Какие бывают покрытия металла
Обновлено: 13.05.2024

Уникальной разновидностью неметаллических защитных покрытий являются антифрикционные материалы. По внешнему виду они напоминают краски, однако вместо пигментов содержат частицы твердых смазочных веществ, которые равномерно распределены в смеси связующих компонентов и растворителей.
В противокоррозионной практике для изоляции металла от воздействия агрессивных сред используются специальные защитные покрытия. Все они подразделяются на металлические и неметаллические.
Металлические – анодные и катодные – покрытия наносятся на поверхности методами газотермического напыления, окунания, гальванизации, плакирования или диффузии.
К неметаллическим защитным покрытиям относятся лакокрасочные составы, полимерные пленки, силикатные эмали, резины, оксиды металлов, соединения фосфора, хрома и др.
Рассмотрим все виды покрытий подробнее.
Металлические защитные покрытия
В качестве анодных металлических покрытий выступают металлы, электрохимический потенциал которых меньше, чем у обрабатываемых материалов. У катодных он, наоборот, выше.
Анодные покрытия обеспечивают электрохимическую защиту металлических поверхностей и выполняют свои функции даже при нарушении целостности слоя.

Катодные покрытия препятствуют проникновению агрессивных сред к основному металлу благодаря образованию механического барьера. Они лучше защищают поверхности от негативных воздействий, но только в случае неповрежденности.
В зависимости от способа нанесения металлические покрытия подразделяются на следующие виды.
Гальванические покрытия
Гальванизация – это электрохимический метод нанесения металлического защитного покрытия для защиты поверхностей от коррозии и окисления, улучшения их прочности и износостойкости, придания эстетичного внешнего вида.
Гальванические покрытия применяются в авиа- и машиностроении, радиотехнике, электронике, строительстве.
В зависимости от назначения конкретных деталей на них наносятся защитные, защитно-декоративные и специальные гальванические покрытия.
Защитные служат для изоляции металлических деталей от воздействия агрессивных сред и предотвращения механических повреждений. Защитно-декоративные предназначены для придания деталям эстетичного внешнего вида и их защиты от разрушительных внешних воздействий.
Специальные гальванические покрытия улучшают характеристики обрабатываемых поверхностей, повышают их прочность, износостойкость, электроизоляционные свойства и т.д.
Разновидностями гальванических покрытий являются меднение, хромирование, цинкование, железнение, никелирование, латунирование, родирование, золочение, серебрение и пр.
Газотермическое напыление
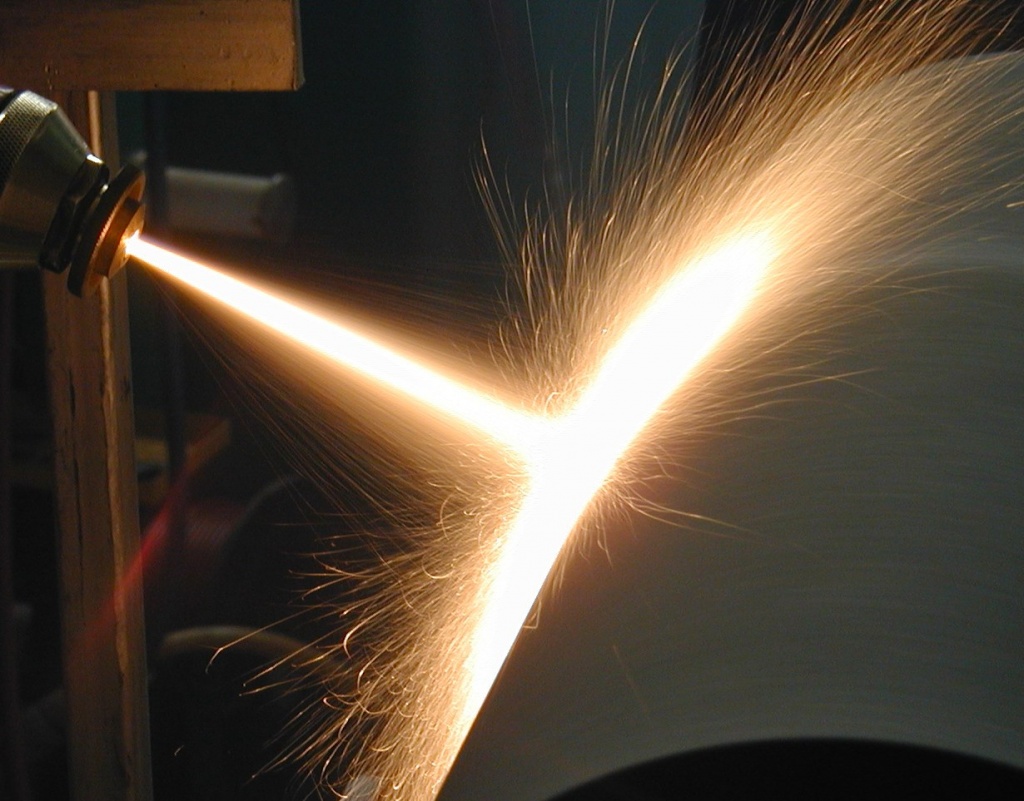
Представляет собой перенос расплавленных частиц материала на обрабатываемую поверхность газового или плазменным потоком. Покрытия, образованные таким методом, отличаются термо- и износостойкостью, хорошими антикоррозионными, антифрикционными и противозадирными свойствами, электроизоляционной или электропроводной способностью. В качестве напыляемого материала выступают проволоки, шнуры, порошки из металлов, керамики и металлокерамики.
Выделяют следующие методы газотермическогого напыления:
- Газопламенное напыление: самый простой и недорогой метод, применяемый для защиты крупных площадей поверхности от коррозии и восстановления геометрии деталей
- Высокоскоростное газопламенное напыление: используется для образования плотных металлокерамических и металлических покрытий
- Детонационное напыление: применяется для нанесения защитных покрытий, восстановления небольших поврежденных участков поверхности
- Плазменное напыление: используется для создания тугоплавких керамических покрытий
- Электродуговая металлизация: для нанесения антикоррозионных металлических покрытий на большие площади поверхности
- Напыление с оплавлением: применяется тогда, когда риск деформации деталей отсутствует или он оправдан
Погружение в расплав
При использовании этого метода обрабатываемые детали окунаются в расплавленный металл (олово, цинк, алюминий, свинец). Перед погружением поверхности обрабатываются смесью хлорида аммония (52-56 %), глицерина (5-6 %) и хлорида покрываемого металла. Это позволяет защитить расплав от окисления, а также удалить оксидные и солевые пленки.
Данный метод нельзя назвать экономичным, так как наносимый металл расходуется в больших количествах. При этом толщина покрытия неравномерна, а наносить расплав в узкие зазоры и отверстия, например, на резьбу, не представляется возможным.
Термодиффузионное покрытие
Данное покрытие, материалом для которого выступает цинк, обеспечивает высокую электрохимическую защиту стали и черных металлов. Оно обладает высокой адгезией, стойкостью к коррозии, механическим нагрузкам и деформации.
Слой термодиффузионного покрытия имеет одинаковую толщину даже на деталях сложных форм и не отслаивается в процессе эксплуатации.
Плакирование
Метод представляет собой нанесение металла термомеханическим способом: путем пластичной деформации и сильного сжатия. Чаще всего таким образом создаются защитные, контактные или декоративные покрытия на деталях из стали, алюминия, меди и их сплавов.
Плакирование осуществляется в процессе горячей прокатки, прессования, экструзии, штамповки или сваривания взрывом.
Виды и особенности неметаллических покрытий
Неметаллические покрытия подразделяются на органические и неорганические. Они создают на обрабатываемых поверхностях тонкую, инертную по отношению к агрессивным веществам пленку, которая предохраняет детали от негативных воздействий окружающей среды.
Лакокрасочные защитные покрытия
В состав таких покрытий входят пленкообразующие вещества, наполнители, пигменты, пластификаторы, растворители и катализаторы. Варьирование состава позволяет получать материалы со специфическими свойствами (токопроводящие, декоративные, особопрочные, жаростойкие и т.п.). Они не только защищают изделия в различных условиях, но и придают им эстетичный внешний вид.
В группу лакокрасочных покрытий входят лаки, краски, грунтовки, олифы, шпаклевки.
Силикатные эмали
Применяются для изделий, работающих при высоких температурах в химически агрессивных средах.
Эмалевое защитное покрытие формируется с помощью порошка или пасты. Процесс проходит в несколько этапов. Сначала на изделие наносится грунтовая эмаль – она улучшает адгезию, уменьшает термические и механические напряжения.
Затем, после спекания первого слоя при температуре +880… + 920 °С, накладывается покровная эмаль, после чего изделие снова подвергается нагреванию до +840… +860 °С.
Если требуется нанести несколько слоев силикатной эмали, вышеописанные операции проводят поочередно несколько раз. Изделия из чугуна, к примеру, обрабатывают в 2-3 подхода.
Застывшая эмаль представляет собой тонкое, похожее на стекло, покрытие. Его основным недостатком является сравнительно низкая прочность – под воздействием ударных нагрузок эмаль может растрескиваться или скалываться.
Полимерные защитные покрытия
В число наиболее распространенных полимеров, применяющихся для защиты металлов от коррозии, входят полистирол, полиэтилен, полипропилен, полиизобутилен, фторопласты, эпоксидные смолы и др.
Полимерное покрытие осуществляется методами окунания, газотермического или вихревого напыления, обычной кистью. Остывая, оно образует на поверхности сплошную защитную пленку толщиной несколько миллиметров.
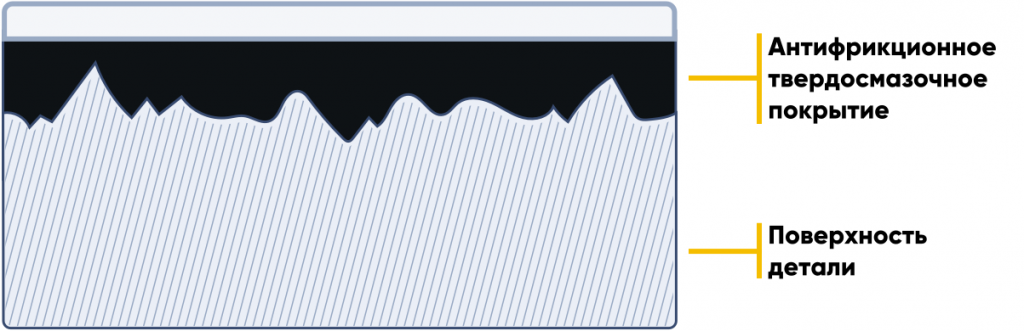
Разновидностью полимерных являются антифрикционные твердосмазочные покрытия. Внешне эти материалы похожи на краски, однако вместо пигментов они содержат высокодисперсные частицы твердых смазочных веществ, которые равномерно распределены в смеси связующих компонентов и растворителей.
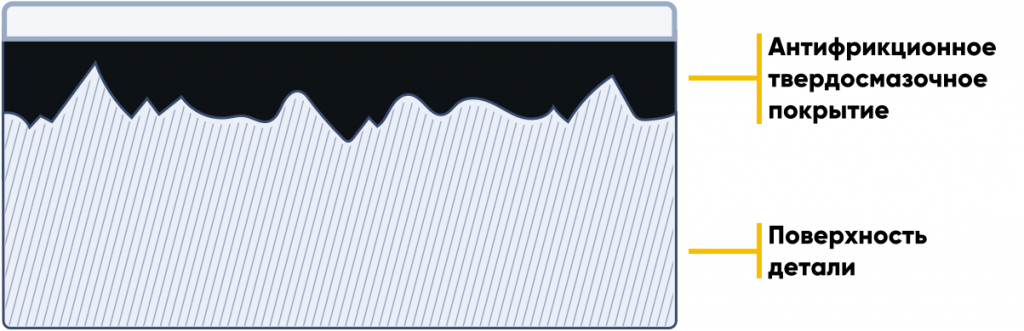
Основу покрытий могут составлять дисульфид молибдена, графит, политетрафторэтилен (ПТФЭ) и прочие твердые смазки. В качестве связующих применяются акриловые, фенольные, полиамид-имидные, эпоксидные смолы, титанат, полиуретан и некоторые другие специальные компоненты.
Антифрикционные твердосмазочные покрытия, а также специальные растворители и очистители для предварительной подготовки поверхностей разрабатывает российская компания «Моденжи».
Материалы MODENGY применяются в средне- и тяжелонагруженных узлах трения скольжения (направляющих, зубчатых передачах, подшипниках и т.д.), на деталях двигателей внутреннего сгорания (юбках поршней, вкладышах валов, дроссельной заслонке), в резьбовом крепеже, трубопроводной арматуре, пластиковых и металлических элементах автомобилей (замках, петлях, пружинах, скобах, механизмах регулировки и т.д.), а также в других парах трения металл-металл, металл-резина, полимер-полимер, металл-полимер.
Покрытия MODENGY наносятся однократно на весь срок службы деталей. С их помощью создаются узлы трения, не требующие дальнейшего обслуживания и применения традиционных смазочных материалов.
Антифрикционные покрытия MODENGY отличаются:
- Высокой несущей способностью
- Работоспособностью в запыленной среде
- Низким коэффициентом трения
- Широким диапазоном рабочих температур
- Высокой износостойкостью
- Противозадирными и антикоррозионными свойствами
- Стойкостью к воздействию кислот, щелочей, растворителей и других химикатов
- Работоспособность в условиях радиации и вакуума

Покрытия ложатся тонким слоем, поэтому практически не меняют исходные размеры деталей, зато обеспечивают им необходимый комплекс триботехнических и защитных свойств.
Применение материалов MODENGY позволяет эффективно управлять трением, повышать ресурс и энергоэффективность оборудования.
Оксидные защитные пленки
Оксидирование – это окислительно-восстановительная реакция металлов, которая возникает благодаря их взаимодействию с кислородом, электролитом или специальными кислотно-щелочными составами. В результате этого процесса на металлических поверхностях образуется защитная пленка, которая увеличивает их твердость, снижает риск образования задиров, улучшает приработку деталей и повышает срок их службы.
Оксидирование используется для получения защитных и декоративных покрытий, а также для формирования диэлектрических слоев. Различают химические, анодные (электрохимические), термические, плазменные и лазерные методы этой обработки.
Резиновые защитные покрытия

Гуммирование, или создание защитных покрытий из резины или эбонита, помогает защитить трубопроводы, химические аппараты, резервуары для перевозки и хранения химических веществ от воздействия агрессивных сред.
Защитное покрытие может быть сформировано из мягкой или твердой резины. Консистенция контролируется добавками серы: мягкая содержит от 2 до 4 % этого вещества, твердая – от 30 до 50 %.
Покрытие наносится на предварительно очищенные и обезжиренные поверхности. Скопившийся после обработки воздух выдавливается валиком. В качестве заключительного этапа гуммирования проводится вулканизация изделий.
Резиновые покрытия являются хорошими диэлектриками, обладают стойкостью ко многим кислотам и щелочам (но не к сильным окислителям). Из существенных недостатков резиновых покрытий можно выделить их старение со временем.
Смазки и пасты
При длительном хранении и перевозке металлоизделий в качестве защитных покрытий могут использоваться специальные смазки и пасты – они препятствуют попаданию на поверхности влаги, пыли и различных газообразных веществ, наносятся кистью или методом распыления.
Консервационные материалы изготавливаются на основе минеральных масел (вазелинового, машинного) и воскообразных веществ (воска, парафина, мыла). Очень популярны смазки, в состав которых входит 5 % парафина и 95 % петролатума (смеси парафинов, масел и минеральных восков – церезинов).
Главный недостаток паст и смазок, применяющихся в качестве защитных покрытий, состоит в том, что целостность образовавшейся пленки легко нарушить. Именно поэтому лучшей альтернативой пластичных составов являются антифрикционные твердосмазочные покрытия.
Все материалы сайта https://atf.ru/ принадлежат
ООО "НОВЫЕ РЕШЕНИЯ" ИНН 5751054390
Гальваническое покрытие: свойства, разновидности, альтернативы

В данной статье рассматриваются особенности процесса гальванизации, виды и области применения гальванических покрытий, а также альтернативы, которые в некоторых случаях вполне оправданно заменяют этот метод защиты металлов.
Гальванизация – это электрохимический метод нанесения металлической пленки, которая препятствует коррозии и окислению поверхностей. Она придает им эстетичный внешний вид, износостойкость и увеличивает твердость.
Данный метод обработки улучшает термостойкость металлов, поэтому его широко применяют в таких отраслях промышленности, в которых присутствуют высокотемпературные процессы.
Как появилось гальваническое покрытие?
Открытием гальванического покрытия мир обязан русскому физику Борису Якоби. В 1836 году в ходе экспериментов он пропускал металлы через соляные и водные растворы, которые находились под воздействием электрического тока.
При прохождении через солевые растворы металлы разделялись на разнозарядные ионы. Положительные оседали на катоде, а отрицательные – на аноде.
Технология гальванизации
Гальванические покрытия требовательны к подготовке поверхностей. Перед началом работ требуется провести тщательную очистку и обезжиривание деталей.

Для металлических поверхностей рекомендуется использовать органические растворители, которые не вызывают коррозии, например Очиститель металла MODENGY
Он эффективно удаляет нефтепродукты, силиконовые масла, консервационные составы, адсорбированные пленки, газы, влагу и другие виды загрязнений. Испаряется быстро и без остатка.
Однако одной очистки и обезжиривания в большинстве случаев бывает недостаточно. Помимо этого проводится пескоструйная обработка и последующая шлифовка наждачной бумагой, специальными пастами.
Гальваническое покрытие выделяет все сколы, царапины и раковины поверхностей, поэтому обрабатываемое изделие должна быть идеально подготовленным.
Далее рассмотрим технологию гальванизации.
На деталь, погруженную в емкость с электролитом, подается отрицательный заряд, в результате чего она становится катодом. Отдельно стоящая металлическая пластина получает положительный заряд и берет на себя функцию анода.
Именно эта пластина служит для образования покрытия. При замыкании электрической сети металл с нее растворяется в электролите и направляется к катоду, где образует равномерную тонкую пленку.
Данный способ гальванизации называется анодным. Благодаря ему при возникновении очагов коррозии разрушается именно гальваническая изоляция, а защищаемый металл в течение длительного времени остается нетронутым.
Существует еще один метод гальванизации – катодное напыление. Он применяется гораздо реже. При нарушении целостности такого покрытия возрастает интенсивность разрушения металла под ним. Этому способствует сама технология нанесения.
Электролит – это проводящий раствор, благодаря которому металлы попадают на катод с анода. Размер емкостей для этой жидкости может быть разным и зависит от производственных задач.
Детали больших размеров находятся в объемных ваннах в подвешенном состоянии. На более мелкие изделия гальваническое покрытие наносится в барабанных емкостях, где отрицательный заряд подается на барабан, который вращается в электролите. Для обработки деталей очень маленького размера (метизы, крепежные элементы) используются колокольные наливные ванны. В процессе работы они вращаются с низкой скоростью, в результате чего детали равномерно покрываются защитным покрытием.
Большое значение имеет плотность тока, который проходит через электролит. Он влияет на структуру формируемого осадка. Данная величина измеряется отношением силы тока к единице поверхности обрабатываемой детали.
При слишком большой величине плотности порошковых отложений много, а при низкой – его вообще не образуется. Это сказывается на качестве конечного покрытия. Именно поэтому процесс гальванизации требует постоянного контроля.
Толщина гальванического покрытия на деталях составляет 6-20 мкм и определяется особенностями металлов, участвующих в гальванизации. Уровень адгезии металлического сплава с поверхностями определяется при помощи специальных тестов.
Совместимость металлов
Совместимость материалов при гальванизации очень важна. Все металлы в соединениях корродируют. В некоторых случаях процесс протекает замедленно. Однако существуют материалы, которые соединять вместе крайне не рекомендуется.
С определенными трудностями связана работа с алюминием и его сплавами. Это связано с тем, что на поверхностях этих материалов присутствует окисная пленка, которая затрудняет процесс гальванизации.
Для алюминия можно использовать следующие сочетания материалов: никель-хром, медь-никель-хром, медь-олово, свинец-олово. Допускается также цинкование и латунирование алюминия.
Области применения гальванических покрытий
Прочность и износостойкость гальванических покрытий позволяет использовать данный вид защиты:
В радиотехнической промышленности
В электронной промышленности
Альтернатива гальваническому покрытию
Повысить прочность и антикоррозионные характеристики металлов можно не только с помощью гальванизации, но и другими методами: закалкой, рекристаллизацией, чеканкой, обкатыванием, газопламенным напылением, наплавкой и т.д.
Одним из наиболее простых и эффективных способов повышения износостойкости металлических изделий, предотвращения их коррозии и защиты от агрессивных внешних факторов является применение специальных твердосмазочных покрытий. Внешне они напоминают лакокрасочные материалы, только вместо пигмента содержат частицы твердых смазочных веществ.
Такие покрытия создают на поверхностях тонкую сухую пленку, которая обладает высокой несущей способностью и низким коэффициентом трения. Это особенно важно для металлических деталей, которые являются частью подвижных механизмов, работают при очень высоких нагрузках, давлениях и температурах.
Рассмотрим особенности антифрикционных твердосмазочных покрытий на примере материалов MODENGY. Их основу составляют неорганические и органические связующие вещества, а также твердые смазочные материалы: графит, дисульфид молибдена, политетрафторэтилен (ПТФЭ), нитрид бора, дисульфид вольфрама, фториды бария и кальция.
Эти материалы формируют на поверхностях прочный композиционный слой. Он представляет собой полимерную матрицу с равномерно распределенными в ней частицами твердых смазочных веществ. Они заполняют и сглаживают микронеровности поверхностей, тем самым увеличивая их опорную площадь и несущую способность.
Покрытия MODENGY обладают высоким сопротивлением сжатию и малым сопротивлением сдвигу, поэтому их коэффициент трения достигает значений в несколько сотых при контактных давлениях, соизмеримых с пределом текучести материала основы.
Многие из материалов MODENGY доказали свою работоспособность в условиях радиации и вакуума. Их несущая способность достигает 2500 МПа, диапазон рабочих температур составляет от -200 до +560 °C. Благодаря технологии сухой смазки, которую они реализуют, покрытия эффективно работают в запыленных условиях.
Жидкие покрытия наносятся стандартными методами окрашивания: распылением, окунанием, центрифугированием. Составы в аэрозольной фасовке не требуют какого-либо оборудования.
Виды гальванических покрытий
В зависимости от назначения гальванические покрытия подразделяются на следующие виды:
Защитные: служат для изоляции металлических изделий от механических повреждений и воздействия агрессивных сред
Защитно-декоративные: предназначены для защиты деталей от агрессивных и разрушающих внешних факторов, а также для придания им эстетичного внешнего вида
Специальные: служат для улучшения определенных характеристик поверхностей, например, повышения износостойкости и твердости, электроизоляционных, магнитных свойств
В некоторых случаях гальванизация применяется для восстановлении изначального вида изделий после их длительной эксплуатации.
Гальваническое покрытие позволяет создавать точные копии деталей, которые обладают даже очень высокой сложностью рельефа. Данный процесс называется гальванопластикой.
Меднение
В качестве покрытия используется медный купорос. Такая обработка способствует повышению прочности металлических изделий и повышению их токопроводящих свойств. Металлы с медным покрытием используются для производства электропроводников.

Хромирование
Данная процедура повышает прочностные характеристики металлов, а также их сопротивляемость различным агрессивным воздействиям. Помимо этого, она улучшает внешней вид деталей и восстанавливает поврежденные элементы.

В зависимости от технологии выполнения хромированное покрытие может обладать различными свойствами и параметрами. Например, серое матовое увеличивает твердость металла, блестящее повышает его износостойкость, молочное пластичное придает эстетичный внешний вид и усиливает стойкость к коррозии.
Цинкование
Самая популярная операция гальванизации. Тонкий слой цинка придает металлам блеск и предотвращает образование коррозии. Цинкование особенно популярно в строительной и автомобильной индустрии. Цинк используется для обработки трубопрокатных изделий, емкостей, опорных и кровельных конструкций, кузовных деталей автомобилей.

Железнение
Используется для усиления прочностных характеристик легкоизнашиваемых деталей, например, из меди. Такое покрытие практически не подвержено воздействию коррозии.
Никелирование
Данный метод обработки является оптимальным для придания металлам устойчивости к воздействиям окружающей среды. Слой никеля надежно защищает изделия от коррозии, возникающей вследствие загрязнения щелочами, кислотами, солями. Никелированные детали отличаются очень высокой стойкостью к истиранию и механическим повреждениям.

Латунирование
Используется для защиты металлов от воздействия коррозии. Кроме того, слой латуни обеспечивает лучшую адгезию металлических деталей с резиной.

Серебрение и золочение
Эти операции применяются в ювелирном деле, радиоэлектронной и электротехнической отраслях. Серебро и золото придают поверхностям презентабельный внешний вид, высокие отражающие свойства, предотвращают коррозию, улучшают токопроводящие свойства, повышают твердость и защищают от агрессивных внешних факторов.

Родирование
Слой родия увеличивает сопротивляемость деталей воздействию химически агрессивных сред, а также придает им дополнительную механическую стойкость. Родирование предотвращает окисление, потускнение изделий из серебра.
Покрытие оловом
Олово увеличивает прочность и твердость металлических деталей. Гальванизация этим материалом применяется для алюминия, цинка, стали и меди.

Защитные и декоративные покрытия сталей и сплавов, способы их нанесения, применяемость

Наиболее распространенное из них – цинковое. Оно значительно увеличивает срок службы изделия, технологично и недорого.
В ассортименте ЦКИ имеются изделия, оцинкованные по различным технологиям:
- электролитическое (гальваническое) цинкование;
- горячее цинкование;
- термодиффузное цинкование (шерардизация);
- цинк-ламельное покрытие.
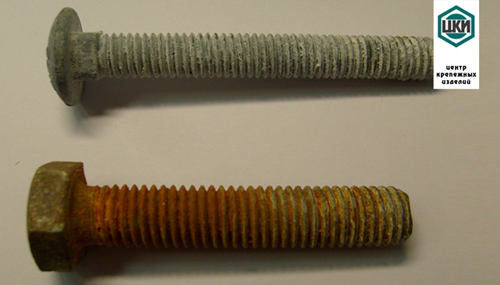
Защитное действие цинкового покрытия построено на том, что при наличии контакта с агрессивной средой (например, влажной атмосферой) процессы коррозии предпочтительно развиваются на цинке. Тем самым коррозия основного материала – железа (стали) временно подавляется. Однако защита подобного рода не слишком долговечна – она действует до полного окисления слоя цинка на поверхности стали. В машиностроении толщины цинковых покрытий обычно составляют 7-15 мкм, в строительной индустрии - 50-100 мкм.
Внешне процесс коррозии стали с гальваническим цинковым покрытием в камере соляного тумана (стандартная испытательная среда) выглядит так. Через несколько часов после начала испытаний на изделии появляется белый, сперва компактный, а позднее – рыхлый налет – оксид цинка. Затем через его поры начинается коррозия основного металла. Она проявляется в виде красно-коричневых точек и пятен – ржавчины, в тех местах, где цинковое покрытие уже стало проницаемым.
Технология электролитического цинкования основана на процессе электролиза. Схема установки для электролиза очень проста.
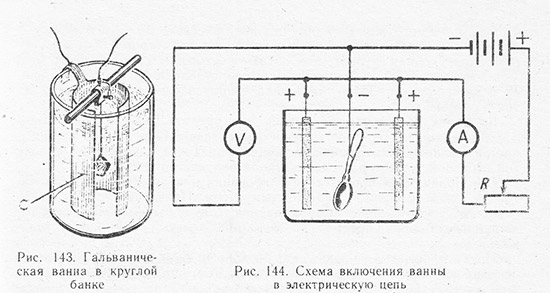
В ванне с электролитом помещаются стальное изделие (ложка), которое необходимо покрыть, и пластины чистого цинка. К ним через специальные зажимы подводится постоянный ток. При этом «-» подается на изделие (катод), а «+» -- на цинковые пластины (аноды). Электролитом служат растворы различных кислот, щелочей и солей. В процессе электролиза цинковый анод растворяется, его ионы переносятся катоду – изделию, где восстанавливаются до металла и осаждаются на поверхности покрываемого изделия. Следует иметь в виду, что одновременно с осаждением цинка на той же поверхности образуется газообразный водород. Он проникает в металл, формирует газовые пустоты, которые перестраивают кристаллическую решетку, снижая тем самым механические характеристики металла. Именно поэтому цинкование не рекомендуется применять для изделий из материала с классом прочности выше 8.8.
Для повышения коррозионной стойкости и придания изделиям улучшенного декоративного вида применяют пассивирование. Оно заключается в том, что непосредственно после нанесения и промывки цинковое покрытие погружают на 5-10 минут в раствор бихромата натрия и серной кислоты. Цинковое покрытие при этом приобретает зеленовато-желтую окраску с радужными оттенками. Поэтому при неформальном общении его часто называют «желтым цинком». Если необходимо получить блестящее покрытие, применяют другой раствор, содержащий хромовый ангидрид, серную и азотную кислоты. Он не только пассивирует, но и осветляет поверхность изделия. Защитный эффект, вызываемый пассивированием, основан на заполнении пор цинкового покрытия соединениями хрома VI. Довольно часто употребляется термин «голубое» хроматирование. В этом случае речь идет о покрытиях, полученных при пассивировании составом, содержащим хром III.
На сегодняшний день электролитическое цинкование является самым распространённым способом защиты крепежных изделий от коррозии. Это обусловлено высокой производительностью гальванических агрегатов, низкой себестоимостью процесса и достаточно высокой защитной способностью.
Другой массовой технологией нанесения цинка является горячее цинкование. В этом случае стальные изделия погружают в расплавленный цинк при температуре от 445 до 460°C. Образование покрытия при этом происходит гораздо быстрее, чем при электролитическом способе: скорость горячего цинкования может достигать 80 мкм/мин. Это чрезвычайно удобно при нанесении покрытий на крупногабаритные детали.

Если обработке подвергаются мелкие детали, избыток цинка удаляют с помощью центрифуги, а детали сложной формы вообще к обработке в расплаве не допускаются.
Структура горячего покрытия состоят из двух слоев. Внутренний представляет собой сплав железо-цинк переменного состава (интерметаллид), а наружный – собственно металлическое цинковое покрытие. Существуют технологические приемы, позволяющие изменять толщину и структуру этих слоев. А высокая скорость формирования покрытия проявляется в крупном зерне внешнего цинкового слоя.

Узнать подробнее о технологии и свойствах горячего цинкования вы можете в технической статье. Кроме того, вы можете сравнить результаты испытаний горячеоцинкованного крепежа и метизов с гальваническим покрытием в статье ЦКИ "Горячеоцинкованный крепеж".
Термодиффузное цинкование (шерардизация) – насыщение верхнего слоя металлического изделия цинком (термодиффузный слой). Достаточно сложная и дорогая технология нанесения защиты. Производится в разогретых вращающихся центрифугах с цинковой пылью. Температура в контейнере достигает 290–450 °C. Шерардизация позволяет получить толщину покрытия в диапазоне от 6 до 110 мкм, причём покрытие образуется ровное и беспористое, с высокой адгезией к подложке. Защитная способность такого покрытия в 3–5 раз выше, чем у гальванического, и сравнима с горячецинковым. Этот способ используется для защиты металлопродукции специального назначения, например, для деталей железнодорожного транспорта. К минусам стоит отнести небольшую производительность, лимитируемую объёмами камер для цинкования, ограничение размера деталей размером контейнера и отсутствие декоративных свойств у диффузионного покрытия (серые тона, отсутствие блеска).

Цинк-ламельное покрытие содержит до 80% цинковых чешуек (ламелей), 10% алюминиевых и связующую основу (акриловые, уретановые, эпоксидные и кремнийорганические смолы). Микроскопические чешуйки расположены параллельно, поэтому перекрывают друг друга, не оставляя «пробелов» на металлической поверхности, куда мог бы попасть кислород. Кроме того, скорость окисления алюминия ниже, чем цинка, поэтому цинк-алюминиевое покрытие в 3 раза устойчивее к коррозии, чем стандартное горячеоцинкованное покрытие.
Цинк-ламельное покрытие можно наносить не только на чёрный металл, но и на оцинкованную сталь, никель, алюминий, медь, нержавеющую сталь и другие металлы. При необходимости на базовое покрытие наносятся дополнительные слои, которые повышают коррозионную и химическую устойчивость, придают нужный цвет и увеличивают износостойкость. Как правило крепежные изделия покрываются цинк-ламелью методом погружения в раствор, остатки которого удаляются в центрифуге.
Среди всех видов покрытия цинк-ламельное заметно превосходит аналогичные, выигрывая по физическим и эстетическим параметрам. Несмотря на то, что детали покрываются тонким слоем состава и полностью сохраняют свою форму, они на 100% защищены от коррозии, а металл – от проникновения водорода и охрупчивания. Такое покрытие выдерживает максимальный класс нагрузки – С5. Его просто наносить на детали сложной формы, а требования к толщине материала базы минимальны. Несмотря на очевидные преимущества цинк-ламельного покрытия, в России его пока используют предприятия, которые можно сосчитать по пальцам одной руки.

Существуют также многочисленные варианты покрытий на цинковой основе.
На саморезах SPAX после нанесения гальванического цинкового покрытия производится заполнение его пор суспензией фторопласта. Это повышает коррозионную стойкость системы, а также, что не менее важно, ее антифрикционные свойства.
На практике цинковое покрытие наносится на крепежные детали в подавляющем большинстве случаев. Однако, когда это по каким-либо причинам невозможно (например, из-за наводороживания высокопрочных сталей) или когда к покрытию предъявляются какие-либо специальные требования, используются фосфатное и оксидное покрытия.
Фосфатное покрытие
Фосфатное покрытие – результат фосфатирования. Так называют процесс химической обработки стали (как, впрочем, и других металлов и сплавов), в растворах фосфорнокислых солей щелочных металлов или аммония. В результате фосфатирования на поверхности изделия возникает слой из труднорастворимых солей – фосфатов железа. Покрытие имеет цвет от темно-серого до черного и шероховатую поверхность. Обычная толщина защитного слоя составляет 2-5 мкм. Он устойчив против воздействия керосина, смазочных масел, кислорода воздуха, выдерживает кратковременный нагрев до 500 0 С и охлаждение до - 75 0 С, но разрушается под действием кислот и щелочей. Часто используется как грунт – покрытие под окраску.
В нашем ассортименте фосфатные покрытия можно встретить:


Оксидное покрытие
Оксидное покрытие – результат оксидирования. Так называется процесс получения на поверхности изделия искусственно образованной пленки, состоящей преимущественно из оксидов покрываемого материала. В случае оксидировании сталей и чугунов на их поверхности образуется темная пленка, состоящая условно из оксида железа Fe3O4 толщиной всего несколько мкм. Среди прочих других, наиболее распространен способ химического оксидирования. При его реализации покрываемое изделие погружают в кипящий раствор, чаще всего состоящий из щелочи и окислителей — нитратов и нитритов. Получающаяся пленка плотно сцеплена с металлом основы, имеет черный цвет. Для повышения коррозионной стойкости пленку промасливают, благодаря чему ее поры заполняются и становятся непроницаемыми для внешней агрессивной среды. Одним из широко распространенных вариантов оксидирования является воронение. Название происходит от цвета покрытия. Оно черное с синим отливом, как крыло у ворона.
В нашем ассортименте оксидные покрытия можно встретить:
- на изделиях из стали класса прочности большего, чем 8.8, для предотвращения наводороживания при цинковании;

- на винтах установочных, где недопустимо использование мягкого покрытия;


Латунирование и никелерование
Латунирование придает покрываемым изделиям декоративные свойства. Чаще всего используется при монтаже сантехники. Основными составляющими латуни являются медь и цинк в разных сочетаниях, но в принципе преобладает медь. Типичная латунь имеет золотистый цвет. Общепринятый состав электролитически осаждаемой латуни содержит около 60-70% меди и 30-40% цинка.
Латунированные детали представлены в ассортименте ЦКИ мебельными винтами и шурупами, а также мебельными декоративными гайками.

Никелерование используется для придания крепежу большей стойкости в соляном тумане. Толщина наносимого покрытия обычно составляет от 1 до 50 мкм. Никелированию подвергаются детали, изготовленные из стали и сплавов на основе меди, алюминия, железа, а также гальваническое никелирование может наноситься на изделия из титана, молибдена, вольфрама. При никелировании стальных деталей на них обычно наносится подслой меди.
В ЦКИ никелем покрываются заклепки. С подробностями вы можете ознакомиться в разделе «Заклепки».
Лакокрасочные покрытия

Порошковая покраска придает изделиям декоративный вид и стойкость к коррозии. Покраска саморезов, заклепок и другого крепежа увеличивает срок его эксплуатации. Также плюсом является отсутствие «заливания» сложных шлицов на саморезах и винтах, таких как внутренний шестигранник и Torx, а также высокая адгезия к подложке.
Нитрид-титанирование (TiN)
Нитрид титана применяется для покрытия режущего инструмента и битах для увеличения ресурса.
В ассортименте ЦКИ вы можете найти следующие изделия с титан-нитридовым покрытием:
Полимерное покрытие: виды, свойства, нанесение
Применение полимерных покрытий позволяет защитить металлические поверхности от коррозии, механических повреждений, внешних, химических и других воздействий. Они представляют собой порошкообразные вещества на основе различных смол и полимеров.
Полимерные покрытия: виды
Для создания полимерных покрытий применяются следующие материалы:
Рассмотрим их подробнее.
Пластизоль
В состав данного покрытия входит поливинлхлорид (ПВХ) и вещества-пластификаторы. Слой нанесенного материала составляет 200 мкм, благодаря чему обеспечивается очень высокая степень защиты от механических воздействий. Помимо этого, ПВХ устойчив к агрессивным погодным условиям и химическим веществам.

Существует ограничение на применение пластизола в жарком климате, что обусловлено низкой термостойкостью покрытия – да +80 °C. Такое покрытие также склонно к быстрому выцветанию, поэтому для него используются только светлые тона, которые обладают высокими светоотражающими свойствами, меньше нагреваются и выгорают.
Покрытия на основе пластизола применяются для создания тисненых, фактурных оснований и штампованных рисунков. Благодаря таким декоративным свойствам они могут образовывать древесную, кожаную и другие виды текстур.
Полиэстер
Полиэстеровые покрытия – самая дешевая и распространенная разновидность материалов. Они медленно выгорают, что позволяет им длительное время сохранять свой цвет, и устойчивы к воздействию ультрафиолета. Такие покрытия обладают высокими антикоррозионными свойствами и не разрушаются от перепадов температур.

Отрицательной чертой полиэстера является невысокая прочность, которая является побочным эффектом тонкого слоя материала на поверхностях. Материал очень легко царапается и повреждается. Решить это возможно посредством обработки кварцевым песком. Но такая дополнительная процедура сделает процедуру нанесения дороже.
Существует две разновидности полиэстеровых покрытий: глянцевая и матовая. Они различаются только по свойствам. Матовое покрытие имеет шероховатую поверхность, может применяться для имитации текстуры и рельефа древесины, кирпича или камня, наносится толстым слоем, поэтому, в отличие от глянцевого, срок службы такого материала может достигать до 40 лет.
Пурал
Для изготовления пурала используется полиуретан и модифицированный полиамид. Данное покрытие имеет шелковисто-матовую поверхность и отличается невосприимчивостью к резким температурным передам и высокой термостойкостью.
Это очень долговечный материал – он может прослужить до 50 лет. Не смотря на тонкий слой (до 50 мкм), пурал очень трудно повредить. Помимо этого, данный вид покрытий не выцветает и выдерживает длительное воздействие агрессивных веществ.

Из минусов пурала можно выделить высокую стоимость и меньшую, чем у пластизоля, стойкость к пластическим деформациям. Но, несмотря на это, данный материал более оптимален по соотношению характеристик и стоимости.
Покрытия на основе пурала применяются на производствах кровельных элементов из оцинкованного металла. Они имеют красивый внешний вид, устойчивы к воздействию ультрафиолета и прекрасно защищают от коррозии.
ПВДФ (полвинилденфторид) – одно из популярных видов полимерных покрытий. В его состав входит поливинилхлорид (80 %) и акрил (20 %). Благодаря стойкости к выцветанию и блестящей поверхности ПВДФ используется в декоративных целях: для придачи основаниям эффекта «металлик, глянцевого блеска, серебристых или медных металлических оттенков.

Покрытие обладает очень высокой стойкостью к механическим повреждениям и имеет наибольший срок службы. Оно также подходит для обработки изделий, работающих в агрессивных условиях.
Антифрикционные покрытия как разновидность полимерных
Особый вид полимерных покрытий – антифрикционные твердосмазочные покрытия (АТСП). Они похожи на краски, но краситель в них заменен на мельчайшие истицы твердых смазок, распределенных по объему связующего вещества и растворителя.
Для производства полимерных АТСП используется политетрафторэтилен (тефлон, ПТФЭ), дисульфид молибдена, графит и другие твердосмазочные вещества. В качестве связующего могут выступать как органические, так и неорганические материалы: титанат, эпоксидная смола, акриловые, полиамид-имидные, фенольные и т.п. компоненты.
В России разработкой и изготовлением таких материалов занимается компания «Моделирование и инжиниринг». В линейку продукции входят антифрикционные твердосмазочные покрытия, предназначенные для решения различных задач, очистители и специальные растворители.
Полимерные покрытия MODENGY – MODENGY 1010, MODENGY 1011, MODENGY 1014 и другие – отлично зарекомендовали себя в подшипниках скольжения, направляющих скольжения, зубчатых передачах, других средне- и тяжелонагруженных узлах трения скольжения, крепеже и резьбовых соединениях, деталях двигателей транспортных средств (штоки клапанов, юбки поршней, дроссельные заслонки, коренные вкладыши, шлицевые соединения), трубопроводной арматуре, металлических и пластиковых элементах автомобильной техники (скобы, пружины, петли, замки, механизмы регулировки и т.п.), а также других парах трения металл-полимер, металл-резина, металл-металл, полимер-полимер.

Преимущества полимерных покрытий MODENGY:
Работоспособность в запыленной среде, вакууме и радиации
Низкий коэффициент трения
Высокие противоизносные, антикоррозионные и противозадирные свойства
Широкий диапазон рабочих температур
Устойчивость к кислотам, органическим растворителям, щелочам и прочим химикатам
Способность создавать на деталях тонкий защитный слой, практически не меняющий их исходный размер
Полимерные покрытия MODENGY позволяют эффективно управлять трением, повысить ресурс и эффективность оборудования, обеспечить поверхностям деталей необходимый набор защитных и триботехнических свойств.
Благодаря применению АТСП MODENGY можно полностью отказаться от пластичных масел и смазок. Технология твердой смазки позволяет создать узел трения, которому не требуется обслуживания. Антифрикционные покрытия наносятся однократно и обеспечивают смазывание и защиту различных деталей в течение всего срока их службы.
Особенности полимерных покрытий
К полимерным покрытиям предъявляют достаточно серьезные требования. Во-первых, они должны обладать очень высоким сцеплением с поверхностью, так как они связываются с металлическим основанием на молекулярном уровне, а не просто его покрывают. Второе – устойчивость к различным деформациям, которая не позволяет покрытию разрушиться при механических воздействиях.
В-третьих, такие материалы не должны терять своих свойств при длительном воздействии воды, щелочей, растворителей, различных химикатов, высоких температур, УФ-излучения. Если покрытие отвечает всем этим запросам, область его применения существенно расширяется.
Преимущества:
Возможность выбрать практически любой цвет
Устойчивость к агрессивным веществам и воде
Поговорим о минусах полимерных покрытий. Главный из них – высокая стоимость, которая складывается из количества материала и применения специального оборудования. Но, наряду с этим, полимерный слой наносится на весь срок эксплуатации, а также не требует обновления или подкрашивания слоя. Поэтому окупаемость такого покрытия происходит очень быстро.

Сложное удаление с поверхности, в то же время, является и минусом. От них очень сложно очистить основания деталей, так как полимерные составы слабовосприимчивы к механическому воздействию и химикатам. Ввиду того, что специальных очистителей для удаления подобных материалов не существует, просто так стереть такой слой не получится. Это также обусловлено связью полимерного покрытия с поверхностью на молекулярном уровне. Чтобы его удалить, потребуется специальный инструмент.
Полимерные покрытия не получится нанести самостоятельно. Технологический процесс включает в себя применение определенного оборудования, которое можно найти только на предприятиях или специалистов, занимающихся выполнением подобных работ. При попытке нанесения с использованием подручных средств ничего не получится, а израсходованные средства будут потрачены впустую.
Ну и последний минус – нанесение полимерных покрытий, кроме антифрикционных, возможно только на металлы, которые хорошо проводят электричество. Это обусловлено применением технологии магнитной индукции для создания слоя покрытия.
Технология нанесения
Оборудование играет главную роль при нанесении, особенно краскопульт. Его особенность состоит в том, что кроме распыления материала, он заряжает его электричеством. На окрашиваемую деталь подается отрицательный заряд, а на бак краскопульта – положительный. Магнитная индукция возникает при контакте краски и поверхности покрываемого элемента. По своей природе она схожа с дуговой сваркой при замыкании электрода.
Нанесение состоит из нескольких этапов. Их качество напрямую зависит от умений маляра. Даже малейшие отклонения от технологии могут привести к порче изделий, а также полностью лишить полимерное покрытие рабочих характеристик.
В первую очередь производится подготовка окрашиваемых поверхностей. С них нужно удалить все возможные загрязнения и окислы, а затем обезжирить. Участки деталей, которым не требуется окраска, закрываются.
Следующий этап – нанесение. Сюда входит грунтование, окрашивание и лакирование. Все эти действия выполняются в специальных камерах, которые изолированы от проникновения пыли и других частиц. Сама камера должна иметь хорошее освещение, так как мастеру в процессе работы нужно видеть поверхность детали при любом ракурсе, чтобы правильно нанести покрытие. Сами детали подвешиваются на специальных крюках и на них подается отрицательный заряд. После этого следует нанесение. Вследствие того, что по технологии покрытие следует нанести одним слоем за один раз, этот процесс занимает очень много времени. При каких-либо паузах при нанесении полимерный слой будет неравномерным.

Далее следует отверждение покрытия. Детали медленно нагреваются в специальной камере с максимальной температурой +200 °C в течение 60 минут. Время и температура зависят от слоя. Так, например, для грунта нужно меньше времени и невысокие температуры, чем для отверждения лака. Правильность полимеризации также зависит от скорости повышения температуры в печи. Все дело в том, что при нагреве краска растекается по поверхности изделий и заполняет все труднодоступные места, а для этого нужно медленное и равномерное нагревание.
На следующем этапе детали охлаждаются. Для этого температура постепенно снижается до +100 °C. Для этого не требуется специальных приспособлений, так как печь остывает без постороннего вмешательства. При резком падении температуры до 100 °C покрытие на поверхности деталей может растрескаться. По этой же причине запрещается открывать печь.
После охлаждения изделий они извлекается из печи и доставляются в камеру покраски для напыления следующего слоя покрытия. Последний слой – декоративный, и его нанесение необязательно. Он лишь усиливает эстетичные свойства краски, а для обеспечения оптимальных защитных параметров достаточно двух слоев покрытия.
Защитные покрытия для металлов

Различные покрытия металлов используются для изоляции этих материалов от агрессивной окружающей среды. Чтобы выполнять свою основную функцию, покрытия должны быть сплошными, непроницаемыми, равномерно распределяющимися по поверхности. Также они должны обладать хорошей адгезией, высокой износостойкостью, жаростойкостью и твердостью.
Защитные покрытия подразделяют на металлические и неметаллические. Рассмотрим подробнее обе категории.
Металлические покрытия наносятся на различные поверхности (не только на металл, но и на стекло, керамику, пластмассу и др.) в целях их защиты от коррозии, придания твердости и износостойкости, электропроводящих и декоративных функций.
Для придания поверхностям антикоррозионных свойств покрытия наносятся следующими способами:
- Гальванизацией (электролитическим методом): металл или сплав осаждается на поверхность в виде водных растворов солей путем постоянно пропускания тока через электролит
- Газотермическим напылением: расплавленный металл распыляется на обрабатываемую поверхность с помощью струи воздуха
- Окунанием: горячий способ нанесения покрытия методом погружения изделия в ванну с расплавленным металлом
- Плакированием (термомеханическим методом): на поверхность основного металла наносится другой, более устойчивый к агрессивной среде, путем литья, совместной прокатки, прессования или ковки
- Термодиффузионным методом: покрытие проникает в поверхностный слой основного металла под воздействием высокой температуры
По способу защиты металлические покрытия подразделяют на анодные и катодные – в зависимости от того, анодом или катодом является металлопокрытие к обрабатываемому изделию.
Электрохимическую защиту от коррозии осуществляют исключительно анодные покрытия, имеющие более отрицательный электрохимический потенциал. Под воздействием окружающей среды они постепенно разрушаются, но при этом сохраняют целостность изделий.
Хорошим примером анодного покрытия металлов является цинковый защитный слой не железе.

Катодные защитные покрытия, имеющие положительный электродный потенциал, используются намного реже, так как защищают детали лишь механически. Основной металл изделия, являющийся анодом, при подводе к нему влаги начинает интенсивно разрушаться, поэтому катодное покрытие должно быть сплошным, без малейших пор и царапин. Примером такого покрытия служит оловянная или медная защита на железе.
Гальванизация относится к электрохимическим методам нанесения металлических покрытий.
Получаемый защитный слой предупреждает коррозию и окисление, улучшает износостойкость и прочность изделий, придает им эстетичный внешний вид.
Гальванические покрытия распространены в строительстве, авиа- и машиностроении, радиотехнике и электронной промышленности.
В зависимости от назначения они бывают защитными, защитно-декоративными и специальными. Назначение первых двух понятны уже из названий. Специальные наносятся на изделия для придания им повышенной твердости и износостойкости, улучшенных электроизоляционных, магнитных и других свойств.

Разновидностями гальванизации являются меднение, хромирование, цинкование, железнение, никелирование, латунирование, родирование, золочение, серебрение, покрытие оловом.
Газотермическое напыление – это метод переноса расплавленных частиц на обрабатываемую поверхность при помощи газового или плазменного потока. Покрытия, образованные газотермическим способом, обладают износостойкостью, коррозионной устойчивостью, антифрикционными, противозадирными, термостойкими, электропроводными и другими свойствами.
В качестве напыляемого материала используются проволоки, шнуры и порошки из металлов, керамики или металлокерамики.
Существуют следующие методы газотермическогого напыления:
- Высокоскоростное газопламенное напыление: используется для образования плотных металлокерамических и металлических покрытий
- Детонационное напыление: применяется для восстановления небольших поврежденных участков поверхности
- Плазменное напыление: используется для создания тугоплавких керамических покрытий
- Электродуговое напыление: применяется для нанесения антикоррозионных металлических покрытий на большие площади поверхности
- Газопламенное напыление: самый простой и недорогой метод в плане внедрения и эксплуатации; используется для защиты больших поверхностей от коррозии и восстановления геометрии деталей
- Напыление с оплавлением: металлургически связывает покрытие с основанием; применяется в тех случаях, когда отсутствует риск деформации деталей или этот риск оправдан
Окунание в расплав
При использовании данного метода деталь окунается в расплавленный металл: олово, цинк, алюминий или свинец. Перед погружением поверхности обрабатываются флюсом, состоящим из хлорида аммония (52-56 %), глицерина (5-6 %) и хлорида покрываемого металла. Такая обработка позволяет удалить солевые и оксидные пленки, а также защитить расплав от окисления.

Данный метод не слишком распространен, так как расходует большое количество защитного покрытия, при этом не обеспечивая его равномерную толщину и не позволяя наносить металл в узкие зазоры.
Данный вид обработки поверхностей по отношению к черным металлам является анодным и обеспечивает эффективную электрохимическую защиту стали. Покрытие обладает высокой адгезией с основой, в процессе эксплуатации не отслаивается. Оно также обладает высокой стойкостью к механическим нагрузкам и деформации.
Термодиффузионный метод позволяет добиться однородного по толщине слоя даже на деталях сложных форм. Кроме этого такое покрытие очень устойчиво к коррозии и не вызывает водородного охрупчивания металла. В качестве наносимого материала выступает цинк.
Неметаллические покрытия
Неметаллические защитные покрытия применяются для изоляции металлических изделий от воздействия внешней среды (в первую очередь, влаги) и придания им эстетичного внешнего вида.
К неметаллическим относятся полимерные, резиновые, лакокрасочные, эмалевые, оксидные и др. покрытия.
Полимерные покрытия
На сегодняшний день данный вид покрытия металла является наиболее популярной альтернативой оцинковке и окраске изделий.
Детали, обработанные полимерными веществами, имеют долгий срок службы, эстетичный внешний вид, отличные электроизоляционные, высокотемпературные и противоизносные свойства.
В качестве напыляемого материала чаще всего выступают полиэстер, пластизоль, полиуретаны, поливинилдефторид и некоторые другие.
Одной из самых современных и высокотехнологичных разновидностей полимерных покрытий являются антифрикционные покрытия (АФП).
По структуре они похожи на краски, однако вместо пигмента содержат высокодисперсные частицы твердых смазочных веществ: дисульфида молибдена, графита, политетрафторэтилена (ПТФЭ) и пр. Эти компоненты равномерно распределены в полимерной связующем, в качестве которого могут выступать эпоксидные, акриловые, титанатовые и другие смолы.
Например, в России такие покрытия разрабатывает компания «Моделирование и инжиниринг».
Основным предназначением АФП MODENGY являются:
- Средне- и тяжелонагруженные узлы трения скольжения (направляющие, зубчатые передачи, подшипники и т.д.)
- Детали ДВС (юбки поршней, подшипники скольжения, дроссельная заслонка и др.)
- Пластиковые и металлические компоненты автомобилей (замки, петли, пружины, скобы, механизмы регулировки в салоне автомобиля и т.д.)
- Резьбовые соединения и крепеж
- Трубопроводная арматура
- Другие пары трения металл-металл, металл-резина, полимер-полимер, металл-полимер.
Антифрикционные твердосмазочные покрытия (АТСП) MODENGY наносятся однократно на весь срок службы узлов трения, что позволяет полностью отказаться от регулярно восполняемых масел и пластичных смазок.
Высокая популярность АТСП обусловлена их высокой несущей способностью, низким коэффициентом трения, широким диапазоном рабочих температур, устойчивостью к воздействию воды и химикатов, работоспособностью в запыленной среде, условиях радиации и вакуума.
Тонкий слой защитного покрытия практически не влияет на исходную точность размеров детали.
Эмалирование
Эмаль – это тонкое покрытие на металле, обладающее антикоррозионными свойствами. Получают его с помощью высокотемпературной обработки стекловидного порошка, смешанного с водой.
Оксидирование
Оксидирование – это окислительно-восстановительная реакция металла, которая возникает благодаря взаимодействию с кислородом, электролитом или специальными кислотно-щелочными составами. Результатом процесса является образование защитной пленки, которая увеличивает твердость поверхности, увеличивает срок службы деталей, улучшает приработку, снижает образование задиров.

Оксидирование бывает анодным, химическим, термическим, плазменным, лазерным (последнее доступно только в промышленных условиях).
Окрашивание
Данный метод антикоррозионной защиты металла хорошо известен каждому. Однако лакокрасочные покрытия не отличаются термостойкостью и износостойкость, повредить их очень легко.
Основным преимуществом окрашивания является низкая стоимость и достаточно простая технология. Достаточно провести тщательную подготовку поверхности и придерживаться рекомендаций по нанесению используемого материала.
Срок службы лакокрасочных покрытий зависит от условий эксплуатации деталей. При высоких нагрузок и температурах их не применяют, используя чаще всего в качестве декоративного слоя.
Читайте также: