Как сделать шестигранное отверстие в металле
Обновлено: 18.05.2024
Не исключено, что потребность в шестигранных отверстиях может появиться при изготовлении самодельных устройств или ремонте неисправной техники. Для этой цели существует, например, серия недешевых инструментов.
Чтобы не тратить деньги, можно самому попытаться сделать приспособление с заданными функциями, для чего необходимо обладать хотя бы начальными слесарными навыками, а также запастись некоторыми инструментами и материалами.

Понадобится
- сверлильный станок или электродрель;
- сверла нужного диаметра;
- электромеханический наждачный круг;
- слесарные тиски;
- ножовка по металлу или болгарка;
- набор проставок (отрезки толстостенных труб различной длины);
- удлинитель для ворота тисков (кусок подходящей трубы).
Процесс создания инструмента для шестигранного отверстия
Этот этап – наиболее ответственный и важный, поскольку от надежности и точности размеров планируемой протяжки будет зависеть качество предполагаемого шестигранного отверстия в металле.
Последовательность работы должна быть приблизительно следующей:
1. Обычно шестигранные ключи имеют Г-образную форму. Отрезаем короткую часть (ручку) ниже сгиба ножовкой по металлу или болгаркой.
2. Формируем из ровной (рабочей) части заготовку длиной от 50 до 75 мм в зависимости от поперечного размера будущего инструмента.

3. С помощью подходящих средств (наждачный круг, очень твердый напильник) придаем заготовке форму легкого равномерного конуса, сохраняя одинаковость огранки в любом сечении по периметру.
4. Используя грани наждачного круга, формируем от трех до пяти поперечных колец.

Они нужны для улучшения режущих свойств приспособления и накопления (удержания) снятого при обработке металла.

Процесс формирования шестигранного отверстия
Эту работу выполняем в следующей последовательности:
1. Вначале необходимо просверлить дрелью или на сверлильном станке в металле, вспомогательное отверстие диаметром, который можно рассчитать по очень простой зависимости, полученной опытным путем:
Dвсп.отв. = Dшстгр. × 1,020, где Dвсп.отв. – диаметр вспомогательного отверстия, Dшстгр. – толщина (размер) шестигранника.
Например, в случае, если он составляет по толщине 15 мм (расстояние между противоположными гранями), диаметр предварительного отверстия должен составить: 15 мм × 1,020 = 15,30 мм.

2. Вставляем направляющую часть самодельного инструмента в просверленное отверстие в металлической детали и для надежности слегка ударяем по противоположному торцу молотком.

3. Полученную конструкцию (металлическую пластину с закрепленным в ней инструментом, формирующим шестигранное отверстие) помещаем между губками тисков и устанавливаем со стороны выхода протяжки подходящую по длине проставку для приема самодельного инструмента.

4. Сдвигаем губки тисков, вращая ворот. В случае большого сопротивления на ворот надеваем удлинитель для увеличения плеча и, соответственно, усилия зажима. Этот процесс продолжаем до тех пор, пока протяжка полностью не пройдет сквозь металлическую пластину.

5. Разжимаем губки тисков и выбиваем молотком протяжку из сформированного отверстия в обратную сторону. Для повышения качества отверстия прогоняем протяжку с другой стороны по тому же порядку, что и в пункте 4.

6. Заключительная операция связана с удалением остатков металлических частиц и образовавшихся заусенцев. Для этого можно использовать болгарку, напильник и наждачную бумагу.
Металл, в котором мы собираемся сделать шестигранное отверстие не должен быть тверже материала рабочей части ключа Аллена.
Original article in English
14. Шестигранные отверстия

Очень мне нравятся болты с внутренними шестигранниками в головке. Некоторые называют их имбусовыми, но мне приятней называть по-человечески - хоть по-русски, хоть по-английски. Если кто-то знает, откуда происходит такое странное название - сообщите! Почему нравятся? Ключ удобный - компактный и подходит для любой ситуации (не нужно иметь рожковый, торцовый и накидной). Легко сильно затянуть резьбу, если необходимо. Головку болта легко "утопить". А еще болты с такой головкой обычно не делают из "пластилина" и слишком уж кривыми.
К сожалению, не всегда можно взять готовый болт или его обрезать. Бывает что нужна большая или, наоборот, маленькая головка. Или длина запредельная. Или требуются каленые стопорные винты - их и купить непросто и стоят неприлично дорого.
Жил себе не тужил, изредка использовал свои прошивки - неизменно удачно. Но однажды увидал "всплывшую" ветку про внутренние шестигранники (их не одна на форуме), а там ссылки на буржуйские рекламные видео "rotary broaching". Под бодрую музыку инструмент входит в деталь как в масло, получается отверстие - хоть шестигранник, хоть квадрат, хоть звездочка. И даже принцип действия объясняется наглядно. Потом мне еще подбросили ссылочку на подобную комерческую приспособу для настольных токарников (несуразно дорогую).
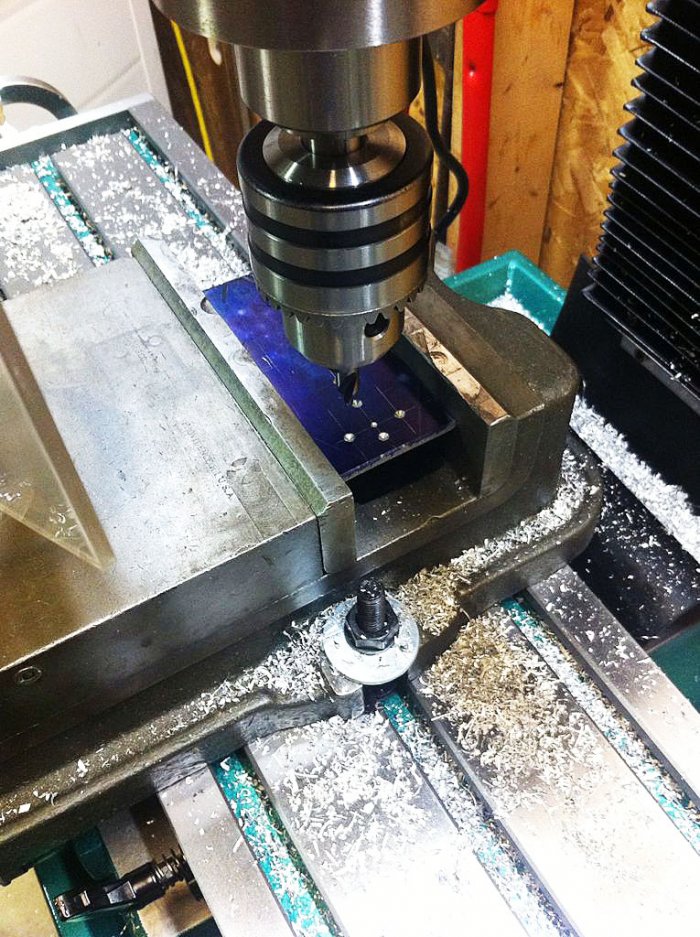
В точности сохранил углы, размеры поменял на меньшие и убрал то, что не нужно в пробном варианте. Получилась у меня вот такая штука (пара трения - Ст.45 по чугуну).
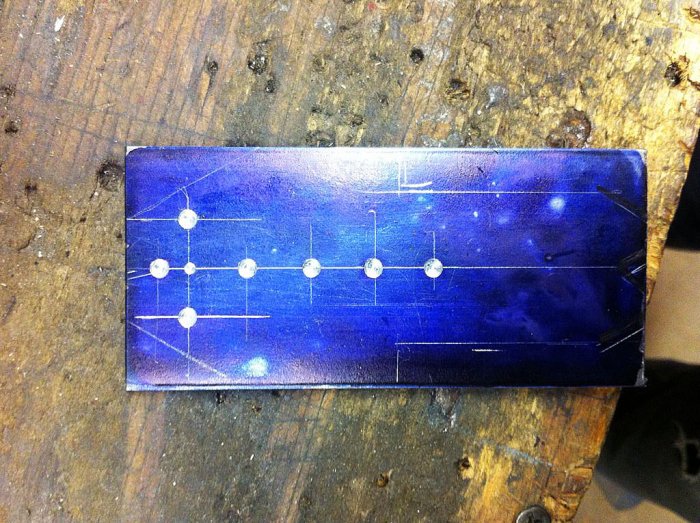
Сделал для пробы несколько 6 мм шестигранных отверстий в стали. Слева направо Ст.3, Ст 20, Ст. 45
Качество отверстий вполне приемлемое. Хотя, конечно, не такое как в продажных болтах или после первой моей приспособы (для тисков). Но, к сожалению, стало ясно, что 8 мм шестигранник мой китайский токарник (С3) уже не потянет. Уже и с 6 мм крутить рукоятку пиноли ЗБ приходилось так сильно, что ЗБ отползала назад. Стружку я высверливал сверлом 6 мм в середине и в конце процедуры - поэтому дно отверстий чистое.
В общем стало ясно, что "фирменный" метод - это не для мелких китайцев. Или по крайней мере не для крупных шестигранников в Ст. 45. Оно и понятно: осевое усилие на прошивку при несоосном вращении требуется поменьше, чем без вращения, но всего-то в несколько раз. Хорошо сделано рекламное видео - напрочь отключает здравый смысл! :) Оказалось вдобавок, что прошивка из У8 на Ст. 45 бысторо садится. Сделал из концевой фрезы из Р6М5 - эта уже не садится, но режет так же тяжело.
Задумался снова на тему прошивок без вращения - на большие размеры и уже не для тисков, а для пресса. Благо сделал в свое время пресс из китайского гидравлического домкрата. Придумалось как можно улучшить конструкцию прошивок применительно к новой задаче. Изготовил на пробу для 14 мм - получилось неплохо. Шестигранники делаются достаточно легко и выглядят красиво. Вот готовые шестигранники в Ст. 45 (хвостовик резца 16х25).
Правое отверстие слегка раззенковано (потом) - в основном для эстетики. А вот сам инструмент - две прошивки (сталь У8. закалка в масле, низкий отпуск). Слева - первая, справа вторая. И еще болт М8 (самоделка из Ст. 45), служащий для извлечения прошивок из отверстия.
Выступы на первой прошивке обеспечивают центровку в исходном отверстии. После утапливания на несколько мм она извлекается и заменяется основной. И ей шестигранное отверстие прошивается уже до конца. Усилие создается 10 т прессом и в самом конце требуется где-то около 5 тонн (для Ст.3 - гораздо меньше). На следующих фото - отверстие после первой и второй прошивок.
На самом последнем этапе стружка высверливается тем же сверлом 14.0 мм, которым сверлилось начальное отверстие. В уголках на самом дне остаются небольшие уступчики (высотой около 1 мм), но с этим уже ничего не поделаешь.
А вот тот самый пресс - весит всего 17 кг и когда требуется взгромождается на табуретку. А когда не требуется - стоит в углу (можно даже и в тумбочку засунуть). Индикатор (на фото) использовался для измерения усилия (по растяжению стойки). При обычной работе он не нужен. Пресс не самый удобный (давит вверх), но, возможно, самый легкий из 10-тонных.
Как сделать 6 угольное отверстие в металле

Как сделать шестиугольное отверстие в металле.
Шаг 1:
В этой инструкции я покажу вам, как сделать в металле отверстие шестиугольной формы. Причина, по которой я это делаю, в том, что у них мало информации по этой теме. Это не очень дорогой метод. Я надеюсь, вам понравится.
Шаг 2: Инструменты
Вам понадобятся:
— Сверла нужного
размера с шестигранной головкой
— Шестигранный ключ нужного размера с шестигранной головкой
Тиски верстака или пресс для дерева
— Дрель или сверлильный станок
Шаг 3: Сверление круглых отверстий



Сначала вы собираетесь сверлить свои отверстия. Я использовал центральное сверло и фрезу, чтобы точно сверлить мои отверстия. Сверлильный станок тоже подойдет. Совет: я рекомендую использовать дрель, но она немного меньше нужного вам размера. Вы можете использовать точный размер, но сверло меньшего размера оставит более четкую шестигранную форму
Шаг 4: Создание инструмента
Это ключ к созданию шестигранного отверстия. Вам нужно получить ключ Аллена с нужным вам размером. Вы тогда сокращаете это приблизительно до 2-3 дюймов. Затем вам нужно положить конус на один конец. Вы делаете это с помощью настольной мясорубки. Затем вам нужно добавить кольца вокруг всего инструмента. Вы можете сделать это, используя сторону шлифовального круга.
Шаг 5: Тиски
Теперь вы кладете различные гнезда для поддержки заготовки в тисках. Затем вы помещаете деталь и инструмент в тиски и добавляете небольшое давление. Вы можете настроить прямолинейность этого с молотка (слегка). Наденьте защиту для глаз! Я не несу ответственности, если вы навредите себе, делая следующий шаг. Будь осторожен. Вы сейчас подтягиваете тиски. Возможно, вы захотите использовать трубу для кредитного плеча. Затягивайте до тех пор, пока инструмент не пройдет через всю деталь.
Шаг 6: Выбить инструмент из заготовки

Когда инструмент полностью пройден, выньте его из тисков и выбейте инструмент из отверстия молотком. Затем вы можете повторить этот процесс на другой стороне, чтобы сделать его более четким. После того, как вы закончите, вы захотите зачистить дыру. Для этого вы можете использовать угловую шлифовальную машину с откидным диском.
Шаг 7:
Возможно, вы захотите очистить дыру с небольшими напильниками. И теперь у вас есть металлическое отверстие шестиугольной формы! Инструмент представляет собой шестигранный ключ 3/8. Я надеюсь, что это помогло.
3 комментария
Я представляю, как тяжело было бы это сделать, но пошаговый инструмент такого типа был бы удивительным … один инструмент с несколькими приращениями шестнадцатеричных размеров
Это так круто! И я узнал что-то новое, я никогда не слышал о жидкости для макетов … это будет в моем списке покупок! Спасибо!
Я думаю, что инструмент, который вы сделали, называется протяжкой, процесс создания шестигранного отверстия (или любой другой формы).
Инструмент для проделывания шестиугольных отверстий под головки болтов

Когда нужно утопить болт в деревянную заготовку, то предварительно необходимо сделать шестигранное отверстие под головку.
Для этого нам пригодится очень простой самодельный инструмент, который можно сделать из подручных материалов.
- деревянный брусок;
- резьбовая шпилька;
- гайки с металлическими шайбами;
- удлиненная муфта.
Своим личным опытом изготовления самодельного инструмента поделился с нами автор YouTube канала Far East Wood. Рекомендуем взять идею себе на заметку.
Основные этапы работ
Первым делом необходимо обрезать удлиненную муфту, как показано на фото ниже. То есть надо просто сделать треугольный вырез.

Дальше нам потребуется деревянная ручка. Вырезаем заготовку требуемого размера из деревянного бруска. Обтачиваем ее на шлифовальном станке или с помощью болгарки. Высверливаем отверстие и вставляем болт.


На следующем этапе приступаем к сборке самодельного инструмента.
После того как вставили длинный болт в деревянную ручку, фиксируем его при помощи шестигранной гайки. Затем накручиваем на болт еще одну гайку и удлиненную муфту.

Как сделать шестиугольное отверстие
Сначала подбираем сверло подходящего диаметра, чтобы совпадало с болтом, который нужно установить в деревянную заготовку. Просверливаем отверстие.


После этого устанавливаем самодельный инструмент и ударами молотка забиваем его на нужную глубину. Дорабатываем отверстие стамеской.


Видео по теме
Пошаговый процесс изготовления самодельного инструмента и его применение можно посмотреть ниже — в авторском видеоролике.
Читайте также: