Как закалить металл в воде
Обновлено: 03.05.2024
Термообработка металлов – это один из основных способов улучшения их механических и физико-химических характеристик: твердости, прочности и других.
Одним из видов термообработки является закалка. Она успешно применялась человеком кустарным способом еще с давних времен. В Средневековье этот способ термической обработки использовали, чтобы улучшить прочность и твердость металлических предметов быта: топоров, серпов, пил, ножей, а также боевого оружия в виде копий, сабель и других.
И сейчас используют такой способ улучшения характеристик металла, не только в промышленных масштабах, но и в домашних условиях, в основном для закалки металлических предметов быта.
Что такое закалка металлов и ее виды
Под закалкой понимают вид термообработки металла, состоящий из его нагрева до температуры, при достижении которой наступает изменение структуры кристаллической решетки (полиморфное превращение) и дальнейшего ускоренного охлаждения в воде или масляной среде. Целью такой термообработки является повышение твердости металла.

Применяется также закалка, при которой температура нагрева металла не дает состояться полиморфному превращению. В этом случае фиксируется его состояние, которое свойственно металлу при температуре нагрева. Это состояние называют пересыщенным твердым раствором.
Технологию закалки с полиморфным превращением используют в основном для изделий из стальных сплавов. Цветные металлы подвергают закалке без достижения полиморфного изменения.
После такой обработки стальные сплавы становятся тверже, но при этом они приобретают повышенную хрупкость, теряя пластичность.
Чтобы снизить нежелательную хрупкость после нагрева с полиморфным изменением, применяется термообработка, называемая отпуском. Она проводится при более низкой температуре с постепенным дальнейшим охлаждением металла. Таким способом снимается напряжение металла после процесса закаливания, и уменьшается его хрупкость.
При закалке без полиморфного превращения нет проблемы с излишней хрупкостью, но твердость сплава не достигает требуемого значения, поэтому при повторной термической обработке, называемой старением, ее наоборот повышают за счет распада пересыщенного твердого раствора.
Особенности закалки стали
Закаливаются в основном нержавеющие стальные изделия и сплавы, предназначенные для их изготовления. Они имеют мартенситную структуру и характеризуются повышенной твердостью, приводящей к хрупкости изделий.

Если провести термообработку таких изделий с нагревом до определенной температуры с последующим быстрым отпуском, то можно добиться повышения вязкости. Это позволит использовать такие изделия в различных сферах.
Виды закаливания сталей
В зависимости от предназначения нержавеющих изделий, можно провести закалу всего предмета или только той его части, которая должна быть рабочей и иметь повышенные прочностные характеристики.
Поэтому закалку нержавеющих изделий подразделяют на два способа: глобальный и локальный.
Охлаждающая среда
Достижение необходимых свойств нержавеющих материалов во многом зависит от выбора способа их охлаждения.
Разные марки нержавеющих сталей подвергаются охлаждению по-разному. Если низколегированные стали охлаждают в воде или ее растворах, то для нержавеющих сплавов для этих целей применяют масляные растворы.

Важно: При выборе среды, в которой проводят охлаждение металла после нагрева, следует учитывать, что в воде охлаждение проходит быстрее, чем в масле! Например, вода температурой 18°C способна охладить сплав на 600°C за секунду, а масло всего на 150°C.
Для того, чтобы получить высокую твердость металла, охлаждение проводят в проточной холодной воде. Также для повышения эффекта закалки для охлаждения готовят соляной раствор, добавляя в воду около 10% поваренной соли, или используют кислотную среду, в которой не менее 10% кислоты (чаще серной).
Кроме выбора охлаждающей среды немаловажным является режим и скорость охлаждения. Скорость снижения температуры должна быть не меньше 150°C за секунду. Таким образом, за 3 секунды температура сплава должна снизиться до 300°C. Дальнейшее снижение температуры может проводиться с любой скоростью, т. к. зафиксированная в результате быстрого охлаждения структура при низких температурах уже не разрушится.
Важно: Слишком быстрое охлаждение металла приводит к его излишней хрупкости! Это следует учитывать при самостоятельной закалке.
Различают следующие способы охлаждения:
- С использованием одной среды, когда изделие помещают в жидкость и держат там до полного охлаждения.
- Охлаждение в двух жидких средах: масле и воде (или солевом растворе) для нержавеющих сталей. Изделия из углеродистых сталей сначала охлаждают в воде, т. к. она является быстро охлаждающей средой, а потом в масле.
- Струйным методом, когда деталь охлаждается струей воды. Это очень удобно, когда требуется закалить определенную область изделия.
- Методом ступенчатого охлаждения с соблюдением температурных режимов.
Температурный режим
Правильный температурный режим проведения закалки нержавеющих изделий является важным условием их качества. Для достижения хороших характеристик их равномерно прогревают до 750-850°C, а потом быстро проводят охлаждение до температуры 400-450°C.
Важно: Нагрев металла выше точки рекристаллизации приводит к крупнозернистому строению, ухудшающему его свойства: излишней хрупкости, приводящей к растрескиванию!
Для снятия напряжения после нагрева до нужной температуры упрочнения металла, иногда используют поэтапное охлаждение изделий, постепенно снижая температуру на каждом из этапов нагрева. Такая технология позволяет полностью снять внутренние напряжения и получить прочное изделие с нужной твердостью.
Как закалить металл в домашних условиях
Пользуясь элементарными знаниями, можно провести закалку стали в домашних условиях. Нагревание металла обычно проводят с помощью костра, муфельных электропечей или горелок с использованием газа.
Закалка топора на костре и в печи
Если требуется придать дополнительную прочность бытовым инструментам, например, сделать топор более прочным, то самый простой способ его закалки можно провести в домашних условиях.
На топорах при изготовлении ставится клеймо, по которому можно узнать марку стали. Мы рассмотрим процесс закалки на примере инструментальной стали У7.
Выполнять технологию нужно с соблюдением следующих правил:
1. Отжиг. Перед обработкой затупить острую кромку лезвия и поместить топор в горящую кирпичную печь для нагрева. За процедурой термообработки нужно внимательно следить, чтобы не допустить перегрева (допустимый нагрев 720-780°C). Более продвинутые мастера температуру узнают по цвету каления.

А новички, температуру могут узнать с помощью магнита. Если магнит перестал приставать к металлу, значит топор нагрелся свыше 768°C (цвет красно-бордовый) и пришло время охлаждения.

Кочергой придвинуть раскаленный топор к дверце печи, жар убрать вглубь, закрыть дверцу и задвижку, оставить нагретый металл в печи на 10 часов. Пусть топор постепенно остывает с печкой.
2. Закалка стали. Нагреть топор на костре, буржуйке или печи до темно-красного цвета — температура 800-830°C (магнит перестал магнитится, подождать ещё 2-3 минуты).
Закалка выполняется в подогретой воде (30°C) и масле. Опустить лезвие топора в воду на 3-4 см, интенсивно двигая его.

Далее топор поместить в емкость с маслом, в случае возгорания масла нужно накрыть емкость плотной тканью. Выдерживать в масле нужно до полного остывания.
3. Отпуск лезвия топора. Отпуск уменьшает хрупкость стали и снимает внутренне напряжение. Зачистить металл наждаком, чтобы лучше различать цвета пебежалости.

Выдержать топор в течение 1 часа в духовке, при температуре 270-320°C. После выдержки, достать и остудить на воздухе.
Видео: термообработка топора в домашних условиях, три стадии: отжиг, закалка, отпуск.
Закаливание ножа
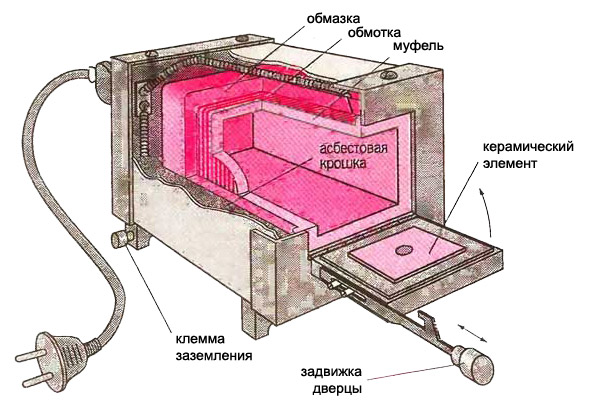
Самостоятельно для закалки металлов целесообразно использовать печи. Для предметов быта в виде ножей, топоров, сверл и других, наиболее подходящими являются муфельные печи небольшого размера. В них можно достичь температуры закалки намного выше, чем на костре и проще добиться равномерного прогрева металла.
Такую печь можно изготовить самостоятельно. В интернете можно найти множество простых вариантов ее конструкции. В таких печах можно разогреть металлическое изделие до 700-900°C.
Рассмотрим, как закалить нож из нержавейки в домашних условиях, используя муфельную электропечь. Для охлаждения вместо воды или масла используется расплавленный сургуч (можно достать в воинской части).
Последовательность процесса закалки следующая:
- нож (без ручки, если она деревянная) кладут в холодную печь;
- включив закрытую печь, нагревают ее вместе с ножом до получения ярко-красного цвета лезвия (800-900°C);
- раскаленным лезвием ножа режут сургуч до 10 раз, погружаясь в него на 1,5 см;
- процедуру повторяют до 5 раз, нагревая лезвие ножа и остужая в сургуче;
- остатки сургуча снимают скипидаром с помощью смоченной ткани.
Процедуру лучше делать на свежем воздухе, сургуч при плавке пахнет ужасно. Также, лезвие ножа можно греть на открытом огне.
Видео: другие способы закалки ножа в домашних условиях.
P.S. Зная поведение металла при нагревании и его свойства после термической обработки, а также технологию проведения закалки, можно с успехом проводить ее в домашних условиях для улучшения характеристик металлических изделий небольших размеров.
3 способа самостоятельной закалки металла
Расскажем о трех способах закалки металла в домашних условиях, охлаждении и контроле качества. Как правильно провести закалку стали в масле и на открытом огне. Какое масло выбрать. Особенности закалки алюминия и меди.

Как можно закалить металл в домашних условиях, наверное, знает каждый мастер, работающий со слесарным или столярным инструментом. Считается, что для этого достаточно разогреть изделие докрасна, а затем охладить его в емкости с водой
Однако в домашней мастерской этим способом можно получить только твердый и хрупкий металл, который вполне подходит для стамесок и ножей, но непригоден для молотков, кернеров или зубил. Режимы термообработки зависят от марки стали и требуемых параметров изделия после закалки, а к ним относятся не только твердость, но и прочность, износостойкость, пластичность и вязкость.
В домашних мастерских, как правило, отсутствуют измерительные приборы, с помощью которых можно узнать температуру детали. Поэтому для того, чтобы закалить деталь, границы нагрева и отпуска приходится распознавать по цвету металла или его побежалости.
Кроме того, перед тем как закалить какое-либо изделие, мастер должен определить (хотя бы приблизительно) марку стали или сплава, из которого оно изготовлено.
Со временем накапливаются и знания, и навыки, но начинающему термисту даже для того, чтобы в домашних условиях успешно закалить сверло, резец или какой-нибудь крепеж, сначала придется пополнить свой теоретический багаж, пообщаться с опытными специалистами и сделать несколько пробных закалок.

Способы бытовой закалки металла
Чтобы закалить изделие из металла в домашних условиях, в первую очередь следует определиться со способом его разогрева до необходимой температуры, а также подобрать емкости для охлаждающих жидкостей.
Кроме того, необходимо выбрать домашнее помещение или место во дворе, где можно заниматься закалкой с соблюдением всех требований техники безопасности. Для нагревания можно использовать источники с открытым пламенем. Но таким способом удастся разогреть и закалить только небольшие по объему детали.
К тому же открытое пламя вызывает окисление и обезуглероживание, которые негативно влияют на поверхностный слой металла. Температуру нагрева домашние мастера, как правило, определяют по цвету нагретой заготовки.
На рисунке ниже приведена цветовая таблица, без которой невозможно правильно закалить изделие из углеродистой стали. Для легированных сталей температурный диапазон обычно сдвинут в сторону увеличения на 20÷50 °C.

Для того чтобы закалить изделие из стали с полным и равномерным прогревом, лучше всего воспользоваться такими источниками тепла, как кузнечные горны и закрытые печи. Это оборудование несложно изготовить самому в домашней мастерской, а эксплуатировать его можно как в помещении, так и на открытом воздухе.
Для наддува в кузнечном горне обычно используют промышленный фен, а в качестве топлива подойдет древесный уголь, который продается в любом супермаркете. Небольшую закрытую печь легко изготовить из пары десятков шамотных кирпичей. При этом в зависимости от метода закалки металла в ней можно не только закалить, но и провести отпуск с прогревом всего объема изделия.
Проще всего с емкостями для охлаждения и зажимным инструментом. Для закалочной жидкости подойдет любой негорючий сосуд достаточного размера, а удерживать и перемещать деталь можно щипцами или крючьями с ручками подходящей длины. На видео ниже показано, как в домашних условиях можно закалить топор с использованием самодельного горна и двух емкостей с разными охлаждающими средами.
Закалка на открытом огне
Самый простой способ закалить небольшую деталь в домашних условиях — это нагреть ее на открытом пламени до нужной температуры, руководствуясь при этом цветовыми таблицами.
В качестве источника нагрева в таких случаях можно использовать газовую горелку, паяльную лампу или даже конфорку домашней газовой плиты. Главный недостаток такой закалки — это сложность равномерного прогрева изделия по всему объему, т. к. пламя создает высокую температуру на узком, ограниченном участке.
Этот способ подойдет, когда необходимо закалить торец удлиненного изделия, например режущую часть сверла или лезвие стамески, или же небольшую деталь размером в несколько сантиметров.
Еще одна проблема, с которой может столкнуться домашний мастер, решивший закалить углеродистую сталь открытым пламенем, — это сильное окисление и выгорание углерода в поверхностном слое железа, которые приводят к деградации его структуры.
Распространенные среды для самостоятельного каления
Для закалки сталей в домашних условиях обычно используют следующие охлаждающие среды: воздух, воду и водные растворы, минеральное масло. В качестве водных растворов обычно используют 10-15%-й хлористого натрия (поваренной соли), а минеральное масло в домашних мастерских — это чаще всего обычная моторная отработка.
Чтобы закалить отдельные части изделия с разной твердостью, используют закалку с последовательным охлаждением в двух средах. Каждая из этих закалочных сред характеризуется своей скоростью охлаждения, от которой напрямую зависит структура обрабатываемого металла.
К примеру, воздух охлаждает сталь со скоростью 5÷10 °C в секунду, масло — 140÷150 °C, а вода (в зависимости от температуры) — 700÷1400 °C.
Чтобы правильно и без проблем закалить свое изделие, необходимо знать марку металла, из которого оно изготовлено, т. к. от этого зависит как температура нагрева, так и способ охлаждения. Народные умельцы для своих изделий в качестве исходных материалов чаще всего используют б/у изделия из быстрорежущих и инструментальных сталей, которые можно закалить в домашней мастерской.
Ниже в таблице приведены рекомендуемые температурные режимы и среды охлаждения для различных сталей.

Закалка металла в масле
Масло довольно плохо проводит тепло, что способствует более медленному формированию структурных элементов стали. Поэтому, если ее закалить в масляной среде, она наравне с твердостью приобретет прочность и упругость.
На производстве для закалки обычно используют индустриальное масло И-20 или современные закалочные масла типа «Термойл», «Термо» или «Волтекс». В домашних мастерских народные умельцы пользуются тем, что имеется в наличии. Чаще всего это новое или отработанное моторное масло.
Чтобы безопасно закалить деталь в таком масле в домашних условиях, нужно помнить, что у него по сравнению с промышленными закалочными жидкостями гораздо более низкая температура вспышки, и при погружении в него раскаленного металла оно на короткий срок загорается с выделением едкого дыма.
Поэтому закалочная емкость, применяемая в домашней мастерской, должна иметь минимальную открытую поверхность и использоваться только на открытом воздухе или в проветриваемом помещении. Помимо обычных ведер и жестяных банок, одна из самых распространенных конструкций такой емкости, которой пользуются домашние мастера — это удлиненный отрезок трубы подходящего диаметра с приваренным днищем.

Изготовление камеры для закаливания металла
Основным материалом для изготовления корпусов домашних печей для закалки стали являются твердые огнеупоры в виде блоков различных размеров и шамотная глина.
В такой печи достигается температура свыше 1200 °C, поэтому в ней можно закалить изделия не только из углеродистой или инструментальной, но и из высоколегированной стали. При изготовлении домашних печей из шамотной глины сначала делают картонный каркас по форме и размеру рабочей камеры, который затем покрывают слоем шамота.
Поверх его наматывают нагревательную спираль, а затем накладывают основной теплоизолирующий слой. При такой конструкции область нагрева изолирована от нагревательного элемента, что важно, когда необходимо закалить сталь, чувствительную к окислам и выгоранию углерода.
Самой же распространенной конструкцией домашних закалочных печей являются установки, тепловые корпуса которых выполнены из шамотного кирпича или аналогичных ему огнеупоров. Рабочая температура у таких материалов более 1400 °C, поэтому в подобных печах можно закалить практически любой вид стали и многие тугоплавкие сплавы.
Конструктивно такая домашняя печь похожа на обычную печь на дровах, только имеет гораздо меньшие размеры. Нагрев металла в ней осуществляется с помощью электрической спирали, уложенной в пазы по периметру внутреннего пространства.
Если необходимо качественно закалить сталь, ее необходимо нагреть до точно заданной температуры, поэтому большинство таких домашних самоделок оснащено терморегуляторами (их свободно можно приобрести на «Алиэкспресс»).
На видео ниже показано устройство такой домашней печи с торцевой загрузкой и терморегулятором, который позволяет закалить сталь с точным соблюдением температурных режимов. Ее тепловой корпус изготовлен из муллитокремнеземистых огнеупорных плит ШПТ-450.
Подробное описание конструкции и рекомендации по созданию печи с верхней загрузкой, в которой можно закалить изделия длиной до 54 см, можно посмотреть в следующем видео. Здесь тепловой корпус печи изготовлен из шамотного кирпича (типа ШБ) и также используется терморегулятор. Кроме верхней загрузки, особенностью этого устройства является спираль из кантала, который служит во много раз дольше традиционного нихрома и фехраля.
Как самостоятельно провести отпуск
Отпуск стали проводят для снижения ее хрупкости и повышения пластичности, что происходит во время ее нагрева до невысокой (по сравнению с закалкой) температуры с последующим медленным охлаждением.
Для большинства сталей (углеродистых и низколегированных), которые можно закалить в домашней мастерской, отпуск проводится при температурах в интервале от 150 до 250 °C (см. таблицу выше). В отличие от закалки такой нагрев не требует специального оборудования, поэтому многие домашние мастера используют для этих целей духовки бытовых плит с терморегуляторами.
Определить температуру нагрева при отпуске можно по цвету побежалости — разноцветной оксидной пленки, возникающей на поверхности стали при нагреве (см. рис. ниже). Если закалить сталь «на мартенсит», т. е. с быстрым охлаждением в воде, то получится очень твердая, но хрупкая структура. Поэтому отпуск является обязательной процедурой при термической обработке режущего инструмента.

Проверка качества закалки
Для того чтобы определить, удалось ли закалить изделие из стали до нужной твердости, у домашнего мастера не так уж и много способов. Традиционный — это попробовать поцарапать металл надфилем (не алмазным), который обычно имеет твердость 55÷60 HRC.
Если на поверхности остаются бороздки, то это значит, что закалить сталь до нужного значения не получилось и ее твердость ниже этой величины. Если же надфиль скользит по поверхности закаленного металла, то его твердость в норме.
Еще один способ проверки качества домашней закалки — это царапание закаленной сталью поверхности бутылочного стекла (см. фото ниже). Кроме твердости, в домашних условиях при наличии определенных навыков можно проверить и структуру металла. Для этого необходимо закалить несколько образцов одинаковой стали в разных режимах, а затем на глаз сравнить структуру и размер зерна.

Особенности закалки алюминия
Необходимость закалить какое-либо изделие из алюминия в домашних условиях возникает достаточно редко, т. к. вся готовая продукция из литейных и деформируемых сплавов обычно проходят требуемую термообработку и в процессе эксплуатации практически не теряет своей твердости и жесткости.
Такая потребность у домашнего мастера может возникнуть после сварки между собой деталей из алюминиевых сплавов, т. к. в этом случае они очень часто теряют жесткость в области, прилегающей к сварному шву. Но в домашних условиях закалить алюминий очень сложно, т. к. для этого нужно точно знать тип сплава и выдерживать термические параметры с точностью как минимум ±5 °C.
Охлаждение тоже требует определенных навыков, т. к. при неточном соблюдении технологии изделие может повести. Если же все-таки хочется освоить этот вид термообработки для использования в домашних условиях, то в первую очередь необходимо обзавестись печью с точным терморегулятором, а также быть готовым к тому, что каждый раз придется закаливать поочередно несколько образцов для подбора нужных параметров термического процесса.
Особенности закалки меди
Технологии термообработки стали и меди имеют принципиальные отличия. Нагрев меди до красного каления (свыше 600 °C) и быстрое охлаждение в воде приводит к ее отпусканию (т. е. она становится мягкой).
Закалить медь в домашних условиях сложнее, чем отпустить, т. к. для этого ее нужно нагреть всего до 400 °C, при которых она не имеет свечения. После нагрева до указанной температуры медное изделие медленно остужается на воздухе, после чего оно приобретает твердость, как после нагартовки.
Если все-таки есть насущная потребность закалить какое-то количество медных деталей в условиях домашней мастерской, придется обзавестись пирометром для контроля температуры нагрева.
Мы описали два способа проверки качества закалки в домашних условиях. А какие знаете вы? Поделитесь, пожалуйста, информацией в комментариях к этой статье.
Закалка металла маслом или водой
Наиболее часто в качестве охлаждающей жидкости при закалке используются вода и масло. Строго говоря, ни то ни другое полностью не соответствуют необходимым требованиям, к которым относятся:
1) быстрое охлаждение в интервале температур минимальной устойчивости аустенита — 650—550°С (см. с. 19);
2) охлаждение с умеренной скоростью в интервале температур мартенситного превращения — 300—200°С. Последнее обусловлено тем, что мартенситное превращение происходит не одновременно по всему объему детали: раньше оно начинается у поверхности, в результате чего появляются внутренние напряжения и возможны трещины. При меньшей скорости охлаждения такие напряжения также будут меньшими.
В первый период, в интервале температур 800—400°С, вода охлаждает со скоростью примерно 200°С/с. Этого вполне достаточно, чтобы предотвратить распад аустенита в углеродистой стали и обеспечить закалку. Во второй период, в интервале температур 400—100°С, скорость охлаждения в воде резко возрастает (до 400— 800°С/с). А надо было бы как раз наоборот, чтобы в этот период скорость уменьшилась, с тем чтобы снизить напряжения при образовании твердой, но хрупкой мартенситной структуры.
Существует неправильное представление о том, будто бы нагрев воды существенно уменьшает опасность образования трещин. При нагреве воды до 40—50°С скорость охлаждения в первый период снижается до 100°С/с и ниже, в то время как во второй период она, хотя также снижается, но остается все же сравнительно высокой — 350—550°С/с.
При закалке в масле скорость охлаждения получается значительно меньшая, чем в воде. В первый период, при температуре 650—550°С, масло охлаждает со скоростью примерно в 6 раз меньшей, чем циркулирующая вода. Этого уже недостаточно для закалки углеродистых сталей, но вполне подходит для легированных. Зато во второй период, при температуре 200°С, скорость охлаждения в масле в 28 раз ниже, чем в воде. Это значительно уменьшает закалочные напряжения и опасность образования трещин. Такое преимущество масла позволяет закаливать в нем крупные детали сложной формы, не опасаясь возникновения трещин.
Закаливающая способность масел мало зависит от температуры. Так, при нагреве до 120—150°С скорость охлаждения в масле изменяется всего на 50°С/с. Практически это не влияет на результаты закалки. Не следует, однако, с учетом противопожарной безопасности допускать, чтобы температура закалочного масла была более 80—90°С. Перегретое масло слегка дымит. Это опасный признак. В случае вспышки масла бак следует немедленно закрыть крышкой или листами железа.
Закаливающая способность различных масел при одной и той же температуре зависит от их вязкости. В процессе работы вязкость масла постепенно повышается, и, следовательно, закаливающая способность его падает. Это происходит в основном по двум причинам: во-первых, вследствие насыщения масла продуктами его термического разложения и, во-вторых, благодаря попаданию в масло механических примесей (окалины и пр.).
Масло становится непригодным для закалки и подлежит замене, если одна или несколько его характеристик, устанавливаемых при контроле, превосходят следующие предельные нормы:
1) повышение вязкости более чем на 40% по сравнению с исходной;
2) содержание смол более 10%;
3) содержание механических примесей более 0,15%;
4) кислотность более 2—2,5 мг КОН/г.
Промышленностью освоен выпуск специальных закалочных масел серии МЗМ. Они содержат присадки, повышающие стойкость против окисления, улучшающие моющие свойства и снижающие пенообразование. В зависимости от марки такие масла можно использовать при температурах от 70 до 175°С.
Хорошие результаты получаются при использовании для закалки водовоздушной смеси. С этой целью применяют форсунки, в которых вода распыляется с помощью сжатого воздуха. Регулируя соотношение воды и воздуха, а также давление смеси, можно изменять скорость охлаждения. Это особенно важно при закалке крупных деталей, когда охлаждение в воде может вызвать трещины, а охлаждение в масле не обеспечивает получения необходимой твердости. При давлении воздуха 3 ат и расходе воды 100 л/ч скорость охлаждения получается примерно такой же, как и в масле.
Закалка клинка для новичка
Закалка это чуть ли не самый важный этап в создании ножа! От неё зависит какой будет нож! Хрупкий, мягкий, или резучий.
Продолжу рассказ на примере клинка из рессоры. После того как клинок был откован, его необходимо отслесарить. Слесарка должна быть произведена, процентов на тридцать, чтобы на клинике был запас по (мясу) металлу. Если калить клинок полностью отслесареный, то вовремя нагрева, поверхность обезуглероживается, а это нам не надо! К тому же тонкие сечения, здорово ведёт (деформирует) во время закалки. По этому мы обязательно должны оставить запас!
Теперь поговорим о нагреве. Нагревать в идеале нужно в печи с контролем температуры, но у новичка такой наверное не найдётся (а вдруг). Нагревать будь то газовый, или угольный горн, нужно очень медленно, и в восстановительном пламени (лишнее обезуглероживание нам не к чему). Ориентиром вам послужит магнит и таблица цветов каления металлов.
Сталь перестаёт магнититься, когда нагревается до точки Кюри (780-800°с) для рессоры нам нужно где-то 850°с, по этому после магнита, придётся догревать. Самый лучший ориентир, это таблица выше.
Закалочная среда это тоже очень важный момент! Сразу скажу, что это должно быть масло! Воду используют в редких случаях (не в нашем). Масло должно быть тёплым около 40°с. Я уже давно использую подсолнечное, оно не так токсично, не загорается, и на мой взгляд лучше закаливает (ИМХО).
В отработаном закалить конечно можно, но на моей практике были случаи что отработка не закаливала.
И так, клинок мы нагрели и закалили (погрузили в масло и лёгкими движениями перемещали его вверх вниз). Не охлождайте его до температуры закалочной среды, пусть масло на нем дымится. Это не навредит клинику, но здорово нам поможет если клинок вдруг повело. Пока он горячий у нас есть несколько секунд его выпрямить. Его можно зажать между двух уголков например, прижав струбцинами, или тисками. Или отрихтовать на наковальне.
Когда клинок остыл до температуры окружающей среды, то можно считать что закалка произведена. Теперь его нужно отпустить! Это нужно чтобы снять излишнюю хрупкость, и Закалочные напряжения в стали. (превращение остаточного аустенита с образованием структуры, состоящей из феррита и цементита).
Отпуск нужно повести при температуре около 200°с на протяжении 1.5-2 ч. Сделать это можно в бытовой духовке или гриле. Если есть только вариант сделать это над жаром от углей, то можно ориентироваться на цвета побежалости стали.
Предварительно нужно будет зачистить клинок от нагара, до чистого металла, чтобы на его поверхности, появлялись эти цвета в виде оксидной плёнки.
Обращаю ваше внимание, между закалкой и отпуском, должно пройти не более 1 часа, иначе начнутся необратимые процессы.
На этом пожалуй все! Наглядно вы можете увидить сие процессы в моих видеороликах.
Почему закаливают железо в масле а не в воде. интересует различие физики закаливания
В воде тоже закаливают, естественно не железо, а стали.
Чем больше углерода в стали, чем массивнее и сложнее по конфигурации деталь, тем большие внутренние напряжения при закалке создаются. Не раз бывало. Опускаешь в воду одну деталь, вынимаешь уже две — лопнула.
Стали с содержанием углерода от 0,3 до 0,6% обычно охлаждают в воде, а с большим содержанием углерода — в масле. При этом следует учитывать конфигурацию деталей и их сечение. Детали со сложной конфигурацией, с резкими переходами от малого сечения к большому и массивные детали охлаждать в воде опасно, так как на них могут появиться трещины.
При закалке в масле скорость охлаждения значительно меньше, чем в воде. Это уменьшает закалочные напряжения и опасность образования трещин. Такое преимущество масла позволяет закаливать в нем крупные детали сложной формы, не опасаясь возникновения трещин.
Разве? Всегда считал, что закаливание — это нагреть и охладить. Вроде как раз в воду и опускают.
Масло ж вроде и загореться может. Но я совсем не знаток.
1) быстрое охлаждение в интервале температур минимальной устойчивости аустенита — 650—550°С ;
2) охлаждение с умеренной скоростью в интервале температур мартенситного превращения — 300—200°С.
Последнее обусловлено тем, что мартенситное превращение происходит не одновременно по всему объему детали: раньше оно начинается у поверхности, в результате чего появляются внутренние напряжения и возможны трещины. При меньшей скорости охлаждения такие напряжения также будут меньшими.
В первый период, в интервале температур 800—400°С, вода охлаждает со скоростью примерно 200°С/с. Этого вполне достаточно, чтобы предотвратить распад аустенита в углеродистой стали и обеспечить закалку. Во второй период, в интервале температур 400—100°С, скорость охлаждения в воде резко возрастает (до 400— 800°С/с) . А надо было бы как раз наоборот, чтобы в этот период скорость уменьшилась, с тем чтобы снизить напряжения при образовании твердой, но хрупкой мартенситной структуры.
Технология закалки и отпуска стали
Термическая обработка сталей – одна из самых важных операций в машиностроении, от правильного проведения которой зависит качество выпускаемой продукции. Закалка и отпуск сталей являются одними из разнообразных видов термообработки металлов.
Тепловое воздействие на металл меняет его свойства и структуру. Это позволяет повысить механические свойства материала, долговечность и надежность изделий, а также уменьшить размеры и массу механизмов и машин. Кроме того, благодаря термообработке, для изготовления различных деталей можно применять более дешевые сплавы.
Термообработка стали заключается в тепловом воздействии на металл по определенным режимам ля изменения его структуры и свойств.
К операциям термообработки относятся:
- отжиг;
- нормализация;
- старение;
- закалка стали и отпуск стали (и пр.).
Термообработка стали: закалка отпуск – зависит от следующих факторов:
- температуры нагрева;
- времени (скорости) нагрева;
- продолжительности выдержки при заданной температуре;
- скорости охлаждения.
Закалка
Закалка стали – это процесс термообработки, суть которого заключается в нагреве стали до температуры выше критической с последующим быстрым охлаждением. В результате этой операции повышаются твердость и прочность стали, а пластичность снижается.
При нагреве и охлаждении сталей происходит перестройка атомной решетки. Критические значения температур у разных марок сталей неодинаковы: они зависят от содержания углерода и легирующих примесей, а также от скорости нагрева и охлаждения.
После закалки сталь становится хрупкой и твердой. Поверхностный слой изделий при нагреве в термических печах покрывается окалиной и обезуглероживается тем более, чем выше температура нагрева и время выдержки в печи. Если детали имеют малый припуск для дальнейшей обработки, то брак этот является неисправимым. Режимы закалки закалки стали зависят от ее состава и технических требований к изделию.
Охлаждать детали при закалке следует быстро, чтобы аустенит не успел превратиться в структуры промежуточные (сорбит или троостит). Необходимая скорость охлаждения обеспечивается посредством выбора охлаждающей среды. При этом чрезмерно быстрое охлаждение приводит к появлению трещин или короблению изделия. Чтобы этого избежать, в интервале температур от 300 до 200 градусов скорость охлаждения надо замедлять, применяя для этого комбинированные методы закалки. Большое значение для уменьшения коробления изделия имеет способ погружения детали в охлаждающую среду.
Нагрев металла
Все способы закалки стали состоят из:
- нагрева стали;
- последующей выдержки для достижения сквозного прогрева изделия и завершения структурных превращений;
- охлаждения с определенной скоростью.
Изделия из углеродистой стали нагревают в камерных печах. Предварительный подогрев в этом случае не требуется, так как эти марки сталей не подвергаются растрескиванию или короблению.
Сложные изделия (например, инструмент, имеющий выступающие тонкие грани или резкие переходы) предварительно подогревают:
- в соляных ваннах путем двух-или трехкратного погружения на 2 – 4 секунды;
- в отдельных печах до температуры 400 – 500 градусов по Цельсию.
Нагрев всех частей изделия должен протекать равномерно. Если это невозможно обеспечить за один прием (крупные поковки), то делаются две выдержки для сквозного прогрева.
Если в печь помещается только одна деталь, то время нагрева сокращается. Так, например, одна дисковая фреза толщиной 24 мм нагревается в течение 13 минут, а десять таких изделий – в течение 18 минут.
Защита изделия от окалины и обезуглероживания
Для изделий, поверхности которых после термообработки не шлифуются, выгорание углерода и образование окалины недопустимо. Защищают поверхности от подобного брака применением защитных газов, подаваемых в полость электропечи. Разумеется, такой прием возможен только в специальных герметизированных печах. Источником подаваемого в зону нагрева газа служат генераторы защитного газа. Они могут работать на метане, аммиаке и других углеводородных газах.
Если защитная атмосфера отсутствует, то изделия перед нагревом упаковывают в тару и засыпают отработанным карбюризатором, чугунной стружкой (термисту следует знать, что древесный уголь не защищает инструментальные стали от обезуглероживания). Чтобы в тару не попадал воздух, ее обмазывают глиной.
Соляные ванны при нагреве не дают металлу окисляться, но от обезуглероживания не защищают. Поэтому на производстве их раскисляют не менее двух раз в смену бурой, кровяной солью или борной кислотой. Соляные ванны, работающие на температурах 760 – 1000 градусов Цельсия, весьма эффективно раскисляются древесным углем. Для этого стакан, имеющий множество отверстий по всей поверхности, наполняют просушенным углем древесным, закрывают крышкой (чтобы уголь не всплыл) и после подогрева опускают на дно соляной ванны. Сначала появляется значительное количество языков пламени, затем оно уменьшается. Если в течение смены таким способом трижды раскислять ванну, то нагреваемые изделия будут полностью защищены от обезуглероживания.
Степень раскисления соляных ванн проверяется очень просто: обычное лезвие, нагретое в ванне в течение 5 – 7 минут в качественно раскисленной ванне и закаленное в воде, будет ломаться, а не гнуться.
Охлаждающие жидкости
Основной охлаждающей жидкостью для стали является вода. Если в воду добавить небольшое количество солей или мыла, то скорость охлаждения изменится. Поэтому ни в коем случае нельзя использовать закалочный бак для посторонних целей (например, для мытья рук). Для достижения одинаковой твердости на закаленной поверхности необходимо поддерживать температуру охлаждающей жидкости 20 – 30 градусов. Не следует часто менять воду в баке. Совершенно недопустимо охлаждать изделие в проточной воде.
Недостатком водяной закалки является образование трещин и коробления. Поэтому таким методом закаливают изделия только несложной формы или цементированные.
- При закалке изделий сложной конфигурации из конструкционной стали применяется пятидесятипроцентный раствор соды каустической (холодный или подогретый до 50 – 60 градусов). Детали, нагретые в соляной ванне и закаленные в этом растворе, получаются светлыми. Нельзя допускать, чтобы температура раствора превышала 60 градусов.
Пары, образующиеся при закалке в растворе каустика, вредны для человека, поэтому закалочную ванну обязательно оборудуют вытяжной вентиляцией.
Следует остерегаться попадания воды в масляную ванну, так как это может привести к растрескиванию изделия. Что интересно: в масле, разогретом до температуры выше 100 градусов, попадание воды не приводит к появлению трещин в металле.
Недостатком масляной ванны является:
- выделение вредных газов при закалке;
- образование налета на изделии;
- склонность масла к воспламеняемости;
- постепенное ухудшение закаливающей способности.
- Стали с устойчивым аустенитом (например, Х12М) можно охлаждать воздухом, который подают компрессором или вентилятором. При этом важно не допускать попадания в воздухопровод воды: это может привести к образованию трещин на изделии.
- Ступенчатая закалка выполняется в горячем масле, расплавленных щелочах, солях легкоплавких.
- Прерывистая закалка сталей в двух охлаждающих средах применяется для обработки сложных деталей, изготовленных из углеродистых сталей. Сначала их охлаждают в воде до температуры 250 – 200 градусов, а затем в масле. Изделие выдерживается в воде не более 1 – 2 секунд на каждые 5 – 6 мм толщины. Если время выдержки в воде увеличить, то на изделии неизбежно появятся трещины. Перенос детали из воды в масло следует выполнять очень быстро.
Вам нужно быстро и качественно нарезать металл? Воспользуйтесь плазменной резкой! Как правильно ее выполнять, читайте в этой статье.
Процесс отпуска
Отпуску подвергаются все закаленные детали. Это делается для снятия внутренних напряжений. В результате отпуска несколько снижается твердость и повышается пластичность стали.
В зависимости от требуемой температуры отпуск производится :
- в масляных ваннах;
- в селитровых ваннах;
- в печах с принудительной воздушной циркуляцией;
- в ваннах с расплавленной щелочью.
Температура отпуска зависит от марки стали и требуемой твердости изделия, например, инструмент, для которого необходима твердость HRC 59 – 60, следует отпускать при температуре 150 – 200 градусов. В этом случае внутренние напряжения уменьшаются, а твердость снижается незначительно.
Быстрорежущая сталь отпускается при температуре 540 – 580 градусов. Такой отпуск называют вторичным отвердением, так как в результате твердость изделия повышается.
Изделия можно отпускать на цвет побежалости, нагревая их на электроплитах, в печах, даже в горячем песке. Окисная пленка, которая появляется в результате нагрева, приобретает различные цвета побежалости, зависящие от температуры. Прежде чем приступать к отпуску на один из цветов побежалости, надо очистить поверхность изделия от окалины, нагара масла и т. д.
Обычно после отпуска металл охлаждают на воздухе. Но хромоникелевые стали следует охлаждать в воде или масле, так как медленное охлаждение этих марок приводит к отпускной хрупкости.
Как правильно закалить сталь в домашних условиях, так чтобы деталь не треснула
Некоторые процедуры термической обработки металлов возможно провести в домашних условиях. Рассмотрим, как раскалить железо с минимальным набором оборудования, как провести процесс закалки дома, соблюдая основные технологические шаги и получить достойный результат.
Как закалить металл в домашних условиях — способы

Возможности рядового обывателя ограничены, для разогрева и последующей работы с металлом могут быть использованы:
- пропановые горелки;
- печи (в том числе отопительные);
- мини-кузницы с наддувом.
Закалка деталей из стали в домашних условиях требует одного обязательного условия: достижения весьма высокой температуры. Если имеется способ разогреть заготовку до рабочей температуры — оранжевый или соломенно-желтый металл, можно переходить к подбору емкости.
Охлаждающая жидкость должна полностью покрыть упрочняемую заготовку и не деформироваться в случае соприкосновения с разогретым куском железа.

Для разогрева в качестве топлива чаще всего используют уголь — он имеет высокую температуру горения. Вместе с наддувом (фен или пылесос обратного выдува) можно добиться порогового значения для закалки железа.

Наиболее доступный вариант раскалить железо дома — нагреть его в открытом пламени. Уровень нагрева контролируется зрительно по цветографической шкале. Подойдет любой источник с открытым пламенем, способный создать температура около 1000 градусов Цельсия.
Закалка и отпуск в домашних условиях имеют один значительный минус — неравномерный прогрев детали или заготовки. Если деталь большая, а пламя невелико, максимальная температура будет отмечена только в зоне непосредственного контакта огня и детали.
Один из аспектов домашней закалки — поверхностная деградация металла. Разогрев бытовыми способами способствует выгоранию углерода на поверхности железа, что разрушает структурные связи в металле.

Таким образом оптимально упрочнить:
- режущую кромку ручного инструмента (в том числе разнообразных сверел, зубило);
- небольшую деталь целиком (в пределах 2-5 см).
Правильная методика работ с металлом это нагрев и охлаждение в другой среде. Но для простейших работ допустимо выполнение только части процедуры с применением одной жидкости.
Закалка в одной среде
Чтобы закалить металл своими руками в одной среде (одноступенчатая операция), достаточно разогреть металлический предмет до рабочей температуры.

После этого производится перемещение в закалочную жидкость. Изделие находится в данной среде до полного охлаждения.
Метод весьма прост и распространен — его применяют как при ручном, так и механизированном труде. В качестве жидкости выступает вода или масло для закалки. К недостатку относится неравномерное падение температуры по объему детали. В результате термических напряжений происходят изменения в структуре материала. За счет изменения объемов связей возможно появление трещин, деформация поверхности детали.

Закалка стали одной средой в домашних условиях допустима для простейших элементов, деталей и изделий.
Ступенчатая операция
Метод направлен на снижение внутренних напряжений в структуре металла, исключения трещин. Потребуется солевой раствор — для примера можно привести доступную к покупке селитру. Раскаленный металл погружается в солевою среду (температура 300-400 градусов) на время, за которое деталь остынет до уровня жидкости.
Среднее время выдержки — 2 минуты.
Последний этап — полное охлаждение на воздухе, во время которого происходит мартенситное превращение структурных связей. Допустимо применять для закалки металла, относящегося к категориям быстрорежущих сталей, а также марок ХВГ, Х121 и подобным сортам.
Сталь с обработкой подобным способом на порядок прочнее, чем после процедуры в одной среде.
Изотермическая
Технологически данный метод похож на ступенчатый, за исключением увеличенного промежутка выдержки в среде раствора соли. За счет большого промежутка реализуется процесс распада аустенита и одновременное формирование нижнего слоя бейнита.
Обычные углеродистые стали не получают качественного роста прочности за счет изотермической закалки.
Светлая
Технологический сложный процесс — закалить черный металл в домашних условиях по такой методике почти невозможно.
Для осуществления светлой процедуры каления необходимы промышленные печи, имеющие защитную среду. Мелкие инструменты или детали при такой методике обрабатывают в автоматических установках.

Суть метода: после печи раскаленный металл помещается в емкость с селитрой или смесью едкой щелочи. Рабочая температура — 200 градусов. За счет агрессивной среды из калия и натрия с незначительным добавлением воды требуется соблюдение герметичности всей установки.
Чаще всего закаливание таким методом проводят для элементов сжатия/растяжения, зубчатых колес и валов, испытывающих знакопеременные нагрузки при эксплуатации.
Процесс остывания заготовок проходит через стадию погружения в жидкостную среду. Закалить металл своими силами в домашних условиях можно с помощью воды, масла, водных растворов солей.
Закалка в воде
Вода является наиболее доступной средой для процедуры закаливания металла в домашних условиях. Важный недостаток водной среды — весьма малая эффективность. Всегда есть шанс получить дефекты на детали из-за быстрого остывания, поэтому водное охлаждение подходит для низкоуглеродистых сталей. Для высокоуглеродистых сталей эффективнее применять масляную среду.
За счет снижения падения температуры происходит минимизация напряжений в структурах металла. Остывающая в масле сталь со сложной конфигурацией детали в меньшей степени подвержена трещина и иным дефектам.

Описанная методика — бюджетный вариант муфельной печи для домашней термообработки. Заводские устройства стоят очень дорого.
Формовка будущего муфельного агрегата создается из завоскованного картона. На эту модель наносится глина — при высыхании бумага отойдет и может быть удалена руками. Для загрузки заготовок используется специальная дверца, изготавливаемая из аналогичной глины.
После естественной сушки на воздухе камеру и заслонку нагревают до 100 градусов. Следующий этап — обжиг. Процедура происходит при температуре в 900 градусов. После остывания оба элемента подгоняются для плотного прилегания с использованием УШМ и шлифовальной бумаги.
Сверху камеру необходимо обмотать проволочным нихромом. Сечение — 0.75 мм2. Первый и последний слой соединяются. Витки на камеру укладываются с интервалом, который в дальнейшем заполнит огнеупорная глина. Это защитит проволоку, исключит риск короткого замыкания. Изолирующий слой накрывается итоговым защитным поясом из глины. Рекомендуемая толщина — 12 см.
Просушенная заготовка помещается в металлический корпус. Имеющиеся зазоры заполняют асбестом. Для доступа к зоне нагрева на корпус монтируются дверцы с отделкой керамоплиткой.
Важно. Все технологические зазоры заполняются огнеупорными материалами: глиной или асбестом.
Нихромовая проволока выводится на тыльную сторону каркаса. Концы изолируются для исключения замыкания на корпус. В качестве контрольных в передней части подготавливаются два отверстия. Одно для термопары с целью контроля температуры, второе для визуального осмотра. Для закрытия необходимо предусмотреть специальные стальные жалюзи.

Несмотря на небольшой формат конструкции, с ее помощью можно правильно закалить инструмент и металл в домашних условиях.
Изготовление простого горна — инструкция
Важное условие — необходимо использовать шамотный кирпич. Глина в его составе выдерживает температуры до 2500 градусов.
Порядок сборки конструкции бытового горна:

- Составляем из 4 шамотных кирпичей квадрат, в центре которого размещаем чугунный цилиндр. Связываем кирпичи сварной рамкой из уголка.
- Под цилиндр ввариваются отдельные ребра из уголков. Горизонтальные полки прорезаются, цилиндр размещается в отверстии и проваривается.
Варим прихватками, чтобы конструкцию не деформировало.

- Возвращаем конструкцию в рабочее положение. Укладываем в рамку кирпичи, а на цилиндр — колосники. Это исключит падение угля в патрубок подачи воздуха.
Для повышения температуры свыше 1300 градусов потребуется установка принудительной подачи воздуха.

- Далее снизу ввариваем тройник. В его нижней части будет заслонка для удаления золы, а сбоку будет подводиться воздушный поток.
- Закрепляем улитку вентилятора к отводу для подачи воздуха, привариваем ноги. Высота горна должна быть комфортной для роста кузнеца.

Важно. Размещение горна необходимо производить вдали от деревянных строений и легковоспламеняющихся конструкций. После работы остатки углей накрыть, не производить очистку в ветреную и сухую погоду.

Проверка твердости после закаливания металла в домашних условиях
Чтобы оценить, насколько закаленный дома металл стал прочным, потребуется специальное оборудование. Суть теста следующая:
В каленый предмет вдавливают эталонный по прочности шарик с заданным усилием. На основе полученной вмятины производится оценка прочности. Прибор и методика носит имя ученого Роквела. Аналогичные испытания могут проведены по методике Бринелля.

Точно высчитать, насколько эффективна закалка металла в домашних условиях, не получится.
Простейший способ — попытаться поцарапать закаленным предметом стекло обычной бутылки. Оценить твердость инструмента можно на нескольких образцах, упрочненных в разных условиях.
Особенности закалки железа
Чтобы получить качественный закаленный дома металл, необходимо придерживаться советов:
- Применять в качестве среды закалки масло.
- При разогреве оптимально использовать пирометр для контроля нагрева.
- Нагрев необходимо производить постепенно и равномерно, если деталь большая.
- Присутствие потемнений на металле — знак локального перегрева.
- Если нет пирометра, ориентироваться стоит на алый цвет.
- Железо закаливается и отпускается в одном режиме.
Отпуск — процесс дополнительного нагрева детали, после завершения охлаждения. Отпуск металла проводится на условиях, соответствующих конкретной марки стали. Цель процедуры — снятие возникших при упрочнении напряжений.
Как закалить инструментальную сталь
Инструментальные сорта стали наиболее качественно упрочняются в заводских условиях. Есть несколько советов для работы с данными марками металла:
- Оптимально применять ступенчатую методику упрочнения.
- Можно задействовать нержавеющие сорта металла.
- Индикатор прогрева — ярко-оранжевый цвет поверхности.
- Важно соблюдать цикл процедуры, закалять при плавном нагреве и точно выдерживать по времени в охлаждающей среде.
- Ускорение нагрева ведет к деградации металла и появлению стойких пятен перекала. Способы чистки для дефектов не применимы.

Для инструментальных сортов в обязательном порядке проводят отпуск стали, чтобы снизить напряжение и исключить выкрашивание рабочей кромки.
Можно ли закалить Сталь 3
Сталь 3 является низкоуглеродистым материалом. Правильный порядок действий в таком случае:
При цементации есть риск получения большого количества окалины из-за выгорания поверхностного слоя углерода. Целесообразно использовать другую сталь, подходящую для упрочнения.
На видео ниже можете посмотреть способ как закалить сталь 3 доме без цементации
Чтобы правильно закалить такой цветной металл как алюминий необходимо знать марку сплава и обеспечить точность нагрева. Если процесс охлаждения производится неверно, алюминиевая деталь деформируется и теряет изначальную прочность. В домашних условиях, без промышленного оборудования и документации на сплав закалка алюминия не принесет положительного результата.
Медные детали или проволока, закаленные по правилам работы с железом станут хрупкими. Температура нагрева меди не должна превышать 400 градусов. Процесс остывания проходит в воздушной среде. Весь цикл работ по упрочнению медных изделий должен сопровождаться инструментальным и приборным контролем. Если оснастки нет — качественно провести упрочнение не получится.
Как самостоятельно провести отпуск после закалки
Отпуск стали позволит уменьшить хрупкость, увеличить пластичность. Для этого требуется нагрев на меньшую, чем при калении, температуру и плавное, постепенное охлаждение.
Основная масса сортов стали проходит отпуск на температурах 150-250 градусов. Такой диапазон нагрева можно подобрать в обычной бытовой духовке, чем и пользуется домашний мастер закалки.
Температура нагрева при прохождении отпуска устанавливается по оттенку побежалости. Это расцветка пленки, формирующейся за счет нагрева на поверхности заготовок. При мартенситном калении, то есть резким охлаждением в среде воды, формируется твердая поверхность, но очень хрупкая. Отпуск в таком случае проводится обязательно.
Возможные дефекты
Если технология упрочнения нарушается, возможно образование брака и дефектов, как локальных, так и занимающих всю закаленную поверхность.

- трещины — данный дефект неустранимый, деталь считается испорченной;
- коробление — подлежит исправлению, можно попытаться отрихтовать на небольшом нагреве;
- окалина — появляется при разрушении поверхностной углеродной структуры. Восстановить поверхность металлической заготовки или детали невозможно. Для исключения появления окалины нужно соблюдать технологию закалки.
- пережог (перекал, синекаль) — исправлению не подлежит за счет невозвратных изменений в зоне перегрева на структурном уровне;
- низкая твердость — малый эффект от упрочнения наступает из-за несоблюдения техники закаливания.
Закаливание металла — важный процесс термической обработки. Соблюдение простых правил взаимодействия с металлом дает возможность самостоятельного упрочнения инструмента и бытовых изделий из стали.
Читайте также: