Инструмент фрезеровщика по металлу
Обновлено: 25.06.2024
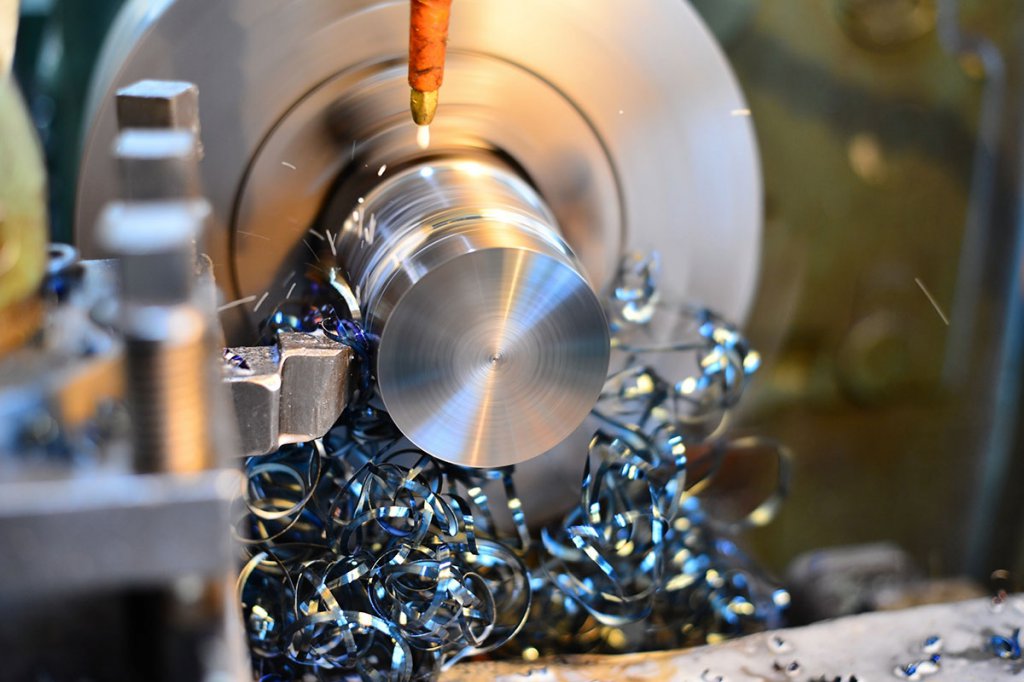
Во время фрезерной металлообработки важно, какой вид фрезы по металлу выбрал мастер. В статье мы расскажем о многочисленных разновидностях и особенностях их применения – это понадобится как новичку, так и для повторения профессионалу.
Конструкция и принцип работы
Данный инструмент повсеместно используется на современном оборудовании с целью создания на заготовке среза любой формы. Это довольно оптимальное устройство, позволяющее делать отверстия, канавки, а также убирать лишний слой стали.
Инструментная единица создается из прочного инструментального сплава с соблюдением максимальной точности. Чтобы выполнить параметры, которые заявлены в ТУ, используется обработка торцовым инструментом с большим набором зубцов – резцовые вставки регулируют параметры до 1 мк.
Конструктивно резец имеет несколько рабочих острых граней. Вставки часто делаются из алмаза, керамики и кардной проволоки для прочности.
Конструкция состоит из:
- • Части для работы.
- • Хвостика.
- • Центрового отверстия.
- • Торцовых зубьев и канавок между ними.
- • Шейки посередине.
Каждый зубец обладает, в свою очередь, передней и задней поверхностью, режущей кромкой.
Принцип работы заключается в том, что инструмент быстро вращается. Одновременно движется заготовка. При соприкосновении механически под воздействием давления срезается верхний слой стали.
Классификация фрез: по каким параметрам
Во время классифицирования ориентируются на следующие основные признаки:
- • как расположены зубцы;
- • сборная или цельная конструкция;
- • направление режущих кромок;
- • как крепятся насадки;
- • материал изготовления.
Кроме того, важен типоразмер и максимальное напряжение.
Типы фрез по металлу
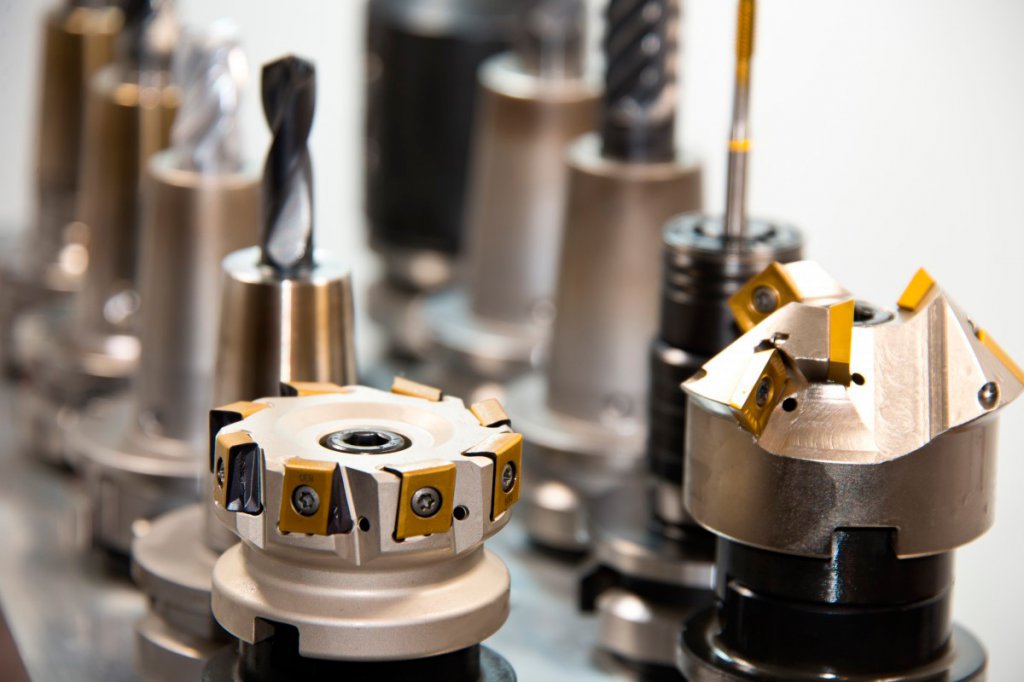
Обычно при разносторонней деятельности и многочисленных задачах фрезеровщик имеет полный набор, причем сам он отлично знает, как они работают. Но новичкам нужно сделать небольшой обзор.
Дисковые
Они представляют собой диск с зубьями. При этом срезающие кромки бывают или с одной стороны, или с обеих – в зависимости от назначения. В ходе этапов металлообработки (от черновой до финишной) может изменяться размер зазубрин. Твердосплавный инструмент применяется при сложных условиях резки, когда очень сложно выводить стружку из зоны работы. Когда применяют эту разновидность фрез:
- • для обрезки краев или распиловки;
- • для прорезки пазов;
- • для снятия фасок и пр.
Соответственно, среди дисковых можно встретить отрезные, прорезные и другие подвиды. Расскажем о некоторых из них, которые имеют конструктивные отличия.

Двусторонние
Зубья таких дисков оснащены двумя режущими кромками – классической на торцевой части, а также на прямой поверхности. Такая модификация дороже и производительнее.
Трехсторонние
Еще более опасные зубцы – теперь их оснащают тремя лезвиями, то есть с каждой из сторон – по краям, с торцов и сверху.
Пазовые
Здесь только одна кромка, располагающаяся на рабочей поверхности. Инструмент подходит для не очень глубокой и точной выборки стали. Он может быть с различным количеством зубьев и глубиной выемок. Одно распространенное название фрезы этого типа – «ласточкин хвост». Почему? Потому что зона резки имеет форму усеченного конуса, как перья ласточки.
Торцевые
Из наименования уже понятно, что работает такой инструмент своей боковой частью. Именно торцы цилиндра (разной ширины) наделены лезвиями, которые обрабатывают плоскость металлической заготовки. Устанавливается деталь, соответственно, перпендикулярно стальной детали.
Очень часто они бывают со съемными пластинами, что экономит расходные материалы фрезеровщика. Это возможно, благодаря общей массивности конструкции. К преимуществам следует отнести:
- • Легкость работы с плоскими элементами, листами и ступенчатыми поверхностями.
- • Высокая скорость металлообработки.
- • Плавность процесса.

Цилиндрические фрезы по металлу – что это такое
Цилиндрические инструменты могут быть с разной формой зубьев.

Прямые
Менее востребованные и универсальный, даже редко встречающейся. Он хорош и удобен, но при очень узком профиле работ: оснастка должна располагаться параллельно заголовки, а сам участок металлообработки должен иметь легкий доступ, ровную поверхность. В целом такие идеальные условия встречаются редко – это только узкие плоскости.
Винтовые
Наиболее многофункциональные, универсальные и, соответственно, востребованные. Линии реза идут не прямо, а по закрученной спирали. Заданный угол наклона может быть различным. В зависимости от выбранных граней можно проводить фактически любую выборку – на различных деталях. Особенности:
- • Высокое усилие при работе.
- • Возможность использования сдвоенных инструментов, когда грани находятся в противоположных направлениях – это уменьшает силу, воздействующую на кромки.
Отдельный вид фрезы – «кукуруза», которая находит применение в обработке уступов и создании канавок и их шлифовании. Они интересно выглядят.
Угловые
Это усеченный конус, который имеет острые внешние края и торцы зубьев. Основное назначение использования – металлообработка углов и неровных поверхностей, снятие прямоугольных фасок. Также с их помощью делают стружечные желобки и много дополнительных операций. Кромки резания сделаны с наклоном, что позволяет добиться любого угла работы. Посмотрим, какие есть подвиды.

Монолитные
Второе название – цельнометаллические. Их суть в том, что вся конструкция выполняется из одного прочного материала. Дополнительное усовершенствование – наличие кольцевых канавок, которые позволяют беспрепятственно убирать образованную стружку.
Снапаянными режущими пластинами (коронками)
Здесь все просто, наконечники выбираются, а затем припаиваются к основанию. Сами зубцы изготавливаются из твердых сплавов, их модификаций многочисленное множество, распространенной является корончатый.
Для предварительной обработки
Это фрезы, которые не отличаются высокой точностью, а предназначены именно для грубого среза сразу большого объема металла.
Для финишной стадии
Они имеют более мелкие, неглубокие зубья из твердого сплава с добавлением других прочных абразивных веществ. Их не стоит путать со шлифовкой. Задача – достигнуть максимальной чистоты при металлообработке.
С хвостовиком цилиндрического типа
Хвостовая часть не является рабочей, она не взаимодействует с заготовкой, а служит для надежного крепления в крепеже основания. Когда хвост создан в форме цилиндра, то есть бочонка, то возможности довольно ограничены – движение может быть осуществлено только под одним углом, поэтому обрабатываются только прямые поверхности.
Для чего нужны фрезы с хвостовиком конического вида
Концевые
Их также называют пальчиковыми из-за аккуратного внешнего типа – вытянутый цилиндр напоминает палец. Их основное предназначение – врезка пазов, создание выемки, работа с контурными уступами. Очень хорошо они подходят для металлообработки двух перпендикулярных плоскостей. Они делятся аналогично угловым на:
- • монолитные или со сменными пластинами;
- • разную форму хвостовиков;
- • степень обработки – от начальной до финишной.

Фасонные
Подходит для производства фасок и обточки протяжных фасонных деталей. Если они короткие, то обычно фрезеровка не применяется, а используется протягивание. Интересен внешний вид оснастки – два круга с зазубринами. Есть несколько разновидностей.

Острая заточка
Второе название – остроконечные. Их режущий край хорошо виден, а также прекрасно поддается повторной заточке. Их просто корректировать при необходимости.
Затылованные инструменты
Ими очень удобно обрабатывать закрытые канавки и фаски, кромки. Режущие ножи у них немного выступают за пределы основного диска, поэтому их сложно затачивать.
Какие червячные фрезы бывают по металлу
Это многолезвийный инструмент. Его назначение – нарезание зубчатых колес, а также шлицевых валов, которые имеют эвольвентный профиль. Металлообработка заключается в точечном касании лезвий поверхности.

Цельные и сборные
Монолитные инструменты выполнены полностью из инструментальных сплавов – они крепкие и более надежные. Зато вторая модификация отличается тем, что можно менять наконечники, а также заменять их при порче, производить более удобную заточку.
Однозаходные и многозаходные
Это число витков, которые есть на червячной фрезе. Чем их больше, тем выше производительность, но вот точность начинает хромать. Поэтому большое количество заходов применяется в основном только при черновой отделке.
Со шлифовальными и не шлифованными зубьями
Проще говоря – это степень исправности. Чем она выше (тонкая обработка), тем лучше происходит шлифовка. В то время как обдирная, черновая, промежуточная и даже чистовая стадия – это инструменты, которые не предназначены для шлифования.
Корончатые сверла
Их используют для создания отверстий. Можно применять классическую спиральную разновидность, но по степени точности они в 4 раза уступают рассматриваемому варианту. Их назначение – для станков с ЧПУ.
Можно услышать название борфрез. Это аналогичная оснастка, но крепится она в ручной электродрели, выполняет аналогичную функцию.

Шпоночные
Удобный небольшой цилиндр с очень плавно расположенными витками режущих кромок на рабочей части. Особенность заключается в том, что есть специальные выемки, которые предназначены для легкого отвода стружки.

Конические
Или конусные. Имеют вид усеченного конуса и подходят не для прямых участков, а для округлых деталей. Одна из разновидностей – пальчиковая.

Сферические
Не самые популярные, применяются при однопроходной металлообработке с целью создать довольно качественные пазы и фигурные уступы. Маленькие лезвия находятся со всех сторон рабочей сферы.

Фреза под Т-образные выемки
Такая форма необходима при создании углублений в головке крепежных изделий или при подготовке валов со шлицевыми соединениями. Иногда их называют грибком, действительно, они имеют похожую конфигурацию, но перевернутую.

Сборные
Это очень удобный и многогранный инструментальный комплект, который состоит из основания и нескольких отверстий для крепежей нужных резцов. С одной стороны, это крайне эффективно, можно совместить в одном наконечнике массу функций. Но, как и любая универсальная вещь, она уступает узкоспециализированной.

Классификация фрез по некоторым характеристикам
Конечно, приведенные выше разграничения (по конфигурации, назначению) – это не единственные способы различать оснастку. Настоящий фрезеровщик имеет такой большой ассортимент изделий, что не без труда сможет его разложить. Какие еще бывают причины для классифицирования.
Разное число заходов
- • Однозаходные.
- • Двухзаходные.
- • Четырехзаходные.
Но может быть любое количество витков.
Чем меньше заходов, тем больше отведенная площадь под канавки. Особенностью работы с таким инструментом является то, что в каждое мгновение на заготовку оказывает воздействие только одна конкретная режущая кромка. Это очень положительно сказывается на создании продукта на высоких оборотах и при большой скорости, поскольку это позволяет беспрепятственно удалять отходы.
Также это актуально при осуществлении деятельности с мягкими металлами и другими веществами, например, с пластиком или ПВХ,акрилом. Еще их применяют при черновой и обдирочной процедуре, когда качество и точность – это не самые главные показатели.
Многозаходные используются при работе с материалом, имеющим твердую и хрупкую структуру. Движение будет плавным, без ударов, потому что одновременно поверхности касается несколько зубьев.

Тип удаления стружки
Здесь все просто — отход летит либо вверх, с таким направлением привыкли обращаться все фрезеровщики, либо вниз. Первый вариант наиболее удобен, если создаются пазы или глухое отверстие, поскольку металл не скапливается там. Но есть и минус – из всего «вылетевшего» часть может приземлиться опять на рабочую зону и препятствовать хорошему резанию. Второй вариант, соответственно, имеет более узкие возможности, но при некоторых видах работ более рекомендован.

Нюансы выбора
Мы рекомендуем отталкиваться от:
- • поставленной задачи;
- • прочности обрабатываемого материала;
- • потенциала механизма.
На все инструментальные единицы нанесена классическая маркировка, поэтому в типоразмере вы не ошибетесь.
Правила хранения и эксплуатации
Обязательно необходимо следить за:
- • Остротой заточки.
- • Отсутствием ржавчины или прочих загрязнений.
- • Надежной фиксацией в суппорте.
Лучше всего использовать специальные сухие и освещенные шкафы для складирования.
Широкие возможности фрезерных станков
В статье мы рассказали про виды фрез и их назначение по металлу. Будьте внимательны во время работы за станковым оборудованием!
Фрезерная обработка металлов: что такое встречное и попутное направление - виды и схемы
Одной из наиболее распространенных и незаменимых процедур по стали является фрезерная обработка металлов – что это, расскажем в статье. Поговорим об истории и особенностях способа металлообработки, разновидностях.
Развитие технологии
Способ механического резания заготовки с помощью вращения металлических фрез был открыт в 1668 году в Китае. Правда, вместо станины из крепкого материала был оборудован каменный фундамент типа плиты, а электродвигатель заменяли мулы, которые осуществляли движение механизма.
К началу 19 века данный принцип, уже усовершенствованный и оснащенный электрическим приводом, был впервые применен в промышленных целях. Эли Уитни (англ. Eli Whitney) установил станок на оружейной фабрике в Америке. Это оборудование было довольно грубым, массивным и деревянным, но прослужило очень долго – два поколения. Только внуки предпринимателя приняли меры по совершенствованию агрегата.
Конструкция, которая больше всего напоминает настоящий современный вариант, была создана компанией «Гай, Сильвестер и Ко» в США в 1835 году. Именно тогда начали применять плоский ремень для передачи основного вращательного движения. Рядом со шкивом находилось зубчатое колесо, которое было посажено на оправку. На ней уже фиксировался резец. Таким образом можно было обрабатывать только плоские заготовки. Оборудование имело устройство передвижения фрезы по вертикали.
Когда изготовление оружия показало эффективность фрезерования, способ начали применять и для гражданской промышленности. Первыми деталями производства были гайки – подобным образом делали их грани, а также внутреннее отверстие – станок был создан в Америке.
Спустя еще 20 лет фирма Линкольн впервые создала механизм, который был изготовлен из стали, а не из дерева. Многие запчасти получилось уменьшить в размерах, а также это позволило увеличить долговечность, снизить износ деталей и дало возможность работать с более прочными сплавами и массивными изделиями. Приятное дополнение – появление в конструкции ходового винта с маховиком.
С тех пор мы имеем дело с современным методом фрезерования – вручную, когда механик (фрезеровщик) выполняет основные действия по креплению, выбору сверла, наладке, перемещению и пр. Но ручной режим характерен частыми ошибками, ведь это и есть человеческий фактор, а также сбоями, поломками, простоями, браком и дефектами. Главную сложность составляли криволинейные поверхности, которые нужно было вытачивать с особенной тщательностью.
Увеличение автоматизации процесса проходило вместе с появлением пультов цифрового и, более совершенного, числового управления. Оборудование, оснащенное ЧПУ, имеет очень высокую точность резания, потому что программное обеспечение самостоятельно закладывает основные параметры, в том числе, режимы, скорость, перемещение фрезы во всех возможных плоскостях.
Сейчас есть лазерные виды фрезерования. Установка оснащена лучом лазера, который быстро и с повышенной точностью производит иссечение металла.
Назначение фрезерной обработки
Преимущество этого метода отделки в том, что с помощью разных инструментов и технологий (схем резания) можно выполнять множество процедур. Универсальность, помимо этого, заключается в том, что большинство современных станков с ЧПУ предназначены не только для металлообработки, но и для работы по дереву, пластмассе, стеклу и прочим материалам.
Основная задача фрезеровки – механическое снятие с поверхности верхнего слоя посредством фрезы или более современных лезвий. Что можно сделать с помощью разных схем фрезерования:
- распил детали на два и более элемента;
- шлифовка – применяются специальные насадки с мелким абразивным веществом;
- наносить специальную гравировку, узоры;
- просверлить отверстие с последующим нанесением внутренней и внешней резьбы, и многое другое.
У фрезеровщика всегда есть большой набор фрез (они могут быть многозубчатые, режущие). В зависимости от того, как оснастка установлена в оборудовании (горизонтально, вертикально), будет производиться обработка. Помимо этого, если режущая кромка будет установлена в определенном направлении, то можно говорить про угол резания. Среди классических можно выделить цилиндрические, торцевые, концевые, зубчатые, фасонные, а остальные – более сложные.
Перечислять сферы применения фрезеровки бессмысленно, поскольку аппарат применяется при изготовлении как крупных, так и мельчайших изделий, которые, в свою очередь, могут использоваться в абсолютно разных производственных процессах, как то: автомобилестроение, станкостроение, металлообработка и даже ювелирные мастерские.
Основным преимуществом использования фрезерования является то, что обрабатывать можно любой материал вне зависимости от его прочности. В зависимости от заготовки, а именно ее формы и стройматериала, подбирают фрезу.

Сейчас считается популярной фигурная резка алюминия, потому что этот металл очень легкий, он используется в архитектуре, дизайне помещений. Он отличается достаточной прочностью, но при этом прост в металлообработке, имеет малый вес и низкую температуру плавления. Алюминий не только можно вырезать фигурным способом, но и делать гравировку, узор, не оставляя на поверхности заусенцев.
Стоит отметить, что большинство станков ЧПУ легко перенастроить к другим материалам. Набирает популярность трехмерная фрезеровка пластика. Из него делаются элементы для салона автомобиля, различные корпусы.
К преимуществам следует отнести:
- Высокую скорость обработки.
- Небольшую себестоимость работ.
- Большое многообразие схем и процедур.
Попутное и встречное фрезерование металла: что это такое
Это два самых распространенных вида, которые уже своим названием характеризуют основное отличие. По пути, то есть по подаче, как говорят многие фрезеровщики, – это способ отделки, в ходе которого фреза вращается в ту же сторону, в которую направлен ход заготовки. У метода есть преимущества:
- Естественным образом происходит прикрепление обрабатываемой стали к станине, поэтому нет необходимости очень сильно закреплять изделие к столу.
- Износ зубьев у режущей кромки незначительный, потому что вдоль движения они затупляются намного меньше.
- Припуск снимается очень плавно, поэтому на покрытии поддерживается оптимальный уровень шероховатости.
- Легкое стружкоотведение – стружки не лезут под нож.
К недостаткам следует отнести:
- Не подходит для металлообработки грубых, неподготовленных поверхностей, то есть для обдирочных работ.
- Твердые включения могут затупить лезвие.
- Необходима высокая жесткость станка, чтобы не было сильных вибраций.
- Минимальное количество зазоров.

Встречное фрезерование металла – это направление фрезы на встречу движения заготовки. Основные характеристики: производительность повышается, а вместе с тем увеличивается и износ оснастки.
- Мягкий процесс резания с небольшой нагрузкой на механизм.
- Сырье в ходе работы подвергается небольшой деформации, что упрочняет материал.
- Сила резки уходит частично на отрыв шаблона от стола, поэтому нужна надежная фиксация.
- Нельзя использовать высокий режим с большой скоростью, потому что быстро происходит износ фрезы.
- Стружка сходит в неудобную сторону – она может попасть в зону резания.
Когда какой тип применяется
Способ применяется в зависимости от материала и от степени металлообработке. При первичной (обдирочной) обработке стали лучше применять встречный вариант, в то время как при последующем движении рекомендовано использовать метод «по пути».
Когда вы работаете с мягким типом металла, лучше работать попутной технологией, а если есть твердые включения – идти навстречу заготовке.
Классификация и виды фрезерных работ
В основном специалисты классифицируют деятельность по выбранной фрезе. Можно различать фрезерование:
- Торцовое. В этом случае с помощью лезвий создаются канавки, подсечки и прочие боковые элементы вырезки стали. Также срезаются торцы.
- Концевое. Для вырезания уступов по вертикали и по горизонтали.
- Цилиндрическое. Для обработки прямых или фигурных поверхностей.
- Зубчатое – создание зубцов на колесах и иных деталях.
- Фасонное. С помощью соответствующего инструмента делаются фаски (сферы, эллипсы и пр.).
Это неполный перечень видов работ. В зависимости от типа оснастки может быть произведена отделка сверлом, зенкер, отрезными фрезами, криволинейными типами, двойными дисками и другими.
Кроме того, существует классификация по способу установки инструмента – горизонтальное, вертикальное или по диагонали, то есть под углом.

Сложные и простые станки для фрезерной обработки металла
В зависимости от того, как устроено производство на заводе (крупные или мелкие серии, разновидность процедур), закупается одно универсальное оборудование с возможностью его быстро перенастраивать или несколько узкоспециализированных, которые отличаются своей определенной задачей.
Во второй представленной ситуации, когда видов установок несколько, дополнительно создается конвейерная лента.

Основные виды фрез
Есть три признака, по которым проходит классификация:
- По форме, например, цилиндрические, конусные, сферические, дисковые.
- По назначению: торцевые, отрезные, прорезные, пазовые.
- По материалу, который они обрабатывают. Нас, в данном случае, интересуют те, которые предназначены для обработки металла.
Конструкционные отличия
Конструктивно они различаются на следующие типы:
- Кольцевые, или корончатые сверла. Они нужны для получения отверстий с более высокой точностью и увеличенной в 4 раза скоростью, относительно обычного сверления.
- Червячные – касаются стали одновременно несколькими режущими краями.
- Фасонные с остроконечными или затылованными зубьями. Имеют два ряда лезвий, а второй подвид отличается наличием острых краев с внутренней торцевой стороны.
- Концевые – для создания пазов, уступов.
- Угловые – отлично обрабатывают кривые поверхности и углы.
- Цилиндрические с винтовыми или прямыми зубьями. Первые универсальны, вторые – только для прямых покрытий.
- Торцевые – монолитные или со сменными пластинами.
- Дисковые – предназначены, как правило, для отрезки стального листа и прорезки канавок.
Влияние режимов резания на результаты работ
Если установлен станок старого типа, то его наладка происходит вручную перед каждой новой процедурой. От верности движений мастера зависит:
- Снятие определенной толщины слоя за один проход.
- Скорость вращения инструмента (обороты шпинделя).
- Плавность и направление подачи заготовки.
В основном все параметры занесены в таблицы, но они имеют свои погрешности, особенно если взята некачественная сталь, оборудование обладает недопустимым уровнем вибрации, то есть плохим креплением, а также выбран старое приспособление.
Чтобы не допускать таких ошибок, выгоднее приобрести станок с ЧПУ.
Технологические этапы процесса
В целом действия являются одинаковыми, но чем современнее механизм, тем меньше действий нужно делать оператору.
На обычной установке
- Заготовку фиксируют на столе.
- В шпиндель вставляют необходимую фрезу, выбирая при этом угол и направление.
- Ручками задают глубину резания.
- Выставляют скорость, она определяется в оборотах в минуту.
- Включают аппаратуру, регулируя движение бабки и держателя инструмента.
С ЧПУ
- Фиксация изделия.
- Проектирование будущей детали на компьютерной программе.
- Установка схемы на пульт управления.
- Монтаж.
- Запуск.
Как мы видим, исключаются одни из важнейших этапов – изначальный выбор режимов и последующее управление приспособлением
Лазерная обработка
Не будем приводить алгоритм, скажем только, что он отличается от последнего отсутствием необходимости выбора и крепежа резца. Ведь в установке основное воздействие не механическое, а тепловое – под воздействием луча лазера происходит испарение металла.
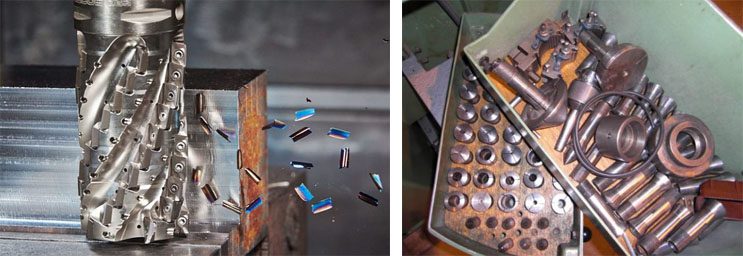
Сопровождающие явления
Есть процессы, которые могут повлиять на качество результата:
- Стружка. Если она попадает в зону резания, то может сделать деталь дефектной или повредить саму режущую кромку.
- Наклеп. Из-за увеличения температуры в зоне резки происходит повышение твердости края при снижении его прочности.
- Трение и вибрации – они естественным образом приводят к более медленному процессу.

Защита обрабатываемых изделий и инструмента
- Использовать вещества и жидкости для смазывания и охлаждения рабочей зоны.
- Заранее предусмотреть отвод стружки.
- Использовать виброгасители.
Все это вместе с правильным подбором режима поможет избежать основных сопровождающих явлений.
Возможности процедуры
В статье мы рассказали про фрезеровку – что это такое и какие обширные сферы применения она имеет. Теперь мы предлагаем каждому читателю опробовать все возможные функции на своем универсальном станке.
Виды оснастки для фрезерных станков: фрезы, оправки, втулки по металлу
Фрезерование — это тип обработки, при которой с помощью движения инструментальных лезвий происходит придание детали необходимой конфигурации. Используя фрезеровку по металлу, изготавливают детали для машин и механизмов. Фрезерные станки различаются размером и сложностью. В зависимости от устройства и комплектации они имеют специальные функции, но практически все обладают высокой точностью обработки.
Оснастка для станков по металлу включает в себя режущий инструмент и вспомогательные приспособления. Она подразделяется на два вида:
- предназначенная для использования практически на всех машинах данной группы (универсальная);
- служащая для выполнения уникальных процедур (например, фасонные фрезы помогают создать нестандартный профиль).
По целевому назначению фрезерную оснастку можно распределить на:
- устройства для фиксации заготовки;
- приспособления, закрепляющие режущий инструмент;
- устройства, с помощью которых расширяются возможности машины.
Оснастка для токарного станка имеет некоторые отличия. В качестве обрабатывающих инструментов там служат различные виды резцов, а сопутствующими приспособлениями могут быть поджимы на их держателях, люнеты для дополнительной фиксации при работе с крупными деталями, хомутики, передающие крутящий момент.
Разновидности фрез
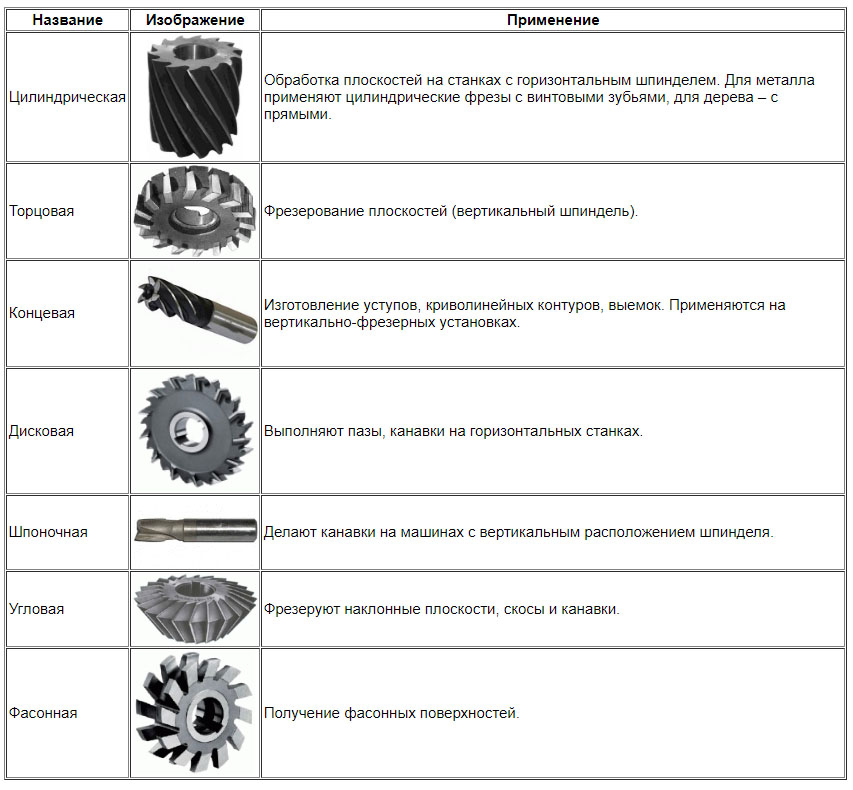
Основным обрабатывающим инструментом у машин такого типа является фреза, от формы которой зависит вид получаемого профиля детали. Для достижения лучшего результата она имеет несколько лезвий. Для получения формы, соответствующей чертежу, существуют разные виды режущего инструмента по металлу. Типы фрез:
1. Цилиндрическая. Зубья для работы по металлу расположены винтом или прямо. Фрезой с прямыми зубцами допустимо обрабатывать узкие участки, поэтому преимущественно используется другой тип, позволяющий работать с любыми поверхностями.
2. Дисковая. Применяется для обрезки детали, прорезания паза, выполнения фаски. В зависимости от расположения лезвий может быть двусторонней и односторонней. Габариты фрезы и зубцов определяются степенью обработки (начальной или завершающей).
3. Торцевая. Предназначена для обработки фронтальных плоскостей, находящихся с торцов детали или при ступенчатом их расположении.
4. Угловая. Кромка режущего инструмента расположена в форме конуса, что позволяет обрабатывать наклонные поверхности или выполнять пазы под углом.
5. Концевая. Используется для выполнения выемок, пазов, создания контура с криволинейным очертанием. Часто концевая фреза изготавливается из твердых сплавов и применяется для обработки металлов, плохо поддающихся воздействию, — стали и чугуна. При граверных работах также используется режущий инструмент данного типа.
6. Фасонная. Применяется для создания канавок и обработки сложного профиля.
7. Кольцевая, называемая еще корончатым сверлом. Нужна для получения отверстий разного диаметра. В отличие от обычного сверла скорость прорезания значительно выше. Используется на станках сверлильно-фрезерной группы.
Тем, кто только начинает работу с фрезерным станком, лучше приобрести наборы режущего инструмента. Там содержатся все основные типы фрез различных размеров. Торцевая фреза должна присутствовать обязательно, иначе не получится обрабатывать фронтальные плоскости. Отдельные приспособления можно купить, руководствуясь заданной целью (сделать паз или выемку определенной ширины). Каждый станок обладает техническими характеристиками, ограничивающими диаметр применяемых фрез, поэтому перед покупкой необходимо свериться с этими параметрами.
Фреза должна быть изготовлена из высококачественного материала, иначе она быстро сломается от интенсивной нагрузки.
Состояние режущих кромок необходимо регулярно контролировать, так как тупые лезвия будут некачественно обрабатывать металл, спровоцируют возрастание нагрузки на электродвигатель фрезерного станка и редуктор.
Необходимо очищать инструмент от накопившейся пыли и периодически затачивать лезвия. Их состояние проверяется посредством лупы, а заточка производится с помощью шлифовальных кругов на специальном станке, тонкого алмазного бруска или надфиля. Услуги по заточке предлагают мастерские.
Приспособления для фиксации инструмента
Фреза крепится в шпинделе двумя способами. Метод ее фиксации служит основой разделения фрезерного оборудования, закрепляющего режущий инструмент, на две группы:
1. Концевое. Средством крепления служит цанговый (самозажимной) патрон.
2. Насадное. Фреза насаживается на оправку. Самое частое использование — для торцевого обрабатывающего инструмента.
При выборе оправки надо учитывать вид отверстия шпинделя:
- конус Морзе (обозначение — Мк либо Мт с цифрой);
- отверстие с конусностью 7:24 (импортные аналоги — САТ, ISO, BT).
Оправка имеет хвостовую часть конической формы, которая устанавливается в шпиндель. При несовпадении этой детали с отверстием шпинделя применяются втулки-переходники. На противоположной части оправки закрепляется фреза.
При концевом способе фиксации диаметр фрезы меньше, чем оправки, и режущий инструмент не насаживается сверху, а закрепляется в отверстии с помощью цангового патрона. Можно купить комплект, в который входит патрон и набор цанг с отличающимся диапазоном зажима.
Оснастка для фиксации заготовки
Качественное фрезерование возможно только при надежном закреплении детали. Оснастка станка, предназначенная для фиксации заготовки, бывает универсальная и специализированная. Последняя применяется для обработки конкретного типа детали. Это можно делать в условиях крупносерийного производства нестандартных изделий, в остальных случаях используются универсальные приспособления. К ним относятся:
1. Прихваты. В них фиксируются заготовки сложной конфигурации либо больших размеров. Изготавливаются в нескольких формах.
2. Угловые плиты. Их удобно применять, если заготовка сконфигурирована в двух перпендикулярных плоскостях.
3. Тиски. Применяются при фрезеровке небольших по габаритам деталей. Бывают простые и с возможностью поворачивать заготовку для обработки в разных плоскостях.
4. Столы. На современных машинах используются, как правило, поворотные устройства. Хотя при фрезеровании плоских изделий из ферромагнетиков можно применять простой стол с быстрым и надежным магнитным креплением. Поворотные столы круглой формы дают возможность ориентировать деталь по вертикали и горизонтали с поднятием ее на необходимый угол. Существуют вакуумные столы, где заготовка прижимается при использовании разного воздушного давления поверх нее и снизу, но такие приспособления применяются для обработки мягких металлов, когда фреза не подвергается большим нагрузкам.
5. Делительные головки. Предназначены для нарезания зубьев, винтовых канавок, обработки многогранников. С помощью такого оборудования установленная деталь может периодически поворачиваться в соответствии с выставленным числом деления окружности на равные или неравные сегменты. Заготовка фиксируется в патроне делительной головки. Дополнительными приспособлениями служат хомутики и люнеты.
Устройства, расширяющие возможности фрезерного станка
Такой оснасткой можно считать делительные головки, которые позволяют выполнять добавочные операции. Другими приспособлениями являются устройства, улучшающие производственный процесс, например, осуществляющие автоматическую подачу вместо ручной.
Кроме того получить новые технологические возможности можно, используя:
- Сверлильную головку. Применяется для сверления в металле отверстий малых диаметров, когда необходимо увеличить скорость вращения.
- Шлифовальную головку.
- Долбежную головку.
Функциональность фрезерного станка определяется также мощностью электродвигателя и установленным на нем защитным оборудованием, отключающим мотор, когда в электросети случаются перепады напряжения. Правильно выбрав подходящую оснастку для фрезерного оборудования, можно получить машину, ориентированную на производство широкого спектра необходимых операций, обрабатывать разные материалы и выполнять филигранные работы.
Приспособления для фрезерования на токарном станке
При производстве изделий из металла с небольшим объемом фрезерной обработки не следует приобретать отдельный станок. Небольшие плоские элементы, пазы и выборки можно выполнить посредством специализированных приспособлений на токарный станок.
Различные приспособления для токарных станков, имеющиеся в настоящий момент, дают возможность расширить функциональность подобных агрегатов и сделать проще выполнение определенных работ на них. Например, если оснастить шпиндель токарно-карусельного станка специализированной фрезерной головкой, становится возможным осуществление фрезерных операций.


Для чего нужна оснастка?
Все оснащение для токарных станков имеет 3 вида. Первый тип приспособлений – специализированные, обеспечивают увеличение функциональных возможностей оснащения, второй практикуется для закрепления инструментария, а третий используется для фиксации изделий, которые подвергаются обработке на станках. Установка различных видов приспособлений обеспечивает:
- сокращение времени, необходимого на установку заготовки на токарное станочное оснащение, что дает прирост эффективности обработки металлических деталей;
- точность обработки деталей;
- возможность проведения обработки материалов посредством фрезы;
- надежное крепление изделий.



Оснащение для станков изготавливается на заводах. Такие приспособления, как правило, практикуются на предприятиях. Небольшие компании и мастера в домашних условиях зачастую применяют самодельные приспособления. Широкое распространение получила оснастка для фрезерования – специализированная приставка, которая позволяет осуществлять:
- фрезерование канавок и пазов;
- обработку контуров и поверхностей фрезерованием всевозможных изделий;
- фрезерование плоских поверхностей;
- торцовое и концевое фрезерование.
Отыскать чертежи таких приспособлений не составит труда в Сети и в специальных журналах.



Описание кулачковых патронов
Токарные патроны для станков могут обладать 2-4 кулачками. Если предельно точная центровка не требуется, желательно использовать 2-кулачковые патроны. В них, в большинстве, закрепляют не очень большие детали, поковки (заготовки, обработанные ковкой или горячим штампованием) и отливки (заготовки, отлитые в форму или полученные литьем под давлением). Как правило, подобные приспособления для токарных станков предусмотрены для закрепления деталей с точно установленными геометрическими характеристиками.
4-кулачковые патроны практикуются при обработке произвольных по форме деталей. Кулачки в них можно без проблем центровать посредством того, что они имеют индивидуальный привод. Если используются патроны с подобным «собственным» приводом, на станке можно подвергать обработке лишенные симметрии и ортогональные детали.
А самоцентрирующиеся 4-кулачковые патроны преимущественно подходят для прутков квадратного сечения.


Наиболее широко распространены 3-кулачковые патроны. Они делают возможным выполнение качественных работ с круглыми прутками большого сечения, деталями, имеющими шестигранную и круглую конфигурацию. Такое оснащение для работ по металлу выделяется большим усилием зажима и простым устройством, а также незамысловатой перенастройкой для обработки болванок с различными размерами. Кулачки бывают цельными либо сборными. К недостаткам 3-кулачковых патронов можно отнести то, что они быстро утрачивают точность при интенсивном использовании.


Другие приспособления
Револьверная головка существенно повышает продуктивность металлорежущих станков. Она бывает круглой либо 6-гранной (по ГОСТу 3859-83). Круглая револьверная головка изготавливается с 2-я версиями центрирующих отверстий – с цилиндрическими и с конусными.
ГОСТ 3859 включает общие рекомендации по производству приспособлений для токарных станков. Клиент может обрисовать изготовителю, какая конкретно револьверная головка ему требуется и каких размеров. Иначе говоря, такое оснащение изготавливается индивидуально.
Револьверная головка практикуется в сменных многорезцовых державках (резцовых блоках). Она обеспечивает быструю и предельно точную регулировку режущих инструментов.
Револьверная оснастка может быть установлена на станки с числовым программным управлением и на станки универсального типа, которые оснащены салазками, имеющими крестовую конструкцию.



Обработка тонких (нежестких) валов производится посредством неподвижных или подвижных токарных люнетов. Неподвижная оснастка монтируется и закрепляется на направляющих станка, подвижная может устанавливаться на суппорте (а конкретно на его каретке). Подвижные люнеты являются более современными и результативными. Эти приспособления для токарных станков прекрасно подходят для чистовой обтачки заготовок, имеющих большую длину.
Для обработки заготовок, имеющих конические поверхности, применяется специализированная конусная линейка. Она устанавливается на каретке параллельно образующей (или боковой) поверхности конуса. Вместе с тем суппорт станка поворачивают на 90°.
Линейка имеет деления для отсчета углов ее поворота. Деления могут быть миллиметровыми или угловыми.
На многих производствах конусная линейка используется очень интенсивно (как и представленная ранее револьверная головка), поскольку она несложная в эксплуатации.



Кроме того, практикуется и далее указанное оснащение:
- шлифовальные головки для токарного станка;
- 4-позиционные резцедержатели;
- планшайбы токарные;
- резцедержатели картриджного типа.
А также сверлильно-фрезерное устройство, которое предназначается для осуществления сверлильных, фрезерных работ и нарезки резьбы под различными углами на изделиях, установленных на суппорте агрегата. Устройство устанавливается на заднюю стенку станины токарного станка при помощи кронштейна 6 болтами М16.


Вспомогательные элементы
Эксплуатация фрезеровальных приспособлений на токарном станке невозможна без применения вспомогательных деталей. Для установки приспособления на корпусе суппорта требуется выполнять отверстия и фиксировать основание устройства посредством болтов.
Люнеты (дополнительные опоры) уменьшают провисание длинного вала при его обработке. Центры удерживают заготовку большой длины. Цанговые зажимы требуются для фиксации фрез в кулачковом патроне и шпинделе токарного станка. Они жестко закрепляют хвостовик инструмента, центруют его и увеличивают точность обработки. Отсутствует риск порчи кулачков в случае проворачивания фрезы.
Использование станочных поворотных тисков делает больше угол поворота изделия без переустановки, увеличивает возможности оснащения.
При работе по шаблону ставится подшипник либо копировальная втулка. Благодаря чему осуществляется простое и точное ведение фрезера по сложной траектории.


В заключение
Приспособления для фрезерования при незначительной загруженности способны заменить станок. В то же самое время они не требуют дополнительной площади под размещение оборудования и экономят время на переустановку детали с одной операции на другую.
О приспособлениях для фрезерования на токарном станке смотрите в видео ниже.
Обзор приспособлений для ручного фрезера: выбор оснастки, цены
Для обработки разнообразных заготовок из древесины (а умельцы утверждают, что также ДСП и МДФ-панелей) применяется ручная фрезерная машина или ручной фрезер. Данное устройство, располагая надёжным приводом и фиксацией по заготовке само по себе многофункционально, но его возможности можно расширить, умело используя различные фрезы и приспособления для фрезерных станков. Некоторые из них можно приобрести в магазине, а некоторые изготовить самостоятельно.

Основные конструктивные особенности фрез для дерева
Принцип действия ручного фрезера заключается в том, что при его включении крутящий момент от электродвигателя передаётся вертикально расположенному приводному валу, вращающемуся в высокостойких подшипниках качения. На противоположном конце вала имеется посадочная часть, предназначенная для закрепления инструмента. Машина устанавливается своими опорными подошвами на основание обрабатываемого объекта и путём передвижения за рукоятки направляется по требуемой траектории. Мощность оборудования можно регулировать.
Некоторые фрезы оснащаются собственными подшипниками. Такое решение имеет два преимущества – увеличивает жесткость инструмента и позволяет развивать повышенный крутящий момент. То и другое пригодится при работе с древесиной повышенной твердости – дубом, грабом, грушей, кедром. Фрезы с подшипниками стоят дороже, но кто из домашних умельцев постоит за стоимостью, когда на кону находится более существенное превосходство в функциональности и производительности!
Фрезы, оснащённые подшипниками, применяются для фрезеровки кромок заготовки, а потому называются кромочными. Приемы использования такого инструмента значительно упрощаются. Дело в том, что при обработке дерева всегда требуется устанавливать глубину внедрения фрезы в дерево. Для начинающих фрезеровщиков это непростая задача, и здесь как раз поможет подшипник. Рассчитав требуемое заглубление фрезы в древесину, далее уже можно не беспокоиться – кромочный подшипник сыграет роль глубинной направляющей по всей траектории перемещения ручного фрезера.
Фрезы по дереву без подшипника значительно менее удобны: для того, чтобы правильно выполнить операцию на устройстве, потребуется переналаживаемый упор. Такие упоры не универсальны и многие мастера предпочитают изготавливать их своими силами, используя чертежи, разработанные самостоятельно, либо скопированные из Интернета.
Классификация оснастки, предназначенной для работ с деревянными заготовками
В последнее время стало модным приобретать фрезы в комплекте, причём производители (а это в основном китайские фирмы) покрывают наборы оболочкой из парафина: это предохраняет от коррозии. Инструментальная сталь производства КНР не отличается высоким качеством, зато оснастка сравнительно дешева, а базовый комплект можно дополнять и прочими конструкциями фрез, сообразно доле тех работ, которые на практике чаще всего приходится выполнять.
Инструмент для фрезерования древесины классифицируется по следующим типам:
- Пазовые фрезы, предназначенные для оформления открытых или закрытых пазов.
- Галтельные фрезы, при помощи которых получают полукруглые канавки или выемки.
- V-образные фрезы, производящие канавки с острыми углами (обычно 90°, но могут быть и другие исполнения).
- Фрезы для получения в дереве профилей типа «ласточкин хвост»; они применяются в мебельном производстве, а также при ремонте/восстановлении крупных деревянных деталей.
Поскольку весь вышеперечисленный инструмент характеризуется определенной глубиной внедрения в дерево при его обработке, то он либо имеет направляющее устройство, предусмотренное схемой самой фрезы, либо нуждается в предварительной установке упоров. Упоры, кстати, входят не во все наборы, и об этом стоит помнить.
Ряд операций с деревянными заготовками выполняются по их внешнему контуру. Соответствующие фрезы, перечисленные далее, упоров не имеют:
- Конусные, обеспечивающие скос кромки под углом в 45°, ограничителем является подшипник.
- Для калевки, которые образуют внешнюю хорду на изделии.
- Четвертные, при помощи которых кромки могут образовываться и над, и под окружностью (распространены при производстве оконных деревянных рам).
- Галтельные, формирующие внешние закругления, преимущественно в декоративных целях.
- Фальцевые, предназначенные для образования в дереве пазов под фальцевые замки.
Не все из вышеперечисленных фрез входят в базовый комплект, поэтому мастер сам выбирает, какие работы по дереву ему придется выполнять чаще. Приобретение дополнительных фрез сводится к определению унификации посадочных мест и анализу технологических возможностей инструмента.
Основные функции приспособлений для фрезерования сводятся к следующим:
- Обеспечение точного позиционирования инструмента в определённом месте деревянной заготовки.
- Облегчение условий труда фрезеровщика, особенно при длительных или особо точных работах.
- Повышение производительности фрезеровки.
Несмотря на кажущуюся простоту самодельных приспособлений, их лучше изготавливать не по схемам или рисункам, а по чертежам, на которых имеются точные размеры и допуски. Ведь даже опытному инструментальщику порой невозможно переделать собственную разработку, размеры которой определены «на глазок».
К ручному инструменту, который входят в первую группу, относят различного рода упоры, при помощи которых можно производить прямо- или криволинейные резы.
Параллельные упоры используют в качестве одной из направляющих плоскостей либо тарированную поверхность рабочего стола, либо сторону самой деревянной заготовки. Упор включает в себя станину из литого алюминиевого сплава, к которой прикреплены две направляющих штанги; по ним будет перемещаться ручной фрезер. Каждая штанга имеет возможность перемещаться в направляющих, при этом противоположный конец каждой из штанг подпружинен. Заневоливание пружин улучшает качество направления. Кроме того, каждое из посадочных мест под штангу оснащено двумя приливами, в которых имеются подшипники скольжения. На торцевых частях приливов установлены рукоятки настойки хода штанг – грубой и точной. При этом грубая настройка управляется вращением винтов, а точная – лимбом, расположенным по оси симметрии упора. Для прижима упора предназначена накладка из листовой стали.

Для использования упора обе штанги вводят в посадочное пространство подошвы фрезера по дереву и закрепляют по заготовке, используя винты грубой настройки. Затем оборудование в выключенном состоянии перемещают по линии обработки, корректируют направление при помощи лимба точной настройки и производят окончательную фиксацию.
Подобную конструкцию можно изготовить и своими руками, используя для станины деревянные заготовки из дуба или иной прочной породы дерева. В качестве фиксаторов используют саморезы, а лучше мебельные болты с шестигранной головкой. Как направляющие штанги целесообразно использовать трубки из нержавеющей или оцинкованной стали.
Самодельный и заводской упоры можно модернизировать, расширяя тем самым технологические возможности приспособления для оснащения фрезера. Для этого достаточно видоизменить форму прижимных накладок, изготовив их полукруглой, грибкообразной или другой формы (посадочные размеры, естественно, должны совпадать). Такие съемные накладки выполняют из твердой древесины.
Из приспособлений второй группы, призванных снизить нагрузку на руки фрезеровщика, стоит отметить копировальные шаблоны различной формы и размера. Наличие шаблона позволяет снизить усилие, прилагаемое к ручкам оборудования, поскольку перемещение фрезы (даже не имеющей подшипника) будет теперь производиться по строго заданной траектории.
Принцип копира заключается в том, что рабочее перемещение инструмента выполняется не по деревянной заготовке, а по значительно более точной поверхности направляющего кольца или шаблона. Различают:
- Копировальные втулки. Они переустанавливаемые, предназначены для точного производства отверстий одинакового диаметра.
- Пазовые шаблоны, при помощи которых фрезер по дереву позиционируется в определённом месте, начиная от которого движение фрезы уже носит строго заданный характер.
- Циркули, которыми легче выполнять фрезеровку внешних и внутренних круговых пазов и площадей.
Копировальную втулку можно изготовить своими руками. Схема такой втулки: кольцо с внешним буртом, которое выполнено из качественной конструкционной стали марки не ниже 45 ГОСТ 1050-78. При расчёте размеров учитывают неизбежное смещение оси фрезерования, которое обусловлено разницей между диаметром инструмента и внутренним диаметром кольца. Бурт предназначен для установки фрезера, его размеры должны быть достаточными для обеспечения устойчивости подошвы оборудования.
Пазовый шаблон самостоятельно изготовить сложнее, лучше заказать устройство специалисту, либо присмотреть подходящее изделие в профильном магазине. Сложность в том, что идеально подходящий для данных условий шаблон может и не найтись. При производстве пазового шаблона своими руками следует учесть конструктивную особенность применяемых фрез: в частности, при наличии подшипника на рабочей поверхности шаблона необходимо предусмотреть выступ соответствующей высоты и ширины. Для изготовления целесообразно использовать копировально-фрезерный станок, тогда все исполнительные размеры будут в точности отвечать требованиям чертежа.
Простейшие циркули в виде штанги часто входят в комплект к самому фрезеру по дереву. Однако, если вам не достался такой вариант, особой беды нет – циркуль также можно смастерить самостоятельно. Потребуется толстая стальная трубка достаточной жесткости (чем длиннее циркуль, тем прочнее должна быть трубка). Подойдёт трубчатая заготовка из высокоуглеродистой стали (нержавеющей или после антикоррозионного покрытия).

На токарном станке вытачивается втулка, которая должна быть изготовлена по посадке движения относительно трубки. В трубке изготавливается паз, где размещаются штифт и винт крепления циркуля. Размещение штифта может быть внешним или внутренним. Первое используется для отверстий малого диаметра, соизмеримого с габаритным размером штанги циркуля. Важно не прослабить втулку!
Выбор и рекомендации по выбору стола к фрезеру по дереву
Дополнительный ручной инструмент часто необходим мастерам мебельного, рамного, дверного производства, а потому его конструкции адаптируют под конкретные условия применения. В прочих случаях есть смысл приобретать универсальные приспособления. Изготовленные в заводских условиях и по промышленным технологиям, они отличаются повышенной износостойкостью и точностью действия.
Выбор начинают с конструктивных особенностей фрезера – исполнения его опорной части, расположения посадочных мест, характеристик работы. Из последних имеют значение уровень продольной устойчивости и масса. Если центр тяжести оборудования расположен высоко, то дальнейшее его увеличение за счёт приспособления может привести к вибрации во время фрезерования твердых пород древесины, а тем более заготовок из МДФ или ДСП-панелей. При покупке ручной машинки стоит внимательно ознакомиться с паспортом: некоторые фирмы-производители допускают установку на технику дополнительных приспособлений, но только собственного производства, а не сделанных своими руками.
Увлечение рассмотренной оснасткой может стать тормозом, если она не может совместно применяться с обрабатывающей техникой. Тогда перестановки и переналадки существенно снижают производительность труда фрезеровщика. Выход заключается в изготовлении/приобретении универсального рабочего стола, конструкции которого уже учитывают большинство особенностей работы данных агрегатов.
Рабочий стол как приспособление должен обеспечивать:
- Универсальность использования (не только для фрезера, но и для электродрели, ручной шлифовальной машинки и так далее);
- Повышение точности всех операций, особенно направления техники по обрабатываемой поверхности;
- Стойкость при фрезеровании труднообрабатываемых материалов.
Рабочий стол под фрезер включает в себя координатные устройства, позволяющие легко позиционировать инструмент в необходимом месте, а также развитую систему крепления для заготовок. Рассмотрим несколько соответствующих конструкций.
Рабочий стол Titan FS150 (Китай) изготавливаемый из алюминия, снабжается встроенным блоком электропитания на 220 В, упорами и координатными поверхностями, которые обеспечивают точный разворот фрезера в двух плоскостях. Дополнительные опции – боковые расширители, возможность подключения стружкоотсоса, удобство установки придают изделию достаточную функциональность. Недостатки: пониженная устойчивость боковых расширителей и необходимость в ровной площадке для установки стола, поскольку опоры не регулируются. Не рекомендуется эксцентричное нагружение фрезера.
- Размеры стола 450×355 мм (при установке боковых расширителей 860×355 мм);
- Масса в сборе – 7 кг;
- Точность координатного узла ±0,5 мм.
Стол оборудуется подвижным прозрачным экраном, что повышает уровень безопасности производимых работ.
Рабочий стол типа UTool URT-1 (Китай) имеет схожую конструктивную компоновку (с расширителями), однако отличается наличием сквозных координатных пазов. Это позволяет производить сложные операции деревообработки без переналадки. Номенклатура приспособлений расширена: кроме упоров, имеются также специальные прижимы со сменными фиксирующими элементами с различной эластичностью. Боковые расширители выполнены стальными, что повышает суммарную жесткость приспособления. Имеется откидной защитный экран.

Недостаток – ограничение по мощности используемого фрезера. Характеристики приведены ниже:
- Размеры стола в сборе 450×330 мм (при наличии расширителей 860×330 мм);
- Предельная мощность фрезера – 1200 Вт;
- Точность позиционирования заготовок ±0,5 мм.
Для более мощных установок предназначен рабочий координатный стол модели Jet JRT-2, также китайского производства. Его отличительная особенность – жесткая чугунная станина, наличие микролифта подъёма, развитая система подвижных упоров. Поставляются варианты с чугунными или стальными удлинителями (последние меньше боятся изгибающих и внецентренных нагрузок).
Как и в предыдущих моделях, имеется выносной пульт электропитания, защитный экран, устройство для улавливания стружки. Основные параметры:
Читайте также: