Как выглядит чертилка по металлу
Обновлено: 04.10.2024
Керн (кернер) и чертилка – это специализированные слесарные инструменты, предназначенные для выполнения точной разметки по металлу. Несмотря на визуальное сходство, они имеют разное назначение, хотя в отдельных случаях и условиях могут быть взаимозаменяемыми.
Что такое керн
Кернер или керно – слесарный ударно-режущий инструмент в виде металлического стержня из каленой стали с острием на одном конце, предназначенный для разметки на металле, необходимых для позиционирования сверла. Он применяется совместно с молотком. Последним наносится удар по керну, в результате чего острие инструмента оставляет на металле вмятину, которая применяется для постановки сверла. За счет лунки исключается вероятность соскальзывания при сверлении.
Обычно керны представляют собой стержень круглого сечения. Его острие затачивается под 100°-120°. Этот угол подобран неспроста. Именно при таком уклоне вершины конус достаточно хорошо погружается в металл, при этом его наконечник деформируется по минимуму. Нужно отметить, что инструмент, рассчитанный на работу с мягкими металлами, может затачиваться под меньшим углом. За счет этого изменяется геометрия лунки, и в нее легче попасть сверлом для цветмета, у которого угол режущей кромки отличается.
Часть керна, по которой наносится удар молотком, называется затыльник или боек. Центральная область инструмента обычно делается рельефной, для более удобного удержания в руке.
Кернер изготавливается из инструментальной стали. Его острие проходит закалку на длину 20-30 мм. Термообработке поддается и его боек. При этом центральная часть обработке не подвергается, что позволяет инструменту весьма эффективно гасить удары и препятствует его слому. Запас длины закаленной стали возле острия позволяет при необходимости затачивать изношенный инструмент без риска потери рубящих качеств.
Виды кернеров
Хотя керн и очень простой инструмент, но его конструкция может отличаться в зависимости от того, для решения каких задач он сделан.
Популярные разновидности:
- Обычный.
- Колокол.
- Автоматический.
- С пружиной растяжения.
Обычный – это просто стальной прут круглого или многогранного сечения. Он используется только совместно с молотком. Хотя керно и имеет свой специфический угол заточки, его можно применять в качестве чертилки. При этом точность такой линии будет хуже, в силу специфической конусообразной структуры острия. Такой инструмент производится в различных вариациях длины. Обычно это 140 мм, но возможно ее увеличение. Инструмент стоит подбирать под руку. Если он слишком узкий, то возможно повреждение руки молотком.
Колокол очень похож на обычный кернер, но имеет дополнительный элемент в виде воронки. За счет нее он способен центрироваться на выпуклых и сферических поверхностях. Таким инструментом легко накернить металлический шар, что сложно при использовании обычного прямого керна. Окружность вокруг инструмента препятствует скольжению острия в сторону. Это весьма специфическое и узкоспециализированное керно, малопригодное для другой работы, кроме как нанесения разметки на сферы. Его юбка делается из достаточно жесткой резины. Она эффективно гасит удары, и не скользит, что способствует правильному направлению наконечника.
Автоматический керн предусматривает возможность использования одной рукой. Это полностью самодостаточный инструмент, не нуждающийся для применения совместно с молотком. Он представляет собой закаленный наконечник, заложенный в трубку с системой пружин. Для срабатывания устройства, нужно приставить острие в точку сверления и нажать. В результате происходит сжатие основной внутренней пружины, затем срабатывание механизма спуска, и ее отскок. Как следствие твердый наконечник наносит удар в поверхность. Такое устройство делает лунки одинаковой глубины, что отличает его от обычного слесарного керна.
Автоматические кернеры очень хорошо подходят для использования в труднодоступных местах, куда нет возможности подобраться с молотком. При выборе этого инструмента лучше всего обращать внимания на приборы с круглой рукояткой на месте затыльника. Это облегчает нажатие и не создает болевые ощущения в ладони после срабатывания механизма. Если делать подряд десятки лунок, то отсутствие дискомфорта будет весьма важно.
Керн очень простой инструмент, который зачастую изготавливают своими руками. Зачастую самодельные устройства не хуже покупных. Достаточно распространенной конструкцией кернера является пружинный кернер. Он представляет собой отдельный наконечник и боек. Они соединяются между собой обычной пружиной растяжения. Для срабатывания такого прибора, нужно просто оттянуть боек и отпустить. За счет эластичности пружины, он ускорившись вперед ударит в наконечник, и тот углубиться в металл. Кернер этого типа используется без молотка, но для его срабатывания нужно усилие двух рук, поэтому он не так хорошо подходит для труднодоступных мест, как автоматический покупной аналог.
Размеры кернов, какой выбрать
Острие кернера может иметь различный диаметр. При использовании тонких сверл для их центрирования важна мелкая лунка. Если она будет большой, то оно начнет соскальзывать в сторону и засверлиться будет сложно. Если же пытаться рассверлить тонкую вмятину широким сверлом, то его острие также может не зацепиться. В связи с этим в идеале иметь в наборе инструментов керны с разным диаметром наконечника.
Что касается формы и диаметра самого стержня, то они могут быть разными. От их параметра эффективность инструмента никак не зависит. Главное чтобы он удобно ложился в руку. Для людей с широкими ладонями стоит обратить внимание на более длинные керны, так как короткими можно случайно повредить пальцы при ударе молотком.
При рассмотрении стеллажей с кернами в магазине можно заметить, что острота рабочей части разных инструментов отличается. Если прибор планируется применять на стали, то чем он острее, тем лучше, но не более 120°. Для сверления мягких цветных металлов наконечник должен иметь небольшой угол заточки. Лунка от него получается более широкой, что помогает лучше центровать сверло с соответствующей заточкой под цветмет.
Особенности работы кернером
При использовании ударного кернера необходимо наличие молотка. Инструмент приставляется к точке сверления, позиционируется и выравнивается перпендикулярно к поверхности. Затем по нему наносится удар молотком. Правильно делать один сильный удар, а не несколько слабых. Это требует некоторого опыта и сноровки. В таком случае вмятина получится четкой и точной. При попытке формирования лунки парой слабых ударов, ее очертания могут сдвинуться. В таком случае сверло при сверлении окажется немного в стороне. Зачастую в слесарном деле это совершенно неприемлемо.
Если используется автоматический керн, то он также выравнивается перпендикулярно поверхности. Затем прижимается с силой до момента отскока пружины. До удара жало прибора слегка войдет в корпус. В связи с этим усилие необходимо прикладывать размеренно, чтобы не перекосить инструмент. Соблюдая перпендикулярность, можно получить наиболее четкую глубокую лунку, которая позволит правильно центрировать сверло при начале сверления.
По мере использования керн может тупиться. Хотя он и сделан из инструментальной стали и проходит закалку на наконечнике, но через несколько сотен ударов, особенно по твердым поверхностям, острота заточки теряется. В таком случае его можно обновить. Первые 20-30 мм стержня керна закалены, поэтому восстановленное острие будет такое же твердое.
Что такое чертилка
Чертилкой называют ручной слесарный инструмент для нанесения разметочных рисок по металлу. В отличие от нарисованных маркером или карандашом, они более точные за счет минимальной толщины. Разметка чертилкой особенно заметна на темной горячекатаной стали, цветных металлах, а также изделиях пораженных коррозией.
Чертилки тоньше кернов, так как они необходимы для нанесения царапин. По ним не нужно стучать молотком. Отсутствие сильного давления на инструмент меняет механику его применения, поэтому для максимальной четкости царапины чертилки затачивают под углом 15°. Нужно отметить, что ее форма не всегда такая же как у керна. Нередко можно встретить Г-образный инструмент или с кольцом на конце. Прямые чертилки в исключительных случаях вполне могут использоваться для кернения под сверление, с изгибом же для этого не подходят.
Разметочная чертилка более изящный инструмент, чем керн. Он легче и острее, поэтому ее наконечник зачастую оснащается защитным колпачком, для предотвращения травмирования.
Чертилки делают различных видов:
- Прямые.
- Стилизованные под ручку.
- Г-образные.
Обычная прямая чертилка наиболее универсальная. При крайней необходимости по ней вполне можно нанести удар молотком, чтобы сделать лунку под тонкое сверло. Нужно отметить, что от этого инструмент портится.
Стилизованная под шариковую ручку чертилка может использоваться только для черчения разметки. По ней нельзя бить, так как ее механическая прочность для этого недостаточная. Этот инструмент в особенности хорошо подходит для работы с мягкими цветными металлами.
Г-образная чертилка имеет характерный изгиб перед острием. Это делает ее удобной при обводе больших шаблонов во время переноса размеров на листовую сталь. Для черчения мелкой разметки она подходит хуже, чем прямая.
Разметка изделий из металла
При производстве изделий из металла исходный материал — отливки, листовой и профильный прокат — не соответствует по размерам и форме чертежу конструктора. Чтобы отрезать лишний металл, высверлить, отштамповать, сварить или другим образом обработать заготовку, на нее наносят ключевые точки чертежа. Применяясь к этим точкам и линиям, и проводят обработку.

Разметка изделий из металла
Основное понятие и типы разметки
Как правило, размечают уникальные детали и изделия, производимые малыми и сверхмалыми сериями. Для крупносерийного и массового производства заготовки не размечают, вместо этого используют специальную оснастку и управляющие программы.
Что такое разметка
Операция нанесения размеров и формы изделия на заготовки называют разметкой. Цель операции — обозначить места, в которых следует обрабатывать деталь, и границы этих действий: точки сверления, линии загиба, линии сварных швов, обозначение маркировки и т.п.
Разметку производят точками, которые называют кернами и линиями, которые называют рисками.
Риски процарапываются в поверхности металла острым инструментом или наносятся маркером. Керны набиваются специальным инструментом — кернером.
Определение разметки Инструменты для разметки
По способу выполнения различают такие виды разметки, как:
- Ручная. Ее делают слесари.
- Механизированная. Выполняется с использованием средств механизации и автоматизации.
По поверхности нанесения различают
- Поверхностная. Наносится на поверхность заготовки в одной плоскости и не связана с линиями и точками разметок, наносимых на другие плоскости.
- Пространственная. Проводится в единой трехмерной системе координат.

Замечания по правке и разметке для тонколистового металла
Выбор между поверхностной и пространственной разметкой определяется, прежде всего, сложностью пространственной конфигурации детали.
Требования к разметке
Слесарная разметка должна отвечать следующим требованиям:
- точно передавать ключевые размеры чертежа;
- быть ясно видимой;
- не стираться и не смазываться в ходе операций механической и термической обработки;
- не ухудшать внешний вид готового изделия.
Разметка деталей должна проводиться качественным инвентарным инструментом и приспособлениями, подлежащими периодической поверке.
Нанесение рисок
Стандарт регламентирует порядок нанесения разметочных линий:
- горизонтальные;
- вертикальные;
- наклонные;
- криволинейные.
Нанесение криволинейных элементов после прямолинейных дает еще одну возможность проверить их точность. Дуги должны замыкать прямые, сопряжение должно быть гладким.
Прямые риски проводят хорошо заточенной чертилкой, без отрыва за один прием. Чертилку при этом наклоняют в сторону от линейки или угольника, чтобы не вносить искажений.
Параллельные прямые чертят, используя угольник и перемещая его вдоль опорной линейки на требуемую дистанцию.
Нанесение взаимно перпендикулярных и параллельных рисок Нанесение рисок под углом друг к другу
Если в заготовке уже есть отверстия, то для привязки разметочный линий к ним применяют специальный инструмент — центроискатель.
Для того чтобы разметить наклонные линии, используют разметочный транспортир с шарнирной линейкой, закрепленной в его нулевой точке.
Для особо точной разметки в слесарном деле применяют штангенциркули. Они позволяют измерять расстояния и процарапывать риски с точностью до сотых долей миллиметра.
Накернивание разметочных линий
Для того чтобы точнее провести риску, в ее начале и в конце ставят керны. Это позволяет визуально контролировать положение линейки во время прочерчивания.
На рисках большой протяженности вспомогательные керны ставятся также и через каждые 5-15 см.
Линии окружностей накернивают в четырех точках — концах перпендикулярных диаметров.
Если размечают уже обработанные поверхности, то кернение применяют только в начале и конце рисок.

Накернивание разметочных линий
После чистовой обработки риски продлевают на боковые поверхности и ставят керны уже на них.
Приемы разметки
В слесарном деле применяют следующие приемы:
- По шаблону. Используется в случае мелкосерийного производства. Шаблон изготавливают из металлопроката, всю партию размечают (или даже обрабатывают) через единожды размеченные прорези и отверстия в этом листе. Для деталей сложной формы может быть сделано несколько шаблонов для разных плоскостей.
- По образцу. Размеры переносят с детали — образца. Применяется при изготовлении новой детали взамен сломанной.
- По месту. Используется при производстве сложных многокомпонентных изделий и конструкций. Заготовки размещаются на плоскости или в пространстве в том порядке, в котором они входят в конечное изделие и размечаются совместно.
- Карандашом (или маркером). Используется для заготовок из сплавов алюминия, чтобы чертилка не разрушала пассированный защитный слой.
- Точная. Делается теми же методами, но применяются измерительные и разметочные инструменты особой точности.

Приемы выполнения разметки металлических деталей
Выбор приемов проводят в соответствии с конструкторскими и технологическими указаниями.
Брак при разметке
Прежде всего, при разметке всплывает брак, допущенный на предыдущих стадиях изготовления. Продукция заготовительных участков или цехов, а также материалы, приобретенные на других предприятиях, обнаруживают:
- нарушение размеров
- искажение формы
- коробление.
Такие отливки или прокат дальнейшим разметочным операциям не подлежат, а возвращаются в подразделение или организацию, допустившую брак, для его исправления.
На этапе собственно разметки брак может быть вызван следующими факторами:
- Неточность чертежа. Слесарь, не задумываясь, отображает неправильные размеры на детали, и в ходе дальнейшей обработки выходит бракованная продукция.
- Неточность или неисправность инструментов. Все разметочные инструменты подлежат обязательной периодической поверке в метрологической службе предприятия или в авторизованном метрологическом центре.
- Неправильное использование инструмента или вспомогательных разметочных принадлежностей. Известны случаи, когда вместо мерных калиброванных подкладок для выставления уровня использовались обычные подкладки. В этом случае также возможна ошибочное нанесение углов и уклонов.
- Неточность установки заготовки на разметочный стол или плазу. Приводят к перекосам при откладывании размеров, нарушению параллельности и соосности.
- Неправильный выбор базовых плоскостей. Возможно также, что часть размеров наносилась от базовых плоскостей, а часть — от черновых поверхностей заготовки.

Брак при разметке
Отдельно в ряду причин брака стоят ошибки разметчика. К ним относится:
- Неправильно прочитанный чертеж. Возможно нанесение радиуса вместо диаметра и наоборот, неточное нанесение центров отверстий относительно центровых рисок и т.п. В случае возникновения затруднений слесарь обязан обратиться за разъяснениями к бригадиру или мастеру.
- Неаккуратность и невнимательность при кернении и нанесении линий.
Человеческий фактор, к сожалению, является наиболее распространенной причиной разметочного брака.
Халатность может допустить как сам слесарь, так и его руководители, не поверившие вовремя инструмент или выдавшие неподходящие разметочные приспособления.
Обычно разметочные операции поручают наиболее опытным и ответственным работникам, рассчитывая на то, что они не будут механически переносить размеры с чертежа на заготовку, а отнесутся к делу вдумчиво и вовремя заметят и устранят причины возможного брака самостоятельно или обратившись к своим руководителям.
Чертилка слесарная по металлу
Разметка детали — важнейшая операция в технологический цепочки производства. В зависимости от требований по точности, читаемости линий на поверхности выбирается способ их нанесения. Карандаш, мел, маркер удобны в работе. Не нужно прилагать усилий во время разметки. Однако эти методы недостаточно эффективны во многих случаях. Линии слишком широкие, легко удаляются в процессе работы и плохо видны во время обработки. Оптимальным инструментом для качественной разметки считается слесарная чертилка по металлу. Линии хорошо видны, их невозможно стереть. Тонкий контур позволяет изготавливать детали высокой точности.

Описание инструмента
Отечественные производители долгие годы опирались в производстве на строгие правила, регламентируемые в законодательных актах. Так чертилка по металлу разметочная ГОСТ 24473-80 должна соответствовать указанным в документе размерам и характеристикам. Допускались до производства следующие виды инструмента:
- односторонняя;
- двусторонняя;
- односторонняя с рукояткой;
- двусторонняя с рукояткой.
Оговаривался и материал изготовления. Чертилка могла быть цельной из углеродистой стали, либо с твердосплавной напайкой. В качестве режущего элемента иногда применялись сменные иглы. Изготавливают инструмент из стали марок У10, У12. У таких моделей есть свои плюсы и минусы. К недостаткам можно отнести быстрый износ острия. Преимуществом является возможность заточить приспособление на любом абразивном оборудовании. К тому же стальной образец дешев. Дороже обойдется слесарная чертилка по металлу с победитовым наконечником.

Срок ее службы многократно дольше, она не боится окалины, пыли, грязи на поверхности. Для заточки необходим специальный алмазный круг.
Изготовление своими руками
Домашний мастер не ограничен жесткими производственными регламентами и требованиями. Он вправе сделать чертилку слесарную по металлу для себя из желаемого материала, нужного размера, формы. Опытные мастера, даже на крупных предприятиях, где есть возможность пользоваться заводским изделием считают, что сделанная своими руками модель лучше. Самодельная чертилка учитывает индивидуальные особенности работника, особенности выполнения операций. Удобная рукоятка комфортнее в работе, поскольку часто приходится прикладывать значительные усилия при нанесении разметки.
Решив, что инструмент необходим, встает вопрос — из чего сделать слесарную чертилку, чтобы она была удобная и прослужила долго?
Вариантов много, например:
- Слесарный инструмент: напильник, метчик, сверла из инструментальной стали, керн.
- Деталь из высокопрочного сплава: клапаны, валы, иглы, спицы.
- Сверла, буры с победитовой напайкой.
Технологии производства в домашних условиях предполагают наличие необходимого инструмента, навыков работы. Решить, как сделать своими руками чертилку в данном случае, это выбор мастера. Среди наиболее популярных способов отмечают следующие:
- заточка удобной детали по чертежам;
- изготовление держателя для чертилки со сменными иглами;
- сварная конструкция из рукоятки и режущего острия.
При работе с абразивным инструментом следует помнить, что недопустимо перегревать заготовку. Появление окалины на поверхности — брак. Минимум 0,5 мм металла следует удалить в этом случае. Применяются охлаждающие жидкости и щадящий режим обработки.
Хорошим решение для изготовления своими руками чертилки будет использование швейных игл. Для их производства берется высокопрочная углеродистая сталь. Сделав рукоятку, можно из дерева или других материалов, вставляют зажимной механизм для иглы. Предварительно ее укорачивают до нужного размера. Еще проще использовать швейные иглы можно сняв шток с неисправной машинки.



Совершенно иной, современный подход к решению проблемы предлагают смекалистые умельцы. В сети можно приобрести набор электронной чертилки. Работает она по принципу дуговой гравировки. Для реализации идеи необходимо знать принципы электротехники, навыки работы с приборами. Хотя напряжение питание небольшое, подойдет даже шнур от компьютерного порта USB, следует соблюдать технику безопасности.
Для изготовления чертилки с твердосплавной напайкой нужен алмазный круг. Обычный абразив не справится с задачей, его можно только испортить. При заточке инструмент не боится перегрева, но все равно температуру следует держать под контролем. Обычно фиксируется победит на латунном припое, который может расплавиться. Разумно воспользоваться услугами мастеров заточки. В бытовых условиях чертилка с твердосплавной насадкой может служить долгие годы после одной заточки.
Какой бы способ изготовления не выбрал домашний умелец, он должен понимать, что работа стоит этих усилий. Разметка на металле с помощью слесарной чертилки качественнее, точнее, нежели аналогичная процедура с использованием маркера, карандаша или мела.
Штихель по металлу для гравировки
Штихель — главный инструмент для гравировки по металлу. Гравер держит в руке острый и прочный резец снабженный полукруглой деревянной или пластмассовой рукояткой для упора ладонью. Режущая кромка может быть разной формы для выполнения различных гравировальных операций. Многие граверы не довольствуются магазинными покупками, а изготавливают свой инструмент самостоятельно.

Делаем штихель для гравировки по металлу
Изготовление штихеля простейшей конструкции доступно домашнему мастеру, владеющему слесарными навыками. Для этого за основу берут:
- напильник или надфиль;
- рессорный лист;
- часть обоймы подшипника.
Главное, чтобы сталь была высокопрочной и упругой. Прочность необходима для того, чтобы штихель успешно резал металл заготовки, долго не тупился и держал заданную форму заточки. Упругость позволит инструменту не сломаться под нагрузкой.
Более качественный резец можно получить методом ковки, но для этого следует иметь хорошие кузнечные навыки и располагать кузницей. Штихель из надфиля будет заметно уступать кованому и по прочности, и по гибкости.
Прежде, чем начинать пилить и ковать металл, следует построить чертеж инструмента. Потребуется не только масштабное изображение самого резца, но и чертеж ручки.
Как выковать штихель
Начинающие граверы обходятся покупными штихелями или переделанными из напильников. Зрелые мастера часто чувствуют потребность в надежном кованом резце.
Самостоятельное изготовление кованого штихеля требует владения кузнечными навыками на среднем уровне. Инструкция, как сделать штихель методом горячей ковки, приведена ниже.

Ковка разбивается на следующие основные этапы:
- ковка заготовки;
- закаливание;
- окончательная обработка и доводка.
Во время ковки необходимо постоянно следить за температурой детали. Она определяется пирометром или традиционным методом- по цвету накала. В начале процесса деталь должна быть светло- желтой, на последних операциях-светло-красной.
Хорошо прогретую заготовку нужно клещами выхватить из горна и уложить на наковальню. Легкими частыми ударами сбивается окалина. Чтобы получить прямоугольник, применяется техника поперечной протяжки. Для формирования треугольной формы детали- ее протягивают продольно на краю наковальни, повернув под необходимым углом. Сходным приемом выполняется протяжка и для трапецеидальной формы сечения.
Более сложным образом кузнец добивается ромбообразного сечения. Сначала проводится протяжка на острие в одну сторону, затем изделие переворачивается и протягивается в обратную сторону. Часть детали при этом придется отрубить.
Следующая операция- протяжка хвостовой части резца. ее нужно дополнительно прокалить и протянуть до образования пирамидального хвостика.
Можно переходить к следующему этапу – закалке. Закаливание углеродистых сплавов проводят в следующей последовательности:
- нагреть изделие до 805 ±15 °С;
- быстро опустить в холодную воду;
- проверить степень закалки надфилем: если он скользит по металлу, не образуя стружки, то нужная твердость достигнуть;
- при образовании стружки закалку следует провести повторно.
И завершающий этап — мехобработка. На абразивном круге штихелю придается окончательная форма. Здесь же затачивают лезвие до требуемой остроты. Окончательная доводка выполняется на мелкозернистом круге.
Назначение штихеля
Для гравировки мастеру требуется комплект штихелей по металлу разной формы для гравировки различных элементов изображения. Самые распространенные- это:
- шпиц — это резец в форме клина с уклоном от 30 до 40°, применяется для оформления контура изображения и четких элементов большой глубины;
- мессер – напоминает нож, уклон клина от 15 до 30°, им выполняют тонкие детали;
- флах — похож на лезвие стамески шириной 0,15-6 мм, им выбирают впадины в рисунке;
- бол — округлое острие радиусом 0,2-0,6 мм, с его помощью выбирают полукруглые впадины, из которых формируют текстовые элементы рисунка;
- граб — ромбовидное сечение, им выбирают крупные элементы на вогнутых элементах;
- фассет — трапециевидное сечение с углом заточки лезвия от 50 до 115° , применяется для формирования изображений высокой сложности;
- шатир — лезвие имеет зубчатую форму с расстоянием между зубцами от 0,1 до 0,5 мм, его применяют для получения нескольких параллельных штрихов.

Штихеля для резьбы по металлу другой формы используются редко, при реставрационных работах и при выполнении особо сложных изображений.
Гравировка штихелем по металлическим поверхностям
Штихельная гравировка по металлу требует от гравера верного глаза, твердой руки и художественного вкуса, но прежде всего- терпения и усидчивости. Необходимо также определиться с материалом для заготовок. Медные и латунные больше подходят для начинающего мастера. Более опытные граверы работают и по другим цветным металлам, и по мягким стальным сплавам, используя специфические способы гравировки и усовершенствованный инструмент.
Все, что необходимо для гравировки из инструмента и оборудования- это рабочий стол и набор штихелей. На первом этапе освоения технологии ручной гравировки рекомендуется добиться устойчивого качества прямых и извилистых штрихов. Когда они стали получаться уверенно, можно перейти к более сложным элементам изображения.
Перед началом нанесения гравировки на заготовку мастер традиционно проверяет остроту заточки штихеля, проводя по кончику ногтя. Если полоску удается срезать без усилия и нажима- острота достаточная. Ручка зажимается в рабочей руке, большой и указательный пальцы охватывают резец в 10-20 мм от острия.

Лезвие упирают в поверхность заготовки под углом 35-45°, далее угол резко уменьшают до 5-10°, при этом кусочек металла вырезается из заготовки и формируется штрих. Для начинающих не рекомендуется ограничить их длину 3-4 мм. С приобретением опыта начнут получаться и более длинные.
Виды штихелей
Кроме традиционного, ручного инструмента, в последнее время все большее распространение получают механизированные резцы. Форма лезвия у них точно такая же, как и у ручного, но нажим на резец осуществляется за счет механического привода. В зависимости от типа привода различают следующие виды штихелей:
Электромеханический штихель можно купить, а можно сделать своими руками. Это потребует серьезных навыков в электротехнике и конструировании.
Гораздо проще конструкция и технология изготовления пневмоштихеля по металлу. Для его сборки достаточно выточить (или подобрать подходящий) цилиндр и поршень, который под воздействием подаваемого через патрубок сжатого воздуха будет ударять по хвостовику штихеля.
Как сделать чертилку по металлу из болта и обломка сверла
Чертилка (скрайбер или Scriber) – это инструмент для разметки металлических поверхностей. Такие изделия разнообразного исполнения выпускаются промышленностью и в качественном отношении они сильно различаются. Чтобы зря не тратить деньги, его можно изготовить самому даже при невысокой квалификации и без дорогостоящих материалов.

Понадобится для изготовление скрайбера
Для этого подойдет болт с шестигранной головкой TVS диаметром 10 мм, длиной 150 мм и сверло из стали HSS 3 мм твердостью 60-62 HRC. Также нужны будут следующие инструменты и материалы:
- тиски;
- болгарка;
- вертикально-сверлильный станок;
- набор напильников по металлу;
- дрель;
- керн и молоток;
- суперклей.
Процесс изготовления чертилки по металлу
Зажав болт в тиски, отрезаем головку и большую часть резьбы.



Вставляем стержень болта в патрон сверлильного станка, включаем его и болгаркой скругляем торец, образовавшийся после удаления головки.

Переворачиваем болт и формируем на месте оставшейся резьбы конус и притупляем его острие.

Напильником подправляем конус и выполняем два пояска на стержне для удобства в дальнейшем удерживания инструмента пальцами. Окончательно формируем другой торец.
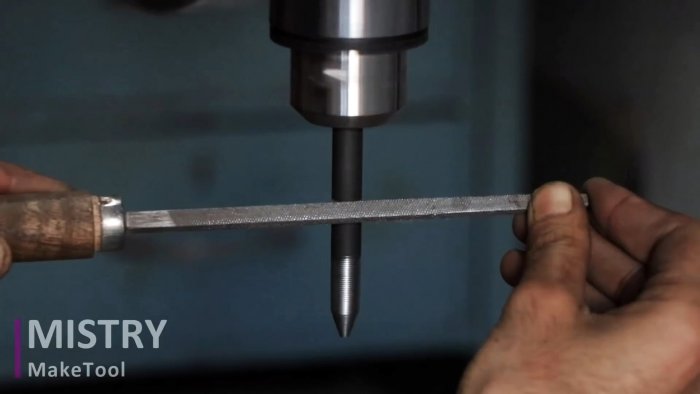
Зажимаем в патроне дрели сверло (сломанное) из стали HSS диаметром 3 мм и формируем рабочую часть в виде острого конуса. Наконечник также можно сделать из карбида кремния или вольфрама.

Затупленный конус болта накерниваем и сверлим осевое отверстие диаметром 3+ мм и глубиной около 25 мм.


Выдавливаем в него капельку суперклея и вставляем крепежной частью заостренное сверло.


Скрайбер полностью готов к работе как по мягкому металлу, так и стали.


Смотрите видео
Читайте также: