Как сделать разметку на металле
Обновлено: 28.04.2024
После того как металл выправлен и тщательно очищен, производится разметка той поверхности, которую предстоит обработать. По сути, разметка – это уже слесарная операция, но поскольку в ходе ее заготовка не подвергается непосредственно обработке, то правильнее будет считать ее подготовительной.
Что значит разметить заготовку? Это значит, нанести на заготовку разметочные линии, или риски, указывающие границы, до которых необходимо ее обрабатывать, чтобы она превратилась в руках слесаря в нужную деталь. Разметка – очень важный этап слесарной работы. Если деталь размечена неправильно, она просто не станет на свое место в том механизме, который ремонтирует слесарь.
Для того чтобы линии разметки прочно держались на металле и не стирались во время его обработки, поверхность, которую предстоит обрабатывать, нужно предварительно окрасить. Для этого лучше всего применять медный купорос: он хорошо держится на зачищенном металле – на тонком слое меди, который образуется на поверхности, риски хорошо заметны.
Можно для этой же цели применять краску или лак, разумеется тот, который сохнет быстро. Удобно работать также и с разведенным до густоты молока мелом, в который нужно добавить сиккатив или столярный клей для того, чтобы мел высыхал быстрее и держался на поверхности крепче. Во время окрашивания нужно растирать красящее вещество для того, чтобы оно ложилось по всей поверхности ровным слоем, без пятен.
Если заготовка большая, то красить следует только те места, на которые будут нанесены разметочные риски.
Часто бывает необходимо расширить отверстие в металле, нанести резьбу или сместить отверстие на несколько миллиметров в сторону, чтобы наметить его центр. В уже существующее отверстие или проем необходимо забить деревянный брусок либо планку с пластинкой из свинца, латуни, белой жести.
Прежде чем начать разметку заготовки, необходимо определить ее базу, то есть поверхность, от которой будут отсчитываться все необходимые размеры. Базовой считается та поверхность, которая определяет положение детали относительно других частей механизма.
Это могут быть отверстие, основание детали или какая-то иная поверхность. Иногда удобнее отсчитывать размеры детали от оси симметрии, в таких случаях она и принимается за базовую.
Разметка на плоскости выполняется в определенной последовательности: сначала нужно нанести горизонтальные линии, затем вертикальные и наклонные. Последними размечаются окружности, дуги и сопряжения – это дает возможность проконтролировать точность разметки прямых линий: сопряжения должны получиться плавными, а дуги – точно замкнуть прямые линии.
Научиться проводить точные линии чертилкой несложно, но лучше потренироваться, если делается это впервые. Чертилку во время проведения линии нужно все время прижимать к линейке или угольнику и не менять угол ее наклона, иначе она окажется непараллельной линейке. Наклонена чертилка должна быть в сторону от линейки. Проводить линию нужно движением на себя. Нельзя поводить линию дважды: попасть второй раз на ту же самую линию невозможно – в результате линия окажется двойной. Если качество нанесенной линии не устраивает самого слесаря, то ее следует закрасить и провести заново.
Для проведения перпендикулярных линий используют стальной угольник, к короткой стороне которого приварена под углом 90° небольшая металлическая пластина. Такой угольник называется двутавровым. Приложив его к боковой стороне разметочной плиты, можно проводить перпендикулярные линии с достаточно большой точностью (рис. 17).
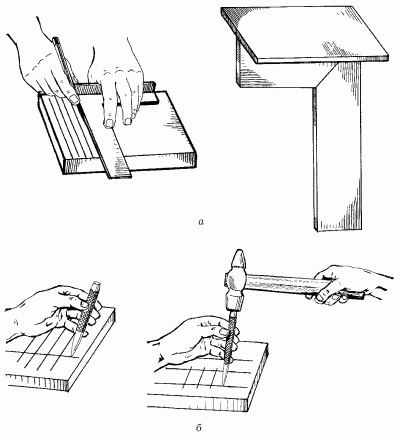
Рис. 17. Приемы разметки заготовок: а – слесарный угольник с пластиной и нанесение рисок с его помощью; б – накернивание разметочных рисок.
Естественно, делать это можно только в том случае, если боковые поверхности плиты соответствующим образом обработаны и выверены под прямым углом к горизонтальной поверхности.
Первыми размечаются базовые линии. Например, если базовыми являются центры отверстий, то с них и начинают разметку.
Конечно, при построении линий, окружностей, дуг потребуются знания и навыки, которые дает черчение; разметка – это, по сути дела, то же черчение, только на металле. Поэтому слесарю приходится на время становиться чертежником: делить отрезки пополам, проводить перпендикулярные и параллельные линии, строить углы и делить их пополам, делить окружность на равные части и т. д.
Гораздо более сложная задача встает перед слесарем, когда ему требуется разметить не одну плоскость, а всю деталь целиком, то есть сделать пространственную разметку заготовок. Здесь не обойтись без знания приемов и методов пространственного черчения. Главная проблема заключается в том, что размеченные плоскости должны быть все увязаны между собой.
Прежде всего нужно выбрать базовую поверхность детали, обычно за нее принимается та, которая содержит главные оси детали и к которой можно привязать наибольшее количество осей и плоскостей.
Детали, которые приходится порой изготавливать слесарю, слишком различны, чтобы рассказать, как размечается каждая из них. Да это и не нужно, достаточно помнить некоторые важные правила, которыми необходимо руководствоваться при выборе базовой поверхности:
– если у заготовки уже обработано несколько плоских поверхностей, базовой выбирают ту из них, которая больше по площади;
– если заготовка имеет наружную и внутреннюю поверхности и ни одна из них не обработана, за базовую принимается наружная поверхность;
– если у детали не требуется обрабатывать всю поверхность, то базовой должна стать та, которая не будет подвергаться обработке;
– если деталь имеет цилиндрическую форму, базовой нужно выбрать поверхность, параллельную оси цилиндра;
– если деталь имеет отверстия, за базовую принимается поверхность, параллельная оси отверстия.
Чтобы облегчить операцию разметки, деталь на разметочную плиту нужно установить таким образом, чтобы все ее поверхности были перпендикулярны к поверхности плиты или параллельны ей. Для этого можно использовать различные металлические предметы – прокладки, призмы, бруски, кубики, клинья и т. д.
Первыми необходимо наносить горизонтальные риски со всех четырех сторон заготовки (в некоторых случаях достаточно с двух противоположных сторон), после этого вертикальные риски, затем дуги, окружности, сопряжения, наклонные линии.
После того как риски нанесены, их необходимо накернить, то есть произвести операцию кернения.
Кернение рисок необходимо для того, чтобы они не стерлись, а также чтобы при сверлении отверстия сверло можно было точно установить по направлению его оси. Керн – это небольшое конусное углубление в поверхности металла, которое выполняется с помощью кернера. При операции кернения важно очень точно установить кернер на центр отверстия и при ударе по кернеру молотком не сместить его заостренный конец с нужной отметки. Чтобы этого добиться, нужно ставить кернер, сначала отклонив от себя, чтобы было хорошо видно, что его острие попало на отметку центра, а затем, быстро переведя его в перпендикулярное положение к поверхности, нанести по головке кернера удар молотком.
Керны нужно наносить на все разметочные риски по всей их длине на расстоянии 25–30 мм на длинных рисках и 10–15 мм на коротких. На криволинейных участках разметки (сопряжениях, закруглениях и т. д.) керны наносятся еще чаще – на расстоянии 5–10 мм друг от друга. Маленькие окружности достаточно накернивать в четырех взаимно перпендикулярных точках. Большие окружности нужно накернивать в 6–8 местах. Обязательно накерниваются все точки пересечений и сопряжений.
На этом подготовительные работы можно считать завершенными и следует переходить к выполнению непосредственно слесарных операций.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Разметка, пиление и строгание твердых древесно-волокнистых плит
Разметка, пиление и строгание твердых древесно-волокнистых плит Решение выделить в отдельную главу вопросы работы с древесно-волокнистой плитой не случаен. Древесно-волокнистые плиты используют при устройстве полов и изготовлении мебели своими руками, поэтому навыки
Виды предварительной обработки заготовок
Виды предварительной обработки заготовок Если листовой металл или трубы, которые используются в работе, не имеют видимых повреждений, а именно: листы ровные; трубы не погнутые; металл чистый, без следов ржавчины, окалины и т. д., то это, конечно, идеальный вариант. Но чаще
Опиливание и зачистка металлических деталей
Опиливание и зачистка металлических деталей Люди, мало сведущие в слесарных работах, зачастую путают эти две операции – опиливание и зачистку, а между тем у них есть существенная разница: опиливание связано с изменением размера деталей (напильником снимается слой
Шабрение металлических поверхностей
Шабрение металлических поверхностей Шабрение поверхностей металлических деталей применимо главным образом в слесарно-сборочных работах, когда требуется плотная подгонка плоскостей прилегающих друг к другу деталей (например, измерительных и направляющих
Притирка металлических поверхностей
Притирка металлических поверхностей Опиливания, зачистки и шабрения поверхностей зачастую бывает недостаточно, чтобы достигнуть достаточно плотного прилегания деталей друг к другу. Поэтому в процессе сборки механизмов слесари прибегают к притирке (доводке)
Разметка, пиление и строгание твердых древесно-волокнистых плит Решение выделить в отдельную главу вопросы работы с древесно-волокнистой плитой не случайно. Древесно-волокнистые плиты используют при устройстве полов и изготовлении мебели, поэтому навыки работы с
6. ТРЕБОВАНИЯ К СПОСОБАМ ХРАНЕНИЯ И ТРАНСПОРТИРОВАНИЯ ИСХОДНЫХ МАТЕРИАЛОВ, ЗАГОТОВОК, ПОЛУФАБРИКАТОВ, ГОТОВОЙ ПРОДУКЦИИ И ОТХОДОВ ПРОИЗВОДСТВА (ОБРАБАТЫВАЕМЫХ ГРУЗОВ)
6. ТРЕБОВАНИЯ К СПОСОБАМ ХРАНЕНИЯ И ТРАНСПОРТИРОВАНИЯ ИСХОДНЫХ МАТЕРИАЛОВ, ЗАГОТОВОК, ПОЛУФАБРИКАТОВ, ГОТОВОЙ ПРОДУКЦИИ И ОТХОДОВ ПРОИЗВОДСТВА (ОБРАБАТЫВАЕМЫХ ГРУЗОВ) 6.1. Общие требования Вопрос 181. С применением каких средств и способов должны производиться хранение и
5. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ХРАНЕНИЮ И ТРАНСПОРТИРОВКЕ ИСХОДНЫХ МАТЕРИАЛОВ, ЗАГОТОВОК, ПОЛУФАБРИКАТОВ, ГОТОВОЙ ПРОДУКЦИИ И ОТХОДАМ ПРОИЗВОДСТВА ДЛЯ ОБЕСПЕЧЕНИЯ ОХРАНЫ ТРУДА РАБОТНИКОВ
5. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ХРАНЕНИЮ И ТРАНСПОРТИРОВКЕ ИСХОДНЫХ МАТЕРИАЛОВ, ЗАГОТОВОК, ПОЛУФАБРИКАТОВ, ГОТОВОЙ ПРОДУКЦИИ И ОТХОДАМ ПРОИЗВОДСТВА ДЛЯ ОБЕСПЕЧЕНИЯ ОХРАНЫ ТРУДА РАБОТНИКОВ Вопрос 341. Какие материалы и вещества должны применяться в производственных
Покрытие из металлических пластин
Покрытие из металлических пластин Фальцевал кровля – это конструкция, сооруженная из металлических пластин, листов или рулонов, которые скреплены особым образом с помощью фальцев. Фальцем называют вид шва, который образуется при соединении двух соседних листов
20. Типы фаз в металлических сплавах. Правило фаз; правило рычага
20. Типы фаз в металлических сплавах. Правило фаз; правило рычага Диаграмма состояния – это графическое изображение состояния любого сплава изучаемой системы в зависимости от его концентрации и температуры.Изучение любого сплава начинается с построения и анализа
31. Применение термообработки в технологии производства заготовок и изделий из конструкционных материалов
31. Применение термообработки в технологии производства заготовок и изделий из конструкционных материалов Наиболее характерным и хорошо изученным процессом является термическая обработка стали. Данный процесс базируется на наличии в ней аллотропических превращений,
5. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ХРАНЕНИЮ И ТРАНСПОРТИРОВКЕ ИСХОДНЫХ МАТЕРИАЛОВ, ЗАГОТОВОК, ПОЛУФАБРИКАТОВ, ГОТОВОЙ ПРОДУКЦИИ И ОТХОДОВ ПРОИЗВОДСТВА, ДЛЯ ОБЕСПЕЧЕНИЯ ОХРАНЫ ТРУДА РАБОТНИКОВ
5. ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ХРАНЕНИЮ И ТРАНСПОРТИРОВКЕ ИСХОДНЫХ МАТЕРИАЛОВ, ЗАГОТОВОК, ПОЛУФАБРИКАТОВ, ГОТОВОЙ ПРОДУКЦИИ И ОТХОДОВ ПРОИЗВОДСТВА, ДЛЯ ОБЕСПЕЧЕНИЯ ОХРАНЫ ТРУДА РАБОТНИКОВ 5.1. Общие положения Вопрос 312. Каковы требования при использовании импортных
Разметка изделий из металла
При производстве изделий из металла исходный материал — отливки, листовой и профильный прокат — не соответствует по размерам и форме чертежу конструктора. Чтобы отрезать лишний металл, высверлить, отштамповать, сварить или другим образом обработать заготовку, на нее наносят ключевые точки чертежа. Применяясь к этим точкам и линиям, и проводят обработку.

Разметка изделий из металла
Основное понятие и типы разметки
Как правило, размечают уникальные детали и изделия, производимые малыми и сверхмалыми сериями. Для крупносерийного и массового производства заготовки не размечают, вместо этого используют специальную оснастку и управляющие программы.
Что такое разметка
Операция нанесения размеров и формы изделия на заготовки называют разметкой. Цель операции — обозначить места, в которых следует обрабатывать деталь, и границы этих действий: точки сверления, линии загиба, линии сварных швов, обозначение маркировки и т.п.
Разметку производят точками, которые называют кернами и линиями, которые называют рисками.
Риски процарапываются в поверхности металла острым инструментом или наносятся маркером. Керны набиваются специальным инструментом — кернером.
Определение разметки Инструменты для разметки
По способу выполнения различают такие виды разметки, как:
- Ручная. Ее делают слесари.
- Механизированная. Выполняется с использованием средств механизации и автоматизации.
По поверхности нанесения различают
- Поверхностная. Наносится на поверхность заготовки в одной плоскости и не связана с линиями и точками разметок, наносимых на другие плоскости.
- Пространственная. Проводится в единой трехмерной системе координат.

Замечания по правке и разметке для тонколистового металла
Выбор между поверхностной и пространственной разметкой определяется, прежде всего, сложностью пространственной конфигурации детали.
Требования к разметке
Слесарная разметка должна отвечать следующим требованиям:
- точно передавать ключевые размеры чертежа;
- быть ясно видимой;
- не стираться и не смазываться в ходе операций механической и термической обработки;
- не ухудшать внешний вид готового изделия.
Разметка деталей должна проводиться качественным инвентарным инструментом и приспособлениями, подлежащими периодической поверке.
Нанесение рисок
Стандарт регламентирует порядок нанесения разметочных линий:
- горизонтальные;
- вертикальные;
- наклонные;
- криволинейные.
Нанесение криволинейных элементов после прямолинейных дает еще одну возможность проверить их точность. Дуги должны замыкать прямые, сопряжение должно быть гладким.
Прямые риски проводят хорошо заточенной чертилкой, без отрыва за один прием. Чертилку при этом наклоняют в сторону от линейки или угольника, чтобы не вносить искажений.
Параллельные прямые чертят, используя угольник и перемещая его вдоль опорной линейки на требуемую дистанцию.
Нанесение взаимно перпендикулярных и параллельных рисок Нанесение рисок под углом друг к другу
Если в заготовке уже есть отверстия, то для привязки разметочный линий к ним применяют специальный инструмент — центроискатель.
Для того чтобы разметить наклонные линии, используют разметочный транспортир с шарнирной линейкой, закрепленной в его нулевой точке.
Для особо точной разметки в слесарном деле применяют штангенциркули. Они позволяют измерять расстояния и процарапывать риски с точностью до сотых долей миллиметра.
Накернивание разметочных линий
Для того чтобы точнее провести риску, в ее начале и в конце ставят керны. Это позволяет визуально контролировать положение линейки во время прочерчивания.
На рисках большой протяженности вспомогательные керны ставятся также и через каждые 5-15 см.
Линии окружностей накернивают в четырех точках — концах перпендикулярных диаметров.
Если размечают уже обработанные поверхности, то кернение применяют только в начале и конце рисок.

Накернивание разметочных линий
После чистовой обработки риски продлевают на боковые поверхности и ставят керны уже на них.
Приемы разметки
В слесарном деле применяют следующие приемы:
- По шаблону. Используется в случае мелкосерийного производства. Шаблон изготавливают из металлопроката, всю партию размечают (или даже обрабатывают) через единожды размеченные прорези и отверстия в этом листе. Для деталей сложной формы может быть сделано несколько шаблонов для разных плоскостей.
- По образцу. Размеры переносят с детали — образца. Применяется при изготовлении новой детали взамен сломанной.
- По месту. Используется при производстве сложных многокомпонентных изделий и конструкций. Заготовки размещаются на плоскости или в пространстве в том порядке, в котором они входят в конечное изделие и размечаются совместно.
- Карандашом (или маркером). Используется для заготовок из сплавов алюминия, чтобы чертилка не разрушала пассированный защитный слой.
- Точная. Делается теми же методами, но применяются измерительные и разметочные инструменты особой точности.

Приемы выполнения разметки металлических деталей
Выбор приемов проводят в соответствии с конструкторскими и технологическими указаниями.
Брак при разметке
Прежде всего, при разметке всплывает брак, допущенный на предыдущих стадиях изготовления. Продукция заготовительных участков или цехов, а также материалы, приобретенные на других предприятиях, обнаруживают:
- нарушение размеров
- искажение формы
- коробление.
Такие отливки или прокат дальнейшим разметочным операциям не подлежат, а возвращаются в подразделение или организацию, допустившую брак, для его исправления.
На этапе собственно разметки брак может быть вызван следующими факторами:
- Неточность чертежа. Слесарь, не задумываясь, отображает неправильные размеры на детали, и в ходе дальнейшей обработки выходит бракованная продукция.
- Неточность или неисправность инструментов. Все разметочные инструменты подлежат обязательной периодической поверке в метрологической службе предприятия или в авторизованном метрологическом центре.
- Неправильное использование инструмента или вспомогательных разметочных принадлежностей. Известны случаи, когда вместо мерных калиброванных подкладок для выставления уровня использовались обычные подкладки. В этом случае также возможна ошибочное нанесение углов и уклонов.
- Неточность установки заготовки на разметочный стол или плазу. Приводят к перекосам при откладывании размеров, нарушению параллельности и соосности.
- Неправильный выбор базовых плоскостей. Возможно также, что часть размеров наносилась от базовых плоскостей, а часть — от черновых поверхностей заготовки.

Брак при разметке
Отдельно в ряду причин брака стоят ошибки разметчика. К ним относится:
- Неправильно прочитанный чертеж. Возможно нанесение радиуса вместо диаметра и наоборот, неточное нанесение центров отверстий относительно центровых рисок и т.п. В случае возникновения затруднений слесарь обязан обратиться за разъяснениями к бригадиру или мастеру.
- Неаккуратность и невнимательность при кернении и нанесении линий.
Человеческий фактор, к сожалению, является наиболее распространенной причиной разметочного брака.
Халатность может допустить как сам слесарь, так и его руководители, не поверившие вовремя инструмент или выдавшие неподходящие разметочные приспособления.
Обычно разметочные операции поручают наиболее опытным и ответственным работникам, рассчитывая на то, что они не будут механически переносить размеры с чертежа на заготовку, а отнесутся к делу вдумчиво и вовремя заметят и устранят причины возможного брака самостоятельно или обратившись к своим руководителям.
Чертилка слесарная по металлу
Разметка детали — важнейшая операция в технологический цепочки производства. В зависимости от требований по точности, читаемости линий на поверхности выбирается способ их нанесения. Карандаш, мел, маркер удобны в работе. Не нужно прилагать усилий во время разметки. Однако эти методы недостаточно эффективны во многих случаях. Линии слишком широкие, легко удаляются в процессе работы и плохо видны во время обработки. Оптимальным инструментом для качественной разметки считается слесарная чертилка по металлу. Линии хорошо видны, их невозможно стереть. Тонкий контур позволяет изготавливать детали высокой точности.

Описание инструмента
Отечественные производители долгие годы опирались в производстве на строгие правила, регламентируемые в законодательных актах. Так чертилка по металлу разметочная ГОСТ 24473-80 должна соответствовать указанным в документе размерам и характеристикам. Допускались до производства следующие виды инструмента:
- односторонняя;
- двусторонняя;
- односторонняя с рукояткой;
- двусторонняя с рукояткой.
Оговаривался и материал изготовления. Чертилка могла быть цельной из углеродистой стали, либо с твердосплавной напайкой. В качестве режущего элемента иногда применялись сменные иглы. Изготавливают инструмент из стали марок У10, У12. У таких моделей есть свои плюсы и минусы. К недостаткам можно отнести быстрый износ острия. Преимуществом является возможность заточить приспособление на любом абразивном оборудовании. К тому же стальной образец дешев. Дороже обойдется слесарная чертилка по металлу с победитовым наконечником.

Срок ее службы многократно дольше, она не боится окалины, пыли, грязи на поверхности. Для заточки необходим специальный алмазный круг.
Изготовление своими руками
Домашний мастер не ограничен жесткими производственными регламентами и требованиями. Он вправе сделать чертилку слесарную по металлу для себя из желаемого материала, нужного размера, формы. Опытные мастера, даже на крупных предприятиях, где есть возможность пользоваться заводским изделием считают, что сделанная своими руками модель лучше. Самодельная чертилка учитывает индивидуальные особенности работника, особенности выполнения операций. Удобная рукоятка комфортнее в работе, поскольку часто приходится прикладывать значительные усилия при нанесении разметки.
Решив, что инструмент необходим, встает вопрос — из чего сделать слесарную чертилку, чтобы она была удобная и прослужила долго?
Вариантов много, например:
- Слесарный инструмент: напильник, метчик, сверла из инструментальной стали, керн.
- Деталь из высокопрочного сплава: клапаны, валы, иглы, спицы.
- Сверла, буры с победитовой напайкой.
Технологии производства в домашних условиях предполагают наличие необходимого инструмента, навыков работы. Решить, как сделать своими руками чертилку в данном случае, это выбор мастера. Среди наиболее популярных способов отмечают следующие:
- заточка удобной детали по чертежам;
- изготовление держателя для чертилки со сменными иглами;
- сварная конструкция из рукоятки и режущего острия.
При работе с абразивным инструментом следует помнить, что недопустимо перегревать заготовку. Появление окалины на поверхности — брак. Минимум 0,5 мм металла следует удалить в этом случае. Применяются охлаждающие жидкости и щадящий режим обработки.
Хорошим решение для изготовления своими руками чертилки будет использование швейных игл. Для их производства берется высокопрочная углеродистая сталь. Сделав рукоятку, можно из дерева или других материалов, вставляют зажимной механизм для иглы. Предварительно ее укорачивают до нужного размера. Еще проще использовать швейные иглы можно сняв шток с неисправной машинки.



Совершенно иной, современный подход к решению проблемы предлагают смекалистые умельцы. В сети можно приобрести набор электронной чертилки. Работает она по принципу дуговой гравировки. Для реализации идеи необходимо знать принципы электротехники, навыки работы с приборами. Хотя напряжение питание небольшое, подойдет даже шнур от компьютерного порта USB, следует соблюдать технику безопасности.
Для изготовления чертилки с твердосплавной напайкой нужен алмазный круг. Обычный абразив не справится с задачей, его можно только испортить. При заточке инструмент не боится перегрева, но все равно температуру следует держать под контролем. Обычно фиксируется победит на латунном припое, который может расплавиться. Разумно воспользоваться услугами мастеров заточки. В бытовых условиях чертилка с твердосплавной насадкой может служить долгие годы после одной заточки.
Какой бы способ изготовления не выбрал домашний умелец, он должен понимать, что работа стоит этих усилий. Разметка на металле с помощью слесарной чертилки качественнее, точнее, нежели аналогичная процедура с использованием маркера, карандаша или мела.
Плоскостная разметка в слесарном деле
Ответственным подготовительным этапом, который применяется при обработке металла в слесарном деле, на предприятиях машино- и станкостроения, является разметка поверхностей.
Плоскостная разметка — это слесарная операция, состоящая в построении на ровных поверхностях заготовок внутренних и контурных линий изготавливаемых деталей.

Качество ее выполнения оказывает влияние на:
- свойства готовых изделий;
- расход металла;
- образование брака и отходов;
- последующие операции металлообработки.
Особенности плоскостной разметки
Назначение любого типа разметки – это верно, грамотно и без погрешностей перенести на заготовку размеры, требуемые при изготовлении детали. Допускается погрешность при ее выполнении 0,2–0,5 мм.
Важная особенность плоскостной разметки – трудоемкость. Поэтому эту операцию целесообразно применять в мелкосерийном и индивидуальном производстве. В массовых производствах размеры переносятся трафаретами, шаблонами, кондукторами.
Кроме плоскостной разметки используется пространственная разметка. Она отличается тем, что все линии вычерчиваются на нескольких поверхностях, располагающихся в разных плоскостях друг относительно друга.
При этом важно скоординировать все линии между собой в пространстве. Такую разметку называют также «объемной».
Разметка наносится разметочными рисками. Они представляют собой линии со специальными углублениями, выполненными методом накернивания.
Инструменты для плоскостной разметки
Работы следует выполнять на ровной и удобной поверхности. С этой целью используют разметочные столы:
Основные требования к качеству и конструкции столов:

- Прочность и устойчивость.
Для обеспечения прочности ножки стола соединяются горизонтальными брусьями. Масштабные разметочные плиты рекомендуется устанавливать на домкратах. - Достаточная площадь рабочей поверхности.
Стандартные столы имеют размеры: длина 2000–3000 мм; ширина 4000–5000 мм; высота 700–1000 мм. Площадь поверхности стола должна соответствовать размерам листов, лент, полос материала. - Удобство.
Столы оборудуются различными приспособлениями:
- грузами для фиксации листов легкого материала;
- призмами для установки труб;
- струбцинами для закрепления металлических листов;
- прямоугольными и клиновидными прокладками для установки профилей и других деталей.
Рабочее место должно быть обеспечено всеми необходимыми для плоскостной разметки инструментами. В таблице приведен перечень необходимых инструментов и некоторые рекомендации по работе с ними.
· один конец затачивается под 45 градусов, второй – согнут в кольцо;
· конец затачивается под 60 градусов;
Приемы плоскостной разметки
Обязательное условие правильного нанесения разметки на плоские поверхности – качественная их подготовка. Порядок подготовки:
- С помощью стальных щеток удалить с поверхности заготовки загрязнения, окалину, следы коррозии.
- Проверить заготовочный материал на наличие дефектов: раковин, трещин, вздутий.
- При выявлении дефектов следует их измерить и предпринять меры по их удалению.
- Если удалить дефекты не возможно, то следует составить план разметки так, чтобы они были удалены с поверхности в ходе обработки.

Перед выполнением плоскостной разметки, рекомендуется:
- Проанализировать чертеж детали, ее назначение, характеристики и размеры.
- Разработать план разметки.
- По справочникам определить припуски на обработку.
- Окрасить поверхность.
Целью окрашивания является обеспечение отчетливости наносимых рисок. При окрашивании небольшой детали, ее держат под наклоном в левой руке. Малярной кистью тонко, перекрестными движениями, наносят краску. Большие заготовки окрашиваются с помощью валика или пульверизатора.
Рекомендации по окрашиванию приведены в таблице.
Применяемая техника нанесения плоскостной разметки зависит от ее назначения, материала, на который наносятся линии, формы размечаемых деталей.
Разметочные работы могут выполняться:
- по чертежу – все элементы детали переносятся с чертежа на материал;
- по шаблону – контуры детали очерчиваются на материале по контурам заранее изготовленного лекала, шаблона или трафарета;
- по образцу – применяется, когда отсутствует чертеж и шаблон, размеры снимаются с образца заменяемой детали;
- по месту – осуществляется при сборке или подгонке по размеру сборочных единиц габаритных деталей.
Если при работе используется чертеж, то порядок выполнения разметки следующий:
- Тщательно изучить чертеж, выяснить материал детали и процесс ее изготовления.
- Установить методы и порядок нанесения на материал линий и кернов.
- Размеры, приведенные на чертеже, следует откладывать с помощью специальных инструментов для разметки и измерительных приборов. Не рекомендуется с чертежа переносить размеры циркулем, даже если чертеж выполнен в масштабе 1:1. Это обусловлено тем, что размеры бумаги, на которую нанесен чертеж, при высыхании могут измениться.
- Установить базу, от которой будет вестись разметка. В качестве базы могут быть:
- кромки размечаемого материала;
- ранее нанесенные линии, например, осевые, центровые.
- Порядок вычерчивания линий:
- в горизонтальном направлении;
- в вертикальном направлении;
- дуги, скругления, окружности;
- наклонные линии.
- Накернить линии.
- Проверить наличие всех линий с чертежа на размечаемой поверхности.



Приемы качественного нанесения разметки:
- Отметки на заготовках из стали наносятся чертилкой. На листах из сплавов на основе алюминия все внутренние линии, для избежания повреждения покрытия, прочерчиваются карандашом, линии контура — чертилкой. Для чистоты линия проводится один раз. Если риска проведена плохо, то это место следует закрасить, дать высохнуть и прочертить линию снова.
- При работе с кернером, левой рукой его устанавливают заостренным концом точно в необходимое место, наклонив от себя и прижав к намечаемому месту. После кернер следует быстрым движением привести в вертикальную позицию и слегка ударить слесарным молотком.
Нанося кернение, следует учитывать нюансы:
- центры кернеров должны располагаться четко на линиях, так чтобы после операций обработки на заготовках осталась половина лунки;
- обязательно следует накернивать места пересечения рисок и скруглений;
- на коротких рисках лунки делают через каждые 5-10 мм, а на длинных – 20-100 мм;
- окружность накернивают в месте пересечения осей;
- на обработанной поверхности лунки проставляются на концах рисок;
- на чистообработанных поверхностях линии не накернивают, они продлеваются до боковых граней, где и ставятся лунки.
- установить заготовку на плите рядом с деталью, при этом необходимо учитывать равномерность распределения на заготовке припусков;
- постепенно перенести все размеры с детали на заготовку;
- синхронно меняя положения заготовки и детали, рейсмусом переносить все размеры;
- контролировать с помощью угольника по линиям, нанесенным в предыдущем положении, соответствие установки детали и заготовки;
- закончить разметку следует накерниванием рисок.
Дефекты при нанесении плоскостной разметки оказывают негативное влияние на дальнейшие операции обработки заготовки и качество получаемых деталей. Если ошибки выявлены на ранних стадиях, то их можно устранить. В противном случае вся заготовка отбраковывается и является отходом производства.
Часто встречающиеся виды брака и причины их возникновения приведены в таблице.
· несоблюдение последовательности операций;
· неправильное использование инструментов;

Таким образом, плоскостная разметка – важная стадия производства металлических изделий. От ее точности зависит качество получаемой продукции.
Читайте также: