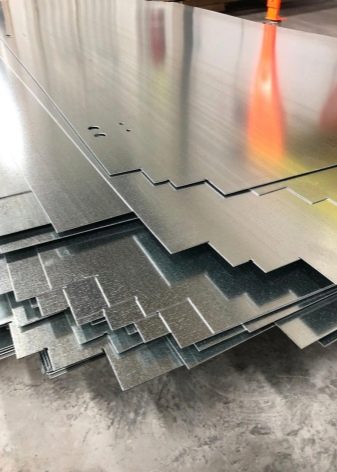
Как выглядит оцинкованный металл
Обновлено: 12.05.2024
Цинк является достаточно востребованным материалом для разных сфер деятельности. В разных формах данный металл применяют для изготовления:
- медицинского оборудования (в качестве основного материала или защитного покрытия);
- мебельной фурнитуры;
- сантехнических деталей;
- автомобильных решеток, листов и прочих элементов;
- химических реактивов для электротехнического производства.
В природе нет недостатка в рудах, необходимых для получения цинка, но высокий спрос на него делает востребованным и вторичное сырьё для перерабатывающей промышленности. При этом конечный продукт повторной переработки отличается низкой себестоимостью.
Цена лома цинка колеблется в пределах от 50 до 70 рублей благодаря стабильному спросу на сырьё для переработки.
Изделия из цинка
Размышляя, где взять лом цинка в домашних условиях, необходимо ознакомиться со сферой его применения. Из цинка делают различную фурнитуру для мебельного производства. В советское время цинк использовали для изготовления корпусов автомобильных карбюраторов и бензонасосов для грузовиков ЗИЛ И ГАЗ-53. Планируя сдать данные узлы в качестве цинкового лома, их необходимо подвергнуть демонтажу, поскольку не все элементы карбюратора изготовлены из цинка.

Помимо креплений и фурнитуры для мебели цинк в советской промышленности использовали для изготовления дверных петель, различных ручек и крючков. Подобные изделия несложно найти в любом частном доме советской постройки.
Отдельно необходимо упомянуть солевые батарейки. Корпус старых батареек под оберткой из стали является цинковым. Рассчитывая достать цинк, целесообразно демонтировать только старые советские элементы питания.
Цинк в быту можно добыть из плавких предохранителей производства СССР. Этот металл нередко использовали для производства дверных замков и ключей к ним.
Таким образом в гараже, частном доме и даже в квартире несложно обнаружить изделия из цинка.
В промышленном производстве чистый цинк задействован при восстановлении благородных металлов (серебра, золота), которые добывают методом подземного выщелачивания.
Цинковые пластины нашли свое применение в полиграфической промышленности. С их помощью выполняют печать иллюстраций в многотиражных изданиях.
Покрытие из цинка (оцинковка) позволяет защитить металл от коррозии. Это покрытие используют для элементов, которые не будут подвержены механической нагрузке. Для конструктивных элементов (емкостей, металлоконструкций) используют технологию металлизации.
Добавление цинка в состав твердых припоев снижает температуру их плавления. Цинк добавляют и в латунь для улучшения литейных и механических показателей сплава.
Окись этого металла востребована в медицине в качестве антисептического и противовоспалительного средства. Ее используют и в качестве компонента для производства цинковых белил.
Характеристика цинка
В таблице элементов Менделеева цинк условно обозначается Zn, и значится 30 номером. Температура его плавления составляет 419°, а при нагреве до 913° по шкале Цельсия металл испаряется. В обычных условиях цинк отличается хрупкостью, в рабочей среде при 100° металл обретает способность гнуться.
Материал имеет бело-синий оттенок, его поверхность быстро окисляется под воздействием кислорода, но не реагирует на воду.
Как идентифицировать цинк
Определить цинк в домашних условиях не очень просто. Он выглядит похожим на нержавейку, и показатель плотности почти на одном уровне.
Как определить оцинковку
Самостоятельно определить цинк нетрудно методом своеобразных лабораторных испытаний. Их несложно провести в бытовых условиях.
- Следует помнить о том, что цинк достаточно хрупкий металл. Тонкие пластинки несложно раскрошить руками. Для определения оцинкованного железа можно провести проверку материала на степень прочности. Почти все сорта оцинкованной стали обладают прочностью в пределах 300-350 Мпа, тогда как нержавеющая сталь выдерживает нагрузку до 450 Мпа.
- Можно проверить и степень пластичности исследуемого образца. Удельная сила, которая приводит к появлению трещин на оцинковке, составляет 170-230 Мпа, а нержавейка потребует приложить усилие в 350-400Мпа.
- Твердость стали с цинковым покрытием по шкале Бринелля составляет НВ 200-250.
Эффективен и химический метод идентификации цинка, требующий применения соляной кислоты. Если на поверхность детали из цинка или лист оцинкованного железа поместить каплю соляной кислоты, то начнется реакция, сопровождающаяся выделением пузырей. Методика основана на химических свойствах цинка, который при взаимодействии с оцинкованным покрытием начинает активно выделять водород. В результате воздействия соляной кислоты слой оцинковки исчезнет с листа стали. Если провести аналогичный опыт с листом нержавейки, то покрытие останется без изменений.
Еще один метод предполагает применение красной кровяной соли. Если раствор такой соли капнут на деталь из цинка, то ее поверхность пожелтеет.
Оцинкованную сталь несложно определить благодаря ее магнитным свойствам. Нержавеющая сталь магнитом не притягивается.
Как отличить цинк от алюминия
Цинк на воздухе быстро покрывается окисью, что нередко затрудняет его определение. Самостоятельно идентифицировать алюминий и цинк можно, вспомнив физико-химические характеристики металлов. Алюминий представляет собой легкий и гибкий металл серебристого оттенка. Цинк заметно тяжелее, имеет голубоватый отблеск, не гнется, а при определенном усилии ломается.
В домашних условиях несложно измерить плотность образцов. Для исследования необходим мерный сосуд и вода. Изделие аккуратно погружают в воду, затем измеряют объем вытесненной им жидкости. При помощи простой формулы несложно произвести нужные вычисления. Если полученный результат близок к 2,7 мл, то изделие изготовлено из алюминия.
Цинковые сплавы
Сплавы на основе цинка находят свое применение в различных отраслях промышленного производства.
Для добычи цинка необходимы полуметаллические руды. Сложная технология сначала позволяет получить оксид цинка, а для получения чистого металла существуют два метода.
- Электролитический способ требует применения серной кислоты для обработки оксида цинка. Полученный в результате сульфатный раствор необходимо подвергнуть электролизу сразу после очистки от примесей. На катодах из алюминия образуется осадок в виде цинка, который затем будет направлен на выплавку в печь индукционного типа. Чистота полученного металла составляет обычно 99,95%.
- Дистилляционный способ предполагает нагрев концентратов до температуры около 1000 градусов. Полученные пары цинка оседают на поверхности глиняных сосудов. Полученный таким методом цинк содержит около 3% примесей. Затем его очищают методом ликвации. Метод предполагает отстаивание металла в течение некоторого времени при температуре около 500 градусов. На выходе получают цинк с показателем чистоты в пределах 98%. Для производства различных сплавов этого параметра достаточно.
Чаще всего цинк в дополнении со свинцом используют для получения латуни и бронзы. Сплавы на основе цинка отличаются хорошими механическими и литейными свойствами, а также повышенной устойчивостью к коррозии. Различные цинковые сплавы востребованы в автомобилестроении, а цинковый прокат применяют при изготовлении кровельного железа, желобов и сточных труб.
Оцинковка

Цинковое покрытие позволяет защитить металл от коррозии, придать ему дополнительные свойства, продлить ресурс эксплуатации. Существует несколько методов нанесения цинкового покрытия, в том числе и в домашних условиях.
Чистый цинк для цинкования в домашних условиях проще всего добыть из корпуса старой солевой батарейки. Для цинкования используют гальванический метод, в основе которого лежит электрохимическая реакция. В процессе обработки ионы цинка создают защитную пленку на всей поверхности изделия.
Промышленный метод горячего цинкования позволяет получить особо прочное покрытие. Потеря цинка в результате такой обработки составляет около 10%. При этом образуется цинковая изгарь, которую вместе с гартцинком следует своевременно удалять согласно технологическим требованиям.
Лом цинка
Чаще всего цинк принимают в виде:
- заводских чушек;
- автомобильных карбюраторов (разобранных полностью или частично);
- производственных отходов;
- строительного, мебельного, сантехнического лома.
Для увеличения прибыли от сдачи цинкового лома рекомендуется подвергнуть партию сырья тщательной сортировке.
Разновидности оцинкованных листов и их использование
Знать разновидности оцинкованных листов и способы их использования требуется всем, кто решает отделывать крышу. Необходимо принять во внимание специфику окрашенной оцинковки и других стальных листов для крыши в рулонах. Также надо ознакомиться с нюансами покраски металлических оцинкованных листов и продукцией востребованных фирм.
Особенности производства
Технологиям защиты металла от коррозионной активности уделяли особое внимание уже многие десятилетия назад. С тех пор количество используемых металлических конструкций только выросло — и методы эти усовершенствованы. Часто встречается стальной оцинкованный лист, который стойко переносит воздействие агрессивной среды. За основу могут быть взяты довольно тонкие стальные экземпляры. Защитное покрытие наносится в разных случаях как с одной, так и с двух сторон.

Оцинковка может идти не только простым цинком, но и железоцинковым составом. Для последующего применения в строительстве и ремонте преимущественно используют метод холодного оцинковывания. Сам прокат предварительно получают в горячем состоянии.
На нем формируются весьма устойчивые к появлению трещин и сколов покрытия.
Прокат имеет всегда заданную толщину, которую определяют требованиями к конкретному объекту. Чтобы избежать возникновения окалины, поверхность следует протравливать кислотой. Горячее цинкование проводится преимущественно по гальванической методике. На оцинкованные листы обычно отпускают полуспокойные марки стали. Гальваническая методика позволяет добиваться максимально быстрого нанесения материала.
Однако слой окажется недостаточно прочен механически. Получить толстую защитную оболочку гальваническим способом не получится. Зато удастся добиться выдающихся декоративных свойств. Термодиффузионная методика позволяет достичь исключительной устойчивости изолирующего слоя. Правда, уровень издержек и энергозатратность подобного метода сильно ограничивают его применение.
Основные свойства и характеристики
Параметры оцинкованных металлических листов вполне хороши, и такие изделия могут гарантировать длительный срок службы. Прочность и гибкость металла с цинковой оболочкой довольно велики. Согнуть и выгнуть такие конструкции не составляет особенного труда. Сварка, сверление и другие приемы обработки выполняются без всяких проблем.
Масса оцинкованного листа сравнительно невелика. Это существенно облегчает его транспортировку и хранение, а также перемещение по рабочим площадкам. Металл под цинковым слоем не подвержен разрушающему воздействию влаги и ультрафиолета. Эстетические параметры изделий весьма высоки.
Чаще всего отмечается еще и высокая прочность моделей.
Толщина оцинкованных листов варьируется в зависимости от стандарта. Типичные толщины (вместе с покрытием):
Востребованностью пользуются оцинкованные листы в рулонах. Обычно это длинномерный прокат толщиной до 2 мм. Покрытие обычно наносится с 2 сторон. Преимуществами такого решения являются:
универсальность механической обработки;
сопротивляемость деформационной нагрузке;
длительный период использования.
Цвет листа с цинковым покрытием может довольно сильно отличаться. Популярностью пользуется белый материал (RAL 9003). Но в стандарте есть как минимум несколько сотен вариантов окраски, что позволяет подобрать оптимальный для себя вариант. Часто рулонный лист имеет:
Наряду с этим, цветной листовой горячеоцинкованный прокат из железа может быть покрыт также:
Само базовое покрытие наносится горячим либо холодным способом. Второй вариант подразумевает обработку заготовок строго при комнатной температуре. Наибольшая толщина оберегающего слоя составит 20 мкм. Холодное цинковое покрытие рассчитано лишь на эксплуатацию в неагрессивной среде. Ключевую роль в процессе обработки играет электролиз.
Горячее цинкование производится в специальных ваннах. Оно гарантирует куда лучшую защищенность от коррозии и ржавых пятен. Сам металл предварительно, до погружения, прогревается до 450 градусов. На результат можно влиять исключительно варьированием температуры. Потому «горячая» методика капризна, несмотря на то что весьма дорога.
Лицевая поверхность не всегда полностью гладкая. Нередко она имеет волнистый вид, и такое решение активно используется в отделке кровель. Визуально этот материал отчасти схож с шифером.
Полезная ширина варьируется в довольно широких пределах. Толщина листов обычно колеблется от 0,35 до 0,8 мм.
Листы с волной могут прослужить весьма долго и не требуют сложного ухода. Перемещать их довольно просто. Сложенные в стопки гофрированные листы занимают не так уж много места. Расцветки варьируются в широких пределах. Смонтировать и демонтировать подобный материал несложно, при необходимости он отлично используется по повторному циклу, а благодаря жесткости листов их можно ставить на разреженную обрешетку.
Выделяют еще разные классы покрытия. Повышенный класс принято маркировать литерой П. В этом случае с двух сторон наносят от 0,57 до 0,855 кг цинка на 1 кв. м. Толщина будет колебаться от 40 до 60 мкм. В таком варианте сопротивляемость коррозионным процессам окажется наиболее высока.
Оцинковка по 1 классу подразумевает двусторонний слой цинка 0,258—0,57 кг на 1 м2. Покрытие тогда будет не тоньше 18 и не толще 40 мкм. Наихудшим вариантом считается 2 класс. Он подразумевает, что слой на 1 «квадрат» будет весить от 0,142 до 0,258 кг. В итоге толщина будет варьироваться от 10 до 18 мкм — что прямо влияет, конечно, на общую надежность покрытия.
Популярные производители
В России делается вполне достойный оцинкованный лист. Хорошим тому примером выступает продукция петербургской фирмы «Каюмарс». Она доступна по цене и соответствует запросам большинства клиентов. Поставки идут как в оптовом, так и в розничном режиме. Производитель «Каюмарс» представлен на отечественном рынке с 2000 года и уже накопил солидный опыт.
Крупным поставщиком оцинковки выступает также «Северсталь». Отгрузка товара идет и в традиционном листовом, и в рулонном форматах. В ассортименте есть изделия 2 класса цинкования. Масса единичного поддона может составлять до 3500 кг. По мере надобности выполняется дополнительная обвязка.


НЛМК (то есть Новолипецкий металлургический комбинат) является отличным соперником для двух уже названных фирм. В рулонах это предприятие отгружает свыше 100 видов оцинкованного металла. Типовая ширина составляет 125 см. Изготовитель обещает оперативно отгрузить любые объемы. Толщина варьируется от 0,025 до 0,3 см.
ПАО «ММК» также поставляет первоклассный защищенный прокат. Суммарная толщина его варьируется от 0,05 до 0,49 см. В Магнитогорске защитный слой наносят как горячим способом, так и по электролитической методике. Может быть дополнительно нанесено полимерное покрытие. Уральский производитель иногда применяет первоклассный по твердости металл.


Применение
На основе оцинкованных листов могут быть созданы различные изделия. Без них практически невозможно представить автомобилестроение и производство других транспортных механизмов. Материал с цинковой защитой востребован для крыши и других строительных конструкций, также его используют в изготовлении мебели. Дополнительно он находит применение:
в производстве станков;
в точном приборостроении;
в выпуске аппаратов для химической индустрии;
в создании деталей различного рода.
Нюансы покраски
Заводской окрашенный лист смотрится обычно не слишком плохо. Однако даже лучшие фирменные красители могут постепенно деградировать. Кроме того, периодически прежние тона перестают нравиться или выходят из моды. Покрасить оцинкованный металл бывает необходимо через некоторое время еще и потому, что даже лучшие защитные слои постепенно теряют качества. В домашних условиях покрыть краской своими руками защищенный металл можно без особых проблем, если соблюсти основные требования и нюансы.
Для работы используют:
виниловые окрашивающие смеси;
составы на базе алкидных компонентов;


Акриловые краски ценятся за длительный период использования и атмосферостойкость. Стоят они недорого и хорошо прилипают к материалу. Алкидные эмали находят применение главным образом в местностях с морским климатом. Они полезны благодаря дополнительному антикоррозийному эффекту. Еще один важный нюанс алкидных эмалей — глянцевый отлив.
Поверхность металла придется готовить очень тщательно. Важную роль играет наращивание адгезии к наносимым красителям. Довольно часто приходится проводить абразивную обработку, чтобы красящее вещество легче прилипало, проникало в микротрещины и микропоры (если их по умолчанию не хватает). Цинк в любом случае очищают и обрабатывают растворителем, даже если он довольно долго был в контакте с воздухом.
Слой краски должен быть довольно тонок; в идеале ее наносят два раза, дожидаясь полного высыхания изначально нанесенной массы.
Алкидными реактивами покрывают исключительно чистую и сухую поверхность. Полимерные краски использовать в домашних условиях нельзя, потому что качественная полимеризация проходит только в промышленном производстве. Оттенок подбирают с учетом цветового решения объекта. Пневматическое окрашивание высокопроизводительно, однако выполнить его правильно смогут только подготовленные профессионалы. Нельзя игнорировать и тот нюанс, что оно создает туман, требующий использования средств индивидуальной защиты.
Все об оцинкованной стали
Оцинкованная сталь – альтернатива лужёной, покрытой оловом или оловянно-свинцовым припоем. Цинк – более дешёвый материал, он легко накладывается тончайшим слоем в 30 микрометров и менее, на любую марку стали, включая сплавы типа Ст3.


Виды и разновидности оцинкованной стали главным образом подразделяются на листовую (один из вариантов – рулонная), профильную (от уголка до швеллера), сплошную (круг, квадрат, прямоугольник). Все заготовки, изготовленные из стальных сплавов (кроме нержавейки), легко подвергаются цинкованию. Суть технологии – зачищенные до блеска и обезжиренные (при необходимости) заготовки и детали погружаются в ванну с расплавленным цинком, однако существует и холодное (нетермическое) нанесение оцинковки. Толщина покрытия и профиль чермета определяет, как именно будет нанесён оцинковывающий слой. Дополнительную защиту от атмосферных осадков и воздействия кислорода, содержащегося в воздухе, обеспечивает слой лака или краски. Фирменные кровельные профлисты с окраской – не только оцинкованные и прогрунтованные, но и в довершение процесса нанесения покрытий окрашенные. Для окрашивания используются синтетические краски – вроде тех, которыми покрывают, к примеру, вышки и телебашни.
По способу обработки сталь подразделяется на горячепрокатную и холоднокатаную. Цинковое покрытие наносится и на горяче-, и на холоднокатаную сталь, однако последняя обладает большей гладкостью – меньшей шероховатостью, вернее, полным отсутствием последней. Горячекатаные листы более грубые – остывающая сталь ещё не успевает обрести идеальную форму, и на смену высокой температуре приходит повышенное давление, отличающееся от нормальных условий до 100 раз. По сути, оказывая давление в 100 атмосфер с одновременной прокаткой при помощи гладкого вала, холоднопрокатный конвейер позволяет получить почти идеально ровные листы, к тому же и с выравниванием краёв. После холодной прокатки заготовки эти поступают в рабочую зону лазерно-плазменного стана, где с высочайшей точностью обрезаются неровные края. Затем заготовки подвергаются нанесению оцинковки – и при необходимости окрашиваются.

Тонколистовая сталь – заготовки с толщиной менее 600 мкм. Их собратья с толщиной более 0,6 мм относятся к обычному листу, который затем может быть подвергнут профильному сгибанию на листогибочном станке. Согнутые листы окрашиваются порошковым или аэрозольным методом. В отличие от горячеоцинкованной, которая обрабатывается в ванне с расплавом цинка, холоднооцинкованная подвергается порошковому нанесению цинка, либо анодированию. Горячеоцинкованная сталь, как правило, изготавливается в виде тонколистовых заготовок: на толстолистовые расходуется слишком много энергии. Дело в том, что заготовка должна быть разогрета по всему её объёму: нагреть лишь её поверхность из-за высокой теплопроводности стали не представляется возможным.
Листовая оцинковка в своей основе содержит низко- и среднеуглеродистую сталь. Свариваемость, сгибаемость и штампуемость изделий – весьма удовлетворительные.

Методы цинкования
Чтобы оцинковать изделие из стали, используют гальваноцинкование, газотермическое, холодное и термодиффузионное нанесение покрытия. Особенность готовых покрытий – недопустимость усиленного механического воздействия: оцинковку легко счистить во время интенсивного трения. Характерный пример – ручные тачки, в которых осуществляется замешивание цементных и бетонных растворов: абразивность песка, камней и цемента, а также движения совковой лопатой и мастерком сдирают даже покрытие в 50 мкм менее чем за год при ежедневных замесах данных стройсмесей. В результате обнажившаяся сталь быстро ржавеет, и тачка приходит в негодность. Горячая оцинковка – метод, создающий наиболее долговечное покрытие. Но экологичность данного метода не самая высокая. Перед нанесением цинка выполняется травление стальных заготовок в ванне с раствором серной кислоты, обезжиривание с помощью лёгких спиртов, ацетона и иных растворителей, сделанных из нефти.
Крупногабаритные конструкции, к примеру, комплектующие под опоры для кабельных линий, подвергаются именно погружению в ванну с цинком. Холодное цинкование заключается в нанесении цинксодержащего реагента (но не краски с порошком цинка, измельчённым до состояния тонкой пудры), например, цинконола. На предварительно очищенной стальной заготовке образуется плёнка, содержащая до 93% цинка. Метод этот хорош в случаях, когда необходимо восстановить покрытие из цинка, внезапно повреждённое, чтобы не допустить ржавления стали в данном месте. Гальванический метод позволяет нанести слой цинка толщиной до 30 мкм. Способ основан на растворении цинка в электролите, при этом атомы цинка в составе видоизменённой электролитической консистенции прочно оседают на поверхности обрабатываемой детали. Недостаток данного способа – высокотоксичность электролита, который тщательно очищается перед утилизацией.
Термодиффузионное цинкование основано на нагреве обрабатываемых деталей и цинка до 2600 градусов. При такой температуре из твёрдого изначально цинка формируется газ, проникающий в обрабатываемую заготовку. Метод этот экологически безопасен – оцинковка производится в наглухо закрытом контейнере. Недостаток – неравномерность покрытия и неэстетичный внешний вид обработанной детали или заготовки. Газотермическое покрытие цинком – метод, при котором цинковый порошок или проволока под воздействием раскалённого газа наносится на поверхность изделия.
Пористость такого покрытия повышена, что заставляет производителей оцинкованного листа нанести лакокрасочный слой.



Характеристики
Ширина листа согласно ГОСТу – 71-180 см, толщина – 0,5-1,25 мм. Температура плавления цинка – 420 градусов по Цельсию, поэтому нагрев листов свыше 400 градусов должен быть исключён. Сталь, хотя и плавится в основном лишь при температурах 1300-1500 градусов по Цельсию, при наличии оцинковки не используется в приборах и конструкциях, которые нагреваются хотя бы до 400 градусов. Цинк не боится воды, а значит, может использоваться в конструкциях, которые не контактируют со щелочами, кислотами, некоторыми солями. Оцинкованное железо легко обрабатывается методом штампования, вальцевания, вытягивания и сгибания, при этом цинковое покрытие не повреждается.
Покрытие из цинка, повреждённое при неосторожных действиях, легко восстановить. Плотность стали Ст3Сп – 7,85 г/см3. У цинка этот показатель – 7,13 г/см3, поэтому он не вносит значительного облегчения в лист с определённой толщиной. По ГОСТу, к примеру, лист с толщиной 0,5 мм сохраняет это значение без покрытия, а с покрытием значение толщины увеличится, скажем, до 0,56 мм (по 0,03 мм с каждой из сторон). Свойства полосовой оцинкованной стали не отличаются от неоцинкованной такой же – и та и другая легко гнётся, режется, сверлится и штампуется. Теплопроводность оцинкованной стали почти полностью совпадает по значению с теплопроводностью неоцинковки. Это свойство связано с тем, что тепло (жар), равно как и холод, распространяются не по поверхности тела, а по всему его объёму.
Кроме сопротивления коррозии, остальные качества – электропроводность, упругость, ударная вязкость, склонность к механической (не термической) обработке – остаются почти без особых изменений. Цинковое покрытие, вообще, можно заменить на регулярное – раз в 2-3 года – прогрунтовывание, эффект сохранности стальных конструкций и настила останется примерно тем же. Вес листа 0,4х1000х2000 мм, изготовленного из стали 08пс3сп, составляет 6,95 кг. Соответственно, масса листа 1х1250х2500 мм, прокатанного из той же стали, не более 26,3 кг. В весе роль играют толщина и площадь листовой заготовки.

Плюсы и минусы
Сталь, не содержащая от 14% хрома по массе, ржавеет. Нержавейку покрывать цинком нет необходимости, а вот обычную сталь Ст3сп – обязательно. К достоинствам сплава относят дешевизну и простоту производства. От дождевой воды сталь не поржавеет в течение минимум 30 лет при условии что по крыше никто не будет ходить, волочить по ней тяжёлые предметы, раскладывать инструменты и так далее. Внешний вид стального профлиста при этом не пострадает. Профнастил можно не покрывать никакими лакокрасочными составами, а это значит, что можно сэкономить на краске. Дело в том, что оцинковка является весьма стойкой к нагреву на солнце и ультрафиолету.
Оцинковка не отделяется, подобно краске, от стали – поверхностное проникновение обусловлено диффузными свойствами металлов – железа и цинка. Оцинкованное железо несколько прочнее неоцинкованного. Это достигается в том числе и за счёт небольшого увеличения толщины заготовки. При обычных температурах цинк не разлагается и не отравляет человека и животных. Исключение составляет приготовление пищи в оцинкованных емкостях: образующиеся соли при реакциях цинка с кислотами ядовиты. Оцинковка подходит для дизайнерских решений, наряду с нержавейкой. Оцинкованная сталь заметно дешевле нержавеющей, так как цинка по массе в заготовке содержится меньше, чем хрома в нержавейке.
Недостатки оцинкованного листа следующие:
- его нельзя сварить;
- при окрашивании оцинковки используется грунт-эмаль по ржавчине или похожий состав;
- если слой, покрывающий сталь, тоньше 15 мкм, то он быстро износится.
Без листогибочного станка согнуть лист по кривой, которая является круглой по очертаниям (дугой окружности) крайне затруднительно.

Наиболее распространённые сферы применения изделий в виде листовой оцинковки – отливы для крыши (водосток для отвода атмосферных осадков в водосточные трубы). Штампование и сгибание не нарушают целостную структуру листовой стали, а противостояние появлению ржавчины даёт возможность применять оцинковку в качестве комплектующих для бытовых приборов. Строительство, прокат труб и автомобильная промышленность – отрасли, в которых оцинковка также нашла своё применение.
Использование кровельного профлиста с оцинкованным покрытием сопровождается покрытием его синтетическими красителями на основе эпоксидной смолы, которое может прослужить до 10 лет без обновления данного слоя. Альтернатива профнастилу – листы металлочерепицы, защищённые оцинковкой, грунтованием и декоративным окрашиванием.



Марки
Прежде чем классифицировать профсталь с оцинковкой по маркам, определитесь, какое из покрытий с цинком вам требуется. Если это не чисто оцинковка, то альтернативными решениями для вашего случая могут оказаться сплавы на основе цинка, магния и алюминия. В некоторых случаях цинковое покрытие дополняется включением чистого железа. Сортовой прокат включает в себя заготовки с улучшенным (У) и высоким (В) качеством покрытия, нормальнокристаллизованные и без особой кристаллизации (КР и МТ соответственно). По методу покрытия различают пассивированный (Пс), пропитанный маслом (Пр), сочетанный (ПП) и без дополнительного покрытия (БК) лист. Толщина различных марок заготовок достигает 2,5 мм. Для производства листов используются сталь под номерами 0, 1, 2, 3 и 4 спокойного отлива.
По ГОСТ 3640-1994 для цинкования используют цинковый материал марок Ц0 и Ц1. В качестве легирующих присадок выступают алюминий или свинец. Кроме вышеописанных марок, маркировка листовой продукции учитывает и следующие атрибуты: «Н» – нормальнотянутый, «Г» – глубокотянутый, «ВГ» – глубокотянутый лист высшей категории. Особо толстые листы, например, толщиной 8 мм, граничат уже со стальными плитами, но также подвергаются оцинковке.
Толщина покрытия такого листа, как правило, максимальная – более 50 мкм. Он не сворачивается в рулоны, а штабелируется стопками: изогнуть его по дуге окружности невозможно.
Чем отличается нержавейка от оцинковки
И нержавеющий и оцинкованный металл обладают повышенными антикоррозийными свойствами. Основное их различие — в химическом составе и способе производства.
Как производятся оцинкованный и нержавеющий металл
Оцинкованный металл — это продукция черной металлургии, на которую нанесен тонкий слой цинка.
Один из самых распространенных способов цинкования — погружение металла в ванну с расплавленным цинком. На открытом воздухе расплавленный цинк вступает в реакцию с кислородом, из-за чего на поверхности появляется тонкая пленка оксида цинка. Она и защищает металл от коррозии.

Нержавейку изготавливают с помощью кислородного конвектора. Для этого используют расплавленный чугун и легирующие добавки — в первую очередь хром, но также могут применять никель, титан, кобальт и другие. Все это заливается в конвектор, а затем в систему подают кислород. Кислород запускает химическую реакцию, в результате которой углерод окисляется и сгорает. По окончании операции получается сталь с легирующими добавками, которые и обеспечивают высокие антикоррозийные свойства.

Защитный слой оцинковки можно повредить, и тогда металл потеряет антикоррозийную защиту. У нержавейки повреждать нечего, так как антикоррозийные свойства пронизывают всю структура металла насквозь.
Различаются металлы по прочности и сроку службы.
Срок службы оцинкованного металла — 25 лет, нержавеющего — 50 лет.
Параметры прочности представлены на таблице ниже.
| Параметр | Нержавеющая сталь | Оцинкованная сталь |
| Предел прочности на разрыв, МПа | ≥350 | 300-350 |
| Трещиноустойчивость, МПа | 350-400 | 170-230 |
| Твердость, НВ | 230-300 | 200-250 |
Предел прочности на разрыв — показатель максимальной нагрузки на разрыв, которую может выдержать металл без разрушения.
Трещиноустойчивость — показатель максимальной нагрузки, которую выдерживает поверхностный слой металла.
Твердость — показатель сопротивляемости поверхности металла пластической деформации. Отвечает за износостойкость металла и устойчивость к механическим повреждениям.
Как отличить оцинковку от нержавейки
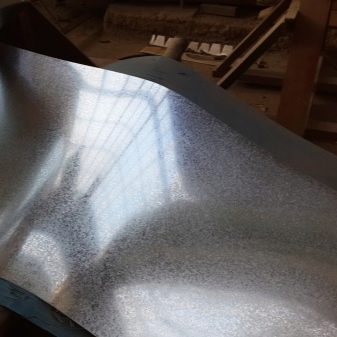
Главное отличие между нержавеющим и оцинкованным металлом скрыто в качестве поверхности. Необработанный или слабо обработанный оцинкованный металл часто имеет пятна на своей поверхности, которые называются узором кристаллизации. Чем-то они напоминают засохшие капли на лобовом стекле автомобиля. Если же в результате обработки оцинкованный металл лишен узоров кристаллизации, он почти всегда получает зеркальную поверхность с легким синеватым отливом.
В то же время необработанная нержавеющая сталь имеет более матовую поверхность.
Хорошо обработанные листы внешне практически неотличимы друг от друга. В этом случае следует внимательно изучить место среза на предмет однородности металла. Также для определения металла можно использовать:
магнит — позволяет определить аустенитно-железные марки нержавеющей стали, так как они не допускают намагничивания. Однако магнит не поможет с железными и мартенситными сплавами, потому что они имеют магнитные свойства;
солевой раствор — оцинкованный металл при взаимодействии с солевым раствором изменит цвет поверхности, а нержавеющий металл останется целым и невредимым;
соляную кислоту — небольшой капли соляной кислоты достаточно, чтобы цинковый слой начал пузыриться и облезать.
Оцинковка металла
Цинкование — это процесс, применяемый для создания защитного слоя на поверхности металлических изделий и конструкций.
Цель операции — защитить металл от агрессивного воздействия окружающей среды, прежде всего влаги.
Суть операции — на подготовленную поверхность наносится слой цинка, который в зависимости от методики, либо просто укрывает поверхность материала, либо соединяется с атомной структурой металла.
Преимущества оцинковки
Цинковый слой восстанавливается при повреждении — оголенный цинк взаимодействует с кислородом в атмосфере и образует новый защитный слой. Поэтому оцинковку часто называют самовосстанавливающейся защитой.
Скорость ржавления оцинкованных изделий даже при глубоких повреждениях ниже, чем у незащищенных. В поврежденном месте цинк и железо создают гальваническую пару — цинк вступает в реакцию с коррозией первым, поэтому сам металл ржавеет и разрушается менее активно.
Металлические изделия из углеродистых сталей, покрытые оцинковкой, весят меньше аналогичного проката из нержавеющей или конструкционной стали.
Процесс цинкования имеет относительно низкую себестоимость, поэтому оцинкованный металл дешевле нержавеющих аналогов.
Какие существуют методы цинкования металла
Перед тем как мы рассмотрим существующие методы цинкования, сначала определим критерии, влияющие на выбор того или иного метода.
- Толщина и равномерность покрытия — для габаритных изделий допустимо иметь большой и неравномерный слой цинка. Поэтому для их цинкования применяют методы, не позволяющие регулировать толщину покрытия. А вот для высокоточных небольших деталей регулировка и контроль толщины покрытия играют критическую роль.
- Прочность удержания защитного покрытия — важно для деталей, использующихся в различных приборах и технике.
- Внешний вид защитного слоя — может быть глянцевым и гладким, а может быть серым и шероховатым. Показатель важен для изделий, применяемых в строительстве и производстве бытовых товаров.
- Стойкость к механическим повреждениям — важный показатель для деталей, подвергающимся механическим нагрузкам.
- Способность к самовосстановлению — зависит от толщины нанесенного цинка и сферы эксплуатации изделия.
Далее рассмотрим наиболее распространенные способы цинкования.
Горячее цинкование
Самый распространенный способ промышленного цинкования, применяемый главным образом для обработки металлических изделий из углеродистой стали. В расплавленный цинк с температурой около 460°С погружают предварительно очищенные, обезжиренные и прошедшие процедуру травления металлические изделия.
Кислород, находящийся в воздухе, вступает в реакцию с металлом и образует оксид цинка, который в свою очередь соединяется с углекислым газом. В итоге на поверхности металла образуется слой карбоната цинка обычно серого матового цвета.
Затем изделия поднимаются из ванны и подвергаются центрифугированию для удаления излишков цинка. Элементы, имеющие резьбовые участки, дополнительно протачиваются.
Плюсы метода:
- сравнительно невысокая стоимость работ, особенно если речь идет о крупногабаритных изделиях;
- высокая производительность;
- большая толщина покрытия;
- хорошая прочность удержания покрытия на поверхности металла;
- хорошая стойкость к механическим повреждениям;
- отличное самовосстановление.
- неравномерность защитного слоя;
- невозможно регулировать толщину покрытия и наносить покрытие тоньше 45 мкм;
- непрезентабельные внешний вид.
Работы регулируются ГОСТ 9.307-89 «ПОКРЫТИЯ ЦИНКОВЫЕ ГОРЯЧИЕ».
Холодное цинкование
Наиболее простой и дешевый способ нанесения цинка. Чаще всего применяется для восстановления защитного слоя стационарных металлических конструкций — лестниц, перил, ограждений, опор ЛЭП и других объектов.
Предварительно подготовленный металл окрашивается цинксодержащими красками или грунтовкой с помощью кисти или пульверизатора. Цинк, содержащийся в краске, взаимодействует с кислородом и образует оксид цинка, который и защищает металл от контакта с влагой.
- дешевизна;
- возможность обработки стационарных конструкций любых форм и размеров;
- возможность наносить несколько слоев;
- после обработки металл можно красить обычной краской, так как подложкой будет служить цинкосодержащая грунтовка.
- тяжело контролировать толщину;
- слабая прочность удержания на металле;
- слабая стойкость к повреждениям.
Гальваническое цинкование
Широко распространенный метод цинкования, довольно часто применяемый для создания декоративных цинковых покрытий. В основном используется для обработки изделий из углеродистых сталей и различных видов чугуна.
Как и при горячем методе здесь используются ванны, в которые погружают предварительно очищенные металлические изделия. Однако наполнены ванны не просто расплавленным цинком, а токопроводящим электролитом, который имеет в своем составе сернокислый и хлористый цинк, а также фторборат цинка.
По всей площади ванны равномерно распределены цинковые пластины, выступающие в роли анода, в роли же катода выступает само обрабатываемое изделие. Когда электрический ток проходит через электролит, содержащийся в нем цинк разрушается, а его ионы оседают на поверхности металла, формируя защитный слой.
Сила тока и время его подачи определяют возможную толщину покрытия — от 3 до 40 мкм.
- отличный внешний вид изделий — гладкая однородная поверхность;
- возможность наносить тонкий слой цинка на прецизионные детали;
- низкая себестоимость;
- возможность обработки пластиковых изделий;
- хорошая способность к самовосстановлению.
- максимальная толщина слоя — 40 мкм;
- слабая устойчивость к механическим нагрузкам.
Регулирует качество проводимых работ ГОСТ 9.307-89 «ПОКРЫТИЯ ЦИНКОВЫЕ ГОРЯЧИЕ».
Термодиффузионное цинкование
Металл обрабатывается порошковым цинком при температуре от 260 до 450°С в специальной камере. В процессе обработки происходит проникновение атомов цинка в верхние слои металла, в результате чего образуется равномерное защитное покрытие толщиной от 6 до 100 мкм.
Термодиффузионный метод считается очень перспективным, потому что позволяет создать равномерный защитный слой даже у изделий сложной формы. Также метод позволяет регулировать толщину цинка, поэтому он идеально подходит для цинкования мелких деталей, которым требуется тонкий, но прочный защитный слой. Регулировка толщины производится температурой и временем нахождения в камере.
Термодиффузионный метод делится на 5 основных классов:
Класс покрытия
Толщина покрытия, мкм, не менее
От 6 до 9 включ.
От 10 до 15 включ.
От 16 до 20 включ.
От 21 до 30 включ.
От 40 до 50 включ.
Покрытия свыше 50 мкм не классифицируются.
Этот метод выбирают в случаях, когда от деталей требуется высокая стойкость к абразивному износу и механическим нагрузкам, а также хорошая пластичность поверхности. Метод используют в нефтегазовой, химической и энергетической сферах, реже — в строительстве.
- возможность регулировать толщину защитного слоя;
- высокая прочность удержания;
- равномерное распределение даже у деталей сложной формы;
- высокая стойкость к повреждениям;
- хорошая способность к самовосстановлению.
- сложность процесса;
- себестоимость примерно в два раза выше, чем у горячего оцинкования;
- непрезентабельный внешний вид изделий.
Качество работ регулирует ГОСТ Р 9.316-2006 «ПОКРЫТИЯ ТЕРМОДИФФУЗИОННЫЕ ЦИНКОВЫЕ».
Газотермическое цинкование
Метод предполагает металлизацию изделий с помощью высокоскоростного напыления цинкового порошка на поверхность заготовки. Для этого на участок заготовки направляется открытый огонь из газовой горелки, а затем в зону наивысшего нагрева подается цинковый порошок, либо помещается цинковая проволока.
Под действием высокой температуры цинк преобразуется в мелкодисперсные капельки, которые с высокой скоростью падают на обрабатываемою поверхность. Застывая, они образуют защитный слой толщиной от 30 до 250 мкм. Для увеличения толщины слоя процедуру повторяют.
Чаще всего метод применяется для восстановления цинкового слоя у габаритных металлоконструкций.
- работа в поле без демонтажа металлоконструкций;
- относительная равномерность покрытия;
- регулировка толщины слоя.
- не подходит для обработки небольших деталей;
- покрытие получается пористым;
- не подходит для оцинкования прецизионных изделий;
- низкая производительность;
- большая трудоемкость работ.
Регулируется метод ГОСТ 28302-89 «ПОКРЫТИЯ ГАЗОТЕРМИЧЕСКИЕ ЗАЩИТНЫЕ ИЗ ЦИНКА И АЛЮМИНИЯ МЕТАЛЛИЧЕСКИХ КОНСТРУКЦИЙ».
Читайте также: