Как соединять гофрированные металлические трубы
Обновлено: 05.05.2024
Инструкция на сборку металлических гофрированных конструкций
1 Общие положения
Перед сборкой металлических гофрированных конструкций (МГК) необходимо ознакомиться с требованиями настоящей инструкции и требований источников: «Методические рекомендации по применению металлических гофрированных труб» распоряжение Росавтодора (Российского дорожного агентства) от 17.06.2002 № ОС-542-р, ВСН 176-78 «Инструкция по проектированию и постройке металлических гофрированных водопропускных труб».
1.1 Металлическую гофрированную конструкцию (МГК) Ду до 3м с болтовыми стыками внахлестку, следует собирать из секций, предварительно собранных на полигоне, или непосредственно на месте (вблизи места) укладки из отдельных элементов. Сооружения арочного типа и круглые МГК большого диаметра собирают из отдельных элементов на строительной площадке. В этом случае рекомендуется на полигоне проводить укрупнение элементов до габаритов, удобных к транспортировке.
Длина секций назначается из заданных проектных длин МГК. На одном сооружение возможно применение секций различных длин. При назначении длин секций необходимо учитывать возможности транспортных средств для перевозки конструкций на строительную площадку. Длины секций рекомендуется принимать не более 10м. В промежуточных секциях число звеньев должно быть нечетным.
1.2 Сборку МГК следует осуществлять согласно монтажной схеме, имеющейся в проекте производства работ. Монтажная схема определяет:
- порядок установки гофрированных элементов при сборке и объединении секций;
- порядок перевозки секций;
- порядок установки болтов;
- схему специальных стяжек и подмостей для крепления МГК диаметром более 2м в поперечном сечении во время сборки;
1.3 Проект производства работ (ППР) должен учитывать особенности установки металлоконструкций в проектное положение в зависимости от верхнего очертания подушки под МГК. При основании, спланированном без устройства ложа, допускается сборка МГК (параллельно проектной оси сооружения) и последующая накатка ее в проектное положение.
1.4 Все элементы МГК, материалы, инструменты и оборудование должны быть завезены на строительную площадку до начала сборки.
При сборке «с колес» доставляются только отдельные элементы для объединения секций. При спрофилированном ложе основания МГК следует устанавливать краном.
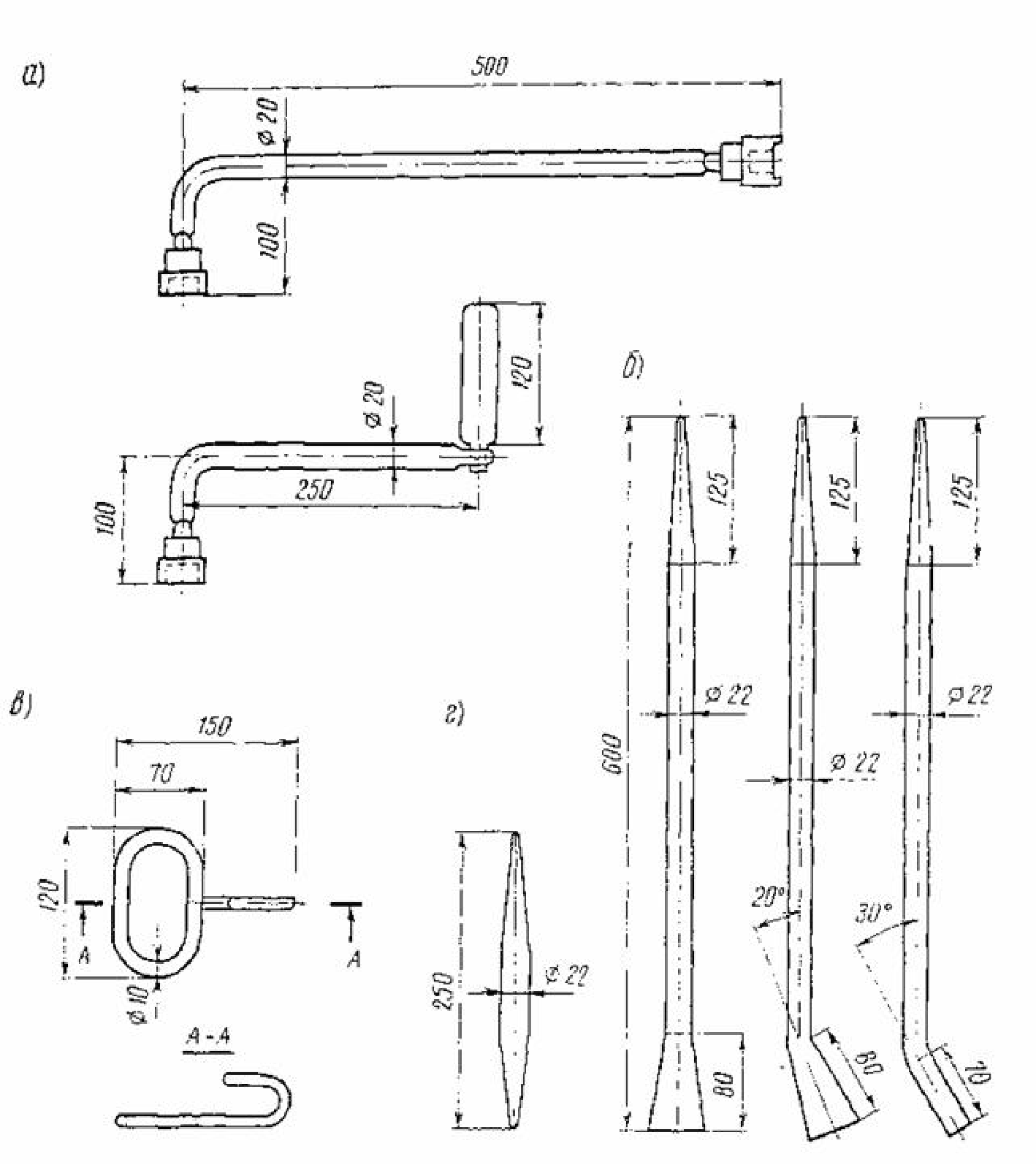
1.5 При сборке МГК следует использовать комплект инструмента: торцевые ключи (а), ломики (б), крюки с кольцами (е), оправки (г), электрические и пневматические гайковерты, молотки.
1.6 Монтаж МГК с монолитными или сборными оголовками должен начинаться со сборки фундаментной части низового оголовка с последующей укладкой металлических конструкций сооружения (секций, элементов) и завершением устройства оголовков.
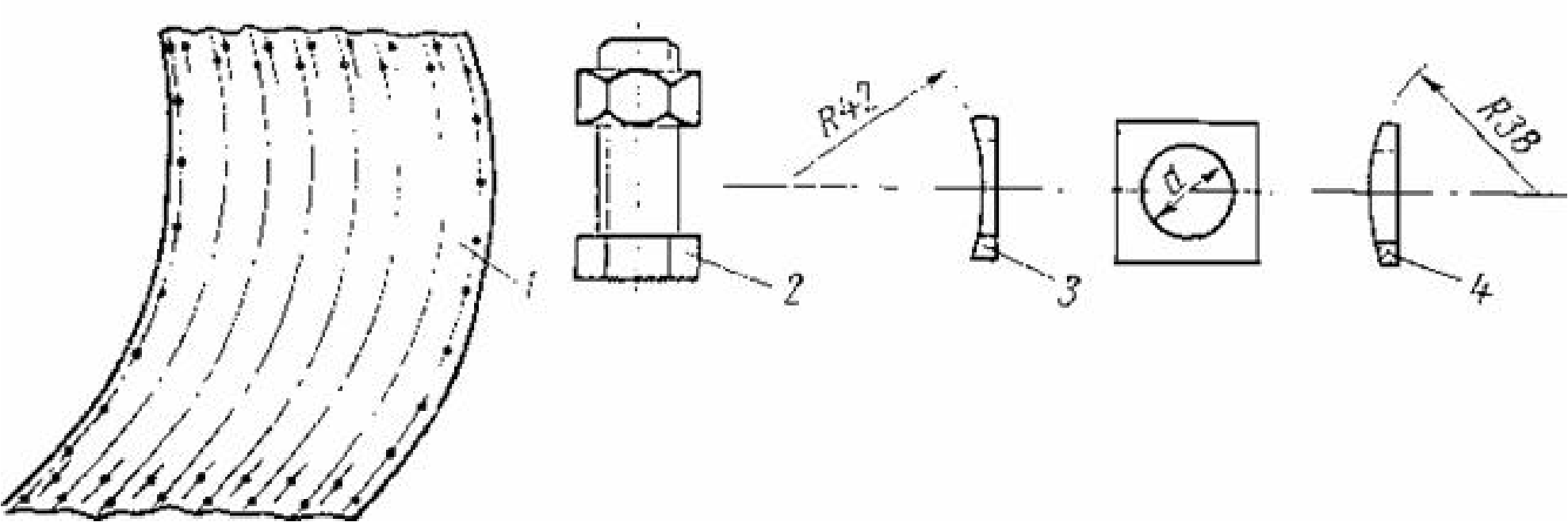
1.7 Монтаж металлической гофрированной трубы из отдельных элементов, изготовленных на заводе, осуществляют с помощью сферических болтов и гаек. Для гофра 130х32,5 мм допускается монтаж при помощи болтов, гаек и шайб. Шайбы специальные - одна плосковыпуклая, другая плосковогнутая. Шайбы необходимо устанавливать так, чтобы их криволинейные поверхности были обращены к элементам труб, а плоские к головкам болтов или к гайкам
При отбраковке элементов и крепежа следует проверять маркировку элементов, геометрические размеры элементов и крепежа, качество защитного покрытия.
На каждом гофрированном листе должны быть указаны марка элемента - клеймо ОТК и клеймо правильной сборки.
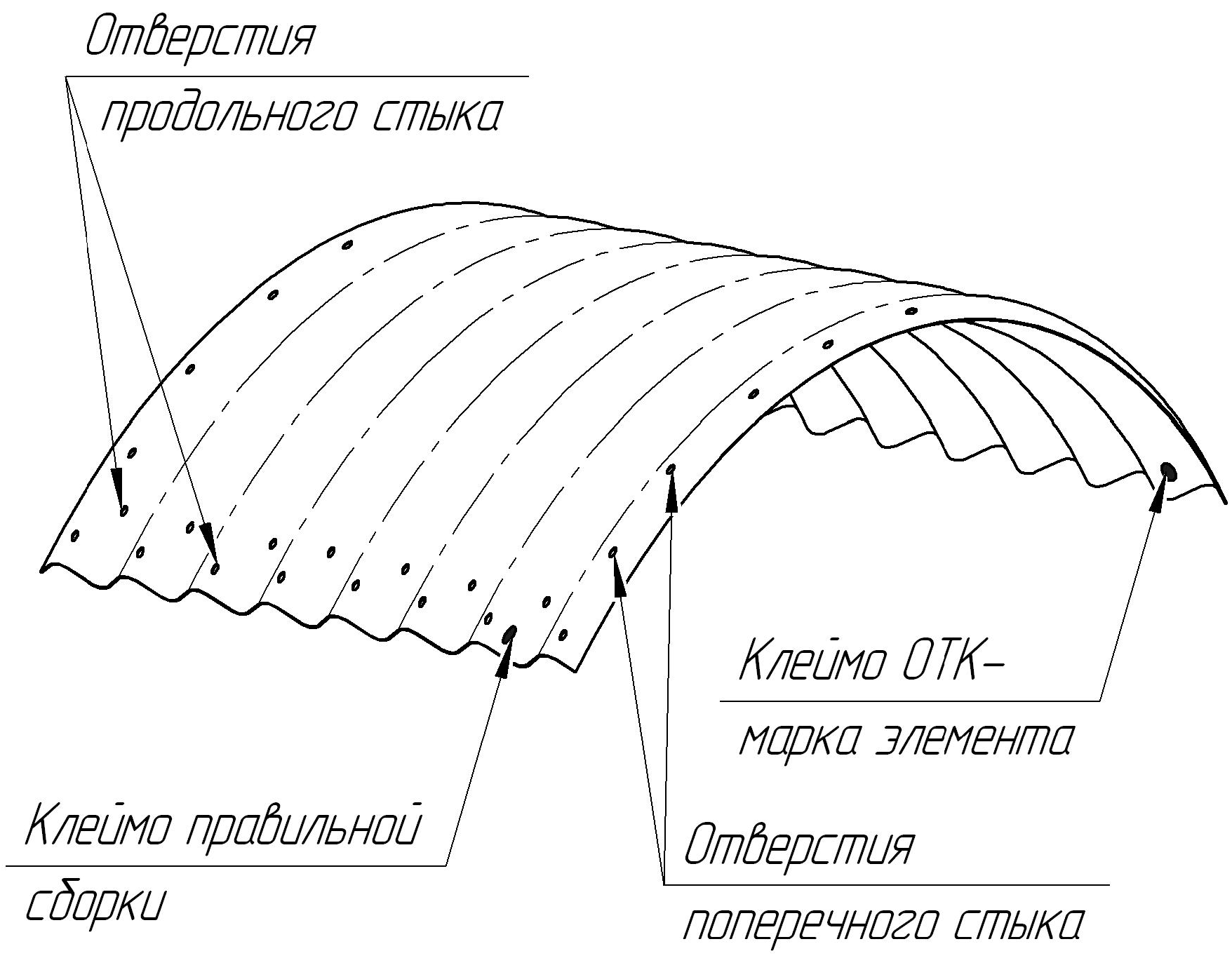
Марка элемента условно показывает:
- параметры гофра;
- диаметр условного прохода МГК;
- толщину металла элемента;
На каждом пакете гофрированных элементов должна быть бирка с указанием марки элемента, марки стали, толщины элемента, диаметр условного прохода МГК, наименование завода изготовителя, года выпуска. Геометрические размеры элементов конструкции и крепежа должны отвечать требованиям проекта.
Соприкасающиеся поверхности элементов и крепежа необходимо очистить от грязи и посторонних частиц.
2 Сборка секций МГК
2.1 Перед сборкой секций МГК необходимо выполнить подготовительные работы: разместить гофрированные элементы, окаймляющие конструкции, ящики с крепежом, необходимый инструмент. При необходимости использовать передвижную электростанцию и компрессор.
В случае отсутствия на месте строительства ровной площадки, сборку МГК следует производить на подготовленных деревянных подмостях, расположенных вблизи проектной оси МГК
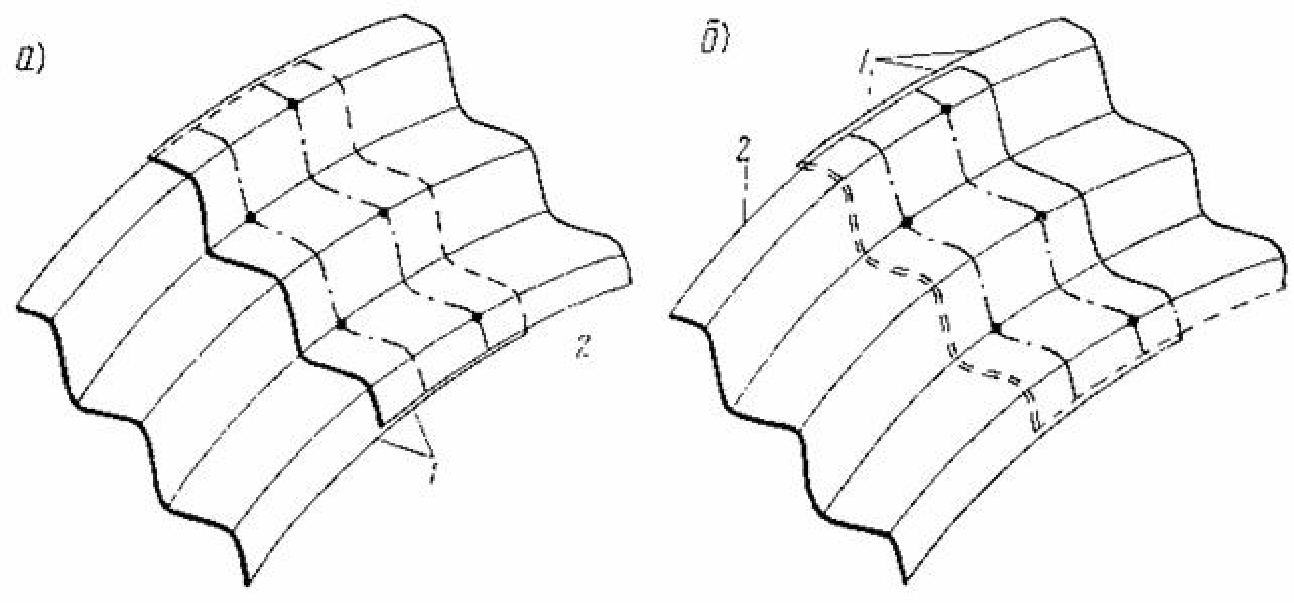
2.2 Сборку трубы рекомендуется осуществлять по одной из двух принципиальных схем.
Схема№1(рис.1): при сборке трубы диаметром 1,5 м из трех элементов в звене вначале раскладывают нижние элементы на длину секции или трубы и объединяют их тремя-четырьмя болтами, устанавливаемыми в средней части элементов. Раскладку производят со сдвижкой соседних элементов на величину, кратную шагу болтов поперечных стыков. Строго соблюдают однотипность сборки вдоль всей трубы, соблюдая, чтобы продольные стыки всех четных элементов были расположены на одной прямой, а нечетных - на другой. Затем устанавливают два других элемента звена. Завершающая операция сборки - постановка и затяжка всех болтов. Если болты затягивают до окончания сборки всей трубы или секции, то наблюдают, чтобы между звеном, в котором затягивают болты, и собираемым было не меньше трёх звеньев с наживленными болтами.
Важнейшее обстоятельство, определяющее качество сборки - правильное взаимоположение элементов в звене (в продольных стыках звеньев). Взаимное расположение элементов в продольных стыках всех звеньев должно быть однотипным. Это достигается тем, что один конец элемента накладывают изнутри трубы, а другой снаружи.
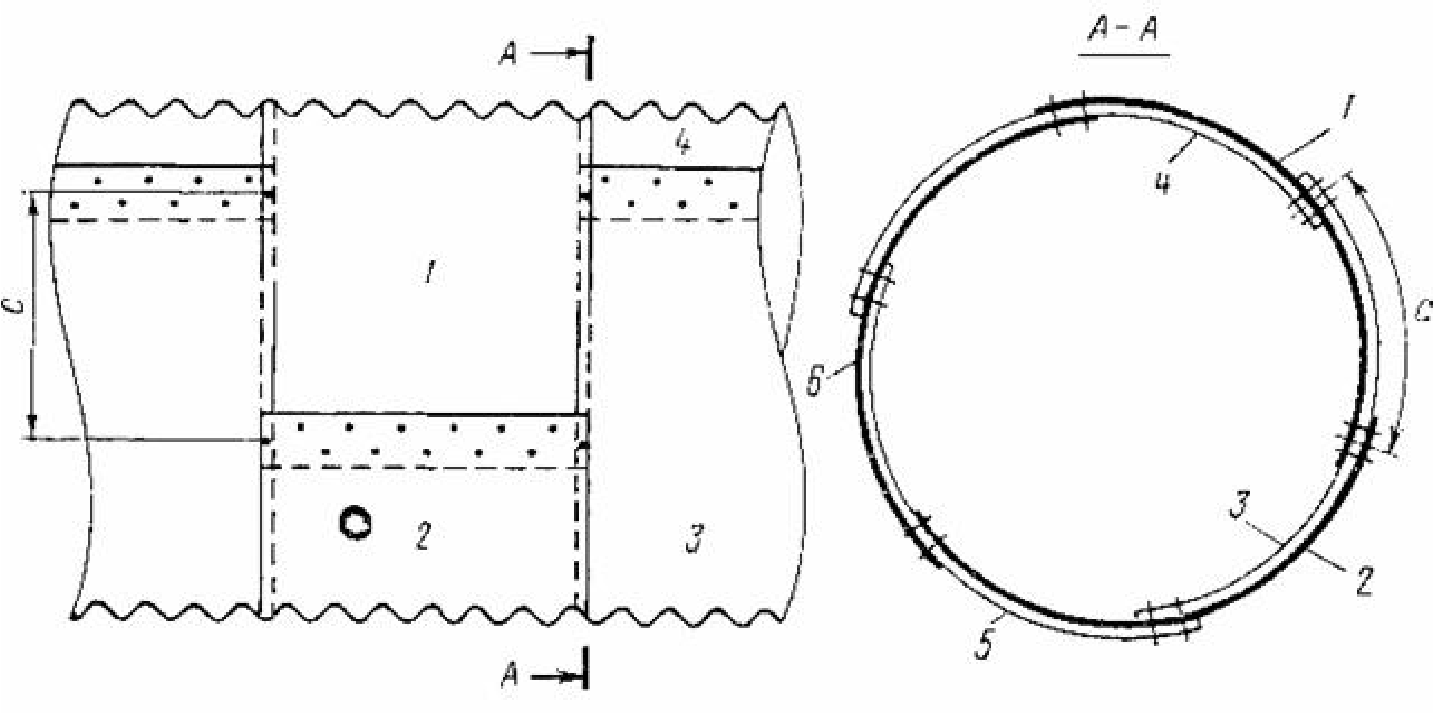
В местах стыковки трех элементов не должно быть соприкосновения двух из них, входящих в одно звено. При этом надо, чтобы болтовые отверстия второго от кромки листа ряда (с внутренней поверхности трубы) находились на гребнях гофров, направленных внутрь трубы.
Расположением болтов и отличается правильный стык от неправильного. Для монтажа секции нужно назначать их длину так, чтобы они имели нечетное число звеньев. Тогда не возникнет трудностей при стыковке секций и не нарушится общая схема расположения элементов в трубе. Это правило не обязательно для крайних секций. В целях облегчения стыковки секций на концевых звеньях три крайних болта в продольных стыках не ставят, а остальные не затягивают. Для сборки труб диаметром 2 м и больше применяют специальные стяжки и подмости, причем внутренние и наружные для труб диаметром 3 м и только наружные для труб диаметром 2 м. Стяжки предназначены для временного крепления элементов в поперечном сечении трубы.
Схема №2(рис.2): первоначально монтируют отдельные звенья, из которых затем собирают секции труб, или сами трубы. Для сборки отдельных звеньев элементы ставят вертикально на сборочной площадке, обеспечивая правильное положение стыковки, для чего один рабочий находится внутри звена, второй - снаружи. Болты в количестве трех-четырех ставят только в средней части звена. Собранное звено опрокидывают и откатывают. Затем два звена расставляют на определенном расстоянии и заводят нижний элемент соединительного звена с соблюдением правил, т.е. смещают линию продольных стыков на величину, кратную шагу болтов поперечных стыков, и тоже следят, чтобы взаимное положение элементов в продольных стыках было однотипным, а в месте стыковки трех элементов элементы одного звена не соприкасались. Затем ставят все болты в поперечных стыках и добавляют их в продольных. Исключение составляют отверстия по краям концевых звеньев. Таким же образом собирают еще одну секцию из трех звеньев, и, стыкуя ее с первой, получают секцию из семи звеньев. При необходимости можно к секции из трех звеньев присоединить еще одно звено и получить секцию из четырех звеньев.
Секцию или трубу с четным числом звеньев получают путем удлинения ранее собранной. По концам трубы на крайних звеньях монтируют окаймляющие уголки. Это можно сделать и на базе, устанавливая их на концах крайних секций. Окаймляющие уголки устанавливают, когда в продольных стыках крайних звеньев поставлено неполное число болтов. Таким образом, перед укладкой трубы на проектную ось имеют или привезенные с базы секции, или полностью смонтированную трубу. В первом случае стыкуют секции в трубу полной длины, а затем укладывают ее в проектное положение с помощью кранов. Так же укладывают и полностью смонтированную трубу.
Основное средство защиты металлических гофрированных труб от коррозии - цинковое покрытие.
Дополнительное защитное покрытие делают из полимерных эмалей и битумных мастик. Такое покрытие можно устраивать или по всей поверхности трубы, т.е. снаружи и изнутри, или же только снаружи (указания об этом, а также о составе покрытия содержатся в проекте). Вид защитного покрытия зависит от степени агрессивности воды и грунта в зоне трубы
3. Правила безопасности при сборке МГК
Правила безопасности при сборке МГК должны регламентироваться производителем работ и соответствовать требованиям: «Методических рекомендаций по применению металлических гофрированных труб. Распоряжение Росавтодора (Российского дорожного агентства) от 17.06.2002 N OC-542-р.я и «ВСН 176-78 (Минтранстрой СССР, МПС СССР)
Инструкции по проектированию и постройке металлических гофрированных водопропускных труб».
Выбираем фитинги для гофрированных труб из нержавеющей стали
Одним из важных условий выполнения качественного монтажа водопроводных, отопительных и других систем, основанных на гофрированных нержавеющих трубах, является надежность и полная герметизация их соединений. Выполнение максимально прочных стыков при соединении обуславливают различные элементы под названием фитинги.
Особенности и назначение
Фитинги – это специальные соединительные детали для монтажа. Без них практически невозможно обойтись как квалифицированному специалисту по установке систем из гофрированных труб, так и новичку. Также они называются элементами соединяющей арматуры.
Данные детали выполняют различные функции:
- обеспечение герметичности взаимоперехода двух веток труб;
- выполнение прочного стыкового соединения труб разной толщины;
- возможность регулировать, останавливать, изменять течение жидкости в конструкции;
- улучшение уже имеющейся системы;
- смена какой-либо детали ранее установленной системы (например, коробки);
- выполнение ответвлений от главного контура системы.

Несмотря на разнообразие ассортимента, все фитинги подразделяются на два основных типа.
- Бесшовные варианты. Это цельнолитые фитинги, отличающиеся наивысшей прочностью. Однако стоит учитывать, что при их сборке могут потребоваться специальные инструменты (в частности, обжимные клещи).
- Электросварный фитинг. Этот тип выполнен из ряда деталей, максимально точно подобранных друг к другу, благодаря чему достигается наименьший зазор.


Правила монтирования общедоступны для изучения и не особо сложны. Наличие достойного ассортимента фитингов для нержавеющих гофрированных труб дает возможность выполнения монтажа системы собственноручно в домашних условиях. При правильном соблюдении технологии соединительных стыков у вас получится качественная и долговечная система.
В настоящее время фирмы, занимающиеся производством нержавеющих гофрированных труб, не особо желают налаживать серийный выпуск фитингов для своих же товаров. Возрастающий товарооборот выполняет обеспечение производителей хорошей и постоянной прибылью. Производством фитингов занимаются других предприятия.
На рынке представлены товары данной категории из разных стран. Наибольшей популярностью пользуются изделия западно-европейских компаний. Российские производители также увеличивают объемы производства, при этом ужесточая проверку качественных свойств выпускаемых товаров.
Для газового снабжения и жидкостных систем применяют элементы различных типов, поэтому при выборе следует проявить особую внимательность. Также важно учесть, что при отсутствии или неровной установке уплотняющей прокладки впоследствии возможны протечки и нарушение в функционировании будущей системы.
Перед выполнением монтажных работ профессионалы советуют делать раскладку фитингов в соответствии с планом-проектом. Необходима и тщательная проверка деталей на наличие брака, сколов, царапин, трещин и других дефектов. Особое внимание следует уделить правильному размеру деталей (1/2, 3/4 дюйма и т. д. ).



До начала работ составляют план и смету проекта. На этом этапе стоит сделать правильный выбор оптимально подходящих фитингов для нержавеющей гофры, учитывая все важные нюансы. Возможно применение латунных, пластиковых и стальных соединяющих элементов. Оптимально подобранный тип соединителя позволит с легкостью произвести монтаж системы любого уровня сложности.


Из металлических сплавов
Особенно популярны и практичны фитинги из металлов. Выполняют их из нержавеющей стали, где наличие хрома может достигать 16-20%. Также часто соединительные детали для металлических труб производят из латуни.
Отличительные достоинства таких деталей:
- не поддаются окислению при повышенной влажности;
- нечувствительны к внешним факторам;
- неплохо подходят к использованию даже там, где возможны резкие температурные перепады, в том числе сильное замерзание;
- невосприимчивы к гидравлическим ударам.
Чтобы соединить нержавеющую гофру с трубой из иного материала (например, из полимера), выбирают латунные фитинги. Установка латунной арматуры выполняется с использованием обжимных колец, а также резьбовых соединений. Резьбовая деталь выполняет прочное соединение, но резьбу обязательно нужно затянуть. Для лучшего качества работы применяют обжимные клещи или комплект затягивающих ключей, которые подбираются к размерам труб. Надежность и безопасность обжимных элементов не отстает от аналогичных показателей стальных соединителей.
Большую популярность на сегодняшний день приобрели соединительные детали из латуни и стали от популярных брендов, выпускающих отопительное оборудование. При применении недорогих и низкокачественных фитингов рано или поздно гарантированно создастся аварийная ситуация при эксплуатации системы. Она будет бесперебойно осуществлять свои функции только до места с некачественно подобранным фитингом. Поэтому избежать утечки жидкости или газа вряд ли получится.


Пластиковые соединительные элементы
Такие детали используются как соединяющие элементы в комбинированных системах, а также для присоединения к центральной системе водоснабжения. С их помощью можно без особого труда соединить полипропиленовую трубу и нержавеющую гофру.
Ключевыми характеристиками такого вида фитингов являются стойкость к коррозии и стабильность работы при сильных скачках давления внутри системы. Также следует отметить, что устанавливая пластиковые фитинги, нельзя сильно затягивать гайку, иначе та может лопнуть.


Наименования деталей
Практичные и несложные в установке фитинги призваны выполнять разнообразные задачи. Это и обуславливает их достаточно широкое применение в конструкциях систем.
Выделяют обжимные и пресс-фитинги. Обжимные фитинги соединяют трубки при содействии зажимного кольца и накидной гайки. Пресс-фитинги выполняются без резьбы, а их установка невозможна без прессующего инструмента.


По своему эксплуатационному предназначению фитинги сортируются по нескольким группам.
- Соединительная муфта. Это самый популярный тип деталей, который обеспечивает соединение труб по прямому направлению.
- Поворотный угол. Он применяется для смены траектории направления системы трубопровода. Несмотря на то, что трубы подобного типа при своей гибкости без труда принимают необходимую форму, не рекомендуется сгибать их радиусом, превышающим два диаметра трубы. Поэтому на помощь приходят соединители.
- Тройник. Эта деталь помогает изменить направление части потока от главного контура.
- Крестовина. Ее используют для выполнения нескольких ответвлений основного потока.
- Техническая заглушка. Она обеспечивает полное перекрытие работы системы либо ее части. Использование данной детали возможно только в период проведения ремонтных и наладочных действий.
- Переходник. Его использование позволяет срастить трубы разного диаметра. Это самый рациональный тип соединяющих элементов.





Инструменты для проведения монтажных и ремонтных работ
Для проведения монтажных работ необходим набор специальных инструментов для обрезания гофры и закрепления стыков. Ни один монтажник не обойдется без этих приспособлений.
В комплект включаются:
- специальные ножницы-труборез (с их помощью возможна обрезка гофрированной трубы с сохранением формы и образованием наиболее четкого среза);
- устройство прессовки фитингов;
- затяжные ключи и обжимной инструмент;
- приспособление для развальцовывания краев гофры.
Хороший специалист должен иметь под рукой и часто требующийся аппарат для выполнения сварочных соединений. Он может пригодиться в ситуации, когда не представляется возможным использование обжимного фитинга.



Порядок выполнения соединений
Для начала нужно замерить задуманное расстояние, потом отрезать часть изделия труборезом. Затем следует осторожно придать гофре необходимую форму. Гайку соединяющего фитинга нужно ослабить со стороны намеченного крепления. Потом необходимо плотно вставить трубу в фитинг, закрутить гайку с применением разводного ключа. Силикон при затягивании сдавливается и втягивается в ребра трубы. При соблюдении этих правил у вас все получится.
При выполнении монтажа конструкций по типу теплых полов на базе нержавеющих гофрированных труб любому мастеру нужно знать один нюанс. Использование фитинга для гофры из нержавейки по типу муфтового соединения системы при укладке на пол невозможно.
Из-за этого может произойти нежелательная протечка уже в процессе пусконаладочных работ. Также важно использовать только целые трубы без лишних соединений.


Любой потребитель хотя бы один раз в жизни сталкивался с проблемой поломки или аварии в системе водоснабжения или отопления у себя дома. Однако каждому стоит знать, что выполнение монтажных, ремонтных и обслуживающих работ в системах отопления и водопровода должен выполнять только высококвалифицированный мастер. А при ремонте систем газового снабжения нахождение специалиста является особо важным условием.


Возможные неисправности после монтажа
Случается, что после установки соединение дает течь. В этом случае нужно перекрыть главный вентиль и подтянуть гайку с применением разводного ключа. Если при этом протечка остается, необходима повторная разборка соединения. Нужно проверить, ровно ли срезана гофрированная труба, достаточно ли глубоко она вставлена. Также бывают случаи, когда установщики забывают об уплотнителях.
Если с помощью всех этих процедур протечку жидкости не удалось устранить, надо снова снять фитинг, еще немного обрезать трубу и собрать крепление. Если и это не поможет, значит, вам попался бракованный фитинг, его нужно заменить.


Заключение
Подводя итог, можно отметить, что фитинги различных фирм-производителей имеют отличия по конфигурации, однако принцип работы деталей един, а также выполняются они из однотипных материалов. Выполнение монтажа любого контура требует особого внимания. Но важную роль играет и выбор материалов. Фитинги из стали и латуни особенно надежны и практичны. На сегодняшний день они являются самыми подходящими вариантами для соединений гофрированной нержавейки.
Приобретая фитинговые соединения, лучше не экономить. Конечно, стоимость качественных изделий достаточно велика, но зато они гарантируют бесперебойную работу системы на долгий срок.
Подробнее об установке фитингов для гофрированных труб вы узнаете в следующем видео.
Фитинги для гофрированных труб из нержавеющей стали

Сегодня для монтажа трубопроводов разного направления еще применяют стальные гофрированные трубы. Для их качественного соединения потребуется использовать фитинги для гофрированных труб из нержавеющей стали.
Они используются как соединяющие элементы во время установки горячего и холодного водоснабжения, отопительных трубопроводов, в конструкциях водного пожаротушения, а так же в технологических трубопроводах.
Сегодня часто можно встретить инженерную систему, которая монтируется с применением нержавеющих гофрированных труб, которые были изобретены японскими специалистами еще в 80-ом году прошлого века.
Чтобы правильно оформить стык такого трубопровода, лучше использовать латунные фитинги для гофрированных труб из нержавеющей стали, что смогут обеспечить качество соединения для любой климатической зоны при сравнительно небольшой цене (среди своих аналогов).
Общая информация о гофрированных изделиях из стали
Сегодня высокие требования предъявляются не только качеству строительства зданий, но и проведению соответствующих коммуникаций.
Гофрированная труба из нержавеющей стали зарекомендовала себя с хорошей стороны и пользуется спросом среди покупателей на строительном рынке.

Такие изделия часто используют не только для прокладки новой системы, но и для замены изношенных участков труб в старых помещениях во время проведения ремонтных и реставрационных работ.
Их используют часто благодаря высокому качеству и долговечной эксплуатации. Также к ее преимуществам можно отнести:
- стойкость к гидроударам;
- легкая гибкость;
- стойкость к низким температурам (замораживанию);
- не подвергается коррозии и не задерживает на своих стенках никаких отложений грязи известковых осадков;
- экологичность и не требует проведения очистительных процедур в процессе монтажа трубопроводов для пищевых жидкостей;
- не требует постоянной проверки относительно возможных порывов и протечек;
- соединительные муфты выдерживают внутреннее давление системы до 60 атмосфер, а труба до 200 атмосфер;
- монтаж не предполагает использование сложных слесарных инструментов.
Характеристика фитингов
Фитинги для гофрированной нержавеющей трубы призваны соединять составляющие элементы трубопровода при этом изменять движение потоков и формировать ветки системы. Они делятся на резьбовые и приварные.
Первые отличаются нанесенной на их внутреннюю или внешнюю поверхность резьбой. За счет ее и происходит фиксация.
Резьбовые фитинги отличаются от приварных тем, что могут совершать обратный демонтаж конструкции, но они не рекомендуются к использованию в системах с высоким внутренним давлением жидкости или пара.
Для этого случая лучше использовать сварные фитинги из нержавейки, которые выдерживают и высокие температуры и давление.
Приварные соединительные элементы для гофрированных труб, изготовленных с использованием нержавеющей стали, гарантируют получение герметичного и надежного соединения частей трубопровода. Как уже было сказано выше, такое крепление проводится посредством сварки.
Разновидности соединительных фитингов с нержавейки
Фитинги с нержавейки разделяются по следующим типам изготовления:
- электросварные, содержащие нескольких частей;
- бесшовные – производятся на заводах методом литья и продаются цельными.
Помимо этого приварные и резьбовые соединительные элементы содержащие нержавеющую сталь разделяются по типу применения на:
- переходники, которые помогают произвести соединение с сечением разных размеров;
- отводы, что помогают изменить направление внутреннего потока;
- тройники используются для разветвления коммуникаций.
Стальные фитинги являются идеальным соединительным элементом для гофрированных изделий, они без проблем подключают их к арматуре и к другому оборудованию.
Важно, что соединительные металлические элементы отличаются гигиеничностью, они легко приводятся в порядок и не боятся никаких дезинфицирующих веществ, поэтому часто применяются в водопроводах школ, детский учебных учреждений, больниц и т.п.
Они могут изменять движения потока жидкости или пара в водопроводе и по надобности сформировать несколько ответвлений от главной трубы.
Стальные фитинги для гофрированных изделий, сделанных с использованием нержавеющей стали, которые встречаются на наших строительных рынках, могут выдержать широкий диапазон температур от -30 до +230 градусов при давлении до 16 бар.
К неоспоримым достоинствам данных соединительных элементов с нержавейки можно отнести:
- многофункциональность и эстетичный внешний вид изделия. Благодаря таким характеристикам уже на протяжении многих лет эти детали используются в дизайнерских интерьерах самых известных архитекторов;
- безопасность и надежность при полной экологичности;
- долговечность, так как нержавейка отличается большим сроком службы, чем другие металлы, которые поддаются коррозии, что в итоге значительно уменьшает время их эксплуатации;
- сплав отличается высокой прочностью и стойкостью к механическим повреждениям;
- они не имеют зауженных сечений, поэтому не тормозят движение транспортируемой жидкости или газа.
Гофрированные трубы и фитинги
Нержавеющие трубы и соединительные элементы для ее монтажа при правильной эксплуатации можно использовать длительное время.
И важно то, что труба может гнуться, не принося урон всей коммуникации. В ней не образуются со временем микроскопические трещины, а так же напрочь отсутствует механическое напряжение.
Свойства материалов позволяет противостоять плесени, грибкам, грызунам, а гибкость — смене давления, и как следствие возможным гидроударам.
Данной коммуникации безразличны внутренние и наружные перепады температур, так как это все компенсируется за счет возможности расширения или ее сжатия.
Используя гофрированные трубы из нержавейки в водопроводной системе можно не ставить специальные очистительные приборы.
В таком трубопроводе внутренняя сторона составляющих элементов полированная, поэтому не задерживает на себе никаких осадков, плесени и других отложений.
Универсальный внешний вид позволит сочетать все элементы из нержавейки с любым даже самым изысканным дизайном интерьера.
Монтаж стальных гофрированных труб и фитингов проводится легко даже в труднодоступных местах. Установка занимает считанные минуты.
В результате все можно скрыть под штукатуркой в бетонной стяжке, что говорит о надежности и долговечности конструкции.
Если нужно уменьшить или обрезать составляющие системы это можно сделать ножом по металлу, труборезом или используя «болгарку». Выбор необходимо делать ориентируясь на диаметра сечения.
Установка фитинга на гофротрубу из стали
Если для установки системы отопления в доме выбрана гофротруба, то для их соединения лучше использовать латунные или стальные фитинги, внутри которых присутствует силиконовая прокладка и гребенчатое кольцо.
Таким образом, данный соединительный инструмент позволяет достигнуть максимальной герметичности, а отсутствие шва повышает в разы безопасность соединения и его надежность.
Принцип соединения заключается в том, что силиконовая прокладка плотно прилегает к основанию трубы и обжимает ее внутри фитинга, а при затягивании гайки на корпусе кольцо осуществляет дополнительную фиксацию соединения.

Таким образом, общая нагрузка распределяется равномерно, не фиксируясь на одной точке. При таком креплении труба не имеет возможности освободиться и как-то выскочить даже в случае высокого внутреннего давления, температуры или повышенной вибрации.
Помогает фитингу и сама конструкция гофрированной трубы, которая имеет возможность частично сгладить любые неблагоприятные воздействия. При эксплуатации системы подтяжка соединительные муфт не требуется.
Торговые сети, которые занимаются продажей сантехники, предлагают покупателям огромный выбор различных фитингов сделанных с использованием стали, латуни и других материалов, для монтажа трубопровода.
Фитинги для гофрированных труб из нержавеющей стали представлены самых разных размеров и конфигураций, что дает возможность подключить гофротрубу к любой инженерной сети. Главное правильно все подсоединить и тогда конструкция будет служить верой и правдой на протяжении долгих лет!
Гофра для дымохода: плюсы и минусы, порядок монтажа
Выведение продуктов горения топлива из жилой зоны по гофре для дымохода – это самый важный момент для безопасности и комфорта проживающих в доме. Угарный газ невидим и это делает его тем более опасным для жильцов.
Конструкций дымоотводных систем множество, как и материалов для их изготовления. В последнее время популярным материалом становятся гофрированные трубы благодаря удобству их применения и технологичности.
Такие изделия производятся из различных материалов, но мы не рассматриваем изделия из пластика, поскольку условия работы в нашем случае для них не подходят.
Преимущества и недостатки гофрированных труб для дымоотвода
К положительным сторонам применения гофры для таких целей можно отнести следующие моменты:

- Сечение дымоотвода в виде окружности является наиболее благоприятным для прохождения газов. Поток поднимается по ней по спирали из-за чего в углах квадратного или прямоугольного канала создаются застойные зоны, в которых активно конденсируется влага, присутствующая в дыме. Она становится «ловушкой» для не сгоревших мелкодисперсных частиц топлива. Эта смесь и становится сажей, которая может перекрыть дымовой канал полностью, что делает невозможной дальнейшую эксплуатацию теплового агрегата в доме.
- Простая стыковка отдельных элементов дымоотводной трубы. Для этого достаточно простого адаптера и пары хомутов.
- Простой и доступный ремонт, связанный с простым демонтажем и легкой сборкой нового дымового канала.
- Потребность в различных комплектующих изделиях минимальна, поскольку не используются уголки, повороты и прочие подобные элементы.
- Удобство прокладки дымохода с изменениями направления, если нужно обойти препятствия в виде стропил и других конструктивных элементов.
Вместе с тем, имеется и несколько отрицательных сторон их использования:
- Малая толщина стенок (0,1 миллиметра), что приводит к активному охлаждению дымоотвода и сопровождается образованием большого количества конденсата, а следовательно, и сажи. Дымовой канал из жаропрочной гофры нуждается в тщательном и качественном утеплении.
- Неровность внутренней поверхности стенок гофры, способствующая усиленному образованию конденсата и сажи.
Чаще всего гофрированные трубы используются для устройства вкладыша в кирпичные или другие каналы в форме прямоугольника,

а также в местах подсоединения котла к отводящему дым каналу.

Порядок монтажа дымопровода для газового котла
Популярно изготовление дымовых труб для газовых отопительных устройств с использованием гофрированной трубы. В этом случае может быть использована термостойкая гофра из алюминия. При этом основными требованиями к дымоотводящему устройству остаются прежними:
- надежность;
- долговечность;
- герметичность в течение всего срока эксплуатации.
Дымовая труба состоит из следующих элементов:
- Труба на верхнем конце увенчивается оголовком. Это может быть простой защитный колпак или дефлектор. Более подробно о том, какие бывают виды дефлекторов и какой лучше выбрать исходя их характеристик.
- Он крепится на основной дымовой канал, состоящий из отдельных звеньев длиной 1,0 – 1,5 метров. Между собой они соединяются с использованием проставок соответствующего размера. В месте стыка устанавливаются два винтовых хомута – по одному на стыкуемые концы трубы. Она может эксплуатироваться без наружной теплоизоляции, но ее утепление все же следует считать необходимым во избежание засаживания.
- При установке дымовой трубы внутренней конструкции на пересечении с перекрытием или кровельным пирогом устанавливаются специальные проходные муфты для обеспечения пожарной безопасности.
- Дымовик наружной установки при монтаже устанавливается на стену с использованием кронштейнов. Расстояние между ними должно быть не более двух метров.
- На переходе от котла к дымовой трубе устанавливается тройник.
- К его нижнему выходу крепится конденсатосборник с устройством для сброса вытекающего конденсата. По мере накопления его необходимо сливать и утилизировать.
- Обязательным элементом является смотровое окошко для контроля состояния дымового канала.
При комплектации и установке дымоотвода нужно учитывать следующие обстоятельства:
- Необходимо внимательно ознакомиться с правилами устройства дымохода для газовой колонки или другого отопительного устройства.
- В соответствии с ними подбирается соответствующая конструкция дымоотводящего устройства.
- На всем протяжении дымоходного канала не допускается сужений сечения канала или его провисания на участках, где он располагается горизонтально. Их длина не должна превышать одного метра.
- Расстояние от топки котла до оголовка дымовика должно составлять более 5 метров.
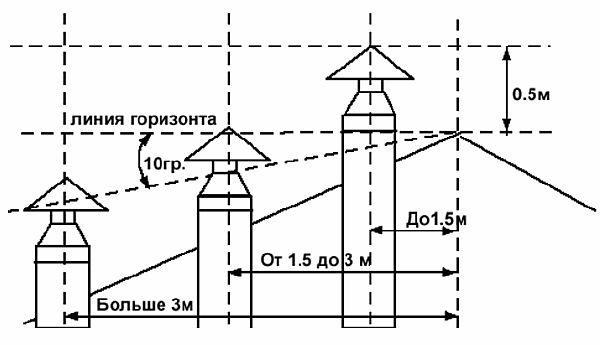
- Дистанция от уровня конька кровли должна составлять:
- не менее полуметра, если труба выходит на таком же расстоянии от конька по горизонтали;
- оголовок может быть на уровне конька, если от него до дымохода 1,5 – 3,0 метра;
- отклонение от горизонта возможно до 10 градусов, если труба расположена на дистанции более 3-х метров от конька.
Несоблюдение этих требований чревато недостаточной тягой в дымоходе со всеми вытекающими последствиями.
- Диаметр дымоотвода прямопропорционально зависит от мощности котла. Чаще всего применяется гофра размером 110 или 130 миллиметров. Но лучше всего воспользоваться рекомендация технического паспорта отопительного агрегата, где этот параметр указывается в обязательном порядке.
- Климатические условия работы газового агрегата в части величины перепада температур в котельной и наружном пространстве.
Монтаж гофры для дымохода
Сборку этого несложного сооружение необходимо производить в следующем порядке:
- Выбрать место для теплового агрегата таким образом, чтобы дымоход был прямым и вертикальным. Это означает, что на своем пути дымовая труба не должна встречать преград, которые нужно обходить. В основном это касается переводов на междуэтажном перекрытии и стропильной системе.
- Установить колено на выходе из котла или газовой колонки. Вместо него допускается использование гибкой гофры из алюминия или нержавеющей стали. Нужно заметить, что этот участок практически никогда не изолируется снаружи, поскольку температура печных газов в этом месте велика и образования конденсата не происходит.

- Далее производится монтаж прямого участка с установкой хомутов и креплением на кронштейны (для пристенного дымохода).
- Наружную часть, возвышающуюся над крышей, целесообразно изготовить из утепленной сэндвич-трубы, при необходимости установить растяжки из нержавеющей или оцинкованной проволоки.
- Установить предохранительное устройство в виде оголовка на трубу.

Важно! Чтобы гарантировано собирать конденсат и не допускать его попадания обратно в топку, нельзя вертикальную часть дымохода располагать непосредственно над ней.
Конструкция и виды гофрированных труб для дымоходов
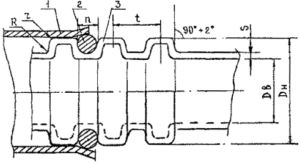
Гофрированные трубы для дымоходов производятся способом холодной формовки на специальной оправке. Для этой цели применяются два вида материалов: сплавы на основе алюминия и нержавеющая сталь.

Заготовка представляет собой ленту шириной порядка 50 миллиметров при толщине 0,1 – 0,5 миллиметров.
Первоначально гофра предназначалась для использования на воздуховодах вентиляционных систем, где и по сей день исправно выполняет свою работу. Попытки использовать такие трубы для дымоходов увенчались успехом, и с тех пор это применение становится все более популярным.
Алюминиевая гофра для дымоходов

Сплавы алюминия, применяемые при производстве этого вида продукции, выдерживают температуру до 500 градусов, после чего тонкие стенки этих труб прогорают. Но важна не только температура, но и агрессивная среда, представленная конденсатом, который представляет собой слабый раствор серной кислоты.
В связи с этим очевидно, что их использование для этой цели весьма ограничено. Не рекомендуется устанавливать гофру на дымоходы твердотопливных котлов, где температура печных газов гораздо выше и применяются высокотемпературные средства для удаления сажи из дымовой трубы. Не применяется гофра для каминов и твердотопливных печей на угле и дровах.
Алюминиевые гофрированные дымоотводы для котлов на газе еще используется довольно активно, но специалисты газовых и пожарных служб все более склоняются к запрету таких конструкций.
Гофрированная нержавеющая труба — сварка труб из нержавейки

Нержавеющие
Дело в том, что гофрированная нержавеющая труба — это уникальный материал в своем роде. Ее можно использовать для газа, для воды. Бухты есть по 50 метров. Можно без всяких стыков проложить трубопровод, длиной 50 метров. Она
- выдерживает высокие температуры,
- она не гниет,
- ее не прогрызут мыши, крысы.
Плюсов у нее очень много.
Еще есть труба нержавеющая профильная, которая используется в автомобилестроение, для транспортировки жидких агрессивных сред, для декора интерьеров и многое другое
Как сделать качественное соединение?
Эта труба может быть обрезана любым способом. Проще всего использовать труборез, но можно и ножовкой и болгаркой, и все, что есть под руками. Мы будем пользоваться труборезом. Труба легко гнется, ее можно согнуть под любым углом и также распрямить.
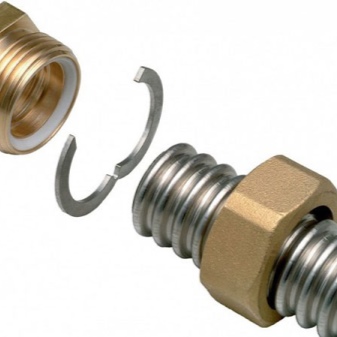
Отмеряем нужный нам участок и обрезаем труборезом. Нам потребуется накидная гайка, стопорное кольцо и прокладка «грибок». Кстати, такая прокладка вовсе не обязательна, можно использовать обычную силиконовую прокладку. Но прежде нужно опресовать конец трубы.
Для этого используется специальное устройство. Суть устройства в том, что оно одевалось на трубу, зажималось и молотком постукивая, сприсовывало гофры трубы. Но это устройство можно усовершенствовать, чтобы результат был более качественный. Есть еще нюансы. Обрезанный край очень острый, поэтому можно на шлифовальном станке срезать верх гофры, а потом уже перейти к спрессованию первых двух-трех гофр на устройстве. Затем на край одевается прокладка «грибок» и гайка.
Возможно это будет полезно: Трубы высокого давления стальные — технические характеристики и сфера применения, ГОСТ
Сравниваем результат
Дальше тестируем результат
- Без стопорного кольца. Когда мы начинаем гнуть трубу, она может выскочить из соединения. И это большая проблема. Поэтому никогда не нужно начинать сгибать трубу у основания, у гайки. Всегда нужно отступать пару сантиметров минимум и делать загиб дальше от гайки.
- Со стопорным кольцом. На экспериментальном куске трубы с другой стороны также шлифуем край. Затем одеваем гайку и спрессовываем несколько гофр. Потом надеваем стопорное кольцо и прокладку. Перемещаем гайку к концу трубы. Закручиваем соединение (до момента, когда трубка перестанет вращаться, но не переусердствовать) и пробуем «вырвать» из него трубу. Со стопорным кольцом это не получается. Труба помнется, но не «вырвется». И вмятины, если они и получаются, никак не повлияют на качество соединения. Поэтому всегда нужно использовать стопорные кольца.
Поэтому, если использовать второй вариант соединения, то получается очень удобно и надежно. Всю гибкую подводку можно поменять на такие трубки, потому что очень снижается производительность в гибкой подводке из-за очень маленького внутреннего диаметра, а значит и низкой пропускной способности. В отличие от гофрированной трубы, где и диаметр трубы можно подобрать. Производительность фильтров, например, за счет замены гибокой подводки на гофрированную трубу, вырастает в два раза.
Еще один нюанс соединения. В некоторых фитингах торцевая часть не плоская, а заострена и прокладка может провалиться внутрь под давлением. Есть смысл зашлифовать на станке, чтобы этого не случилось.
Пользуйтесь гофротрубой, учитывая эти нюансы, чтобы избежать возможных проблем.
Как сваривается нержавейка?
Нержавейка — это высоколегированная сталь, которая очень устойчива к разного вида кислотам. По толщине нержавеющие трубы бывают тонкие до 2 мм, средние – 3-4 мм, и свыше 4 мм это уже толстостенная труба, примерно до 10 мм. В практике чаще всего встречаются трубы трехмиллиметровые.

Аргонная сварка нержавейки
Если говорить о сварке тонкостенных труб, их можно и нужно варить среди аргона. В исключительных случаях, где-то подварить разово, можно использовать электрод двоечку. Варятся трубы, как правило, встык, без зазора. А 3мм трубы варят с минимальным зазором. Разделку кромок не делается.
Если говорить о толстых трубах, то там нужно:
- делать разделку кромок,
- выставлять зазор, притупление.
Все как с обычными трубами.
Особенности процесса сварки
Вообще сварка труб из нержавейки очень похожа на сварку обычных металлических труб. Разница лишь в том, что:
- Теплопроводность нержавейки намного ниже – процентов на 20-25. Следовательно, если вы варите, например, электродами тройками обычную железную трубу на токе 100 А, то такой же диаметр электрода на нержавейке нужно устанавливать на 25% меньше, т.е. 80-85 А. Иначе она просто погорит.
- Сварочная ванная нержавейки довольно вязкая, напоминает пластелин. Текучести там, в принципе, нет. Стоит учитывать этот момент. Вообще нержавейка не любит большой ток. Если поставите большой ток, то просто пропалите дырку. Никак мягче сама ванная и сам металл ложиться не будет. Учитывайте это.
- Еще такой важный момент. Нужно понимать, что хоть нержавейка и устойчива к разного вида коррозиям, кислотам, но она достаточно хрупкая. Так что какие-то физические нагрузки она выдерживает довольно слабо. На излом может сломаться и т.п. Если вы будете использовать её там, где вибрация большая, то данный вид материала вам врядле подойдет.
- Очень важное дополнение. Электроды по нержавейке очень не любят, когда какая-то влага присутствует в трубе, либо капает. Или труба не держит задвижки, например. Так что будьте внимательны. Капля от электрода сразу же начинает шлаковать и она не сваривает две стенки металла. Учитывайте это при сварке. Будьте также осторожны. Шлак при остывании сильно отлетает и может попасть в глаза.
Вообще зазор на толщине стенки трубы 3мм выставляется лишь для того, чтобы видеть сам стык. Потому, что когда отрезано идеально ровно и состыкуешь две детали для сварки, то в маске не видно и можно в процессе пройти мимо шва. Уже неоднократно доказывалось, что с трубой до 3 мм металл проваривается хорошо. Естесственно, что по итогу не будет никакого внутреннего валика.
Как разобраться в пресс системах и сделать нужный выбор?
Коснемся пресс систем, тонкостям вопроса. Пресс системы Viega — это нержавеющая сталь, это олимп сантехмира, прессфитингов. Чему стоит уделить внимание? Казалось бы, хороший бренд, нажми кнопку и получи результат. Но до кнопки нужно соблюсти ряд правил.

Пресс-соединение стальных труб Виега Мегапресс
Пресс фитинги перед монтажом должны быть:
- чистыми, без грязи, без пыли,
- с исправными уплотнительнымы кольцами.
То есть кольца должны быть на месте и при этом они не должны быть загрязнены. Кто-то скажет, да всё нормально, я там в пыль уронил потом надел и зажал и всё хорошо. Всё хорошо будет какой-то период, а в дальнейшем может дать течь вот эта грязь, которая будет находится в районе уплотнительного кольца. Так что уделяйте внимание.
Если фитинг упал и загрязнился, аккуратненько вынимайте колечко не остным предметом, промывайте фитинг, колечко, а потом устанавливайте его в канавку и тогда можно использовать его дальше. Это что касается чистоты.
С этой статьей читают: Трубопроводная арматура: виды и характеристики, методы производства и монтажа
Чему еще уделить внимание?
Когда вы приобрели фитинги, посмотрели, что кольца на месте, перед самим монтажом, перед установкой фитинга, нужно проверить наличие кольца — прокручиваем пальцем внутри на наличие заусенцев, которые могли появится при транспортировке по ленте, когда его изготавливали. Если заусенец есть, берем фаскосниматель и зачищаем. Либо просто напильником это делаете. Но так, чтобы стружка не попала в район уплотнительного кольца. Все должно быть чисто.
- Важный момент. Монтажники строительных компаний часто после соединения фитингов на ощупь не ставят отметку глубины погружения.
Почему это плохо? Потому что вы, установив трубу в фитинг, отлучились на какой-то момент, труба просела в определенный момент и он вытянулся. А вы после возвращения обжимаете прессмашиной якобы готовое соединение. И беда. Беда в том, что труба или часть фитинга вышла в зону уплотнения и в случае каких-либо движений — труба же у нас двигается — может образоваться течь.
Возможно это будет интересно: Пресс клещи ручные для металлопластиковых труб Valtec и Fora — сравнительный обзор
Отметка позволит контролировать этот вопрос. Вы собрали систему, вам осталось обжать, вы подходите, проверяете соответствует ли отметка краю фитинга, если нет, то снова соединяете до упора. Эта маленькая деталь отражается на долговечности системы.

1) Труборез ПТМ 14-60 (Электропривод 220В); 2) Труборез Rothenberger Automatic PL 50-125мм
Чем резать трубу? Режьте трубу специальным труборезом, но никак не болгаркой. Обращайте на этот вопрос внимание. Потому что срез должен быть четкий, не под углом.
Похожие инструменты можно использовать для нарезки профильной трубы из нержавейки.
Важное о пресс машинах
Что касается пресс машины. «Дедушкой» здесь можно считать Novopress. Если есть возможность приобрести модель не сетевую (с хвостиком), а аккамуляторную, то такая будет намного удобней в работе. Но и классическая машина без пистолета дает возможность подлезть в узкие места, хотя она и крепкая, и большая. Обжимает до 54-го диаметра. Маленькие машинки этого производителя обжимают до 35-го диаметра.
На что еще обратить внимание. На клещи. Многим приходится брать в аренду инструмент. Качество готовой работы во многом зависит от состояния клещей — насколько они изношены, насколько они хорошо обслуживались. Если на клещах есть масло, значит их постоянно обрабатывают, протирают, обслуживают. Поэтому, если вы серьезно занимаетесь монтажом, то лучше рассмотреть покупку своей машины, чтобы избежать рекламаций и протечек на своих объектах.
По производителям. Каким производителям можно доверять?
Это самые топеры. Инструмент стоит денег, но своя машина есть своя машина. Тем более вы же делаете не для себя, а для людей. А людям нужно сделать не со словами «и так пойдет», а нужно сделать качественно. Потому что вы же еще и зарабатываете на своем монтаже.
Что касается обработки. Внутреннюю часть трубы можно обработать с помощью шуруповерта. Потому что ручным градоснимателем это делать довольно долго и сложно. Внутреннюю часть трубы нужно обязательно обрабатывать, чтобы всё было гладко, чтобы водичка проходила без излишнего сопротивления. А снаружи нужно снимать для того, чтобы не срезать уплотнительное кольцо в пресс фитинга.
С этой статьей читают: Трубы для дымохода из нержавейки — виды изделий, технические характеристики, монтаж и предназначение диаметров газоотвода
Почему стоит использовать пресс системы мировых производителей?
Потому что эти компании следят за качеством и маркой нержавейки, за сваркой труб. Это тоже, кстати, очень важно. Потому, что приходит нержавейка от других брендов и для того, чтобы заполучить рынок пресса, есть упущения в трубе, в марке нержавейки, и уже в пресс системах. Фитинги должны создаваться с определенным диаметром, допуском.
Если он будет раздолбан, уплотнение не будет соответствовать наружному диаметру трубы, то в дальнейшем это может привести к протечке. Поэтому на данный момент топ у нас это Viega. Как бы не было дорого, как бы не скрипели наши карманы, пока альтернативы нет.
Читайте также: