Как выровнять металлический профиль
Обновлено: 11.05.2024
Детали и заготовки из полосового, пруткового или листового материала могут быть погнутыми, кривыми, покоробленными или иметь выпучивания, волнистость и т.п.
Слесарная операция, называемая правкой, позволяет придать заготовкам или деталям правильную геометрическую форму, в соответствии с требованиями чертежей или функциональным назначением.
Правку деталей и заготовок производят в холодном или в нагретом состоянии. В последнем случае допускается стальные заготовки и детали нагревать до температуры 1100–850 °С, а дюралюминиевые — до 470–350 °С.
Правка металла может быть ручной и машинной (на правильных валках, прессах и всякого рода приспособлениях).
При выборе способа правки учитывают характер материала, размер детали (заготовки) и величину прогиба.
Оснастка для правки
Ручная правка листового металла и заготовок из него производится молотками на правильных плитах и специальных рихтовальных бабках.
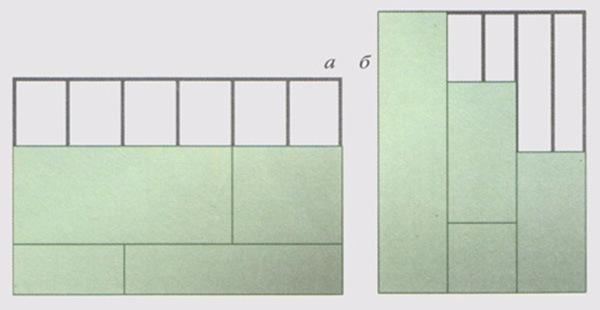
Правильные плиты (рис. 1, а) могут быть из серого чугуна сплошной конструкции или с ребрами или стальными (рис. 1, б).

Рис. 1. Правильная плита: а — чугунная; б — стальная
Рабочая поверхность плиты должна быть ровной и чистой. Плита должна быть массивной, тяжелой и достаточно устойчивой, чтобы при ударах молотка не было никаких сотрясений.
Плиты устанавливают на металлических или деревянных подставках, которые могут обеспечить кроме устойчивости и необходимую горизонтальность.
Вокруг плиты должно быть достаточно места, чтобы можно было свободно работать.
Рихтовальные бабки (рис. 2, а) изготовляют из стали с термической обработкой. Рабочая поверхность бабки может быть цилиндрической или сферической радиусом 150–200 мм. В качестве рихтовальной бабки для правки хорошо себя зарекомендовал рельс длиной 0,5–1 м. Рельс обладает хорошей устойчивостью, мало подвижен при ударах молотка, не оставляет следов от молотка, не деформируется и удобен для перемещения по плите.

Рис. 2. Инструмент для правки металла: а — рихтовальные бабки; б — молоток
При ручной правке лучше использовать молотки с круглым, а не квадратным бойком, так как углами квадратного бойка можно повредить поверхность выпрямляемого листа. Молоток для правки должен обладать гладкой и хорошо отшлифованной поверхностью бойка (рис. 2, б).
Для правки деталей с окончательно обработанной поверхностью, а также тонких стальных изделий или заготовок из цветных металлов и сплавов применяют молотки из мягких материалов — медные, латунные, свинцовые, деревянные.
При правке особо тонкого металла пользуются металлическими и деревянными брусками — гладилками.
Правку деталей с обработанной поверхностью стальным молотком следует проводить, используя прокладку из мягкого металла.
Для правки тонкого листового и полосового металла служат также металлические и деревянные гладилки и бруски.
Как выровнять согнутые трубы?
Трубы по материалу изготовления могут быть разными, это и металлопластиковые трубы и трубы ПНД, стальные, медные, алюминиевые и.т.п.
Более того, по типу изготовления стальные трубы (если речь о них) могут быть как цельными (без шва) так и сварными и это надо учитывать.
Стальная труба вообще может быть профильной (квадратной, прямоугольной и.т.п) и это не оставляем без внимание.
Диаметр трубы и толщина стенок разные.
Труба может быть частью некого изделия, тут тоже могут быть нюансы при выпрямлении.
Если речь о металлопластиковой трубе, покупаем вот такую пружинку,
но по наружному диаметру трубы (есть и внутренние) Одеваем пружинку на трубу и начинаем её выпрямлять не спеша, пружинка не даст трубе «заломаться» на месте изгиба.
Стальные трубы разные (см. выше) и выпрямляются по разному, варианты следующие:
На рельс, или рихтовочную плиту, кладём трубу кверху изгибом и через брусок наносим удары кувалдой в месте изгиба, возможно этого будет достаточно.
Есть вариант с разогревом (резаком) места изгиба и далее выпрямляем трубу, но без спешки.
В трубу можно засыпать песок, заглушить концы (к примеру нарезать резьбу и далее резьбовая заглушка «мама» , затем греть и выпрямлять.
В тисках тоже вариант, если труба не большого диаметра и не толстостенная.
Основные приемы правки металла вручную
Поступающие на слесарную обработку заготовки могут быть деформированы и нуждаются в правке, иногда говорят, в рихтовке. Заготовка из листового проката может быть деформирована во время погрузочных работ и транспортировки или деформация может возникнуть в результате остаточных напряжений после механической или термической обработки и др. Волнистая поверхность заготовки из листа может образоваться в результате наличия сжатых волокон, остаточных напряжений на одной из поверхностей листа, что определяет направление вогнутости; изгиб по длине в плоскости; изгиб на ребро свидетельствует о том, что край заготовки, куда направлена изогнутость, сжат или деформирован больше противоположного; если у заготовки деформация в виде спирали, то это свидетельствует о том, что у заготовки края более вытянуты, чем осевая линия, и т.д.
Выяснить причину деформации заготовки необходимо для принятия решения о методе ее правки, рихтовки.
Правка полосового материала по плоскости производится в следующей последовательности. Искривленною полосу кладут на плиту и, придерживая ее левой рукой, по выпуклым местам полосы наносят удары молотком, при этом удары наносят сначала по краям выпуклости широкой стороны и постепенно приближаются к середине выпуклости, поворачивая по мере необходимости полосу с одной стороны на другую. Сила удара регулируется в зависимости от размеров полосы и степени искривления.
Молоток при правке держат за конец рукоятки, несильно зажимая ее в руке. При ударе молоток нужно опускать на лист вертикально всей площадью бойка. В момент удара молоток будет обязательно отскакивать. Этим движением следует научиться управлять так, чтобы отскакивание молотка от листа вверх было направлено по вертикали к плите.
Результаты правки (прямолинейность заготовки) оценивают на глаз или же на правильной плите с помощью линейки.
Выправив широкую сторону заготовки, приступают к правке ребер. После одного-двух ударов полосу поворачивают с одного ребра на другое.
При правке полосы, изогнутой на ребро, удары наносят по широкой плоскости. Прижав левой рукой полосу к плите, наносят удары молотком по всей длине полосы, постепенно переходя от нижней кромки к верхней. На рис. 3 указана стрелками схема направлений и последовательности ударов при правке изогнутости заготовки на ребро.

Рис. 3. Схема правки изогнутости заготовки на ребро
У нижней кромки наносят сильные удары, а по мере приближения к верхней силу ударов уменьшают, но увеличивают их частоту. При таком способе правки нижняя кромка постепенно вытягивается больше, чем верхняя, и полоса выравнивается. Правку прекращают, когда верхняя и нижняя кромки становятся прямолинейными.
Правку изогнутого листа, имеющего поперечные волны — волнистость, выполняют на правильной плите, придерживая его одной рукой, а другой — наносят легкие удары молотком по выступающим частям листа вдоль поперечных волн. Сначала правят лист с одной стороны, а затем его переворачивают и правят с другой стороны.
При наличии выпуклости в середине заготовки ее кладут на плиту и выпуклости обводят мелом. Затем наносят частые удары молотком от края листа по направлению к выпуклости. По мере приближения к выпуклости удары молотком следует делать чаще и слабее. Если на заготовке имеется волнистость по краям, то удары молотком наносят по направлению от середины заготовки к ее краям.
После устранения выпуклостей и волнистости лист переворачивают и легкими ударами молотка окончательно восстанавливают его прямолинейность.
В процессе правки нужно следить за тем, чтобы на поверхности листа не оставались следы от ударов молотком. Эту работу удобно выполнять, перемещая заготовку вдоль рихтовальной бабки или по поверхности рельса, на котором производится правка.
При правке тонкого листового материала пользуются легкими деревянными, медными, латунными или свинцовыми молотками. Приемы правки такие же, как и стальными молотками.
Правку весьма тонкого листового материала осуществляют на чистой, ровной (без забоин и других неровностей) поверхности скольжением без особой нагрузки металлических или деревянных брусков-гладилок, имеющих ровную и гладкую поверхность. При правке лист периодически переворачивают.
Виды сварки, подходящие для профильных труб
Для работы с профильными трубами используют три вида сварки: электродуговую, газовую и контактную.
- Электродуговая сварка профильной трубы.
Данный вид сварки позволяет соединять профильные трубы в труднодоступных местах. Для него необходимы аппарат для соединения и электрод. В процессе горения происходит плавление элемента, который заодно расплавляет срезы стыков и обволакивает их.

Работа происходит в следующем порядке:
- В результате соприкосновения электрода с поверхностью появляется дуга, в этот момент аппарат следует быстро отвести немного выше среза (на несколько миллиметров).
- Аппарат должен двигаться по линии соприкосновения плавно, не пропуская участки соединения. Скорость следует подбираться так, чтобы металл плавился, но его капли не стекали с поверхности.
- Горение, в соответствии с технологией, должно быть постоянным. Исключение может быть сделано только для смены электрода.
- В конце дугу на пару секунд придерживают. Делается это для предотвращения образования трещин, расслоения.
Аппараты для сварки малой мощности (или бытовые сварочные аппараты) достаточно подключить к однофазной проводке.
Необходимый для проведения работ постоянный ток вырабатывается трансформатором, который преобразует в него переменный ток домашней электросети. Но стабильную и постоянную дугу в таких условиях оборудованию вырабатывать сложно, поэтому необходимо дополнить его выпрямителем.
При электродуговой сварке профильные трубы соединяются встык, внахлест или под разными углами, а также тавровым швом. На качество большое влияние оказывает выбор электрода.
Выбирать его надо в зависимости от характеристик предлагаемого для соединения металла и его сплавов, а также толщины материала. Правильно подобранный электрод позволит сделать качественный, прочный шов.
Для сварки профильной трубы применяются в основном два вида электродов: плавящийся и неплавящийся. Дополнительно используются присадки – латунная и оловянная проволоки с добавками фосфатов.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Толщина стенок профильных труб, а также диаметр влияют и на диаметр выбираемого электрода. Он должен быть меньше или равен толщине профиля:
- при толщине изделия меньше 2 мм выбирают электрод диаметром 1,5 мм;
- при толщине изделия 2-3 мм – диаметр электрода должен быть 2 мм;
- при стенках толщиной 4–6 мм – выберите диаметр электрод, равный 4 мм.
Следует помнить, что дуга возникает очень близко от поверхности изделия, если значения тока высоки. Тонкий металл достаточно легко прожечь при отсутствии должной сноровки и навыка определения длины дуги.
Применяется, когда отсутствует доступ к источнику электрического тока для подключения аппаратуры. Данный способ более затратный, поскольку требует покупки кислорода и ацетилена в баллонах. В основном, он используется опытными специалистами.

Толщина стенок профильных труб при газовом соединении должна быть большой или средней. Тонкие стенки при воздействии газовой сварки могут просто расплавиться, деформироваться или на шве будут образовываться пропуски.
Оборудование, необходимое для работы:
- баллоны, содержащие кислород и ацетилен (пропан, бутан);
- редуктор;
- газовая горелка с комплектом наконечников;
- присадочная проволока;
- порошок флюса;
- шланги подходящей длины, при помощи которых к месту соединения подается газ.
Непосредственно перед началом работы срезы покрываются флюсом. Процесс соединения идет с присадочной проволокой. Профильные трубы с тонкими стенками соединяют, проводя аппарат справа налево, при этом присадка подается вслед за пламенем. Заготовки со стенками толщиной больше 5 мм имеют иную технологию соединения. Аппарат ведется слева направо, проволока подается перед горелкой. Обработка шва – очистка и покрытие антикоррозийной краской – происходит после его полного остывания.
Это процесс соединения металлических заготовок, который происходит под давлением. Детали нагреваются электрическим током до высоких температур.

Существует несколько разновидностей контактной сварки, которые чаще всего применяются в промышленности.
Точечная. В процессе работы металлические заготовки соединяются в отдельных точках.
Стыковая. Метод состоит в сильном нагревании с помощью электрического тока торцов изделий и последующем соединении их под давлением. Результатом будет взаимное проникновение металлов друг в друга с образованием чрезвычайно прочного стыковочного соединения. Существуют и иные способы стыкового соединения. Они предполагают оплавление торцов при соединенных заготовках. Как частный случай – торцы периодически соприкасаются, пока необходимая температура не будет достигнута. Затем они осаживаются.
Рельефная. Соединение заготовок при данном способе происходит в заранее сформированных выступах-рельефах.
Шовная. Для данного способа применяют специальный дисковый электрод. Он прокатывается по соединенным торцам заготовок и разогревает их. Края расплавляются и соединяются за счет взаимного проникновения расплавленных торцов (диффузии).
Контактно-дуговая. Это один из самых популярных методов контактного соединения. Он используется на производственных предприятиях, в ремонтных мастерских или на мелком производстве. Это быстрый способ соединения заготовок. Разогрев поверхностей деталей происходит электрической дугой за доли секунды, в результате чего заготовки соединяются.
Правка листового металла на вальцах
Для правки деталей из листового металла могут быть также использованы вальцы.
В ручных вальцах правят обычно заготовки из листа толщиной до 3 мм. Валки 1 и 3 расположены один над другим (рис. 4), и в зависимости от толщины заготовки 2 их можно удалять друг от друга или сближать между собой. Также может быть поднят или опущен расположенный сзади третий валок 4. Валки должны быть отрегулированы так, чтобы они не были сильно прижаты друг к другу.
Рис. 4. Схема работы ручных вальцов
Заготовку (лист или полосу) устанавливают между двумя передними валками и, вращая рукоятку по часовой стрелке, пропускают между валками.
Часто для полного устранения выпуклостей и вмятин заготовки приходится пропускать между валками несколько раз. Заготовки толщиной 3–6 мм правят на вальцах с электроприводом.
Разновидности правки металла
Существуют такие виды правки металла:
В первом случае работа проводится в домашних условиях. Механическая правка может проводиться как с нагретой деталью, так и в холодном состоянии. Часто штамп для горячей штамповки состоит из нескольких ручьев. Последний из них используется для выравнивания детали после ее формирования в предыдущих ручьях. Во время смыкания 2 половинок штампа идет доводка готового изделия
В листовой штамповке, кроме предварительного выравнивания металлического листа, необходима правка после некоторых операций:
- При гибке и вытяжке не всегда формируется правильный радиус сгиба и величина закруглений. В этом случае штамп опускается в крайнее нижнее положение. Происходит устранение всех остаточных напряжений и деталь приобретает нужные параметры.
- При большой толщине листа, для правки изготавливаются отдельные штампы. На рабочих частях инструмента наносится сетка мелких зубчиков. Выравнивание происходит в момент смыкания обоих половинок штампа.
Правка закаленных деталей
Закаленные детали выправляют носиком молотка (рис. 5). Деталь при этом лучше располагать не на плоской плите, а на рихтовальной бабке, имеющей гладкую поверхность. Удары при правке наносят не по выпуклой, а по вогнутой стороне детали.
Рис. 5. Правка закаленных деталей
При правке закаленную полосу (линейку и пр.) кладут на рихтовальную бабку выпуклостью вниз, носиком молотка наносят не сильные, но частые удары по впадине, начиная с ее середины и постепенно переходя к краям; затем, перехватив левой рукой деталь за второй конец, производят правку другой ее части. В процессе правки периодически проверяют стрелу прогиба детали.
Удары молотком должны быть не сильными, чтобы не сломать деталь.
Машины правки растяжением Red Bud Industries
Машины правки растяжением Red Bud Industries поставляются в составе линий поперечной и продольно-поперечной резки рулонного металла или в качестве самостоятельного узла для модернизации уже имеющихся линий резки. Правка растяжением нивелирует внутренние напряжения в металле, таким образом улучшая качество деталей на выходе, и снижает вероятность повреждения оборудования при последующей термической обработке заготовок.
Компания Red Bud Industries производит машины правки растяжением уже 30 лет. Более 40 правильно-растяжных машин успешно работают на предприятиях по всему миру.
В отличие от других способов правки машина правки растяжением растягивает материал с переходом за предел текучести по всей ширине и толщине полосы. Таким образом происходит выравнивание внутренних напряжений во всем объеме материала. С другой стороны, удлинение материала при правке растяжением незначительно по сравнению с удлинением при правке на дрессировочном стане и не влияет на металлургические свойства материала.
После правки растяжением материал не только выглядит идеально плоским, но и является таковым: плоскостность полосы сохраняется при дальнейших переделах, в том числе при термическом раскрое.
О преимуществах использования машин правки растяжением более подробно написано в нашей статье.
Как выпрямить профлист на заборе и кровле: простые способы

Профлист – это востребованный строительный материал, который применяется для монтажа забора и ограждающих конструкций, кровель и обшивки фасадов домов. Он простой в установке и нетребователен в уходе. Несмотря на хорошую жесткость изделия, в процессе эксплуатации на нем могут возникать вмятины от механического воздействия. Они негативно сказываются на внешнем виде конструкции. В этой статье мы расскажем, как можно выпрямить профлист в домашних условиях просто и быстро.
В каких случаях можно убрать вмятины собственными руками
Деформация профнастила может возникать по самым разным причинам. Часто ровнять приходится вследствие небрежного отношения к изделию в процессе монтажа и случайных ударных нагрузок. Также одной из причин образования дефектов является неправильный расчет опорной каркасной конструкции, из-за которой нагрузки от ветра или вес снега на крыше приводит к изменению формы профиля.
К критичным, и непоправимым дефектам листов относятся:
Чем можно отрихтовать профнастил на заборе своими руками
Небольшие вмятины на заборе из профнастила можно рихтовать при помощи обычного инструмента. Самый простой способ – использование киянки с резиновым отбойником Процесс устранения вмятин своими руками достаточно прост и понятен. Нужно наносить легкие удары с выпуклой стороны вмятины, пока металл станет ровным, приняв изначальную форму.
Недостаток метода заключается в том, что не всегда резиновая киянка подходит для рихтовки. Особенно это касается профлиста, в котором вмятина образовалась внутри волны. Боек молотка может просто не помещаться между ребрами профиля. Также риском будет возможность попадания мимо вмятины. Тогда вместо рихтовки вы получите новые дефекты.
Небольшие вмятины на профлисте можно отрихтовать используя точечные воздействия ударами. Для этого потребуется небольшой брусок из дерева с плоским прямым торцом. Его нужно приставлять к выпуклой стороне вмятины. Дальше легкими ударами по бруску ровнять профилированный лист. Это можно делать на заборе, не выполняя демонтаж.
Во избежание получения новых дефектов от нанесенных ударов, рекомендуем с обратной стороны устанавливать упор в виде плоской подложки. Она смягчит удары, приняв импульс на себя. подобную работу по удержанию упора следует доверить помощнику. Это существенно облегчит задачу по устранению вмятин.
Как устранить вмятину профлиста на кровле
Выровнять кровельное покрытие существенно сложнее, особенно если делать это нужно на высоте без демонтажа.
Вмятина на профлисте кровли может быть:
Если вмятина образовалась каким-то образом выпуклая (от чердака), то рихтовать ее можно ударным способом, при помощи резиновой киянки с бруском. Обратите внимание, что с обратной стороны нет возможности установить упор. Поэтому риски сделать новые повреждения выше. В данном случае самый рациональный вариант – демонтировать кровельное покрытие.

Выполнять работы нужно в следующей последовательности:
- После выпрямления убедитесь, что поверхность металла ровная и не нуждается в дальнейшем выравнивании. В ином случае нужно подрихтовать дефект до получения ровной плоскости профнастила.
- При помощи шлифмашины (болгарка с шлифовальным кругом) нужно удалить слабо удерживающуюся краску в месте отслоения. Удаление нужно производить на малых оборотах, так как перегрев металла может спровоцировать разрушение неповрежденного полимерного покрытия.
- Нанесите грунт на оголенные металл в два слоя с промежутком на высыхание.
- Аккуратно нанесите краску на поврежденный участок. Выправление лучше делать при помощи краскопульта, который более качественно покроет поверхность слоем краски.
Помните, что при подкрашивании профилированного листа на кровле или заборе обязательно учитывается цвет имеющегося покрытия. Его узнать легко по идентификатору RAL. Уточнить его можно по этикеткам, в чеке или у продавца, где вы покупали материал.
Правка труб, прутков и профилей
В большинстве случаев изделия после прессования, волочения и закалки выходят более или менее искривленными, а профили, кроме того, скрученными по длине.
Степень кривизны определяется величиной зазора а между вогнутой стороной изделия 1 и контрольной метровой линейкой 2 (рис. 180,а).
Согласно действующим ГОСТам, кривизна на 1 пог. м готовых изделий не должна превышать следующих норм, мм:

Для устранения кривизны и скручивания применяют правку и раскручивание. Правка по способу приложения нагрузки делится на правку изгибом и правку растяжением. В том и другом случае изделию сообщается незначительная остаточная деформация. При правке растяжением последняя составляет 2— 3%. Это значит, что изделие в результате такой правки становится на 2—3% длинее, чем было до правки. При правке изгибом кривое изделие перегибают в сторону, противоположную выпуклости. Степень перегиба зависит от свойств металла: чем он пластичней, тем меньший требуется перегиб. Заметно размеры изделия при этом не изменяются
Для правки и раскрутки применяются следующие механизмы.
Гидравлические и механические прессы. Правку на прессах осуществляют по схеме, показанной на рис. 180, б. Изделие 1 кладут на подкладки 2, находящиеся на столе 3, выпуклой стороной вверх. Шток 4, двигаясь вниз, давит на изделие, перегибает его и таким образом правит.

Изделия из магниевых сплавов, ввиду ограниченной их пластичности, правят с применением подогрева до 180—200° С.

Для обработки прутков диаметром 6—12 мм в бухтах подобные станки (рис. 182) оборудуют приспособлением для резки прутков в меру. Это приспособление состоит из полой рейки и упора, расположенного на дальнем от станка конце рейки. При помощи троса и системы рычагов упор соединен с ножом, установленным у последней пары роликов.
Выпрямленный пруток, пройдя по рейке до упора, нажимает на него, приводя этим в действие ножи, которые отрезают пруток. Длина прутка получается равной расстоянию между ножом и упором. Меняя положение упора, можно изменять и длину отрезаемых прутков.

Станки с вращающимися втулками более совершенны для правки и резки прутков из бухт (рис. 183).
Основная рабочая часть станка — рамка 1 с пятью втулками — а, б, в, г, д. Благодаря регулировочным винтам три средние втулки могут смещаться от оси рамки таким образом, что линия, проходящая через их отверстия, изгибается. В рабочем положении рамка вращается вокруг своей продольной оси, а три средние втулки вокруг той же оси описывают окружности. С той и другой стороны рамки установлены парные ролики 2 и 3, предназначенные для продвижения прутка через рамку. Кроме того, для предварительной правки прутков с левой стороны рамки установлено еще четыре ролика 4. На цилиндрической поверхности роликов имеются канавки под два разных размера прутков. При переходе с одного размера правки на другой ролики меняют или же переставляют другой стороной. Вращательное движение ролики получают от общего электродвигателя. За последней парой роликов, с правой стороны, установлены ножи 5, приводимые в действие, как в предыдущем случае, при нажатии прутков на упор 6. Пруток 7, подлежащий правке, задают концом в ведущие ролики 2. Последние, вращаясь, проталкивают пруток через последующие ролики и втулки. Проходя через них, пруток изгибается в соответствии с положением средних трех втулок б, в и г. Ho так как втулки описывают окружности вокруг оси рамки, то пруток подвергается такому же всестороннему изгибу и правке, как и в комбинированном волочильном стане, с той лишь разницей, что здесь вращается рамка с втулками, а пруток не вращается; в комбинированном же стане втулки остаются неподвижными, а вращается пруток.

После того как передний конец выправленного прутка дойдет до упора 6 и нажмет на него, ножи 5 автоматически отрезают пруток и он падает в «карман» 8 (стеллаж).
Величина смещения втулок зависит от размера обрабатываемых прутков, от степени их наклепа и т. д. На станках, предназначаемых для правки прутков диаметром 5—8 мм, смещение составляет 10—15 мм; на более крупных станках (для прутков 8—12 мм) оно увеличивается до 25 мм. При правке слабо наклепанных и полутвердых прутков втулки смещают на меньшую величину, чем при правке сильно наклепанных твердых прутков.
Для обеспечения нормальной работы станка очень важно правильно подобрать нужный размер и качество втулки. Их внутренний диаметр подбирают с превышением диаметра прутка не менее чем на 1 мм. Для правки медных прутков внутреннюю часть втулок делают из мягкого сплава на основе цинка (6—7% алюминия, 6 — 7% меди, остальное — цинк). Для правки же твердых прутков из сплава типа ЛС59-1 втулки целесообразно изготовлять из стали. В случае правки на подобных станках труб вместо втулок применяют деревянные вкладыши.
При неисправном состоянии рабочих поверхностей втулок и роликов на прутках образуются риски и задиры, что недопустимо.
Настройка станка сводится к правильной установке ведущих роликов для предварительной правки, втулок и отрезного механизма. Нажим роликов должен обеспечивать свободное продвижение прутка через втулки. Ho в то же время нажим не должен быть чрезмерно велик, иначе в момент касания упора передний конец прутка искривляется. При недостаточном смещении втулок прутки остаются невыправленными, а при большом смещении на прутках образуются волнообразные неровности. Трос, соединяющий упор с отрезным устройством, не должен провисать.
Эти станки отличаются высоким качеством правки и большой производительностью.
«Синусоиды». Для правки шестигранных радиаторных трубок с толщиной стенки 0,1—0,2 мм применяются станки, рабочим инструментом которых являются деревянные втулки 1 (рис. 184) длиной 0,8 м, состоящие из двух половинок. При помощи шкива 2 и ременной передачи от электродвигателя втулка приводится во вращательное движение. Отверстия этих втулок в средней части имеют три плавных изгиба со стрелой прогиба, равной 12—15 мм. Волнообразный характер изогнутости канала втулки, подобный известной в тригонометрии кривой линии, послужил основанием для названия станков «синусоидами». Назначение изгибов во втулке то же самое, что и втулок в рассмотренном выше станке. Диаметр отверстия подбирают в зависимости от размера труб. Например, для шестигранных трубок размером 7 мм (между плоскостями) и с толщиной стенки 0,15 мм отверстие берут равным 10—11 мм. Чтобы удлинить срок службы втулок, в их отверстия 3 вставляют железные или латунные трубки, изогнутые по форме канала втулки.

Обслуживает такой станок один рабочий, который задает кривую трубу через приемную воронку во втулку, а специальный механизм вытягивает ее уже выпрямленную с другого конца втулки. Трубка, проходя через втулку, подвергается последовательным перегибам в соответствии с формой отверстия и делается, таким образом, прямой.
Станки указанной конструкции применяют также для правки тонкостенных никелевых трубок. Ho в этом случае внутрь металлической трубки вставляют резиновую трубку соответствующего размера (табл. 55).
Во избежание повреждения тонкостенных трубок их правят с определенными скоростями. Например, трубки диаметром 1,5 мм и толщиной стенки 0,05 мм правят со скоростью 30 м/мин, а трубки диаметром 2,5 мм и толщиной стенки 0,05 мм со скоростью 40 м/мин.

При правке трубок применяют смазку, состоящую из 50% веретенного масла и 50% бензина.
Кривизна никелевых трубок после правки должна быть не более 0,005 их длины. Так, для трубок длиной 1, 2 и 3 м их кривизна не должна превышать соответственно 5; 10 и 15 мм.
Станки с косорасположенными роликами относятся к числу быстроходных правильных станков (рис. 185). Угол поворота роликов по отношению к оси станка составляет 25—35°.

В зависимости от назначения ролики делят на природные 1 и нажимные 2. Кроме того, для подачи и вывода изделия с той и другой стороны рабочих роликов имеются направляющие ролики. Профиль приводных роликов выполняют по форме, близкой к гиперболоиду; нажимные ролики имеют цилиндрическую форму. Приводных роликов в станке 2, а нажимных 3—5 Приводные ролики приводятся в движение от электродвигателя и совершают 150—300 об/мин. Нажимные ролики — холостые и приводятся во вращательное движение за счет трения о вращающееся изделие.
Во время правки косорасположенные приводные ролики приводят изделие во вращательное и поступательное движение. Поэтому при соответствующем давлении нажимных роликов изделие подвергается всестороннему изгибу и правке. Скорость правки составляет 15—60 м/мин. Станки с косорасположенными роликами применяют для правки труб диаметром до 300 мм и прутков диаметром до 100 мм.
Для удаления с изделий смазки и облегчения их захвата роликами правку обычно осуществляют с керосином, подаваемым из бака через верхнюю решетку стана. Мельхиоровые трубы после отжига правят с водой.
Латунные прутки после правки на станках с цилиндрическими и косорасположенными роликами (см. рис. 181 и 185) можно выпускать без низкотемпературного отжига. Ho для этого величина прижима роликов в процессе правки должна соответствовать указаниям рабочей инструкции. Отсутствие внутренних напряжений в этом случае следует проверять по раскрытию распиленного вдоль прутка.

Машины для правки растяжением. Для правки растяжением прутков и профилей из алюминиевых сплавов применяют гидравлические правильно-растяжные машины.
На рис. 186 показана схема такой машины. На одном конце станины 1 неподвижно укреплен гидравлический цилиндр 2 с плунжером 3. Под действием жидкости высокого давления, подаваемой насосом 4, плунжер может перемещаться по оси цилиндра в ту и другую сторону. На другом конце станины находится подвижная бабка 5, закрепляемая на станине в зависимости от длины подлежащих правке изделий. Через бабку проходит винт 6, приводимый во вращательное и поступательное движение электродвигателем 7. Продольным движением винта создается предварительное натяжение изделия 8, закрепленного в зажимах 9. После включения в работу насоса плунжер перемещается вправо (на рисунке), растягивая и выправляя тем самым изделие.
Некоторые машины, помимо растяжения, выполняют операцию раскручивания. В этом случае один из зажимов устанавливают в поворачивающейся планшайбе.
К недостаткам правки растяжением относится потеря металла в виде поврежденных зажимами концов изделий.
Некоторые виды мелких изделий, например различные полосы и профили, идущие заказчику без волочения, мелкие прутки, сдаваемые в отожженном виде, правят вручную при помощи деревянных молотков на стальных или чугунных плитах.
Ручная правка — устарелый и непроизводительный метод. Поэтому ее заменяют правкой на специальных правильных станках.
Брак в процессе правки — явление, сравнительно редкое, но все же при неправильных приемах правки и небрежном отношении к готовой продукции могут получиться забоины и вмятины. При правке на станках с втулками и роликами возможен брак в виде винтообразных вмятин на поверхности труб и прутков из-за несвоевременной замены сработавшихся втулок и роликов или неправильной установки нажимных роликов
Как выровнять стену гипсокартоном без каркаса
Никому не нравятся кривые стены. Для их выравнивания существует множество различных методов, но наибольшего эффекта можно добиться при помощи гипсокартона. Многие считают, что для этого потребуется обрешетка, собранная на металлическом профиле, но это не всегда так. Возможно выравнивание стен гипсокартоном без каркаса. При таком раскладе значительно экономится время и пространство: не нужно создавать обрешетку и она не заберет часть площади комнаты.
Плюсы и минусы бескаркасного метода
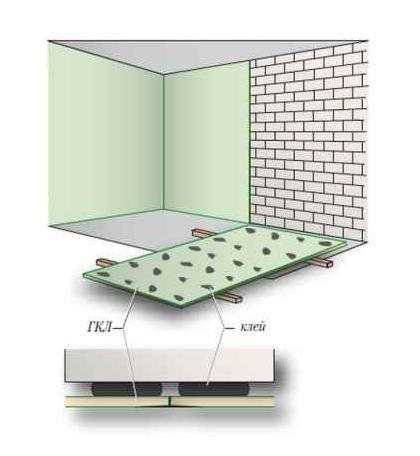
Для крепления ГКЛ используют клеящий состав вместо саморезов
У каждого типа отделки есть как преимущества, так и недостатки. Какие же имеет выравнивание стен гипсокартоном плюсы и минусы? У использования ГКЛ для выравнивания стен без каркаса есть такие преимущества:
- не нужно тратить деньги на профиль и саморезы;
- не надо искать ножницы по металлу, шуруповерт, дрель и прочие инструменты, которые необходимы для создания каркаса;
- не теряется полезная площадь, которую скрадывает конструкция каркаса;
- не надо нарезать листы гипсокартона так, чтобы их стыки попадали на профиль.
Однако отсутствие каркаса приводит к тому, что могут возникать определенные неудобства. Поэтому стоит рассмотреть недостатки бескаркасного метода выравнивания стен.
- Выравнивание стен гипсокартоном без каркаса может скрыть лишь небольшую кривизну. Если неровность стен слишком большая, то такой метод окажется слишком затратным и трудоемким. Если перепад составляет не больше 4 см, то проблем при работе не возникнет.
- Необходимо тщательно подготавливать стену, ведь гипсокартон будет контактировать с ней напрямую.
- Нет возможности сделать утепление с помощью той же минеральной ваты.
- После проведения всех работ остается много грязи от раствора.
- Для дополнительной разводки кабелей придется штробить стену для создания желобов.
- Потребуются специальные клеящие массы для крепления гипсокартона. Их нужно будет разводить самостоятельно с помощью миксера.
- Стена не будет настолько же ровной, как в случае с каркасом.
Как видим, выравнивание стен гипсокартоном своими руками имеет больше минусов, чем плюсов. Однако на все недостатки обычно закрываются глаза за счет того, что самостоятельно проще работать с клеящим раствором, чем с профилями для каркаса. Хотя это очень относительно. Кому-то будет гораздо проще делать обрешетку, чем работать шпателем и раствором.
Во влажных помещениях используют влагостойкий гипсокартон. Он имеет зеленоватый цвет. Также его применяют в комнатах, где бывает повышенная сырость из-за проблем с отоплением в зимнее время.
Подготовка стены
Перед тем как выровнять стены гипсокартоном без каркаса их нужно тщательно подготовить. Первым делом со стены снимаются все старые покрытия, пока не будет получено прочное основание. Вся старая шпаклевка и рыхлая штукатурка должны быть сняты. Работать следует только с крепким основанием. Также поверхность очищается от грязи, пыли и жировых пятен. Делается это для улучшения адгезии.
При помощи правила и отвеса определяют, насколько большим является расхождение высот. Нужно выявить насколько кривой является стена, и где находятся её выступы. После этого будет понятно, что и где будет выравниваться. Именно по максимальному выступу и будет ровняться вся поверхность. Возможно, есть небольшие выступы, которые стоило бы стесать зубилом или топором. Чем меньше будет перепад высот, тем дешевле окажутся все работы.

Если старая штукатурка плохо держится, её также нужно удалить
Чтобы знать, как выровнять стену гипсокартоном без профиля нужно узнать, как рабочая поверхность впитывает влагу. В зависимости от того, насколько сильно стена впитывает влагу, подбирают специальную грунтовку. Различные грунтовки могут, как снижать поглощение жидкости стеной, так и не делать этого. Например, бетонные и монолитные поверхности покрывают грунтовкой типа «Бетоноконтакт». Для поверхностей с высокой гигроскопичностью использую грунтовки типа «Тифенгрунд».
Для лучше адгезии можно покрыть тыльную сторону гипсокартонных листов той же самой грунтовкой, что наносится на стену.
Сухая стена обрабатывается грунтовкой. Делать это проще всего валиком. В зависимости от выбранного материала может потребоваться грунтовать в два слоя. На упаковке всегда указывается такая информация, а также, сколько стена должна просыхать после такой процедуры. Выравнивание стен гипсокартоном без профиля проводится на сухой поверхности, поэтому придется подождать высыхания грунтовки.
Технология монтажа
Перед началом монтажных работ ГКЛ рекомендуется выдержать пару дней в помещении, где они будут использоваться. Также нужно заранее высчитать, сколько листов потребуется. Можно простенькую схему монтажа на листке нарисовать, чтобы посчитать, сколько целых листов уйдет и сколько листов потребуется на оставшиеся участки. Но если перепад высот слишком большой, то могут потребоваться дополнительные листы гипсокартона.
Выравнивание стен гипсокартоном без каркаса может проводиться несколькими методами. Они зависят от того, какой перепад высот требуется компенсировать. Рассмотрим три основных случая.
Выравнивание стен с перепадом до 4 мм

Клеящий состав не должен быть с самого края, чтобы не попадать на стыки листов
Такой маленький перепад говорит о том, что стена практически ровная, а значит, её очень легко выровнять. Чаще всего от каркаса из металлопрофиля отказываются именно в таких случаях. Для крепления ГКЛ подойдет самая обычная гипсовая шпаклевка. Она продается в сухом виде, поэтому её нужно будет размешать водой до получения густой пастообразной субстанции. Так что нет надобности покупать более дорогой клеящий состав.
В принципе можно остановить свой выбор на акриловой шпаклевке, которая продается в готовом виде. С ней не нужно проводить замесы и высчитывать пропорции необходимой воды.
Наносится состав шпателем на обратную сторону гипсокартона. Причем шпаклевка наносится небольшими грядками по периметру и по центру. Они разравниваются по листу, чтобы их толщина была одинаковой. Важно знать, как правильно выровнять стены гипсокартоном под плитку. Из-за большой нагрузки от керамической плитки ГКЛ весь обрабатывается шпаклевкой, а не только по периметру.
Теперь можно прижимать ГКЛ к стене. Кто-то постукивает резиновым молотком, а кто-то вдавливает лист силой рук. К этому моменту следует знать, где на стене самая большая выпуклость, а где самая большая впадина. Количеством шпаклевки и силой прижима ГКЛ к стене и будет компенсироваться разница до 4 мм.

Раствор может наноситься прямо на стену
Также наносить шпаклевку можно прямо на стену, но нужно точно знать, как будет ложиться лист. Вне зависимости от того, куда наносится клеящий состав, работать нужно при помощи шпателя. Он помогает равномерно распределять шпаклевку по поверхности.
Выравнивание стен с перепадом 4-20 мм
Выравнивание стен гипсокартоном на клей проводится в случае, когда перепад высот составляет 4-20 мм. Обычно используют «Перфликс» или аналогичный продукт. От предыдущего варианта данный метод отличается немногим:
- кучки наносятся в 4 полосы с шагом в 20-30 см;
- диаметр кучки до 15 см, а высот не бол 3 см;
- клеевая масса наносится на стену, а на гипсокартон очень редко;
- накидывать раствор удобно ковшом.
Все дальнейшие работы ничем не отличается от описанных ранее. Листы гипсокартона должны крепиться максимально плотно друг к другу. Самые нижние листы можно устанавливать на своеобразные подпорки (обрезки ГКЛ), чтобы они не касались пола. Через пару дней подпорки нужно будет убрать, а щель замазать герметиком.
Выравнивание стен с перепадом 20-40 мм
Если перепад высот составляет не более 4 см, то еще возможно выравнивание стен гипсокартоном без каркаса своими руками. Если поверхность заваливается больше, чем на 4 см, то стоит подумать о каркасе.
Полосы гипсокартона применяются для заполнения впадин на поверхности. Берется ГКЛ и нарезается 10-сантиметровыми полосами по длине проблемной зоны. Полосы крепятся вертикально на тот же клей с шагом 40-50 сантиметров. Так мы сможем перекрыть значительный перепад высот, который компенсируют полосы гипсокартона.
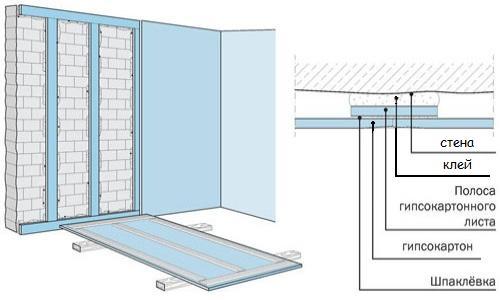
Такие полосы должны быть предварительно обработаны грунтовкой с обеих сторон
Эти полосы будут служить своеобразным каркасом, к которому потом будут крепиться листы гипсокартона по технологии, что описывалась ранее.Помните, что такие куски ГКЛ должны быть прочно зафиксированы, так что придется выждать до трёх дней. Теперь вы знаете, как выровнять стены с помощью гипсокартона без использования обрешетки из металлических профилей.
Выполняем последние штрихи
Когда работы закончены и стена выровнена, надо подождать полного высыхания использованных смесей. На это уйдет 2-3 дня. Потом следует зашпаклевать все стыки. Все места, где выступает гипс из ГКЛ, должны быть укрыты при помощи шпаклевки или акрилового герметика. Это делается, чтобы в лист не проникала влага, и он не разбухал в будущем.
Поскольку саморезы не использовались, то и шпаклевать их не нужно, что несомненный плюс. Как дальше поступать с ровной и гладкой поверхностью каждый решит самостоятельно. Выбор должен зависеть от того, какое финишное покрытие будет использоваться.
Выравнивание деревянных стен
Хотелось бы отдельно рассмотреть вопрос, как выровнять стены гипсокартоном в деревянном доме. Обычно в этом случае стены практически ровные, поэтому можно работать по первому методу. Однако с деревом есть свой нюанс. Можно использовать меньше клеящей массы, а листы дополнительно крепить саморезами к дереву. Кто-то рекомендует использовать гвозди, но сними можно перестараться и вогнать их слишком сильно, погнув гипсокартон.
Саморезами следует пользоваться аккуратно. Их загоняют заподлицо с ГКЛ, но шуруп сначала притянет гипсокртон по максимуму, а потом только «утопится» в листе. Поэтому стоит подумать, а нужно ли использовать в этом случае саморезы.
Также не стоит забывать о специальных грунтовках для дерева с антигрибковыми добавками. Само же деревянное основание перед работами по выравниванию должно быть покрыто специальной водозащитной смесью, чтобы не было гниения и плесени.
Как выровнять стену гипсокартоном, используя каркас из профиля
Одним из способов выравнивания стен является использование металлического каркаса, что обшивается гипсокартоном. К такому методу приходится прибегать в случаях, когда стены настолько неровные, что иначе устранить этот дефект не получается. Или же просто не хочется пользоваться другими, более сложными вариантами. Выравнивание стен гипсокартоном с каркасом – это экономный способ провести ремонт в квартире, исправив ошибки строителей.
Преимущества каркасного метода

Правильно собранный каркас – залог ровной стены
Несомненным достоинством использования профилей является тот факт, что с их помощью можно собрать каркас. Сам каркас представляет собой прямоугольник с вертикальными стойками, а порой и с горизонтальными перемычками. Это ровная конструкция, которая обшивается гипсокартоном, а значит, в итоге будет создана поверхность без кривизны. При этом совершенно не важно, что творится со стеной, ведь за каркасом кривизны видно не будет. По сути, создается новая, ровная стена.
К недостаткам данного метода можно отнести необходимость использования множества инструментов, которые не у всех есть под рукой. Об используемых инструментах стоит поговорить более детально.
Необходимые инструменты и материалы
Ленточный шуруповерт – это яркий пример инструмента, который ускоряет работу, но и без него можно обойтись
Во время работы не обойтись без определенных инструментов. Какие-то из них являются обязательными, другие же просто ускоряют и упрощают рабочий процесс. Разберемся, какие нужны инструменты, чтобы выравнивание стен гипсокартоном с каркасом прошло максимально эффективно:
- перфоратор нужен, чтобы сверлить отверстия в стене, потолку и полу. Это делается в местах, где будет происходить крепление каркаса, чтобы новая стена была прочной и надежной;
- шуруповерт или крестовая отвертка необходимы на протяжении всего рабочего процесса;
- ножницы по металлу или болгарка нужны для разрезания профилей до требуемой длины;
- водный уровень или лазерный уровень. С их помощью всё будет ровно, а кривизна стены устранится;
- ножом гипсокартон разрезается на куски нужной длины.
Также могут потребоваться такие инструменты как рулетка, просекатель, малярный шнур и рубанок для снятия фаски с гипсокартона.
Что до материалов, то здесь всё просто: гипсокартон, дюбеля, саморезы, подвесы и профили. Подойдет обычный гипсокартон, если выравнивание стен проходит не в ванной или туалете. В этом случае нужно брать влагостойкие листы, что имеют зеленый цвет. Дюбелей длиной 40-60 мм будет достаточно.
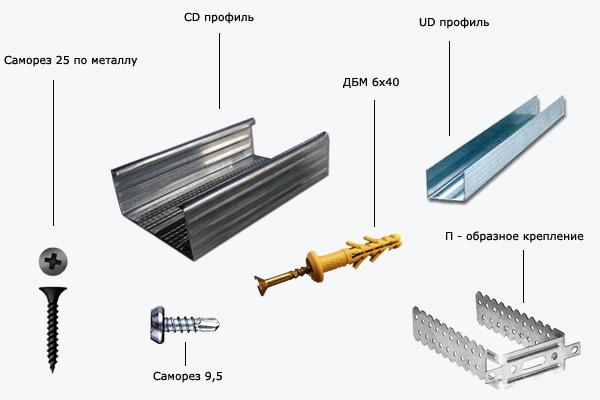
Весь необходимый крепеж для сборки каркаса
Что до саморезов, то стандартные шурупы 3,5*25 сгодятся (диаметр винта 3,5 мм, длина шурупа 25 мм). По правилам, после вкручивания саморез должен выступать с обратной стороны профиля не менее чем на 1 см. Если сложить толщину ГКЛ в 12,5 мм и толщину профиля в 1 мм, то выйдет, что вполне можно использовать саморезы длиной 25 мм. Если покажется, что они коротковаты, то можно брать 3,5*35, но не больше. Для крепления профилей между собой используются специальные саморезы по металлу длиной 9,5 мм.
П-образное крепление или как его еще называют подвесы, также необходимы. С их помощью собирается не только подвесной потолок, но и выравниваются стены. Они имеют стандартные форму и размеры, так что будет сложно ошибиться.
Классическим вариантом является сочетание профилей UD 27*28 (далее направляющий) и CD 27*60 (далее стоечный). Из направляющих создается обод каркаса, а стоечный профиль вставляется в направляющие, создавая стойки и перемычки. Нужно подбирать профиля таких размеров, чтобы потом один можно было вставить в другой, иначе каркаса не собрать.
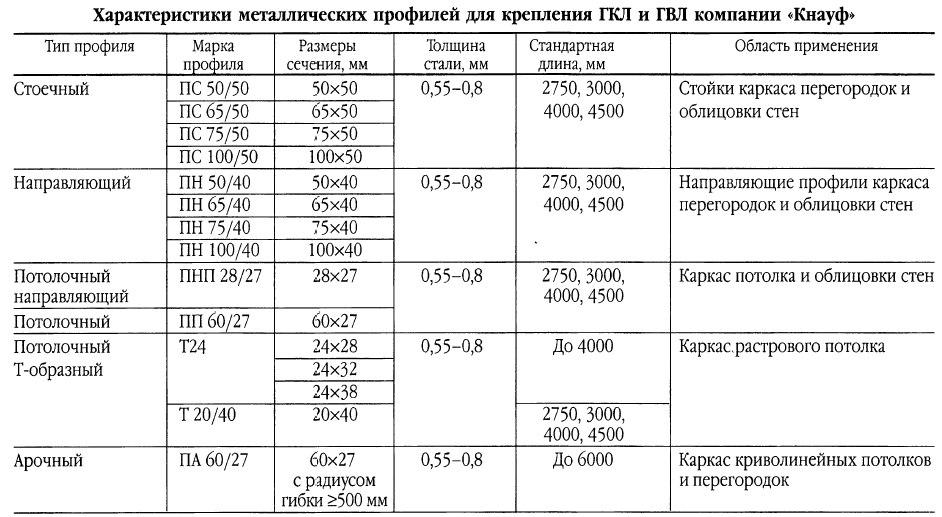
Существующие профили от компании Кнауф
Подготовка поверхности и разметка
Еще до того, как выровнять стену гипсокартоном с профилем её нужно подготовить, а также сделать разметку в помещении. Что до подготовки, то она сводится к минимуму. Кто-то советует удалять со стены старые финишные покрытия, вычищать её, покрывать специальными противогрибковыми смесями. Но всё это лишняя трата времени, сил и денег. Кому какое дело, что на стене останутся обои, если они ни на что не повлияют и их не будет видно.
При желании можно обить старую рыхлую штукатурку, чтобы в будущем не слушать как она медленно крошится за каркасом с гипсокартоном.
Если стена выравнивается в ванной, то её можно обработать специальным раствором, предотвращающим развитие грибка и плесени. Такое решение будет логичным ввиду повышенной влажности в ванной комнате. В других же помещениях такие действия не имеют особого смысла. Куда важнее сделать правильную разметку.
Размечать нужно потолок, пол и боковые стены. Необходимо начертить четыре линии, по которым будет крепиться каркас. Выравнивание стен гипсокартоном с каркасом своими руками требует большой точности, поэтому крайне желательно обзавестись лазерным уровнем.
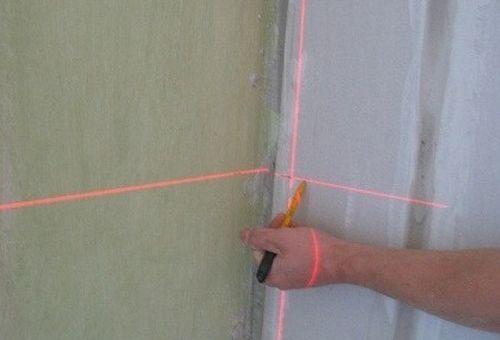
Использование лазерного уровня значительно упрощает не только разметку, но и процесс сборки каркаса
Необходимо определить, куда заваливается стена, чтобы знать место максимального её выступа в комнате. Это легко определяется лазерным уровнем, который сразу покажет, где нужно проводить линии для разметки. При помощи малярного шнура все линии отбиваются на четырех поверхностей для направляющих. Если лазерного уровня нет, то процесс будет выглядеть следующим образом.
- Отвесом определяется, куда завалена стена.
- Отступаем от выступа на 2-5 см и при помощи отвеса отмечаем точки на потолку и полу. Делаем эту процедуру с обоих концов стены.
- Обивочным шнуром проводятся линии на потолку и полу. Потом аналогично проводятся линии на двух стенках.
На видео показано, как и без лазерного уровня можно качественно собрать каркас при помощи обычных инструментов.
Сборка каркаса – главный этап выравнивания стены
Чтобы новая стена была максимально ровной необходимо возвести идеальный каркас. Хоть уже была проведена разметка, но в процессе работы нужно будет использовать уровень, чтобы всё вышло идеально.
Монтаж направляющих профилей

Так вставляется дюбель для крепления профиля
Нужно начинать с пола, потом делать потолок, а потом уже крепить направляющие к стенам. Направляющие должны идти сплошняком, чтобы нигде не было разрывов. В углах можно поступать двумя способами:
- делаются надрезы на ребрах профиля, чтобы согнуть его под прямым углом. Этот сгиб и идет в угол, а направляющая плавно перетекает с пола на стенку, со стенки на потолок и обратно;
- профиль просто вставляется в профиль. Их ширина одинакова, поэтому одна направляющая заводится в другую боком, а потом выворачивается. Получается профиль, вставленный в профиль под прямым углом.
Установка стоек и использование подвесов
Когда рамка каркаса сформирована, то можно приступать к установке стоечных профилей. Их заранее нарезают так, чтобы длина была на 1 см меньше расстояния между направляющими на полу и потолке. После этого стойки заводятся в каркас и устанавливаются вертикально с шагом 40-60 см. такое же расстояние оступается от стенок.
Некоторые умельцы ставят стойки с обоих краев впритык к стене, не используя при этом направляющих на стенах. Выравнивание стен гипсокартоном с каркасом может проводиться и таким способом, но направляющий профиль дешевле стоечного. Так что думайте сами.

Нужно выровнять все стены за раз, а не делать их по одной
Стойки нужно прикрепить к стене, а для этой цели используются П-образные подвесы. Они крепятся к стене дюбелями так, чтобы их центр совпадал с центром стоек. ИХ можно закрепить заблаговременно, пока нет стоечного профиля, и он не мешает.
Практика показывает, что новичкам сложно рассчитать, где будут стойки и где нужно устанавливать подвесы. Поэтому их крепят по месту. Тем более что фиксация происходит при помощи ушек, которые выступают за плоскость профиля. Поэтому с их креплением, даже при помощи перфоратора, особых проблем возникать не должно.
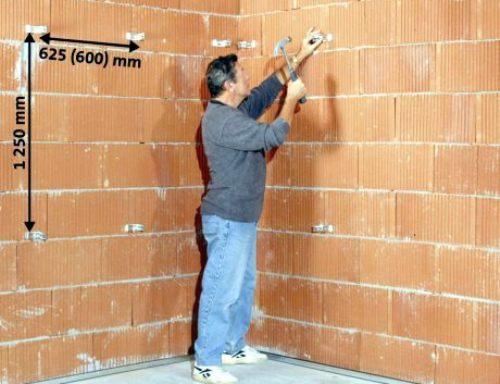
Установленные заблаговременно подвесы могут служить ориентиром для стоек
На один стоечный профиль нужны две подвесы, если высота потолка стандартная. Расстояние между подвесами по вертикали должно составлять 1-1,3 метра. Расстояние до пола и потолка может быть чуть меньше. Расстояние между П-образными подвесами по горизонтали зависит от шага, с которым устанавливаются стойки (40-60 см).
Перед тем как прикрепить стойки саморезами к подвесам нужно натянуть капроновую нить. В этом случае выравнивание стен гипсокартоном с каркасом пройдет более качественно. Благодаря этой нити будет видно, как должны крепиться стойки, чтобы новая стена не вышла кривой.

Стойки нужно будет временно немного вдавить к стене, чтобы они не оттягивали нить
Нужно на крайней направляющей при помощи самореза закрепить нить, а потом аналогично закрепить её на направляющей противоположной стены. Нить должна быть натянута. Её следует проводить на 20 см выше каждого уровня подвесов. Начиная с любого края, стоечные профили крепятся к подвесам таким образом, чтобы между стойками и капроновой нитью оставался зазор в 1 мм. После того, как подобным образом будут закреплены все стойки нет необходимости крепить стоечный профиль к направляющим.
Если будет использоваться утеплитель, то он вставляется сейчас. Ушки перемычек выгибаются во внутрь и являются дополнительным сдерживающим фактором для утеплителя. Если минеральная вата или подобные материалы использоваться не будут, то сразу выгибаем ушки перемычек, чтобы они не мешали в дальнейшей работе.
Нужны ли горизонтальные перемычки
Отдельно хотелось бы остановиться на горизонтальных перемычках. Они делаются их профиля CD 27*60 для того, чтобы вся конструкция оказалась более прочной и устойчивой. Также такие перемычки хороши тем, что они используются для крепления краев листов гипсокартона. Гипсокартон разрезается и устанавливается так, чтобы всего его стыки попадали на стойку или перемычку. В итоге монтаж будет качественней.
Тем не менее, если стойки поставлены с шагом 40 см, то надобность в горизонтальных перемычках отпадает. Дополнительную жесткость конструкции уже придают подвесы. Если же шаг составляет 60 см, то для большей надежности можно использовать перемычки.
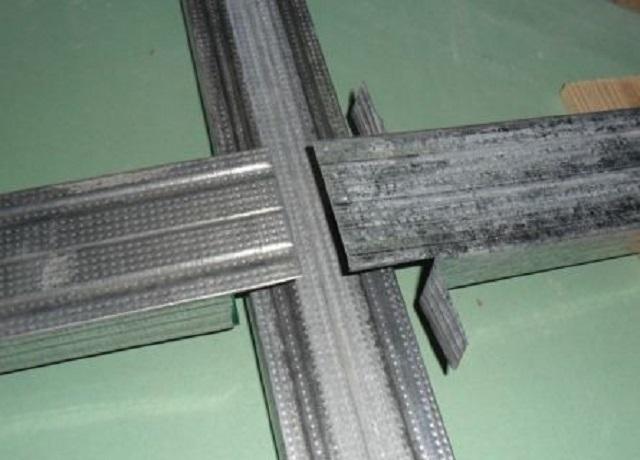
Вариант разрезания профиля для создания перемычки
Если расстояние между стойками составляет 60 см (расстояние между центрами установленных стоечных профилей), то длина перемычки должна составлять чуть меньше 60 см. Расстояние между краями стоек составляет 54 см. Вполне достаточно, чтобы перемычка заходила на каждую стойку на 2 см. Так что длина в 58 см является оптимальной. Однако стоит учитывать, что для установки перемычек с самого краю они должны быть немного короче (с краю стоит более узкий направляющий профиль). Сделать нужные подсчеты можно самостоятельно при помощи рулетки.
Отрезанную перемычку нужно подрезать ножницами по металлу с каждого бока вдоль ребер. В итоге два ребра должно выгнуться в сторону (их можно отрезать, если мешают), а спинка будет выступать. Она и крепится к стоечному профилю. Крепление к стойкам осуществляется маленькими саморезами по металлу. Устанавливаются перемычки с шагом 60 см по вертикали.
Обшивка гипсокартоном и завершение работы
Выравнивание стен гипсокартоном с каркасом подходит к концу. Вся самая основная работа уже выполнена. Каркас является самым важным во всем процессе. Если он собран правильно, то беспокоиться не о чём. Остался сущий пустяк – обшить каркас гипсокартоном и выполнить финишную отделку.
Стандартный лист гипсокартона имеет 1,2 метра в ширину. Это значит, что его можно крепить к стене вертикально и его край будет попадать на стоечный профиль, что установлен с шагом 40 или 60 см. Если шаг 50 см, то ГКЛ нужно крепить горизонтально, ведь его длина составляет 2,5 или 3 метра. В этом случае стыки опять-таки будут попадать на стоечный профиль. Как писалось ранее, если используются перемычки, то они должны быть установлены так, что стыки гипсокартона попадали и на них.
Две стандартные схемы крепления ГКЛ к каркасу из профилей
Листы крепятся саморезами с шагом 15-20 см. Они должны использоваться во всех местах, где ГКЛ соприкасается с профилем. Помните, что листы нужно устанавливать таким образом, чтобы они образовывали как меньше прямых линий на стыках. Другими словами, если первый ряд ГКЛ устанавливался горизонтально слева на право, то второй ряд должен идти справа налево. Аналогично, если первый вертикальный ряд шел снизу вверх, то второй ряд должен идти сверху вниз. При таком монтаже ГКЛ удастся снизить нагрузку на швы и на профили.
Уже после монтажа гипсокартона получится ровная стена. В дальнейшем нужно будет всё тщательно зашпаклевать и выбрать финишное покрытие. Но задача по выравниванию стены при помощи каркаса и гипсокартона уже выполнена.
Читайте также: