Как сделать шестеренку из металла в домашних условиях
Обновлено: 19.05.2024
Заказ на изготовление металлических украшений, в частности корзинок, можно разместить на стороне, но обойдется это очень дорого. А ведь так хочется, чтобы забор вокруг дома или ворота были не только надежными, но и красивыми! Если немного постараться, то корзинку из металла можно сделать своими руками, и это под силу любому взрослому физически крепкому человеку.
Понадобится
- 2 зубчатые шестерни по 15 зубцов с диаметром центрального отверстия 25 мм;
- круглая труба или стержень диаметром 24,5 мм и длиной 33 см;
- профильная квадратная труба двух типоразмеров;
- аэрозольная краска двух цветов;
- стальные прутки диаметром 5 мм и длиной 22 см;
- мягкая проволока и др.
Инструменты: сверлильный станок, сварочный аппарат, ручной станок для гибки труб, тиски, болгарка, 2 резиновых кольца и пр.
Процесс изготовления металлической декоративной корзинки с помощью гибочного устройства
На одном из торцов двух зубчатых шестерен на окружности диаметром 32,6 мм намечаем керном и высверливаем по 4 глухих отверстия диаметром 5,25 мм на равном расстоянии друг от друга.
В центральное отверстие одной из шестерен диаметром 25 мм со стороны 4-х просверленных отверстий вставляем трубу диаметром 24, 5 мм и длиной 33 см. Сделав вылет в 2-3 см с другой стороны шестерни, привариваем ее к трубе.
К вылету трубы поперек привариваем отрезок профильной квадратной трубы большего типоразмера.
Из профильной квадратной трубы меньшего типоразмера на ручном гибочном станке выполняем круг, подрезаем и свариваем концы и в результате получаем кольцо диаметром 29 см.
В центр полученного кольца укладываем вторую шестерню просверленными отверстиями вниз. Между кольцом и шестерней радиально укладываем 3 одинаковых по длине отрезка из квадратной трубы равномерно по окружности, т. е. через 120 градусов и все завариваем. В результате получается штурвал, состоящий из наружного кольца, трех спиц и шестерни посередине.
Надеваем шестерню штурвала просверленными отверстиями вниз на трубу, предварительно окрасив узлы устройства в разные цвета в соответствии с инженерной эргономикой. Штурвал должен свободно двигаться по трубе.
Зажимаем отрезок профильной трубы в тиски. Между шестернями в отверстия вертикально вставляем стальные прутки диаметром 5 мм и длиной 22 см и совершаем штурвалом 1 оборот. В результате прутки изогнутся вокруг трубы и получат своеобразный изгиб.
Шесть изогнутых прутков собираем в плотную упаковку и концы стягиваем резиновыми кольцами. Затем расправляем прутки в корзину так, чтобы расстояние между прутками в любом поперечном сечении было одинаковым. После чего концы прутков завариваем.
На обваренные концы надеваем отрезки профильных квадратных труб, которые также привариваем. Шлифуем места сварки болгаркой. Далее, начиная от труб, на основания корзинки плотно наматываем отожженную проволоку для маскировки места сварки.
Окрашиваем узлы корзинки в требуемые цвета, и она готова для установки в общую художественную конструкцию забора или ворот.
Смотрите видео
Как восстановить сломанный зуб шестерни

В механизмах прошлых лет выпуска (станки, редукторы, привода) зубчатые колеса и шестерни часто изготавливались из серого чугуна, которые при малых и средних нагрузках не уступали стальным аналогам, а процесс чугунного литья был проще и дешевле стального.
Но чугун хрупок, и в зубчатых колесах и шестернях при резком изменении нагрузки или ее возрастании ломались зубья, и весь механизм выходил из строя. Конечно, лучше было бы заменить зубчатое колесо или шестерню с отсутствующим зубом на новое изделие, что не всегда возможно. Тогда остается попробовать восстановить зуб другим способом.

Один из вариантов связан с механической подготовкой места сломанного зуба, наплавкой подходящего по прочности и другим характеристикам материала и обработкой наплавки до получения точного по геометрии нового зуба.
Необходимое оборудование, приспособления и материалы
- болгарка и мини-дрель (бормашина);
- кислородно-ацетиленовая сварочная горелка;
- клещи;
- биениемер (измерительная головка);
- токарный станок;
- наждачная бумага;
- вал с гайкой и трубчатым упором для блока зубчатого колеса и шестерни;
- фреза для формирования профиля впадины между зубьями;
- ось фрезы с захватом под ключ;
- фрезерный станок с делительной головкой;
- измерительный инструмент (штангенциркуль, микрометр) и т. д.
- кремнистый (силиконовый) бронзовый стержень;
- флюс (основная часть: бура с небольшой примесью магния);
- сварочное одеяло из стекловолокна;
- ветошь, тканевые салфетки и др.
Процесс восстановления сломанного зуба
- Подготовка места и заполнение (запайка) промежутка между двумя смежными целыми зубьями по отношению к отсутствующему.
- Изготовление державки для зуборезной фрезы и оси для закрепления блока зубчатого колеса и шестерни на станке в процессе обработки.
- Формирование профиля зуба путем выборки наплавленного материала специальной фрезой с двух сторон.
Подготовка места пайки

Поскольку серый чугун механически трудно обрабатывается, сделать это с помощью мини-дрели практически невозможно. Лучше и быстрее шлифовку сломанного зуба произвести с применением болгарки.

В конце можно для придания шероховатости основанию подработать место пайки бормашиной. Это обеспечит более прочное соединение наплавляемого материала с чугуном.


Процесс термической пайки

Он начинается с основательного и равномерного прогрева с помощью газо-ацетиленовой горелки, как места пайки, так и прилегающих частей шестерни. Иначе увеличивается вероятность образования трещин в чугунной детали.
Затем докрасна прогревается место пайки и слегка кремнистый (силиконовый) бронзовый стержень, который после разогрева опускается в емкость с флюсом, состоящий в основном из буры с добавлением небольшого количества магния.
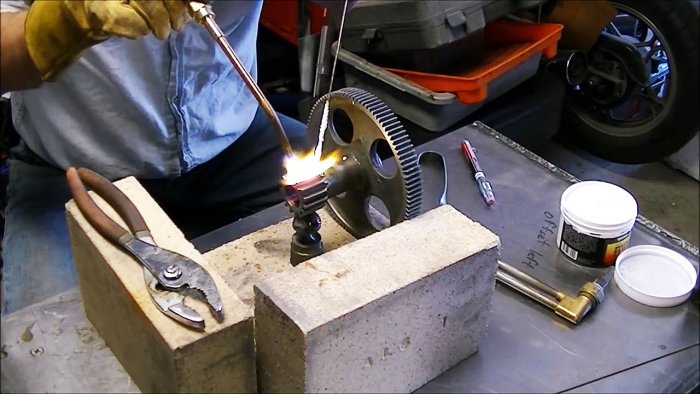
Далее силиконовый бронзовый стержень, покрытый флюсом, помещается над впадиной и плавится с помощью пламени газо-ацетиленовой горелки. Эта операция продолжается до тех пор, пока кремнистый бронзовый припой не заполнит весь объем впадины между смежными целыми зубьями.
В конце этого этапа, чтобы от быстрого охлаждения напайка не потрескалась, накрываем восстанавливаемую деталь сварочным одеялом из стекловолокна и оставляем до медленного остывания в течение необходимого времени.

Процесс обработки торцов шестерни с напайкой
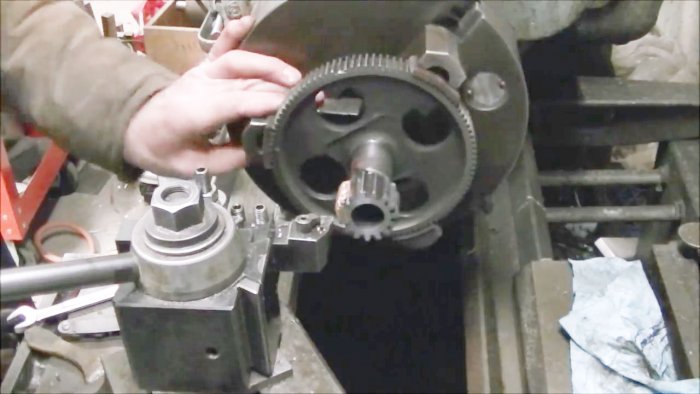
Зажимаем зубчатое колесо в патрон токарного станка и посредством измерительной головки выставляем блок с минимально допустимым биением, подбивая при необходимости шестерню с той или другой стороны киянкой.

Затем с помощью резцов снимаем наплывы напайки, выступающие за торцы шестерни. В конце обточки наждачной бумагой производим шлифовку мест обработки.


Подготовка блока и фрезы к работе
Блок зубчатого колеса и шестерни насаживаем на токарном станке на заранее заготовленную ось с помощью закручивания гайки и цилиндрического упора.

Для изготовления державки для фрезы берем стальной стержень определенной длины и по диаметру чуть больше посадочного отверстия в инструменте. Зажимаем его в патроне токарного станка и с одного торца сверлим вначале центровочным сверлом небольшое отверстие, которое затем расширяем спиральным сверлом до необходимого размера.
Далее в задней бабке станка закрепляем метчик и вводим его в отверстие на торце стержня. Отводим бабку назад и нарезаем резьбу вручную, вращая метчик воротком. В образовавшуюся резьбу вворачиваем самодельный болт с плоской цилиндрической головкой и двумя симметрично расположенными прямоугольными вырезами относительно центра стержня для захвата специальным ключом.


Затем торцуем стержень с другой стороны и протачиваем на необходимую длину под диаметр шпинделя фрезерного станка. Обточку ведем с периодической проверкой диаметра, чтобы не прослабить размер. В конце шлифуем место обточки лентой из наждачной бумаги и протираем тканевой салфеткой.
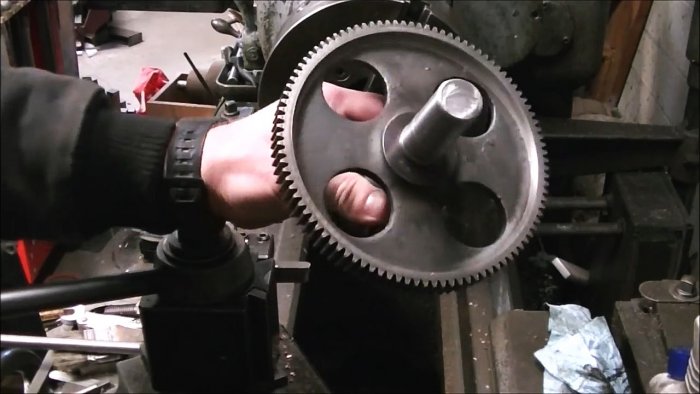
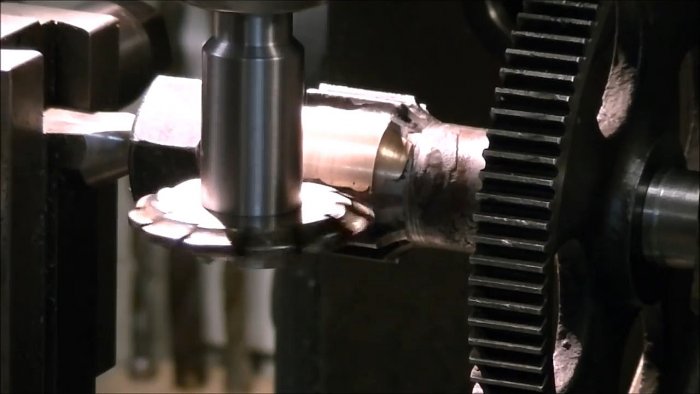
Формирование профиля зуба
Закрепляем державку фрезы в шпинделе фрезерного станка и протачиваем стержень под размер отверстия в фрезе, периодически измеряя диаметр микрометром. В конце шлифуем место проточки наждачной бумагой и протираем ветошью.
Надеваем на державку фрезу и закрепляем на торце крепежным болтом вначале от руки, а в конце специальным ключом с воротком. Устанавливаем на рабочий стол фрезерного станка делительную головку и заднюю бабку. Зажимая между ними идеально ровный стальной стрежень, выставляем эти узлы для обеспечения максимальной соосности в вертикальной и горизонтальной плоскостях. Для этого используем измерительные головки и регулируем положение задней бабки относительно делительной головки. После выставления, данные узлы надежно закрепляем на столе фрезерного станка.
Самая важная операция – это точное выставление фрезы относительно восстанавливаемой шестерни. Для этого используем штангенциркуль, микрометр, металлическую линейку.

Делим характеристику головки на число зубьев и получаем количество оборотов рукоятки на 1 зуб. Обычно получается дробное число. Затем это значение находится на круге делителя.
Теперь можно включить шпиндель фрезерного станка и приступить к формированию одной из впадин восстанавливаемого зуба. Это лучше сделать за 2-3 прохода, чтобы не повредить наплавку. При формировании зуба необходимо удалять с фрезы частицы срезаемого материала и смазывать инструмент. Далее отводим фрезу и поворачиваем шестерню строго на шаг делительной головкой и вновь повторяем предыдущую операцию.


Одно замечание
Зачем брать кремнистую бронзу для формирования зуба на чугунной шестерне? Не надежней ли заварить впадину между зубьями чугунным электродом и потом обработать зуборезной фрезой?
Если так поступить, то из-за высокой температуры чугун «отбеливается» и создаются участки, которые практически не поддаются механической обработке. Силиконовая же бронза аналогична по прочности серому чугуну, а по прочности на растяжение даже выше. При этом, ее обработка, как мы убедились, совсем нетрудна.
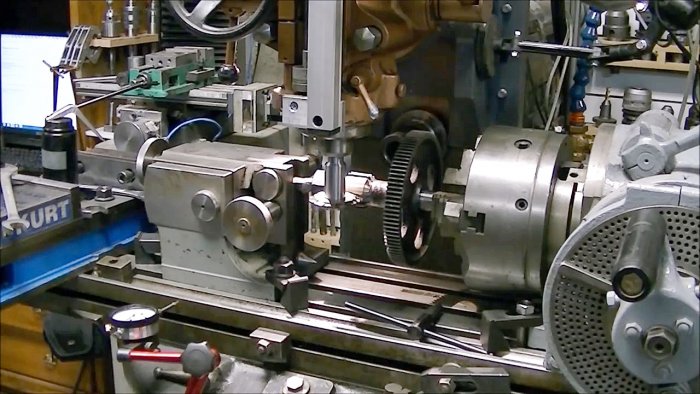
Как изготовить шестерню по образцу своими руками
Одной из самых сложных и, тем не менее, распространенных механических систем является зубчатая передача. Это отличный способ передачи механической энергии из одного места в другое и способ увеличения или уменьшения мощности (крутящего момента), а также увеличения или уменьшения скорости чего-либо.
Как сделать шестеренку своими руками? Проблема всегда заключаются в том, что для создания эффективных зубчатых колес требуется достаточно много навыков рисования и знание математики, а также умение создавать сложные детали.
Для любительского нет необходимости иметь максимальную эффективность, поэтому мы можем получить намного более легкую в изготовлении систему, даже с подручными инструментами.
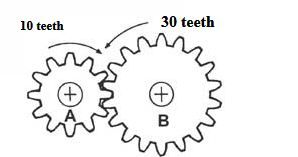
Шестерня — это ряд зубьев на колесе. (Обратите внимание на диаграмму выше, они пометили неправильное количество зубьев на шестернях — извините)
Шаг 1: Формулы и расчеты
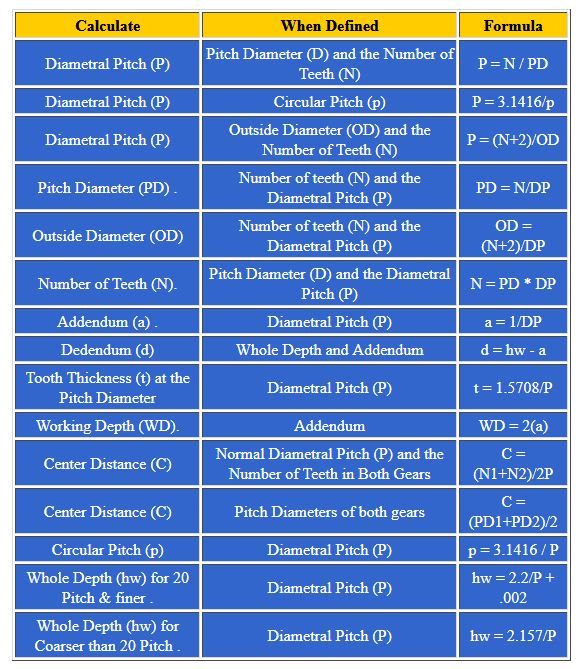
Формулы для рисования и изготовления зубьев зубчатых колес в избытке можно найти в интернете, но для новичка они кажутся очень сложными.
Я решил упростить задачу, и решение очень хорошо работает как в больших, так и в малых масштабах. В небольших масштабах это лучше всего подходит для машинной резки с помощью лазерных резаков, например, очень маленькие зубчатые колеса могут быть успешно изготовлены таким образом.
Шаг 2: Простой способ
Итак, форма зубца, если говорить просто, может представлять собой полукруг.
Шаг 3: Определяем размеры
Теперь мы можем определить параметры, чтобы сделать шестерню:
- Насколько большими / маленькими будут зубья шестерни (диаметр) — чем меньше шестерня, тем меньше должны быть зубья.
- Все зубья, которые собираются в сцепление (соединяются), должны быть одинакового размера, поэтому сначала нужно рассчитать меньшую шестерню.
Давайте начнем с зубьев размером 10 мм.
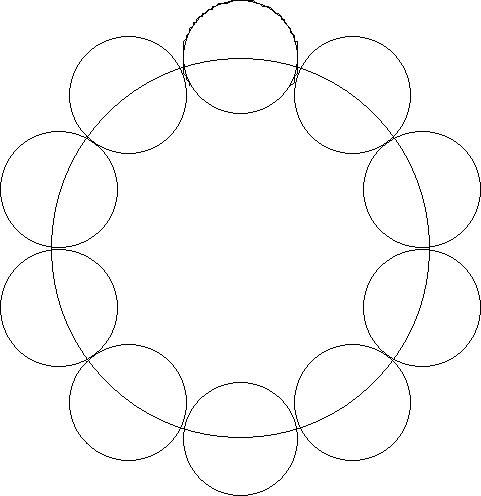
Я хочу шестерню с 5 зубьями, чтобы круг был 10х10 мм (в окружности) = 100 мм.
Чтобы нарисовать этот круг, мне нужно найти диаметр, поэтому я использую математику и калькулятор и делю окружность (100 мм) на Pi = 3,142.
Это дает мне диаметр 31,8 мм, и я могу нарисовать этот круг с помощью циркуля, а затем нарисовать с помощью циркуля на его окружности ровно 10 кругов диаметром 10 мм.
Если у вас есть такая возможность, то проще сделать все с помощью программного обеспечения для рисования. Если вы используете программное обеспечение, вы должны иметь возможность вращать круги зубьев вокруг основного круга, и вам нужно будет знать, как далеко повернуть каждый зуб. Это легко рассчитать: делите 360 градусов на количество кругов. Таким образом, для наших 10 кругов 360/10 = 36 градусов для каждого зуба.
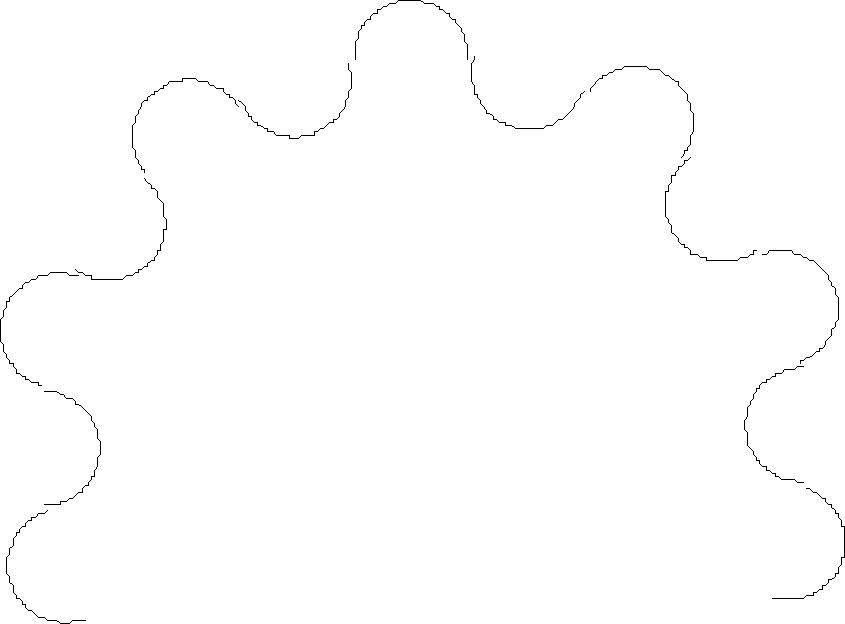
Шаг 4: Делаем зубчатую форму
Удалите верхнюю часть одного круга и нижнюю часть следующего круга. Чтобы сделать это, у вас должно быть четное количество зубьев
У нас есть первая шестерня. Она может быть вырезана из дерева или металла с помощью базовых подручных инструментов, пил и напильников.
Этот процесс легко повторить для любого количества шестеренок, которое вам нужно. Держите размер круга по образцу, и они будут соответствовать друг другу.
Шаг 5: Получите шестерёнку
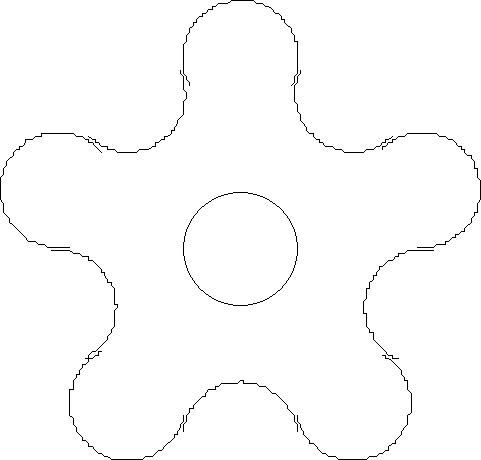
Поскольку такие полукруглые шестеренки легко вырезать, вы можете сделать их с помощью подручного инструмента и лобзика или пилы.
Раньше я делал шаблон из 9 или 10 зубьев на фанере и использовал его в качестве ориентира для моего ручного фрезера и без проблем вырезал шестерни.
Если у вас есть доступ к лазерному резцу, они могут быть вырезаны из акрила 3 или 5 мм толщины и быть очень маленьких размеров.
Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.
Как сделать шестерню?
Широкое распространение зубчатых передач обусловлено их надежностью и простотой исполнения. Соответствующие механизмы используются в раздвижных воротах, подъемниках, бытовой и хозяйственной технике.
Многие производители экономят на материале шестерней. Они применяют некачественный пластик и металлосодержащие сплавы. В результате происходит преждевременная поломка зубьев, и узел выходит из строя.

Рис. 1 Сломанная шестерня
Сегодня мы расскажем, как изготовить шестерни за счет собственных сил. Читателям будут предложены способы, связанные с отливкой и механической обработкой. С их помощью удастся создать ремонтный комплект, восстановив функционал механизма на первое время.
Способ №1 Вырезание шестерни посредством шаблона
Наиболее простой и удобный метод производства шестерен . Он предполагает использование листового пластика или иного прочного материала, подходящего для подготовки передаточных компонентов.
Для выполнения работ понадобится:
- программа Компас 3D;
- расчетные формулы;
- принтер и бумага;
- листовая заготовка;
- инструменты для механической обработки.
При подборе инструментов стоит учитывать материал изготовления заготовки. Это обеспечит высокое качество обработки, исключит сложности при формировании зубьев.
Шаг 1: использование формул
Создание шестерни начинается с расчета ее параметров. Для этого можно использовать формулы, таблицы или функционал соответствующих программ. Такой подход позволит создать деталь, соответствующую заводским параметрам, предотвратит сбои в работе механизма.

Таблица 1. Подбор шестерней для токарных станков ТВ-4 и ТВ-6
Многие производители оборудования размещают таблицы, позволяющие сделать шестерни самому . При изготовлении заготовок возможны погрешности, однако они удаляются абразивными материалами.
Шаг 2: создание шаблона
Быстро создать шаблон шестерни поможет отечественная программа Компас-3D. ПО предназначено для проектировщиков, удобно в освоении и использовании.
В каталоге «Компаса» множество серийных шестерней. Работа с ними исключает вычерчивание деталей – достаточно выбрать шаблон с требуемыми параметрами.

Рис. 2 Изготовление шестерни посредством функционала Компас-3D
При изготовлении шестерни на заказ задействуются штатные инструменты для формирования эскиза и последующего чертежа.
Шаг 3: распечатка шаблона
Шаблон шестерни распечатывается на обычном принтере. При этом важно соблюсти соответствие размеров эскиза и выводимого на печать рисунка. Функционал программы позволяет изменять масштаб печатаемого изображения с точностью до сотых долей.

Рис. 3 Изменение масштаба в Компас-3D
После распечатки шаблона размеры сверяются линейкой. Это исключает проблемы при интеграции шестерни, избавляет от необходимости дополнительной обработки.
При выявлении несоответствий стоит изменить масштабирование в программе и распечатать шаблон заново.
Шаг 4: размещение шаблона на поверхности листового материала
Сделав шестерню в Компас-3D и на бумаге, можно приступать к подготовке реального компонента. Для этого необходимо наклеить шаблон на заготовку и дождаться его фиксации.

Рис. 4 Подготовка листового пластика к фиксации шаблона
Шаблон можно размещать на поверхности пластика, металла и прочих материалов. Основное требование к заготовке – отсутствие неровностей.
Шаг 5: размещение шаблона на поверхности листового материала
Шестерня выпиливается в соответствии с шаблоном. Для этого используется ручной или электрический инструмент.

Рис. 5 Резка на станке
Такой способ изготовления подходит для деталей с выраженными, крупными зубьями. С его помощью не производятся шестерни с большим количеством компактных зубцов.
Шаг 6: финишная обработка
Изготовление шестерни завершается механической обработкой детали. Для этого используются абразивные инструменты или токарные станки. В отдельных случаях применяются прочие вспомогательные приспособления.

Рис. 6 Обработка шестерни на токарном станке
При работе с заготовкой нужно соблюдать осторожность. Недопустимо удаление избыточного слоя материала с поверхности шестерни. Такое действие вызовет изменение размеров компонента, исключит его полноценное использование в рамках зубчатой передачи.
Представленная методика позволяет сделать шестерни своими руками с минимальной оснасткой. Выполнить операции можно в мастерской или гараже. Полученные детали выступают в качестве временного решения, не являются полноценной заменой заводской продукции.
Для качественного ремонта узла рекомендуется приобрести компоненты в заводском исполнении.
Способ №2 Отливка шестерни в гипсовой форме
Метод, позволяющий изготовить шестерню по образцу. Он актуален при создании дополнительного комплекта шестерней и замене сломанного изделия. Для проведения работ потребуется исходная шестерня, клей, желатин, воск, гипс и лом легкоплавких металлов (подойдет свинец или алюминий).
Шаг 1: восстановление целостности изделия
Процедура актуальна, если планируется восстановление поврежденной шестерни. Компоненты изделия соединяются при помощи «Суперклея» или двухкомпонентных смесей. В ходе работ используются качественные составы, надежно фиксирующие элементы. Экономия на клее не позволит получить основу требуемой прочности.

Рис. 7 Нанесение двухкомпонентного клея на поврежденную поверхность шестерни
Шаг 2: подготовка первичной формы
Для создания формы цельной шестерни подготавливается специальный состав. Работы выполняются в следующем порядке.
- На плиту устанавливается кастрюля с небольшим количеством воды.
- По мере нагрева жидкости в нее добавляется желатин. Состав непрерывно помешивается для предотвращения образования комков.
- Получившаяся однородная масса разбавляется глицерином.
Восстановленная шестерня размещается в чистой емкости, после чего заливается смесью из желатина и глицерина. Тара располагается в холодном месте.
Шаг 3: подготовка первичной формы
Из застывшего желатинового состава извлекается шестерня. В результате получается форма требуемого размера.

Рис. 9 Извлечение шестерни
Шаг 4: создание воскового дубликата
В желатиновую форму заливается расплавленный воск. После его застывания формируется копия восстанавливаемой шестерни. Ее необходимо извлечь.

Рис. 10 Создание воскового дубликата
Размеры воскового дубликата сравниваются с параметрами исходной детали. Если различий нет, можно приступать к следующему шагу.

Рис. 11 Сравнение исходной детали и воскового дубликата
Шаг 5: подготовка гипсовой смеси
Гипсовая смесь разводится с водой до консистенции густой сметаны. Далее восковая деталь помещается в металлическую емкость и заполняется смесью.

Рис. 12 Заливка гипсом восковой детали
При проведении работ важно использовать чистый гипс. Не допускается применение гипсовых штукатурок, шпаклевок и аналогичных составов. Такие смеси не предназначены для создания форм, могут трескаться и изменять геометрию под воздействием высоких температур.
Шаг 6: удаление воска
После застывания гипса в нем просверливается 2 отверстия – они необходимы для извлечения расплавленного воска. Затем форма отправляется в печь, устанавливается отверстиями вниз. По мере нагрева происходит сплавление и вытекание воска. Внутри остается чистое пространство для заполнения основным материалом.

Рис. 13 Гипсовые формы в печи
Шаг 7: заливка металла
Металл, используемый для формирования шестерней, нагревается до температуры плавления. Операция проводится в классической или электрической печи.

Рис. 14 Плавление свинца в домашних условиях
Расплавленный металл заливается в заранее подготовленную форму. При проведении работ важно соблюдать осторожность. Необходимо использовать сварочные рукавицы, очки и прочие средства защиты.

Рис. 15 Заливка расплавленного металла в форму
В верхней части формы должны присутствовать два отверстия: первое – для заливки расплавленного металла, второе – для отвода газа.
Шаг 8: извлечение шестерни
После остывания металла происходит разрушение формы и излечение шестерни. Разбить гипсовую оболочку можно любым ударным инструментом, главное, чтобы прошло достаточно времени для остывания материала.

Рис. 16 Извлечение отлитой заготовки
С детали спиливается сторонний компонент, оставшийся после заливки, затем она подвергается финальной обработке.

Рис. 17 Спиливание элемента в форме заливочной раковины
Шаг 9: механическая обработка
Неровности на поверхности шестерни удаляются посредством абразивного инструмента.
Для получения наилучшего результата необходимо использовать токарный станок. Он позволяет сформировать ровные поверхности, убрать шероховатости и прочие дефекты.

Рис. 19 Обработка заготовки на станке
Промежутки между зубцами обрабатываются вручную. Для этого используются соответствующие напильники и наждачная бумага.
Второй метод изготовлении шестерней более затратный и трудоемкий. Он предполагает наличие определенных навыков и профильного инструмента. При этом мастер может изготавливать сложные детали с большим количеством зубцов. Ему удастся подготовить ремонтные комплекты для полного восстановления функционала узла.
При отсутствии требуемой подготовки не рекомендуется экспериментировать с формами и расплавленными материалами. Оптимальным решением станет заказ детали на производстве или покупка запчастей в магазине.
Читайте также: