Как вручную полировать металл
Обновлено: 05.10.2024

Всем привет! Давненько меня не слышно, но это и не удивительно — на 107ой я даже со двора не смогу выехать) А вот 206 собрат здорово выручает — показывает чудеса проходимости (ни разу не застрял, хотя опасения были).
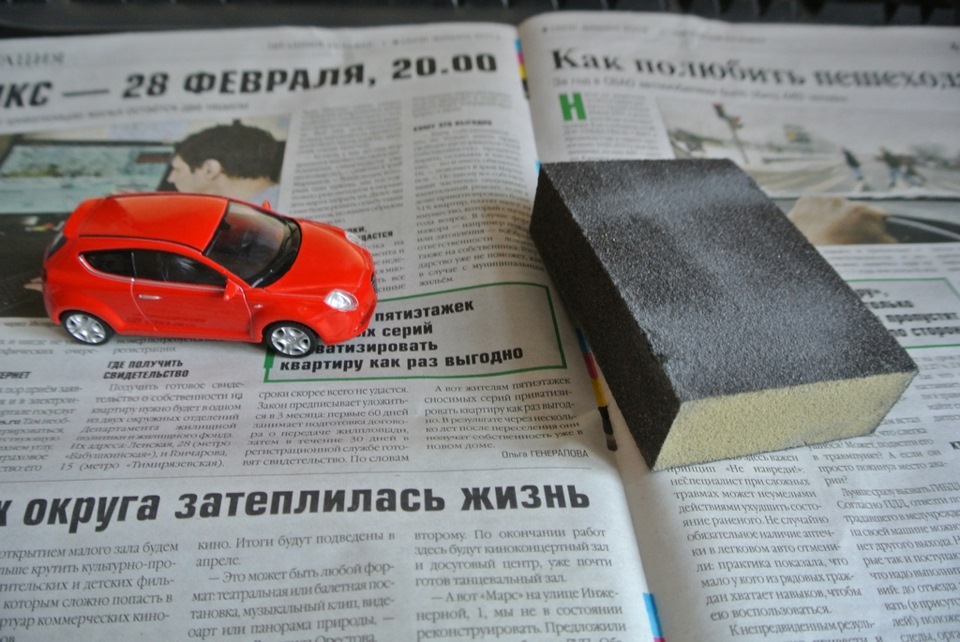
В этом эпизоде можно увидеть полировку крашенного металлического изделия, конкретно модели Alfa Romeo MiTo от Welly.
Что нам понадобится:
1) Предмет полировки (металлическое изделие)
2) Наждачка числом 180-250-320-400-500-800-1000-1500-2000 (тут список формируется по вашему желанию, если поверхность не крашенная, то можно взять с 400 сразу).
У меня не было 250 и 320. Было 120 в виде губки для грубой обработки, потом не менее грубая 180, дальше уже просто обработка поверхности от 400 и выше.
3) Полировальная салфетка
4) Полировальная паста для металлов Alu Magic ну или паста Гои (как в прошлый раз)
5) Малярный скотч, при необходимости
6) Газета, чтобы не мусорить)
7) Стакан воды
8) Влажные салфетки
Итак, берем газету, машину, наждачку:
Обклеиваем малярным скотчем по необходимости:

Начинаем ошкуривание 120-150 шкуркой (но это не обязательно, поверхность может быть изначально хорошей, например полка диска, которая помутнела). Не стесняемся, снимаем лишний материал поактивнее. Обрабатываем, пока полностью не устранятся серьезные косяки (не будет снята краска, не будут выравнены ямы).

2 фотографии обработки до 180 зерном.


Уже после 400 начинаем обработку металла до необходимой кондиции:

При ошкуривании не забывайте удалять металлическую стружку, а то потом могут появиться черные точки, которые будет сложно удалить на поздних этапах (придется возвращаться к началу). Можно иногда протирать влажными салфетками, дабы стереть и лишнюю пыль.
Ошкуривание 500 и 800 зерном:


На 1000 зерне берем стакан с водой и макаем в него наждачку:
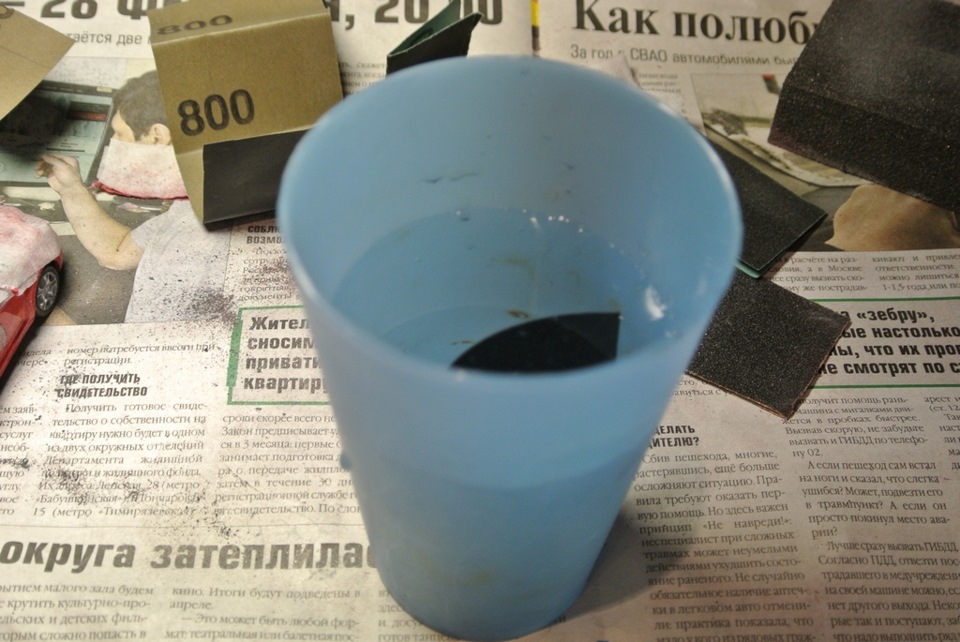
И начинаем влажное ошкуривание, которое дольше сохраняет абразивные свойства шкурки и не так сильно шкрябает по поверхности. Опять же, металлическая стружка не так сильно забивается.

После 1000 и 1500 (влажное):


Ну и после 2000 (пытался сфоткать некое отражение, которое есть, но не зеркальное):

Процесс ошкуривания завершен, теперь необходимо убрать мусор, снять малярный скотч, вымыть и высушить предмет ошкуривания:

Берем полировальную салфетку и пасту Alu Magic. Достаточно 1-2 капель.


Втираем пасту в объект в течение 2-3 минут (плюс-минус):

Потом надо взять чистую тряпочку и растереть остатки пасты.
Для пущего эффекта я беру пасту ГОИ 2 и втираю. Как лучше втирать — можно прочитать по ссылке сверху.

При необходимости повторить работу с пастами.
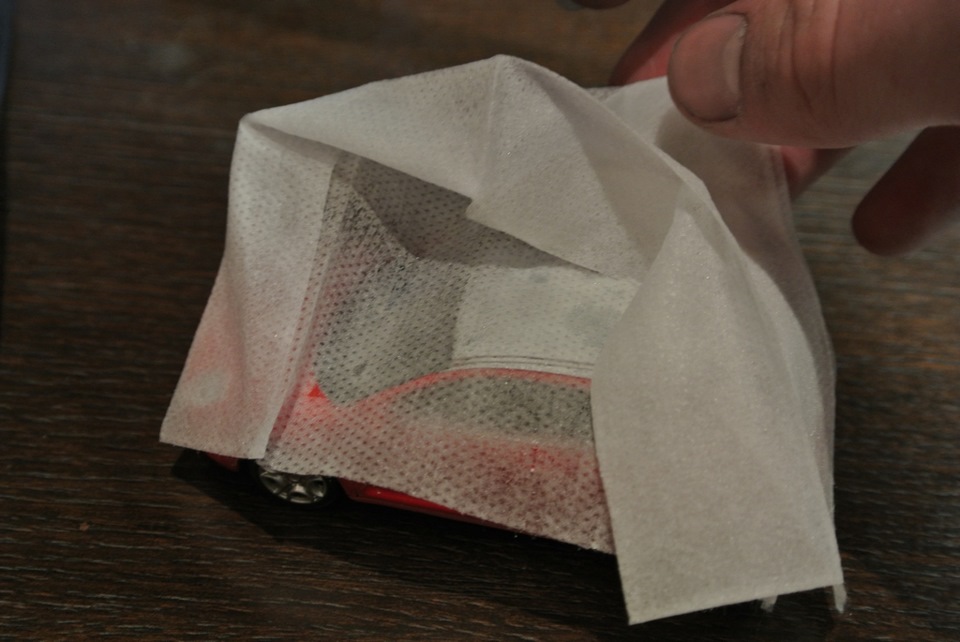
После всех работ берем влажную салфетку и очищаем предмет. Может на нём и не видно пасты, но она там осталась. Так что будет нелишним.
Ну и на выходе получаем такие поделки:

Всем спасибо за внимание. Из ближайших новостей — в апреле будет установка кресел UNP, подвески Ksports (винтовой), установка BBS дисков на лето, а так же ремонт ангельских глаз (их у нас больше нет, качество подвело. Будем делать диодные!)
Полировка металла
Для придания лучших потребительских качеств и привлекательного внешнего вида металлическим изделиям проводят процедуру финишного шлифования. Полировка металла придает изделию декоративный блеск, также выполнение подобной процедуры позволяет подготовить поверхность для нанесения различных материалов.

Виды работ
Полировка металла может проводиться следующими методами:
- механическая или абразивная полировка изделий;
- химическая обработка при помощи специальных веществ, к примеру, пасты;
- электрохимический способ;
- электролитно-плазменный способ.
Некоторые виды финишного шлифования простые, не требуют наличия специальных материалов или оборудования. К примеру, механический метод может использоваться в домашних условиях. Однако добиться существенного результата при их применении практически не возможно.
Недостатки традиционных способов
Полировка металла при помощи традиционных методов, абразивного и химического воздействия на поверхности, имеет определенное количество ограничений в применении. К ним можно отнести:
- отсутствие возможности автоматизации процесса. При проведении работы по получению блеска многие предприятия внедряют технологию автоматической обработки, что позволяет значительно сократить время получения целой партии. Химическая, механическая, электрохимическая полировка имеют особенности, которые затрудняют автоматизацию технологического процесса;
- затруднение получения зеркальной поверхности при использовании рассматриваемых типов воздействия на металл касается технологических и электрических причин. Экономические причины, прежде всего, связаны с большой стоимостью производственных роботов и станков, которые работают на системе числового программного управления. Технологические определяют невозможность включения традиционных методов полировки изделий из металла для получения зеркальной поверхности.

Полировка нержавейки войлочным полировочным диском
Зачастую вышеприведенные проблемы приводят к тому, что рассматриваемая работа выполняется руками при помощи специальной пасты при механическом воздействии. Этот момент определяет значительное снижение показателя производительности, так как обработка на автоматизированной линии невозможна. Из-за использования устаревших методов зачастую производственная линия представляет сбой конвейер, а это отрицательно отражается на стоимости получения изделия, снижает конкурентоспособность предприятия.
Механический метод полировки
На протяжении многих лет использовался механический метод обработки поверхности металлического изделия. Специальные наборы абразивных кругов и лент при сочетании полировочными пастами ГОИ позволяют получить материал с показателем шероховатости Rа = 0,05–0,12 мкм.
К особенностям данного метода паролирования можно отнести:
- для автоматизации процесса используются специальные станки, которые оснащают матерчатыми или войлочными кругами;
- на абразив наносится определенное количество пасты ГОИ;
- рассматриваемая паста гои представляет собой специальный порошок, состоящий из активного вещества, которое оказывает активизирующее воздействие на поверхность изделия;
- типичная паста состоит примерно из 60% абразивного компонента и 40% связующего вещества. содержание активизирующей добавки 2%.
Финишное шлифование можно достигнуть только при использовании пасты ГОИ. При этом используется мягкий круг и паста ГОИ с тонким абразивом. При подобной работе расход материала довольно большой: на 1 квадратный метр поверхности приходится 0,3 войлочного круга и абразивного вещества типа ГОИ, примерно, 100 грамм. При обработке сложной поверхности используется ленточный тип материала и тот же абразив ГОИ.
Отдельное внимание следует уделить пасте ГОИ. Она представляет собой специальное вещество, которое создано на основе оксида хрома. Вещество из категории ГОИ выпускается в виде бруска зеленого цвета. Специальные наборы ГОИ содержат бруски с различными показателями зернистости абразива.
Химическое полирование
При химической полировке на поверхность оказывается сочетание воздействия определенного вещества и гальванических паров. Этот процесс определяет образование пассивирующей оксидной пленки, которая приводит к выравниванию микронеровности поверхности.
Качество полирования зависит от соотношения скорости образования пленки и ее растворения в жидкости. Наибольший показатель блеска можно добиться при образовании пленки малой толщины. При химическом полировании металла можно добиться пленки меньшей толщины, чем при электрохимической, что определяет возможность достижения лучшего блеска, но большие неровности детали не могут быть выровнены.

Электромеханический метод
Механическая и химическая полировка металла зачастую не приводит к необходимому результату. Это связано с тем, что изделие может обладать повышенной устойчивостью к изменениям структуры. Электрохимический метод – процедура воздействия, которая предусматривает погружение деталей в электролит. Провести подобную работу своими руками зачастую достаточно сложно, так как электролит представлен раствором кислоты. Воздействие происходит при подключении резервуара к источнику питания с напряжение около 20 В.
Этот вид обработки определяет появление пассивирующей пленки, которая приводит к уменьшению показателя шероховатости. Степень изменения качества поверхностной структуры зависит от подаваемого напряжения. Достигаемое качество зависит от типа металла, показателя остаточной деформации, толщины обрабатываемой детали и других моментов.
Электролитно-плазменный способ
Последние годы все большей популярностью стал пользоваться электролитно-плазменный метод обработки.
Специальные наборы приспособлений, которые создать своими руками достаточно сложно, обеспечивают воздействие заряда на деталь. К особенностям конструкции можно отнести:
- обрабатываемое изделие становится анодом;
- к детали подводится положительный потенциал от мощного источника питания;
- в качестве катода выступает рабочая ванна.
Для воздействия на нержавеющую сталь и медных сплавов используют специальный раствор, состоящий из сульфата аммония и хлористого аммония. Их концентрация составляет примерно 5%. При условии, что изделие изготовлено из другого металла или сплава используется раствор с концентрацией приведенных веществ 10%. Полировка металла при использовании подобного набора и метода выполняется в течение 2-5 минут, заусенце можно снять примерно за 20 секунд. Подобные показатели определяют высокую производительность этого способа полировки металла.
Технологии и средства для полировки металла до блеска
Полировка металла: особенности подготовительного и основного процессов. Классы полировки металла по ГОСТ. Различные способы, средства и станки для полировки и шлифовки металла до зеркального блеска.

Полировка металла – это финишный этап изготовления изделий из металла и сплавов, который заключается в снятии максимально тонкого слоя материала с поверхности детали. Существует большое количество способов, с помощью которых можно отполировать до блеска изделие как дома, так и в условиях промышленного производства.
О них подробно рассказывается в данной статье.
Описание и свойства процесса полировки
ГОСТ 9.301-86 регламентирует требования к качеству обработки изделий из металла в результате полировочных работ. Нет особых указаний в отношении блеска поверхностей после шлифовки, однако после полировки должны исключаться различные дефекты, борозды, царапины, заусеницы, коррозии и прочее.
Одним словом, мероприятия по полировке призваны придать изделию привлекательный внешний вид и потребительские качества.
На производстве существует такое понятие, как «класс полировки». Происходит определение уровня шероховатости поверхности той или иной детали посредством специального оборудования (микроскопы и профилографы) вплоть до 1 микрометра (мкм, 1 мм = 1000 мкм). Если шлифовка металла осуществляется в домашних условиях, то глубина неровностей определяется на глаз.
Существуют 14 классов шероховатости, которые указываются в специальных чертежах в соответствии с ГОСТ 2789-59.
Классы полировки и требования к ним представлены в таблице ниже.
| Описание поверхности | Размер шероховатости (до мкм) | Класс полировки | Механический способ обработки |
|---|---|---|---|
| Следы обработки очень заметны | 320 | 1 | Строгание, заточка и фрезеровка |
| 160 | 2 | ||
| 80 | 3 | ||
| Следы обработки видны очень слабо | 40 | 4 | Обработка мягким абразивом, получистовая обработка |
| 20 | 5 | ||
| 10 | 6 | ||
| Следы обработки не видны вообще | 6,3 | 7 | Тонкое течение, шлифовка |
| 3,2 | 8 | ||
| 1,3 | 9 | ||
| Поверхность металлического изделия идеально гладкая и имеет характерный зеркальный блеск | 0,8 | 10 | Финишная полировка, мягкое полирование |
| 0,4 | 11 | ||
| 0,2 | 12 | ||
| 0,1 | 13 | ||
| 0,05 | 14 |
Подготовительные этапы

Промышленные предприятия, которые занимаются различными видами обработки металла, осуществляют проверку состояния поверхностей до начала шлифовки. До применения различных химических реагентов и полировальных станков деталь необходимо подготовить к дальнейшим этапам полировки, для этого воздействуют на изделие одним из механических способов:
- обработка детали сжатым воздухом совместно со специальными крупноабразивными элементами, которые удаляют с поверхности крупные наросты коррозии и ржавчины;
- зачистка поверхности изделия щетками с жесткой щетиной для удаления признаков окисления и шлама (пыль, образованная в результате чистки грубым абразивом);
- обезжиривание поверхностей от следов предыдущих средств полировки посредством обработки теплыми органическими растворителями;
- применение щелочных растворов для удаления остатков минеральных веществ с содержанием масла;
- электрохимическое обезжиривание (погружение изделия из металла в электролит).
Все эти способы чаще всего применяются в условиях промышленного производства. Дома для подготовки изделия из металла к полировке достаточно обработать поверхность наждачной бумагой различной жесткости.
Способы полировки металла
Для полировки металла до зеркального блеска в домашних условиях чаще всего применяют специальную пасту, например ГОИ или алмазную, популярную среди домашних мастеров, а также полировальный станок с абразивным кругом.
На предприятиях по обработке металла используются следующие виды полировки:
- механическая;
- химическая;
- электрохимическая;
- при помощи плазмы;
- лазерная;
- ультразвуковая.
Механический способ
Одним из самых эффективных способов самостоятельной полировки металла является обработка поверхности изделия полировочной машинкой.
Шлифовальный станок — незаменимый инструмент для качественной полировки металла до появления первоначального сияния. У машинки для полирования имеется так называемый абразивный круг, покрытие которого будет зависеть от характера работ и материала.
Сам процесс обработки металла с помощью шлифовальной машинки будет происходить следующим образом:
- Круги для полировки и участок металла, который необходимо обработать, смачиваются водой. Для обработки металла диск должен вращаться на скорости 1400 оборотов в минуту. Необходимо предусмотреть, что при такой скорости вращения брызги будут разлетаться на 1–1,5 метра, поэтому необходимо позаботиться о соответствующей защите лица и одежды.
- Обрабатываемая плоскость начнет нагреваться в результате трения, а вода будет испаряться. В результате такого взаимодействия будут удаляться неровности и шероховатости, образуя на основании абразивного круга засоры из металлических частиц и воды. Каждые несколько минут необходимо выключать станок и промывать диск под струей воды. Частички металла следует убирать не только с инструмента, но и с поверхности изделия.
- Для достижения зеркального блеска рекомендуется использовать войлочный материал. Такая насадка надевается на шлифовальный диск так, чтобы края выступали за границу круга на 1–1,5 см. Войлок и поверхность металлической детали необходимо смочить водой, после чего происходит финишная полировка металла.
Если в наличии нет специального станка, можно использовать такое средство для полировки, как наждачная бумага. Сперва необходимо обработать поверхность наждачкой крупного абразива, а затем более мягкого. После перехода с одной зернистости на другую можно приступать к финишному этапу обработки.
На завершающем этапе используют полироль. Для металлических изделий, как и для каменных поверхностей, отлично подходит алмазная паста, которая может вернуть поверхностям идеальную гладкость и зеркальный блеск. Тканью, на которую наносится полировочная паста, тщательно обрабатывается поверхность металлического изделия.
Химическое полирование металла
Химическое полирование является наиболее эффективным решением в отношении изделий из металла и сплавов, имеющих декоративную функцию.

Суть химического способа чистки металла заключается в том, что всю работу по восстановлению поверхности изделия выполняют специальные растворы из химических реагентов и кислот.
Раствор необходимо нагреть до определенной температуры, которая зависит от составляющих металлического сплава, после чего изделие из металла погружается в раствор на несколько минут. Между металлом и химическим раствором происходит реакция, в результате которой разрушается дефектный слой изделия.
Для того чтобы погрузить деталь в раствор, используются специальные держатели. Нет необходимости применять ручной труд, а обработка металла происходит равномерно по всей поверхности.
Однако у данного способа есть недостаток: после процедуры поверхность изделия скорее матовая, нежели блестящая. Кроме того, данный метод требует соблюдения ряда правил безопасности.
Электрохимическая полировка металла
Электрохимическая полировка металла на первый взгляд проходит так же, как и химическая. Деталь нужно опустить на дно резервуара с раствором, но при этом необходимо обеспечить прохождение электрического тока через изделие.
Ток ускоряет процесс разрушения оксидного слоя даже в еле заметных углублениях на поверхности металла.
В результате изделие приобретает идеальную гладкость. Данный способ отлично подойдет тем, кто ищет ответ на вопрос, как отполировать металл до зеркального блеска.
Недостатком данного метода являются большие затраты электроэнергии и необходимость регулярной замены химического раствора.
Полировка при помощи плазмы
Полировка металла при помощи плазмы схожа с электрохимическим способом чистки: изделие также погружается в химический раствор с последующим проведением через него электрического разряда.
Однако электролитно-плазменный способ подразумевает использование не смеси химических реагентов и кислот, а безвредного раствора, получаемого из солей аммония.
Результатом электроплазменной полировки будут не только зеркальный блеск и идеальная гладкость, но и дополнительная защита от образования коррозии.
Лазерная полировка металла
Процесс полировки металла посредством лазерной установки исключает необходимость применения различных полиролей, растворителей и абразивных частиц.
Лазерное устройство воздействует на поверхность металлических изделий путем подачи импульсов света. Энергия, соприкасаясь с металлом, преобразуется в плазму, ее частицы распадаются, что приводит к появлению ударной волны.
Импульс света не имеет достаточной длины, чтобы повредить изделие, однако расщепляет поврежденные частицы металла.
Ввиду этой особенности лазерного луча, если изделие требует глубокой чистки, на один и тот же участок поверхности металла придется воздействовать несколько раз.
Лазерная установка, выполненная из стали, имеет такую особенность, как самоограничение. Устройство само снижает интенсивность воздействия и мощность луча, как только лазер доберется до слоя металла который не нуждается в полировке.
Ультразвуковая полировка металла
Полировка металла ультразвуком является одним из видов обработки различных поверхностей путем дробления, то есть разрушение дефектного слоя поверхности осуществляется после оказания нагрузки на материал.
Колебания ультразвуковой волны образуют сколы и трещины, в результате чего верхний слой металла отходит сам собой, как яичная скорлупа.
Данный способ выручает в том случае, если материал не является проводником электрического тока и не может выступить в качестве анода при электрохимической чистке. Он также отлично подходит для шлифовки тонких и хрупких изделий, включая драгоценные камни и металлы.
Технология ультразвуковой обработки металла выглядит следующим образом:
- В специальный рабочий сектор устройства помещается состав из абразивных элементов.
- Аппарат располагается в непосредственной близости от обрабатываемой поверхности.
- Вибрирующее устройство заставляет абразивные элементы колебаться, затрагивая при этом верхний слой изделия.
- Дефектный слой под воздействием колебаний трескается и разрушается.
В качестве абразивных элементов могут выступать кремниевые или боровые частицы на карбидной основе, а вибрирующим фактором – подача пресной воды.
Если у вас есть опыт полировки металла с помощью промышленных и подручных способов, поделитесь им в комментариях.
Средства и способы полировки нержавейки до блеска
Все о полировке нержавейки до зеркального блеска — от современной электролитно-плазменной технологии до обработки нержавеющей стали кухонной утварью. Описание химического, электрохимического и ручных способов.

Полировка изделий из нержавейки делает их абсолютно гладкими и придает зеркальный блеск. Этот вид обработки металлов относится к финишным операциям и выполняется только после устранения всех мелких царапин, вмятин и других видимых дефектов. В процессе полирования с поверхности нержавеющей стали срезаются мельчайшие неровности, оставшиеся после предшествующего ей шлифования. При этом геометрические размеры детали практически не изменяются, т. к. удаляемый слой металла имеет толщину менее микрона.
Нержавеющая сталь — один из самых распространенных конструкционных материалов. При этом ее, как правило, используют без антикоррозионных или декоративных покрытий — просто шлифуют или полируют. Зеркальные панели кабин лифтов, блестящие конструкции ограждений лестниц, каркасы стеклянных витражей, металлические детали эскалаторов, сверкающее медицинское оборудование, кухонная посуда и корпуса бытовой техники — все это отполированная «до зеркала» нержавейка.

Способы полировки нержавеющей стали
Существует несколько технологий полирования нержавейки, среди которых самые распространенные — это механическая, химическая и их разновидности.
Механическая используется при восстановлении зеркальности нержавеющей стали непосредственно на местах, а также при цеховом ремонте и обработке небольших партий изделий. При поточной обработке деталей из нержавейки на промышленных предприятиях, как правило, применяется метод электрополирования в химических растворах.
Довести до блеска нержавейку можно и в домашних условиях доступными каждому способами и средствами.
При небольших повреждениях или окислении поверхность изделия из нержавеющей стали легко доводится до блеска с помощью полировальной пасты или реагентов для химической полировки. Если же царапины и выбоины на нержавейке имеют значительный размер, то вначале необходимо выполнить механическую шлифовку.

Механическая полировка
При механической полировке нержавеющей стали производится срезание микровыступов металла с помощью абразивных зерен. В качестве инструмента в этом случае выступают круги, диски, валики и ленты, а в роли абразивных материалов выступают полировочные пасты и суспензии. В состав некоторых из них добавляют химические компоненты, которые вместе с абразивом воздействуют на микронеровности. Такой вид обработки называется химико-механической полировкой нержавеющей стали.
После механообработки или прокатки на поверхности изделий из нержавеющей стали остаются продольные полосы и канавки. Эти неровности в самом лучшем случае имеют 6–7 класс шероховатости, поэтому шлифовка нержавейки до 8–10 класса является обязательным условием подготовки к операции полирования, т. к. этому виду обработки соответствуют 11–14 классы.
Механическая полировка нержавейки может выполняться вручную, без применения приводного инструмента и специальных приспособлений. Такая обработка наиболее распространена в быту и при небольших объемах ремонтно-восстановительных работ. На производственных предприятиях для полирования нержавеющей стали используют следующие виды производственного оборудования:
- ручной электро- и пневмоинструмент;
- полировальные станки;
- барабанные и вибрационные аппараты;
- магнитно-абразивные установки.
Самые распространенные абразивные материалы для полировки нержавеющей стали — это различные жидкие полироли, суспензии и пасты, которые позволяют добиться наилучших результатов по шероховатости. У большинства из них основой являются технические масла, жиры и вещества типа парафина и стеарина, которые приходится удалять с поверхности нержавейки с помощью органических растворителей.
Электрохимический способ
В основе технологии электрохимической полировки (ЭХП) нержавеющей стали лежит процесс движения ионов металла от анода к катоду. В общем виде такая установка состоит из металлической ванны с электролитом, подключенной к отрицательному полюсу источника постоянного тока (катоду).
В нее погружается изделие из нержавеющей стали, на которое подается положительный потенциал, т. е. оно является анодом. При пропускании через электролит постоянного тока с поверхности нержавейки начинается отрыв положительных ионов металла.
В большей степени это происходит с вершин микровыступов, которые таким образом сглаживаются (см. рис. ниже). Глубина удаления металла при такой химической полировке нержавеющей стали в электролите регулируется величиной тока и продолжительностью процесса.

ЭХП позволяет обрабатывать любые труднодоступные полости и сложные фигурные элементы со снятием одинакового слоя металла по всей поверхности изделия. Установки, на которых выполняется химическая электрополировка нержавейки, работают при температуре электролита 70÷90 °C и плотности токов от 0.3 до 0.5 А/см².
В качестве электролитов в них используют растворы на основе смеси неорганических кислот. По этой причине ЭХП иногда путают с химическим травлением металлов и даже упоминают в статьях о них азотную кислоту, хотя основные компоненты электролита для нержавеющей стали — это ортофосфорная и серная кислоты.
Электролитно-плазменное полирование
Электролитно-плазменное полирование (ЭПП) нержавеющей стали также основано на процессе перемещения положительных ионов металла от анода к катоду.
Но в этом случае используется другое физическое явление — образование вокруг анода (изделия из нержавеющей стали) парогазовой плазменной рубашки, в которой и происходит процесс выравнивания микровыступов на ее поверхности.
Электролитно-плазменные установки функционируют на постоянном токе напряжением до 400 В и с температурой электролита от 60 до 90 °C. Несмотря на высокое напряжение они работают на тех же плотностях токов, что и при электрохимическом полировании.
При этом обработку деталей из нержавейки они выполняют в несколько раз быстрее: на промышленной установке удаление слоя нержавеющей стали происходит со скоростью 3 мкм/мин.

Еще одним достоинством этой технологии является дешевизна и экологическая безопасность химических веществ, применяемых для приготовления электролитов. В частности, при электролитно-плазменном полировании изделий из нержавейки используются безопасные растворы солей аммония с концентрацией 3÷6%.
Средства для полировки
Большинство работ по полированию штучных изделий и металлоконструкций из нержавеющей стали выполняются либо вручную, либо с применением разнообразного электроинструмента. При этом применяется большое количество полировальных приспособлений, среди которых самые распространенные — это:
- салфетки, диски и круги из нетканого полотна, войлока и фетра;
- валики и пакеты дисков;
- веерные круги;
- полировальные абразивные листы и диски на бумажной и полимерной основе;
- нетканые материалы с абразивом;
- полировальные ленты.
Ручной электроинструмент для полировки нержавейки, кроме обычных полировочных насадок, оснащается приспособлениями для обработки труднодоступных мест и криволинейных поверхностей. Основные виды инструмента с электрическим приводом, применяемого при обработке нержавеющей стали:
- орбитальные шлифовальные машинки;
- болгарки с различными насадками и приспособлениями;
- ленточные шлифмашинки;
- прямошлифовальный электроинструмент;
- переносные ленточно-шлифовальные станки;
- ленточные напильники с поворотными насадками.
В качестве полирующего материала для нержавейки чаще всего используют различные виды паст, которые в общем случае делятся на материалы для черновой и финишной полировки. По составу своей основы они делятся на водные и жировые. Последние лучше удерживают абразивный материал, но их сложнее удалять с нержавеющей стали.
К вспомогательным материалам относятся микрофибровые салфетки, которые применяют для очистки поверхности нержавейки после полировки.
Простой способ полировки нержавейки в домашних условиях
Отполировать нержавейку в домашних условиях несложно. Все зависит от того, насколько поврежден и окислен полируемый предмет, а также от наличия у него труднодоступных мест.
В случае, если поверхность нержавейки просто потеряла блеск от окисления, можно использовать химическое полирование уксусом, оливковым маслом или специальными фирменными средствами. Для этого нужно просто нанести одно из этих веществ на салфетку из микрофибры, после чего плавными круговыми движениями обработать ее со всех сторон.
Таким образом можно восстановить блеск кухонного оборудования, посуды, а также нержавеющих труб в ванной комнате.
Для полировки изделий из нержавейки до зеркального блеска в домашних условиях обычно используют пасту ГОИ. Полирование выполняется с помощью войлока или фетра. После его окончания все поверхности необходимо очистить с помощью салфетки из микрофибры, смоченной небольшим количеством растворителя.
Оба эти метода пригодны в тех случаях, когда нержавеющая сталь не имеет значительных повреждений. При наличии царапин, выбоин и большого количества налета перед полированием придется произвести механическую шлифовку нержавейки (вручную или с использованием электроинструмента).
Периодичность и способы ухода за нержавеющей сталью
Для того чтобы поверхность изделий из нержавеющей стали как можно дольше оставалась ровной и глянцевой, при ее очистке необходимо избегать использования абразивных паст, металлических мочалок, жестких губок и щеток, а также хлорсодержащих веществ.
При отсутствии значительных повреждений на поверхности нержавейки образуется ровная матовая пленка из оксида хрома, которая защищает основной металл от коррозии и не дает налипать на него накипи.
Потребность в периодической полировке возникает по мере износа и появления наружных повреждений на нержавейке, а ее необходимость определяется методом визуального осмотра.
В Интернете встречаются статьи о чистке изделий из нержавейки (в частности термосов, посуды и пр.) с помощью кока-колы. Известно, что в состав этого напитка входит ортофосфорная кислота. Но ее в кока-коле настолько мизерное количество, что сама возможность такой обработки нержавеющей стали вызывает закономерные сомнения.
А что вы думаете по этому поводу? Приходилось ли вам чистить изделия из нержавейки кока-колой или чем-либо подобным? Поделитесь, пожалуйста, своим мнением и опытом в комментариях к этой статье.
Какую пасту стоит применять для полировки металла
Полировальной пастой для металла, выпускаемой в виде доводочных и финишных смесей, проводят обработку деталей в виде шлифовки и полировки до гладкой поверности.

Стальные детали узлов машин различных двигателей и механизмов подвергают нескольким этапам обработки. После шлифования самым последним действием будет обработка полировальной пастой для металла. Суть процесса полировки состоит в том, чтобы убрать с ответственных поверхностей все мельчайшие неровности и царапины, ведь при точной подгонке элементов механики все эти незначительные на взгляд обывателя подробности могут стать причиной неисправности агрегата, быстрого износа его составляющих.
Но полировка применима не только внутри техники: обработанные видимые металлические части выглядят очень красиво. Поэтому корпуса изделий, кузова автомобилей тоже полируют. Наносят полироль для металла и обрабатывают им, применяя определенную технологию.

Виды полировальных паст для металла
Паста для полировки – это многокомпонентный материал, в состав которого входит вещество для связки и абразивный порошок, натуральный или искусственный. Ее виды можно разделить на такие категории:
- По целевому назначению – для предварительной полировки (грубой) и финишной. Это свойство пасты определяется величиной фракции абразива, из которого она состоит.
- По области применения – полироль для стали, других металлов, универсальный материал, чтобы обрабатывать разные типы твердых поверхностей.
- Легко удаляемые при помощи воды, стойкие к смыванию – первые имеют водорастворимую структуру, вторые выполнены на основе жиров.
- По консистенции бывают твердыми и жидкими.
- По виду абразивного порошка, входящего в структуру пасты, например, алмазные пасты для полировки металла.
Для удобства ориентировки! Производитель обычно указывает номер мастики, по которому можно понять степень ее грубости, либо выполняет ее в разном цветовом исполнении (цветовая кодировка).
Абразивные пасты
Правильней будет сказать, что все полировальные мастики являются абразивными, но в народном использовании под этим термином подразумеваются шлифовальные пасты для металла или грубые смеси. Основные их свойства:
- способность удалять с поверхности металла глубокие риски и шероховатости;
- высокая степень агрессивности – быстро съедают слой материала;
- после шлифования абразивным материалом обработанная поверхность получается гладкой на ощупь, с характерным матовым оттенком.
Среди алмазных полировочных к грубым относятся те, которые имеют величину зерна в пределах 40 мкм. Эльборовые крупнозернистые пасты для обработки металла до чернового состояния могут содержать зерно с фракцией от 125х100 до 40х28 мкм.
Верным будет отнести к шлифовальным мастикам и средние по грубости материалы. Они позволяют делать предварительную доводку металла до состояния гладкости и блеска при удалении шероховатостей.
Для грубой обработки металла могут применяться твердые полировальные пасты и жидкие.

Финишные полировальные пасты
Полировальные пасты финишного назначения рекомендовано применять только после обработки более грубыми абразивными. Финишная масса не обязательно должна содержать абразивную пыль, лучше, когда ее наполнителем являются композиты из эпоксида или воск с тефлоном. Кроме своего прямого назначения, финишные могут выполнять еще и защитную функцию, заполняя все микропоры поверхности металлического изделия.
Как правило, паста полировочная финишной доводки бывает двух номеров.
- позволяет избавляться от микрорисок, оставленных шлифовальным материалом при предварительной обработке;
- придает поверхности характерный металлический блеск.
Более тонкая финишка:
- позволяет добиваться глянцевого блеска деталей;
- является самой экономичной из всех полировочных.
Структура и свойства паст для металла
Для проведения операций полировки и шлифовки металлических поверхностей разработаны три основных вида мастик:
- на основе алмазного порошка;
- эльборовые полировочные мастики;
- пасты ГОИ.
Алмазные используют для доводочных и полировочных целей. В их составе могут быть использованы натуральные и штучные алмазные зерна размером от 1 до 40 мкм. В некоторых случаях смеси с синтетическим порошком внутри более эффективны в работе, чем с натуральным наполнителем. Это обусловлено тем, что первые более однородны по структуре.

- АМ – указывает на применение в составе алмазных микропорошков.
- А – порошков.
- АС или АСМ – алмазная фракция представлена синтетическим материалом.
Число после букв указывает на размер зерна.
Какое соотношение лучше? Практическим путем выявлено, что алмазная паста с процентным соотношением наполнителя и связующего вещества (оливковое либо касторовое масло) 40 к 60% является наиболее эффективной рабочей массой.
Кубанитовые, или эльборовые, мастики для полировки изготовлены на основе нитрида бора, выступающего в качестве абразивного наполнителя. Такой мастикой можно проводить доводку металлических заготовок, заточку инструмента металлорежущего назначения, полировку поверхностей из стекла.
Кроме абразива, в составе пасты эльборовой присутствует связующий компонент с активными веществами. За счет этих активных веществ повышается эффективность работы абразива во время снятия отработанной стружки, шлака и легко воспламеняемых материалов с поверхности заготовки. Отличительной чертой является высокая точность процесса доводки.
Инструкция по применению полировальных паст

Допускается работать мастиками как вручную, так и используя шлифовальную машинку универсального типа. Дополнительной оснасткой являются специальные войлочные круги или салфетки. Процесс полировки машинкой (УШМ) заключается в следующем:
- Круг полировочный устанавливают на УШМ. Он должен быть чистым, без пыли и мусора.
- Рабочую поверхность металла очищают от загрязнений.
- Включают электроинструмент на самое низкое вращение вала и прислоняют брусок пасты к поверхности войлока на пару секунд.
- В случае жидкой консистенции ее наносят на войлок резиновым шпателем так, чтобы не было излишков и разбрызгивания полироля во время работы.
- Вращающийся войлочный диск прислоняют к поверхности и круговыми движениями проводят обработку.
- В процессе контролируют состояние металла визуально, добавляют по необходимости пасту при ее выработке.
- После того как процесс закончен, удаляют остатки полировочного материала средством, предусмотренным для этих целей инструкцией на упаковке мастики.
Популярные пасты для металла
Полировальная паста для металлов Doctor Wax эффективна в работе с такими материалами, как алюминий, хром, сплавы магния, сталь, бронза, драгоценные металлы. Целевым назначением мастики служит борьба с окислами, легкими налетами ржавчины, царапинами. Ее компоненты не являются химически агрессивными веществами, в составе также нет абразивов крупной фракции.
Мастика Metal Polish хороша в качестве шлифовального материала для чистки изделий из нержавейки, стали, сплавов меди, никелированных поверхностей. Кроме придания металлу блеска, паста создает на поверхности слой защитной пленки, предотвращая процесс образования коррозии. Отличительным качеством продукта является его безопасность для человека при использовании в качестве очищающего материала для полировки столовой утвари, подтвержденная стандартами NSF.
Полировочное средство Dursol для проведения операций полировки в домашних условиях и на производстве. Помогает при очистке цветных металлов, хрома и нержавейки. После обработки средством металл приобретает глянцевый блеск.
Особенности и преимущества пасты ГОИ

Самым большим преимуществом продукта на основе оксида хрома является то, что эта полировальная паста универсальная. Кроме цветных металлов, ГОИ может применяться для полировки многих твердых поверхностей. Продукт выпускают в виде брусков зеленого цвета, которые бывают светлых и темных оттенков. Кроме абразивных крупиц оксида хрома, здесь присутствуют керосин, силикагель, стеарин и другие компоненты.
Удобно, что производители выпускают четыре номера паст ГОИ для грубой, средней и финишной полировки. Чем светлее по цвету брусок, тем более грубой будет структура мастики.
Категории полироля ГОИ:
- Под номером 1 – самая тонкая структура для финишной чистовой полировки металла. Можно получить эффект зеркальной поверхности.
- Под номером 2 – для предварительной финишной полировки, дает глянцевый блеск.
- Под номером 3 – средней грубости для шлифовки металла. После обработки поверхность получает равномерный блеск, штрихов не наблюдается.
- Под номером 4 – для грубой шлифовки с получением матовой поверхности.
Применение пасты ГОИ при полировке металла
- От бруска отрезают необходимый по размеру кусок.
- Материал наносят на ткань мягкой структуры (можно использовать нетканую основу) или круг из войлока.
- Полируют изделие до получения блеска.
- Окончив работу, очищают поверхность, применяя мыльный раствор или растворитель для краски.
Для облегчения труда! Чтобы паста ГОИ была более податливой и лучше наносилась на ткань, ее можно размягчить несколькими каплями масла машинного.
Если вы имеете опыт полировки металлических изделий, поделитесь им в комментариях. Такая информация для нас очень ценная!
Читайте также: