроль продукции без разрушения.
Современное оборудование обладает множеством преимуществ, среди которых стоит отметить минимальные временные затраты, точность инструментов, использующихся для контроля, а также возможность проводить испытания в момент короткой остановки текущего процесса или даже во время эксплуатации. Неразрушающие методы и технологии используются, как правило, для проверки ответственных узлов, конструкций, деталей, изделий, которые предназначены для эксплуатации на протяжении длительного времени.
Зная, какие сегодня существуют технологии изготовления металлических изделий, а также контроля, сделать выбор в пользу той или иной компании, предоставляющей услуги на рынке металлообработки, будет гораздо проще.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Читайте также: