Как скрутить трубу из металла
Обновлено: 18.05.2024
Трубы, согнутые под углом, нашли применение в нефтяной и химической отраслях, машино- и аппаратостроении. Без них не обходится ни один архитектурный или строительный проект.
Для поворотов можно использовать всевозможные фитинги, но тогда возможно возникновение течи, а иногда это просто недопустимо из эстетических соображений. Более привлекательный внешний вид и высокую надежность обеспечивает гибка труб — процесс, не нарушающий их целостность.
Мы расскажем, как лучше согнуть металлическую трубу как по холодной, так и по горячей технологии. В представленной нами статье описана специфика сгибания труб, выполненных из различных материалов. Приведены особенности работы с профильными и обычными круглыми трубами.
Особенности процесса гибки
Каждый металл обладает своими особенностями, без их учета невозможно придать металлическому прокату сложную форму. На изгибаемую трубу воздействуют радиальные и тангенциальные силы.
Первые деформируют сечение, а последние способствуют появлению складок. Основное требование к окончательному результату — сечение трубы должно остаться без изменений, а на стенках не должно быть гофр. Гибка позволяет свести к минимуму число сварных швов при прокладке трубопроводов со всяческими отводами.
Гибка труб чаще всего востребована в сфере сооружения каркасов для устройства теплиц, навесов, входных групп, веранд, садовой мебели. В результате получается наиболее износостойкая основа для крепления деревянных, металлических, поликарбонатных деталей
Гибка труб для сборки трубопроводов позволяет сократить число фитингов, а значит, и количество угрожающих протечкой точек. Однако без использования специализированного инструмента гнуть трубы нежелательно. В итоге усилий дилетанта уменьшается сечение, следовательно изменяется давление среды и пропускная способность магистрали
Для получения идеального радиуса гибки без существенной деформации сечения трубы используют гибочные приспособления и установки
Если гибку трубы производят нечасто, достаточно соорудить плиту с дорнами для опоры трубы или сделать ручной инструмент из подручных материалов
Для фигурной деформации труб по одному заданному радиусу можно сделать оправку - приспособление с округлым краем, форму которого придают сгибаемой трубе
По способу привода в действие все гибочные станки делятся на механические и электрические. По принципу действия они подразделяются на вальцовые (роликовые) и гидравлические
Включение в схему станка домкратов, рычагов, гидравлических поршней позволяет существенно облегчить выполнение гибка, сократив прилагаемые физические усилия
Ручные гибочные инструменты и стационарные станки с гидравлическим гибочным механизмом можно приводить в действие с помощью электропривода
Способы сгибания труб
Исходя из требуемого угла загиба, материала и диаметра трубы, гибку можно осуществить вручную или с применением специального оборудования. Различают также горячую и холодную гибку, с наполнением полости трубы и без ее наполнения.

Здесь схема, формулы и рекомендации по расчету параметров гибки труб, следование которым является гарантией хорошего результата
После прекращения воздействия нагрузки возникает такое явление, как пружинение, прямо пропорциональное модулю упругости материала. Величина возможной деформации также зависит от примененного метода гибки и геометрии объекта.
Специфика горячей технологии
Выбирают этот метод, когда нужно согнуть трубу диаметром от 10 см. Деформируют трубы горячим способом как вручную, так и с применением механизмов. Существует такое понятие, как минимальный радиус изгиба.
Протяженность зоны трубы, которую необходимо нагреть, определяют исходя из диаметра трубы и угла изгиба. При этом закругление не может быть меньшим, чем диаметр трубы, умноженный на 3.
Находят длину нагреваемого участка по формуле:
L = α х d / 15
В формуле: L — искомая длина в мм, α — угол изгиба в градусах, d — диаметр трубы снаружи в мм, 15 — коэффициент. Допустим, трубу диаметром 200 мм нужно изогнуть под углом 60⁰, тогда L = 60 х 200/15 = 800 мм, т.е. 4 диаметра.
Минимально допустимую величину радиуса изгиба для водогазопроводных труб в соответствии с требованиями ГОСТ 3262-92 можно взять из таблицы
Чтобы согнуть трубу, ее нужно нагреть до 900⁰. Оптимальная температура для начала гибки 760⁰, а на конец — 720⁰С. При пережоге ухудшаются прочностные характеристики материала.
В процесс горячего изгиба входит несколько операций:
- изготовление шаблона;
- набивка песком;
- разметка участка;
- нагрев;
- изгибание.
Чтобы не деформировалось сечение трубы и на внутренней ее части в месте изгиба не образовывались сладки, внутреннее пространство набивают кварцевым песком.
Предварительно песок сушат и прокаливают, с целью удалить органические примеси при температуре от 150 до 500⁰, а после пропускают через мелкое решето с размером ячеек 3,3 х 3,3 мм. Перед тем как начать набивку трубы, нужно заглушить один ее конец.
В качестве заглушек применяют деревянные или металлические пробки, имеющие отверстие для выхода газов. Мелкий и влажный песок использовать нельзя, т.к. первый при термическом воздействии спекается и крепко пристает к стенкам труб.
Второй, в результате образования пара, способствует возникновению высокого внутреннего давления, что может стать причиной вылета пробки. Недопустимо наличие в набивке камешков, они могут продавить стенку трубы.
Процесс набивки трубы очень трудоемкий, поэтому ее транспортируют к вышке и придают ей слегка наклонное или вертикальное положение. Так как качество изгиба находится в прямой зависимости от уплотнения набивки, трубу на протяжении процесса непрерывно обстукивают. Глухой звук свидетельствует о хорошем наполнении заготовки.
Перед тем как приступить непосредственно к главной операции, на набитой песком трубе прорисовывают участки будущих изгибов, приложив шаблон. Нагревают трубы в печах или горнах. Сгибают как вручную, так и механизированным способом.
В последнем случае используют специальные плиты, оснащенные упорными стойками, с помощью которых фиксируется нагретый участок трубы и прижимами, служащими для удержания конца трубы на плите. На противоположный торец трубы надевают трос, натяжение которого с помощью лебедки или шпиля и заставляет трубу изгибаться.
Чтобы стенки трубы не деформировались, в пространство стойка-труба помещают прокладки — прямые или изогнутые. Свободный конец с надетым на него тросом подстраховывается при помощи подставки. Во время процесса осуществляют контроль геометрии трубы, периодически прикладывая к ней шаблон.
Изогнув трубу под нужным углом, из нее удаляют пробки путем выжигания или просто выбивают их. Песок высыпают, трубу очищают и промываю. Выполняют окончательную проверку изгиба при помощи шаблона.
Гибка холодным методом
Для изменения конфигурации труб небольших диаметров используют различные ручные приспособления, для больших — механизированные трубогибы. В домашних условиях чаще всего требуется гибка водогазопроводных стальных труб, применяемых в устройстве систем водоснабжения и отопления.
Гибка трубы под 90⁰ называется отводом, 180⁰ — калач, с образованием уступа — утка, в виде петли — скоба.

Если гибка труб будет производиться редко, достаточно запастись простейшими приспособлениями. Металлической плитой с отверстиями, в которые в зависимости от радиуса устанавливаются штыри (рис.2) или оправкой — установленной вертикально двойной плоскопараллельной плитой с вариациями угла загиба (рис.3)
Для ручной гибки существуют и другие приспособления. В домашних условиях для изготовления змеевика для нагрева воды, трубку из нержавейки диаметром около 20 мм просто наматывают на отрезок трубы большого диаметра. Предварительно на большую трубу наваривают скобу, укладывают ее на опоры и зажимают.
Трубку плотно набивают песком и закрывают пробками, затем вставляют в скобу и начинают навивку. Трубу, используемую в качестве шаблона, нужно прокручивать, поэтому потребуются усилия как минимум двух человек. Закончив навивку, змеевик ровняют.

На таком приспособлении сгибают трубы диаметром до 2 см. Его крепят к верстаку посредством плиты (1) и ступицы. Ролик-шаблон (6) закреплен на общей оси плиты и ступицы. Подвижный ролик (2) зафиксирован скобой (4), имеющей рукоятку (3).Трубу размещают между роликами с таким расчетом, чтобы конец ее вошел в хомут (7). Скобу посредством рукоятки поворачивают вокруг шаблона до получения нужного угла загиба
Гибку трубы из нержавеющей стали или другого материала в домашних условиях можно выполнить и на самом простом приспособлении. Его целесообразно применять при небольших объемах работ.
Несложный механический станок для сгибания трубы можно соорудить собственными руками, особенно, если вы владеете навыками сварщика и знакомы со сварочным аппаратом:
Принцип действия самого распространенного варианта станка для гибки трубы основан на воздействии трех роликов, вращающихся одновременно
Для изменения радиуса сгибания один или два ролика должны быть жестко закреплены на корпусе, один или два перемещаться
Все три ролика должны снабжаться приспособлениями с закрепленными в них подшипниками. Желательно их установить внутри металлических втулок, чтобы избежать попадания во вращающиеся элементы посторонних предметов и сора
Вращающиеся ролики одновременно приводятся в движение за счет цепи (или ремня) соединяющего все три элемента
Если есть место для стационарной установки гибочной машины, ее лучше установить на чугунную или стальную сварную станину, которую рекомендовано крепить анкерами к полу
Тем, кому не нужно постоянно гнуть трубы, достаточно сделать небольшой станок для гибки. В его основе рекомендовано сделать отверстия для прочной фиксации на рабочем столе струбцинами
В ряде конструкций возможно перемещение всех трех вальцов. Положение верхнего регулируется верхним стопором с винтом, нижних - банальной перестановкой в отверстия корпуса
Гнуть трубу роликовый станок начинает, когда мастер вращает рукоятку. Ее подключают к одному из стационарных роликов
Как скрутить профильную трубу для балясины
При ограниченном бюджете балясины для перегородок балконов и перил лестниц обычно варят из профильной трубы без использования декоративных кованых элементов. В результате получается практичная, но не самая красивая конструкция. Чтобы ее приукрасить, можно доработать балясину из профильной трубы сделав на ней скрутку. Это позволит красиво оформить балкон или лестницу без дополнительных затрат.

Необходимые инструменты:
- болгарка 125 мм или 114 мм;
- отрезной диск по металлу;
- лепестковый круг;
- рулетка и угольник;
- маркер;
- сварочный аппарат;
- тиски;
- молоток и зубило;
- трубный ключ.
Скрутка профильной трубы

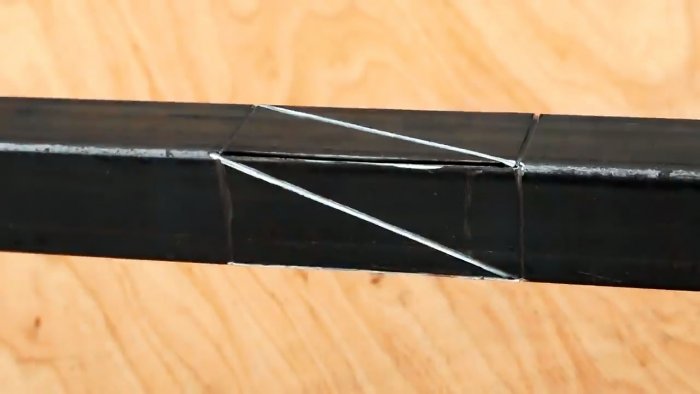
При скручивании он не станет короче, разве что на несколько миллиметров, поэтому запасом длины можно пренебречь. На отрезке отмечается центр. От него в две стороны делаются отметки на расстоянии 45 мм, что оптимально для трубы 40х40 мм из примера. Эта дистанция не универсальна, чем толще труба, тем больше расстояние потребуется. По нанесенным отметкам нужно начертить поперечные линии окружности трубы.

Далее маркером наводится по одной диагонали для каждой стороны трубы. Все они должны иметь одинаковое направление.
Болгаркой, желательно с уже сточенным отрезным кругом, нужно прорезать ребра трубы между наведенными поперечными линиями. Удобней всего сначала сделать сквозной прорез стенки ребра по центру, и уже потом расширять его, в таком случае надрез не выйдет за начерченную границу.

Далее делается поверхностный надрез по поперечным и диагональным линиям. Нужно сделать канавку на половину толщины стенки трубы. Если ее сечение больше 2 мм, то можно резать и глубже.


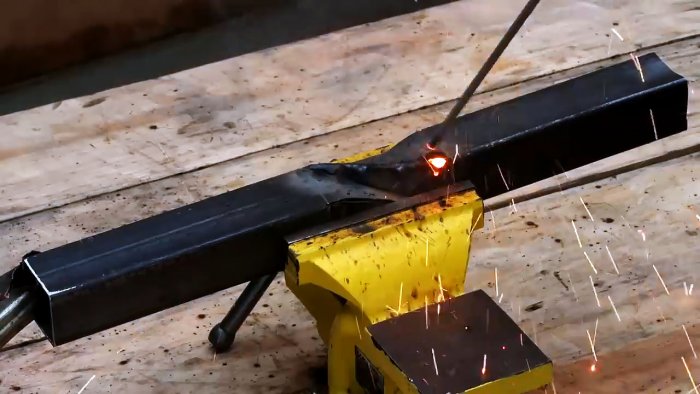
Используя зубило и молоток следует простучать диагональные насечки слегка деформировав стенки трубы внутрь. Нужно ровно подогнуть металл, поэтому зубило лучше перед этим заточить.

Для сгиба один конец трубы фиксируется в тисках, а второй зажимается трубным или разводным ключом. После этого ее нужно провернуть на 90 градусов. Если не получается, то следует углубить надрезы и попытаться снова.


Готовую скрутку понадобиться подровнять молотком, прижав разошедшиеся швы на разрезанных ребрах. Затем они завариваются и шлифуются лепестковым кругом.


Таким способом можно скручивать балясину из профильной трубы в нескольких местах, увеличивая тем самым ее декоративную ценность. Конечно, данный способ требует времени, но зато с его помощью можно получить красивый декор своими руками без дорогого оборудования. Такая скрутка будет смотреться не только на балконах и перегородках, но и на воротах, калитках, заборах.

Смотрите видео
Как плавно изогнуть профильную трубу без трубогиба и нагрева
Профильные трубы, не уступающие по прочности круглым, обладают рядом существенных преимуществ при создании металлоконструкций и возведении силовых каркасов для разнообразных изделий или построек.
Однако плавный изгиб такого проката без специального дорогостоящего оборудования или нагрева представляет определенную трудность и может привести к разрыву металла или потери формы. Но все проблемы исчезнут, если знать один способ, который не потребует высокой квалификации, больших затрат времени и средств.

Понадобится
- строительной рулеткой;
- металлическим угольником;
- сварочным оборудованием;
- магнитным угольником для сварки;
- болгаркой;
- парой использованных отрезных дисков.
Процесс плавного изгиба профильной трубы
Существуют разнообразные способы плавного изгиба профильных труб, наш – один из самых простых и поэтому доступных. Отмечаем на заготовке место изгиба и проводим поперечную черту.
К точке ее пересечения с гранью изделия прикладываем старый отрезной диск, у которого диаметр совпадал бы с линией сопряжения двух сторон трубы, а верхняя его точка лежала бы на противоположной грани изделия.


Из точек сопряжения дуги с линиями углов профильной трубы проводим на смежных сторонах поперечные линии. Точки их пересечения с гранями соединяем, использовав тот же диск, отрезком дуги окружности на противоположной стороне.


От поперечной линии, ближней к загнутому концу трубы, отступив некоторое расстояние, проводим другую, параллельную первой. Далее продолжаем ее вертикально на двух смежных сторонах заготовки.

Металл между отмеченным вертикальным поперечным сечением и, оконтуренный дугами окружности, за исключением самой длинной стороны, аккуратно вырезаем с помощью болгарки и осторожно удаляем.





Зачистив места реза, сгибаем короткий конец трубы, при этом оставшаяся после удаления металла сторона профильной трубы огибает очерченные по дуге две поперечные стороны, образуя с внешней стороны плавный изгиб, а с внутренней – прямой угол.

Используя магнитный угольник, завариваем все линии стыка, прочно и надежно фиксируя полученный плавный изгиб.



Секрет холодной ковки: тугой торсион из профильной трубы

Темой сегодняшнего разговора станет холодная ковка, или придание металлу определённых форм без нагрева. Возможно, это не слишком полезное знание для большинства домашних мастеров, однако пригодиться может. К тому же такую работу можно сравнить с искусством. Своё видение способов холодной ковки представляет автор YouTube-канала Максим. И сегодня речь пойдёт о том, как закрутить профильную трубу в спираль, согнуть обычную трубу под 90° и при этом не замять металл.
Читайте в статье
Скручивание профильной трубы в тугую спираль
Для скручивания различных стальных элементов в спираль существует специальный станок, называемый торсионом. Он может быть электрическим или механическим. При этом умельцы своими руками собирают подобные приспособления. По аналогии с ним и готовые изделия скрученной формы начали называть так же. Но скрутить прут в спираль – это одно, он не заминается. А как быть, если необходимо скрутить в тугой торсион профильную трубу, внутри которой пустота?
Для того чтобы спираль получилась ровной, понадобится отрезок тонкой трубки или прутка, который свободно будет помещаться внутри профильной трубы.

Подготовка профильной трубы к скручиванию
Для того чтобы «зарядить» профильную трубу в торсион, понадобится сделать две заглушки на неё из стального прутка квадратного сечения со сторонами 16 мм. Подобные элементы являются заглушками, которые будут удерживать стальную трубку внутри. В то же время именно они позволят зажать профильную трубу в станке. Сначала ставится первая заглушка.

Далее в профильную трубу опускается вставыш, после чего устанавливается вторая заглушка. Теперь заготовка может устанавливаться в станок.

Остаётся закрепить заготовку на станке и включить его, если он оборудован силовым агрегатом. Если же нет, то придётся поработать вручную.

Скручивание профильной трубы в торсион
После включения станка сначала труба немного скручивается по всей длине, после чего спираль начинает уплотняться. Однако уплотнение происходит не одновременно по всей длине, а начиная со стороны, на которую передаётся крутящий момент. Здесь усилие значительно больше. На фотопримере уплотнение продвигается снизу-вверх.

Здесь стоит отметить, что чем тоньше будет внутренний вставыш, тем большее усилие придётся приложить для скручивания. Но при этом и спираль получится плотнее.
Обрезка лишних частей профильной трубы
После того как торсион равномерно скручен по всей длине, его края обрезаются, чтобы изделие можно было использовать, например, в декоративных целях. В этой работе поможет угловая шлифовальная машина (болгарка) с отрезным диском.

Не стоит даже пытаться извлечь вставленную внутрь трубку. При скручивании она настолько сильно зажимается со всех сторон гранями профильной трубы, что бесполезно предпринимать какие-то действия по её извлечению.

Ещё один из секретов холодной ковки
Наверняка все знают, что такое трубогиб. Многие домашние мастера устанавливают в гараже или мастерской подобное оборудование.

Проблема его в том, что при обработке труб он может их немного заминать. И всё бы ничего, но если, к примеру, изготавливается полотенцесушитель, то по этим изгибам должна легко проходить вода. Одна подобная точка не испортит общей картины. А какое сопротивление напору будет, если на каждом этаже стояка вода встретит подобное препятствие?

В этом случае поможет обычный песок, который необходимо засыпать внутрь сгибаемой трубы, а её концы заглушить. В этом случае даже труба толщиной ¾ дюйма легко сгибается без каких-либо складываний и переломов. На примере это можно заметить, сравнив результаты.

Комментарии излишни, результат говорит сам за себя.
Подводя итоги
Вообще ‒ холодная ковка довольно увлекательное занятие. Обычно если человек попробовал создать шедевр из металла, и у него получилось, он влюбляется в подобную работу. И это не пустые слова. Ведь это настоящая магия ‒ оживлять холодный кусок металла, превращая арматуру в произведение искусства. К тому же ‒ если заняться холодной ковкой профессионально, отбоя от желающих сделать красивые решётки, заборы или ограду точно не будет. К тому же сегодня подобные изделия ручной работы имеют очень высокую стоимость. А значит, стоит задуматься, не поменять ли сидячую работу на более прибыльную и интересную. Ведь во время пандемии подобный вопрос очень актуален. Решать вам.

Обычная профильная труба превращается в элемент декора для красивого забора
Очень надеемся, что сегодняшняя статья не оставила нашего уважаемого читателя равнодушным. Возможно, у вас возникли вопросы по теме, или какие-либо моменты остались не до конца разъяснены. В таком случае вам просто нужно изложить проблему в комментариях ниже. Редакция HouseChief с огромным удовольствием осветит все неясности в максимально сжатые сроки. Там же вы можете обсудить сегодняшнюю тему, выразить личное мнение по поводу изготовления деталей для декоративных заборов и решёток своими руками. Будем благодарны, если вы поставите оценку статье ‒ независимо от её «полярности». А напоследок хочется сказать следующее – берегите себя, своих близких и будьте здоровы!
Как согнуть трубу: ТОП-10 способов проведения работ, советы и рекомендации с фото, изгиб трубы в домашних условиях
Трубы – универсальные изделия, которые могут быть использованы для самых разных целей. Очень часто, чтобы труба идеально «встала» на отведенное для нее в конструкции место, необходимо выполнить ее изгиб. Как согнуть трубу в домашних условиях разбираемся далее.

Краткое содержимое
Выбор способа сгиба
Как согнуть трубу своими руками? Вопрос не из простых. Сгибая данное изделие самостоятельно, прежде всего, важно учесть то, что во время данного процесса в профилированном металле возникают радиальные и тангенциальные силы, воздействие которых может привести к разрыву сечения и возникновению на ней складок.

Чтобы этого не произошло, при формировании сгиба необходимо принять во внимание все параметры данного процесса.

Технологию, которая может быть применена в каждом конкретном случае, выбирают ориентируясь на:
- Материал трубы;
- Ее размер;
- Требующиеся угол и радиус изгиба.

Произведя предварительную оценку данных параметров, следует сделать выбор одного из ниже предложенных вариантов. Разобраться в правильной реализации каждого из них помогут размещённые ниже фото, поэтапно демонстрирующие, как производить сгиб трубы.

Нагрев
При воздействии на них высоких температур многие металлы и их сплавы становятся более пластичными и менее деформируемыми. Это правило применимо к алюминиевым, дюралюминиевым, стальным, медным, латунным изделиям и заготовкам из алюминиево-железистой бронзы.
- При нагреве труб из оловянистой бронзы, серого чугуна или сплавов цинка можно получить прямо противоположный эффект – раскаляясь они становятся более хрупкими.
- Из этого следует, что далеко не любую трубу допустимо нагреть для изгиба.
- Возможен нагрев оцинкованных труб, поскольку их покрытие в этом случае не повреждается.
- Нагревая изделие нельзя слишком увлекаться, поскольку под воздействием слишком высоких температур в материал начинает проникать кислород, что влечет за собой его окисление — необратимый процесс, разрушающий трубу. В качестве примера можно рассмотреть выполнение изгиба алюминиевой заготовки.
- Нагреваем изгибаемую поверхность и подносим к ней лист бумаги. Если она загорится, изделие можно сгибать.









В качестве показателя степени нагрева конструкций, выполненных из стали может быть использовано их покраснение до состояния окалины.

Наполнение водой или песком
В полость заготовки заливают воду, после чего, устанавливают на обоих ее торцах заглушки и помещают холод, чтобы она замёрзла.

Изгиб изделия производится путем его последующего нагревания газовой горелкой. Данный способ не подойдет для труб, имеющих оцинкованное напыление, поскольку может привести к его повреждению.

Способ с использованием песка применим к трубам, имеющим большое сечение либо квадратную конфигурацию. Суть его заключена в предварительном наполнении полости заготовки песком. Затем труба хорошенько нагревается и выгибается путем постукивания по ней киянкой. Чтобы согнуть оцинкованные конструкции, нагрев не требуется.

Использование шаблонов
Данный способ подойдет для выполнения сложных изгибов труб. Самым простым шаблоном может выступать кусок проволоки, предварительно выгнутой в соответствии тем, как будет изогнуто изделие.

Если имеется возможность разместить сгибаемый отрезок трубы на плоскости, своеобразным шаблоном могут выступить закрученные в кусок фанеры саморезы. Сгибание производят постепенно, сверяя время от времени получающийся результат с шаблоном.

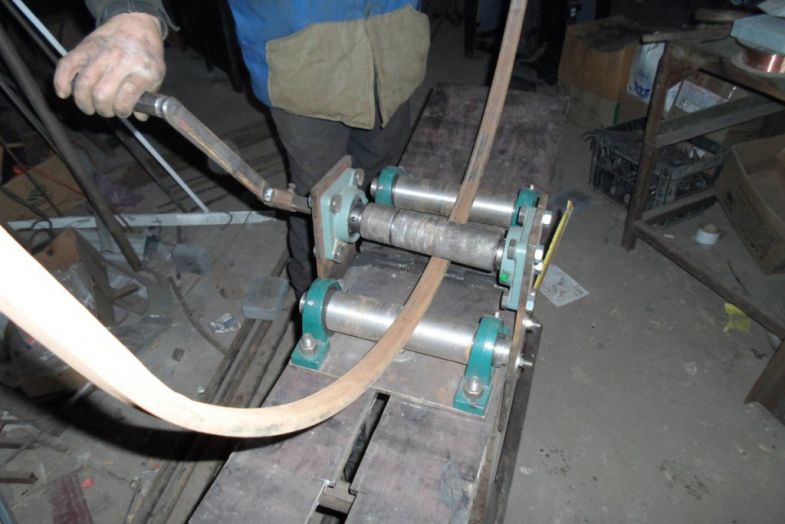
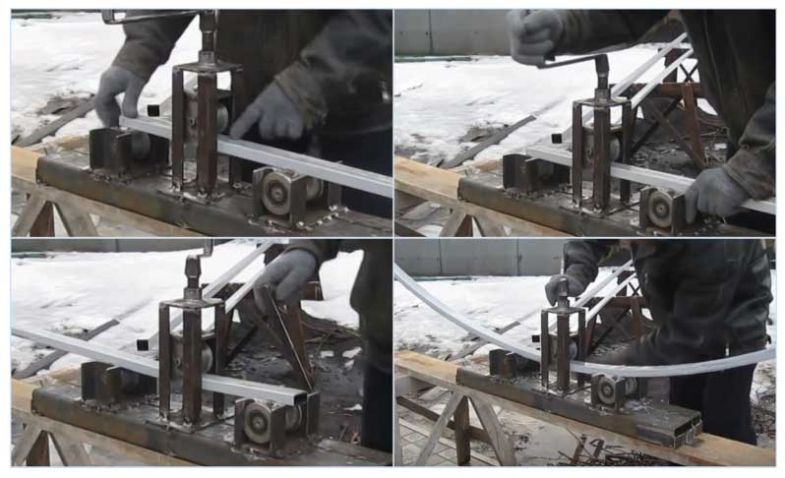
Применение валков
Данный способ подойдет для сгиба металлического профиля. Хорош он тем, что его использование позволяет снизить трение поверхности изделия и уменьшая риск его нежелательной деформации.









Как результат, для получения нужного сгиба приходится прилагать гораздо меньше усилий, а повреждения, наносимые детали, сводятся к минимуму.

Используя валки, можно самостоятельно изготовить трубогиб для гибки труб, позволяющий избежать использования длинных деталей. Наиболее часто применяется его трехроликовый вариант. Расположенным в нем двум роликам отводится роль крайних опор, а третий — давит в центр сгиба.

Это самодельное устройство позволяет произвести обработку круглых труб, профиля прямоугольной формы, а так же пластин и уголков. Воспользовавшись им, можно выполнить изгиб одинакового радиуса на довольно большой протяженности заготовки.

Пружина
Суть данного варианта заключается в помещении в сгибаемую заготовку выполненной из стали пружины нужного диаметра.

При выполнении изгиба она удерживает трубу, препятствуя ее неверной деформации. Предварительно профильный элемент со вставленной в него пружиной подогревают, а затем, изгибают, используя пассатижи.

В определенных случаях пружина может быть заменена на проволоку. Ее пучок устанавливают в трубу отдельными кусками, а после выполнения сгиба – постепенно вытаскивается.

Способы сгибания заготовок из различных материалов
Трубы из профиля
Профильные трубы могут иметь квадратную, овальную и прямоугольную конфигурации. Изогнуть их не нарушая технические характеристики достаточно непросто. Наиболее удачными вариантом проведения работ станет использование сварки с предварительным подпиливанием стенок заготовки болгаркой там, где планируется сгиб.

При чем, целесообразно будет предварительно сделать пропилы и согнуть заготовку, а потом сварить швы. Если деталь имеет небольшой диаметр, то вместо сварки подойдет обычный паяльник.








Трубы из нержавейки
Не гнут при помощи нагревания из-за высокого риска их повреждения. Чтобы снизить риск деформации трубы, используют наполнители — чаще всего, песок или воду. Это позволяет сохранить ее форму и минимизировать вероятность появления дефектов.

Медные или алюминиевые трубы
Медь и алюминий характеризуются повышенной мягкостью. Следовательно, медную или алюминиевую трубу можно выгнуть, применив лишь холодные способы сгиба или незначительный подогрев. Наполнителем, в данном случае, могут выступить песок, вода, пружина или канифоль.

Трубы из металлопластика
Хорошо сгибаются вручную, не пи этом требуя нагрева. Главное проследить, чтобы в результате не получился излишний перегиб заготовки.

Для выполнения сгиба можно использовать и проволоку, введя ее в полость сгибаемой металлопластиковой трубы или подключить к данной процедуре нагрев, контролируя при этом полученную температуру бумажным листом.
Полипропиленовые изделия
Гнут только тогда, когда без сгиба невозможно обойтись. Для выполнения сгиба поверхность полипропиленовых труб предварительно нагревают строительным феном не более чем до 150 градусов.
Читайте также: