Какие факторы наиболее сильно влияют на свариваемость металла
Обновлено: 04.07.2024
Свариваемость – техническая характеристика, которая позволяет определить способность различных металлов под воздействием высоких температур создавать прочные соединения, которые впоследствии можно будет эксплуатировать в условиях механических и физических нагрузок.
Чаще всего для сваривания применяются стальные сплавы, способность которых создавать соединения основывается на двух главных показателях – стойкости сварного шва и склонности к образованию холодных либо горячих трещин в процессе работы.
В зависимости от степени свариваемости металлы подразделяются на четыре основных группы. К первой из них относятся типы стали, сварка которых может быть выполнена классическим способом, без предварительного подогрева и накаливания в процессе работы. Однако для снятия механического напряжения по окончании сварки готовое изделие может быть подвергнуто термической обработке.
Во вторую группу входят металлы, которые могут нуждаться в подогреве до начала и в процессе сварки, что позволяет избежать образования трещин.
Третья группа включает в себя металлы, которые при обычной сварке в нормальных условиях обязательно дают трещины. Поэтому перед началом работы их необходимо прогревать, поддерживая заданный температурный режим во время сварки, а по ее окончании подвергать дополнительной термической обработке.
Четвертая группа является самой малочисленной, и в нее входят металлы, которые практически не поддаются сварке, так как при любых попытках соединить между собой два куска одного и того же сплава образуются трещины.
Стоит также отметить, что самой лучшей свариваемостью обладают те виды стали, в которых содержание углерода не превышает 0,3%. Работать с такими сплавами можно абсолютно при любом температурном режиме, так как он не влияет ни на качество шва, ни на возникновение трещин.
Методы оценки свариваемости
Свариваемость является одной из наиболее важных технологических характеристик, по которой оценивают пригодность металла для изготовления конструкций. Свариваемость материалов рассматривают как собирательное понятие, которое характеризуется двумя параметрами: пригодностью к сварке и надежностью сварного соединения. Под свариваемостью понимают способность металлов и других материалов образовывать сварное соединение, свойства которого близки к свойствам основного металла.
Различают технологическую и эксплуатационную свариваемость. В свою очередь, технологическую свариваемость подразделяют на металлургическую и тепловую. Металлургическая свариваемость характеризует способность материала свариваться различными видами сварки без образования в металле горячих (кристаллизационных) и холодных трещин. При этом под технологической прочностью сварных соединений понимают их способность выдерживать без разрушения различного рода воздействия, которые могут возникать в процессе сварки, остывания и вылеживания сварных конструкций под влиянием сварочных деформаций и напряжений.
Тепловую свариваемость стали оценивают по изменению ее свойств под действием термического цикла сварки. Эксплуатационную свариваемость определяют по соответствию механических свойств конкретных сварных соединений требованиям нормативно-технических документов.
В последнее время, для упрощения оценки свариваемости арматуры НИИЖБ (А. М. Фридман) предложил пятибалльную систему которая предусматривает следующие баллы свариваемости при испытании сварных соединений статическим растяжением: равнопрочность сварных соединений исходному металлу—балл 5;
прочность сварного соединения не ниже нормируемой для исходного материала — балл 4;
прочность не ниже нормируемой для сварных соединений по ГОСТ 10922—75 —балл 3.
Если сварное соединение не обеспечивает минимума требуемых механических свойств, свариваемость арматурной стали оценивается баллом 2, а сварные соединения не допускаются к применению.
Особенности металлургических процессов при сварке
Процессы расплавления и затвердевания металла, сопровождающиеся изменением его химического состава и кристаллического строения, называются металлургическими.
Сварка также является металлургическим процессом, но отличается от других подобных процессов следующими особенностями: а) происходит при высокой температуре нагрева; б) протекает с большой скоростью; в) характеризуется очень малыми объемами нагретого и расплавленного металла; г) при сварке имеет место быстрый отвод тепла от расплавленного металла сварочной ванны в прилегающие к ней зоны твердого основного металла; д) на расплавленный металл в зоне сварки интенсивно воздействуют окружающие его газы и шлаки; е) в ряде случаев для образования металла шва используется присадочный металл, химический состав которого может значительно отличаться от состава основного металла.
Высокая температура нагрева при сварке значительно ускоряет процессы плавления электродного металла, основного металла, электродного покрытия и флюса. При этом имеет место значительное испарение, разбрызгивание и окисление веществ, участвующих в химических реакциях в зоне сварки.
Молекулы ряда элементов, таких, как кислород, азот, водород, при высоких температурах дуги частично распадаются на атомы (диссоциируют). В атомарном состоянии эти элементы обладают более высокой химической активностью, чем в молекулярном. Вследствие этого окисление элементов, насыщение металла азотом и поглощение водорода в процессе сварки протекает более интенсивно, чем при обычных металлургических процессах.
Малые объемы расплавленного металла в сварочной ванне и интенсивный отвод тепла в окружающий металл, обусловливают кратковременность протекающих химических реакций при
высоких температурах процесса, поэтому не всегда эти реакции могут полностью завершаться. С другой стороны, сильно ускоряются процессы затвердевания и кристаллизации металла шва, что существенно отражается на строении (структуре) твердого металла шва, получаемого после сварки, а также околошовной зоны основного металла.
Химический состав, структура и плотность металла шва зависят от состава основного и присадочного металла, характера и состава газов, окружающих жидкий металл, режима сварки и прочих факторов.
Указанные особенности металлургических процессов при сварке затрудняют получение сварных швов высокого качества, особенно для металлов, чувствительных к быстрому нагреву и охлаждению, легко окисляющихся, склонных к образованию пористости, , закалочных структур, трещин и других дефектов. Для сварки конструкций из таких металлов приходится применять специальную технологию и режимы, особые присадочные металлы, электроды, электродные покрытия, флюсы, в ряде случаев использовать предварительный и сопутствующий подогрев, а также последующую термическую обработку швов и в некоторых случаях — целых изделий.
Легирование металла шва
В ряде случаев состав металла шва для обеспечения его качества и эксплуатационных свойств сварных соединений должен отличаться от состава свариваемого металла, в частности по содержанию различных легирующих элементов. В связи с этим наряду с другими видами металлургической обработки металла при сварке часто осуществляется легирование металла шва. Легирование металла при сварке возможно посредством воздействия металлической или шлаковой фаз, а также газов. Основным способом легирования металла шва при сварке является легирование посредством введения в сварочную ванну соответствующих элементов в металлическом состоянии, в частности в виде сплавов. Легирование в этом случае происходит в результате: а) поступления легирующего элемента из расплавляющегося при сварке основного свариваемого металла; б) его поступления из присадочного металла (плавящихся электродной проволоки, электродного стержня при дуговой и электрошлаковой сварках); в) введения легирующего элемента в состав покрытия при сварке штучными электродами или керамического флюса при автоматической сварке под флюсом
ТЕХНОЛОГИЧЕСКАЯ СВАРИВАЕМОСТЬ МЕТАЛЛОВ И ФАКТОРЫ, ЕЕ ОПРЕДЕЛЯЮЩИЕ
Главным показателем свариваемости является углеродный эквивалент, который обозначается, как Сэкв. Данный условный коэффициент учитывает уровень воздействия на свойства сварного шва карбона, легирующих компонентов.
Факторы, влияющие на свариваемость сталей:
- Толщина металлического образца
- Объем вредных примесей
- Условия окружающей среды
- Вместимость углерода
- Уровень легирования
- Микроструктура
Основным параметром для информации является химический состав материала.
Технология сварки цветных металлов
Подготовительный этап заключается в удалении жирных пятен, очищении деталей от грязи. Окислы зачищают до блеска, свариваемые поверхности протравливают перед работой. На толстых деталях формируют кромки. Сварку цветных металлов и их сплавов проводят в нижнем положении, некоторые расплавы по текучести напоминают ртуть. Выбор электродов, режима работы зависит от химического состава сплава. При выборе сварочного аппарата необходимо правильно оценивать свариваемость сплава, учитывать температуру плавления, толщину заготовки.
Группы свариваемости
Учитывая все, выше перечисленные критерии, свариваемость можно подразделить на группы с различными свойствами.
Классификация металлов по свариваемости:
- Хорошая – коэффициент Сэкв составляет не менее 0,25 %– для изделий из низкоуглеродистых сталей, независимо от условий погоды, толщины изделия, предварительной подготовки.
- Удовлетворительная – коэффициент Сэкв находится в пределах 0,25-0,35 %. Ограничения: по диаметру свариваемого изделия, условиям природной среды. Толщина материала допускается не более 2 см, температура воздуха должна быть не ниже минус 5 градусов, безветренную погоду.
- Ограниченная – коэффициент Сэкв в пределах 0,350-0,45%. Для формирования высококачественного сварного соединения требуется предварительный подогрев материала. Эта процедура нужна для «плавного» аустенитного преобразования, создания устойчивых структур (бейнитные, ферритно-перлитные).
- Плохая – коэффициент Сэкв порядка 45-ти % (стали 45). В данном случае невозможно обеспечить стабильность сварочного соединения без предварительного подогрева металлических кромок, термической обработки готовой конструкции. Для создания требуемой микроструктуры нужно дополнительно осуществлять подогревы, охлаждения.
Группы свариваемости предоставляют возможность понимать технологическую специфику сваривания железоуглеродистых сплавов конкретных марок.

Зависимо от категории, технологических параметров, свойства сварных соединений могут корректироваться последовательными температурными воздействиями. Термообработка может осуществляться несколькими способами: отпуск, закаливание, нормализация, отжиг. Наиболее востребованы закалка, отпуск. Подобные процедуры повышают твердость, соответственно прочность сварного соединения, предотвращают формирование трещин на материале, снимают напряжение. Показатель отпуска будет зависеть от желаемых характеристик материала.
Алюминиевые сплавы
Дюрали, силумин, авмель и другие сплавы на основе алюминия сильно различаются по свариваемости. Электродугой алюминий сваривают плавящимися и неплавящимися электродами, используют оборудование, генерирующее постоянный ток. Контакты подключают в обратной полярности. Рекомендуется предварительный прогрев заготовок:
- толщиной до 8 мм – до 200°С;
- свыше 8 мм – до 400°С.
Сваривают алюминий на токах до 200 А при толщине листа до 4 мм без предварительной разделки кромок. У заготовок свыше 4 мм края стачивают под углом, варят на токах, в 35-40 раз больше толщины заготовки (до 160 А). Газовую среду используют высококлассную, чтобы облако не смещалось с рабочей зоны в процессе образования и застывания шва. Расстояние между прихватками делают с учетом толщины заготовки:
| Толщина заготовки, мм | Интервал между прихватками, мм |
| 1,5 | до 30 |
| 3 | до 50 |
| 5 | 5 — 80 |
| 10 | 10 — 120 |
| 20 | 25 — 200 |
Тугоплавкий или угольный электрод, разжигающий электродугу, держат под прямым углом к присадке, чтобы исключить непровары корня шва.
Как влияют на свариваемость легирующие примеси?
Влияние главных легирующих элементов на свариваемость стали
Особенности сварки цветных металлов
В процессе фазового перехода легкие компоненты улетучиваются, выгорают, это пагубно сказывается на состоянии шва. Он растрескивается. Тугоплавкие окислы – еще одна проблема. Иногда необходимо увеличить рабочий ток, чтобы пробить оксид. При сварке цветных металлов и сплавов нередко расплав становится слишком текучим, необходимо изолировать ванну расплава. Для некоторых сплавов необходимо ограничить не только контакт с кислородом, но и другими компонентами воздуха. Азот в качестве защитной атмосферы для некоторых сплавов не годится.
Способы дуговой сварки:
- полуавтоматическая. При полуавтоматической дуговой сварке механизирована подача сварочной проволоки в зону сваривания. Остальные операции (поддержание нужного размера дуги, придание шву требуемой формы, перемещение электрода по линии сварного шва и прекращение работ) выполняются человеком;
- автоматическая. Это слово говорит само за себя. Задача человека – тщательно подготовить детали к сварке, включить и выключить оборудование;
- ручная. Сущность ручной дуговой сварки заключается в выполнении всех операций вручную без применения каких-либо механизмов.
Медь и ее сплавы
Медные сплавы, латуни, бронзы сваривают несколькими способами:
- электродуговой сваркой в атмосфере азота;
- ручной, полуавтоматической, автоматической аргоновой;
- электронно-лучевой, создающей высокую температуру в ограниченной зоне.
При сварке цветных металлов толщиной до 2 мм нужен постоянный ток обратной полярности. В качестве присадки используют наплавочную проволоку с большим содержанием раскислителей. Толщину подбирают под размер свариваемых заготовок. Минимальный диаметр присадки – 1,5 мм, максимальный – 8 мм. Сварку меди и цветных сплавов с высоким ее содержанием, проводят:
- ручным электродуговым методом током прямой полярности, варят металл короткой дугой, длиной от 35 до 40 мм, чтобы сократить разбрызгивание металла (рекомендуется избегать поперечных движений электродом);
- в атмосфере аргона током обратной полярности; если сплав плавится до 400°С, бронзовая проволока укладывается в стык с большой скоростью, чтобы не перегревались заготовки.
В качестве флюса используют буру или смесь буры с борной кислотой, поваренной солью, метилборатом.
Обработка титана
Титан в расплавленном состоянии бурно реагирует с тремя компонентами воздуха: кислородом, водородом, азотом. Необходимо снизить их содержание в защитной атмосфере до минимума. Газ должен быть качественным, если нужен надежный шов. Он должен остывать в защитной атмосфере, чтобы не образовывались трещины. Для сварки титана в промышленных объемах используются герметичные камеры. При ручной сварке необходимо экранировать рабочую зону, чтобы облако инертного газа не смещалось со шва, аргон или гелий, смеси должны быть первого или высшего сорта. Защитный газ за счет высокой плотности вытеснит воздух. Используется сварочное оборудование, генерирующее постоянный ток. Сварка цветного металла проводится током прямой полярности. Основная термическая нагрузка концентрируется на поверхности заготовки, корень шва углубляется, дуга поддерживается стабильно, металл меньше разбрызгивается.
Работы с магнием
У магниевых деталей проваривают полностью всю кромку. Для работы с заготовками толще 10 мм, необходимо мощное сварочное оборудование, работающее от трехфазной сети мощностью 380 В, генерирующее переменный высокочастотный ток. В периоды обратной полярности дуга пробивает оксидную пленку, она расплавляется. При работе рекомендуется использовать подкладки с низкой теплопроводностью.
Сварка магния и цветных металлов на его основе производится под атмосферной защитой гелия или аргона, он предохраняет расплав от насыщения азотом, шов не пузырится, на нем не образуется окалина. Подачу газа в рабочую зону начинают до розжига дуги, прекращают через 20 секунд после затухания, когда верхняя часть шва схватится.
Сварка разнородных цветных металлов
Сложность процесса заключается в ограниченной взаимной растворимости. При сварке цветных металлов и сплавов между собой используют несколько технологий, обеспечивающих надежность соединения:
- шов формируют, воздействуя на детали импульсным электронным лучом, скорость прогревания заготовок увеличивается, при высокой температуре происходит схватывание деталей;
- при сварке давлением цветной металл разогревается за счет энергии, выделяющейся при пластической деформации структурной решетки, концентрированная тепловая энергия скапливается в зоне контакта, детали не нужно дополнительно прогревать;
- для сварки цветных разнородных цветных металлов используют промежуточный слой, сцепляющийся с заготовками, риск охрупчивания швов снижается;
- в среде аргона проводят автоматическую, ручную и полуавтоматическую сварку разнородных цветных металлов, электрод держат перпендикулярно деталям, чтобы шов был качественным.
Защитный газ снижает степень окисления, насыщения цветного металла азотом и водородом. Высокотемпературные технологии внутреннего воздействия увеличивают скорость сварки. За счет текучести цветных металлов заполняются пустоты, стык проваривается насквозь. При подборе буферного слоя учитывают компонентный состав заготовок, температуру плавления сплавов.
Имея аппарат для аргоновой сварки, можно заниматься ремонтом деталей из цветных металлов самостоятельно. В промышленных условиях применяют передовые технологии, не позволяющие расплавленному металлу реагировать с воздухом.
Виды сваривания металла
- Сварка плавлением (электрическая дуговая сварка, электрошлаковая, электроконтактная, электронно-лучевая). При таком виде сварки расплавленные кромки деталей образуют общую сварочную ванну или, другими словами, общий объем расплава, из которого и образуется сварной шов. Источником нагрева места сварки металлов может быть электрическая дуга, плазма, горелка и т.д.
- Сварка давлением (сваривание взрывом, ультразвуком, холодная сварка). Соединение металлов в этом случае происходит за счет уменьшения расстояния между атомами металлов до такой величины, когда между ними начинают работать силы взаимного притяжения.
Наиболее распространена электро дуговая сварка металлов. На ее долю приходится 65% всех сварочных работ. Расплавление материалов при этом способе происходит под воздействием сварочной дуги. Она образуется между основным металлом, предназначенным для сваривания, и присадочным материалом — проволокой.
Никелевые сплавы
Цветные сплавы на основе никеля отличаются высокой вязкостью, пластичностью. Детали из никеля плавятся при 700–1000°С, процесс сопровождается насыщением сплавов газами, шов становится пористым, непрочным. Хотя никель устойчив к коррозии. При аргонодуговой сварке подбирают электроды с ниобием, кремнием, алюминием. В расплаве также желательно присутствие марганца, магния. Свариваемость металла повышается, образуется прочное соединение.
Для работы с никелевыми сплавами нужны сварочные аппараты, выдающие постоянный рабочий ток. Сварка никелевых цветных заготовок производится на токе обратной полярности, чтобы защитный газ ионизировался, электродуга становится стабильнее. При обратной полярности заготовка нагревается меньше, чем электрод. Это особенно актуально для заготовок небольшой толщины. Регулируя потенциал тока, можно уменьшить температуру заготовки.
Виды дуговой сварки:
- сварка плавящимся электродом. Этот метод изобретен Славяновым: кромки изделия и присадка одновременно расплавляются под действием сварочной дуги. Образующийся при этом расплав (сварочная ванна) заполняет зазор между деталями, а после кристаллизации образует сварной шов. Для защиты расплава от окисления на присадку наносится покрытие, которое под действием высокой температуры превращается в шлак. Этот слой покрывает жидкий металл. Кроме защиты от кислорода, шлак выполняет еще одну функцию: в него переходят вредные примеси, содержащиеся в сварочной ванне;

Схема сварки неплавящемся электродом
Как правильно варить дуговой сваркой
Подготовительные работы
Очистка
Этой операции подвергаются основной материал и присадочный. На них не должно быть окалины, ржавчины, масел и других загрязнений: даже незначительное количество загрязнений приведет к дефектам сварного шва, снижению его прочности, а следовательно и надежности готового изделия. Особенно тщательно следует очистить кромки и прилегающих к ним зон шириной 25-30 мм;
Подготовка кромок
Форма кромок зависит от толщины листа. Они должны быть притуплены одинаковым радиусом, а зазор между ними должен быть одинаковым по всей длине будущего сварного шва;
Сборка
На эту операцию приходится до 30% общей трудоемкости. Для удобства используются различные шаблоны и инструменты, и сварочные приспособления. Сборку надо производить в той последовательности, чтобы предыдущая операция не мешала выполнению последующей.
Свариваемость металлов или сплавов
При выборе материала для изготовления сварной конструкции конструктор в первую очередь базируется на свариваемости того или иного металла или сплава. Свариваемость является определяющим показателем и для инженера-технолога при разработке им технологии сварки заданной конструкции.
В соответствии с действующим стандартом на сварочную терминологию свариваемость это – свойство металла или сочетания металлов образовывать при установленной технологии сварки соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия.
Следовательно, под свариваемостью металла (или сочетания металлов) следует понимать отношение металла (или двух свариваемых металлов) к совокупности физико-химических процессов, определяющих возможность получения сварного соединения без дефектов с требуемыми механическими и специальными свойствами. Другими словами, под свариваемостью понимают способность металла (сочетания металлов) образовывать в процессе сварки соединения, не уступающие по своим свойствам свариваемым материалам.
При рассмотрении свариваемости конкретного материала обычно решают следующие вопросы:
– какие дефекты возникают при сварке данного материала?
– какие причины их возникновения?
– какие меры нужно предпринять для их устранения?
В общем случае свариваемость материала есть комплексное свойство и оно тем выше, чем проще технология сварки, чем большее количество способов сварки может быть использовано для соединения материала, чем шире область параметров режимов, обеспечивающих заданные требования к свойствам соединения, чем шире номенклатура изделий, для которых могут быть использованы сварные соединения из данного материала.
Как и всякое комплексное свойство, свариваемость определяется химическим составом и физическими свойствами материала.
К факторам, наиболее сильно влияющим на свариваемость, следует отнести:
– химический состав материала, который определяет его металлургическую активность, температурный интервал кристаллизации, фазовый состав и структурные превращения на этапе нагрева и охлаждения;
– теплофизические свойства, которые определяют скорость процессов превращений, происходящих в материалах под воздействием сварочного цикла;
– механические свойства, которые определяют способность материала воспринимать механические воздействия (напряжения), возникающие за счет неравномерности нагрева и охлаждения, жесткости конструкций и других факторов, без разрушения;
– специальные физико-химические свойства, которые определяют активность физико-химических реакций, протекающих в сварочной ванне и зоне термического влияния.
Чем хуже свариваемость материала, тем сложнее технология сварки, тем больше мероприятий необходимо применять для получения качественного сварного соединения.
При сварке деталей из одного и того же материала процессы растворения, взаимной диффузии, образования твердых и жидких растворов, т.е. взаимной кристаллизации металла ничем не ограничены. Более сложная ситуация может возникать при сварке разнородных металлов. В этом случае предварительно приходится рассматривать физическую (или принципиальную) свариваемость свариваемых материалов.Если рассматривается возможность получения качественного сварного соединения деталей из одного и того же металла (или сплава), то в этом случае анализируется технологическая свариваемость данного материала.
Технологическая свариваемость – технико-экономический показатель. Она характеризует возможность получения сварного соединения требуемого качества, удовлетворяющего требованиям надёжности конструкции при эксплуатации, с применением существующего оборудования при наименьших затратах труда и времени.
Технологическая свариваемость определяется совокупностью свойств основного металла, характеризующих его реакцию на термодеформационный цикл сварки. Кроме того, она зависит от способа и режима сварки, свойств присадочного металла, применяемых флюсов, электродных покрытий и защитных газов, от конструктивных особенностей свариваемого изделия (его жесткость, наличие остаточных напряжений, концентраторов и т.д.) и условий его последующей эксплуатации.
Основные критерии технологической свариваемости следующие:
– окисляемость металла при сварке, зависящая от его химической активности;
– сопротивляемость образованию горячих трещин и трещин при повторных нагревах;
– сопротивляемость образованию холодных трещин и замедленному разрушению;
– чувствительность металла к тепловому воздействию сварки, характеризуемая его склонностью к росту зерна, структурными и фазовыми изменениями в шве и зоне термического влияния, изменением прочностных и пластических свойств;
– чувствительность к образованию пор;
– соответствие свойств сварного соединения эксплуатационным требованиям – прочности, пластичности, выносливости, ползучести, вязкости, жаростойкости и жаропрочности, коррозионной стойкости и др.
Следовательно, под хорошей свариваемостью сталей понимают возможность получения сварных соединений, равнопрочных с основным металлом, без трещин и снижения пластичности как в металле шва, так и в околошовной зоне при обычной технологии сварки, без применения специальных приемов (например, предварительного подогрева). При этом все зоны сварного соединения должны обладать стойкостью против перехода в хрупкое состояние при рабочих температурах наравне с основным металлом.
Если рассматривается свариваемость легированных сталей, предназначенных, например, для изготовления сварных конструкций, работающих в условиях контакта с агрессивной средой, то кроме вышеперечисленных требовании, необходимо, чтобы металл шва в зоне термического влияния обладал также и высокой коррозионной стойкостью. Лишь при обеспечении всех перечисленных требований, предъявляемых к сварному соединению при сварке по обычной технологии, данная сталь будет обладать хорошей свариваемостью.
Чем сложнее условия работы конструкции, тем большее число свойств должно учитываться при определении свариваемости.
Таким образом, разница между металлами, обладающими хорошей или плохой свариваемостью, состоит в том, что последние для получения сварных соединений с комплексом свойств, отвечающих условиям эксплуатации, должны свариваться по более сложной технологии, например, с предварительным и сопутствующим подогревом, с обязательной последующей термообработкой сварных изделий, в некоторых случаях в специальных камерах с контролируемой атмосферой или в вакууме, иногда с предварительной наплавкой кромок и термообработкой перед сваркой и т.д.
Значительное усложнение технологии изготовления того или иного изделия в некоторых случаях заставляет отказываться от данного материала и изыскивать другой, применение которого упростит технологию сварки при обеспечении требуемых свойств сварной конструкции.
Удовлетворительная свариваемость должна обеспечивать соответствие сварного соединения определенным технологическим требованиям. Поскольку такие требования весьма разнообразны, различными могут быть и показатели, применяемые для оценки свариваемости. В связи с этим существует ряд испытаний для оценки свариваемости. Из них наиболее часто применяются такие:
1) определение стойкости металла шва к образованию горячих трещин;
2) определение стойкости металла шва и околошовной зоны к образованию холодных трещин;
3) в сопоставлении с основным металлом определение стойкости металла шва, околошовной зоны и сварного соединения в целом против перехода в хрупкое состояние;
4) проверка служебных характеристик металла шва и сварного соединения (механических свойств, стойкости против коррозии, износостойкости и т.д.).
Мерой количественной оценки свариваемости металлов служат численные значения показателей свариваемости, каждый из которых представляет выраженный в абсолютных или относительных величинах результат сравнения полученного при испытании и нормативного значений определяемого свойства сварного соединения (или его участка).
Если необходимо обеспечить равнопрочность сварного соединения и основного металла, то в качестве нормативного значения определяемого свойства сварного соединения принимают нормативное значение одноименного свойства основного металла в соответствующем состоянии – исходном или после термической обработки. При невозможности обеспечить одинаковые свойства соединения и основного металла нормативные значения ряда свойств сварного соединения устанавливают на основе опыта эксплуатации сварных конструкций или по результатам специальных испытаний. Такие испытания должны учитывать конструктивные особенности данных сварных соединений и моделировать условия их эксплуатации.
В необходимую и достаточную совокупность показателей для оценки свариваемости металла следует включать те из них, которые в наибольшей степени обеспечивают технологическую и эксплуатационную надёжность заданных конструкций при изготовлении их из данного металла выбранным способом сварки.
Если хотя бы один показатель свариваемости не удовлетворяет предъявленным требованиям, металл считают обладающим плохой (неудовлетворительной) свариваемостью при выбранном способе и технологии сварки.
В зависимости от назначения испытания для оценки свариваемости металлов подразделяют на следующие группы.
Испытания исследовательские. В процессе этих испытаний исследуют основной металл и разные участки сварных соединений, полученных при различиях режимах и способах сварки. Условия испытаний должны соответствовать условиям эксплуатации сварных соединений. Результаты испытаний используют при разработке оптимального состава сплавов и основ рациональной технологии их производства, обеспечивающих получение металла с требуемыми свойствами и свариваемостью, а также при выборе способов и разработке технологии сварки типовых соединений. На основе результатов этих испытаний устанавливают:
а) нормативные значения свойств сварного соединения и отдельных его зон и участков;
б) пределы допускаемых при сварке параметров термического цикла, необходимые для расчетного определения режимов сварки;
в) типы и марки электродов, сварочной проволоки и прутков, флюсов, защитных газов и других сварочных материалов, обеспечивающих наиболее высокий уровень свойств сварных соединений;
г) методы испытаний данного материала, необходимые и достаточные для оценки его свариваемости применительно к типовым условиям эксплуатации сварных соединений.
Испытания технологические. Это ведомственные или межведомственные испытания, проводимые в научно-исследовательских лабораториях при разработке рациональной технологии сварки типовых конструкций определенного назначения с целью оценки пригодности металла данной марки для этих конструкций и установления ведомственных нормалей на свойства сварных соединений. Испытания этой группы выполняют по утвержденным нормалям и типовым программам ведомств-изготовителей сварных изделий. Кроме лабораторных стандартных образцов в этих испытаниях применяют натурные образцы сварных узлов и конструкций или их модели.
Испытания контрольные. Проводятся заводом-поставщиком металла для определения действительных значений свойств отдельных участков сварного соединения в целях подтверждения его кондиционности, а также заводом-потребителем в целях проверки соответствия показателей свариваемости металла требованиям технических условий на его поставку.
Примерную оценку технологической свариваемости сталей в части возможности образования холодных и горячих трещин при сварке можно сделать по известному химическому составу свариваемого металла .
Факторы, определяющие свариваемость стали
Оценка свариваемости стали производится по значению основного показателя – углеродного эквивалента Сэкв. Это условный коэффициент, учитывающий степень влияния содержания карбона и основных легирующих элементов на характеристики шва.
На свариваемость сталей влияют следующие факторы:
Наличие вредных примесей.
Условия внешней среды.
Наиболее информативным параметром является химический состав.
Распределение сталей по группам свариваемости
С учетом всех перечисленных факторов, свариваемость стали имеет различные характеристики.
Классификация сталей по свариваемости.
· Хорошая (при значении Сэкв≥0,25%): для низкоуглеродистых стальных деталей; не зависит от толщины изделия, погодных условий, наличия подготовительных работ.
· Удовлетворительная (0,25%≤Сэкв≤0,35%): присутствуют ограничения к условиям окружающей среды и диаметру свариваемой конструкции (температура воздуха до -5, в безветренную погоду, толщина до 20 мм).
· Ограниченная (0,35%≤Сэкв≤0,45%): для образования качественного шва необходим предыдущий подогрев. Он способствует «плавным» аустенитным преобразованиям, формированию устойчивых структур (ферритно-перлитные, бейнитные).
· Плохая (Сэкв≥0,45%): формирование механически стабильного сварного соединения невозможно без предыдущей температурной подготовки кромок металла, а также последующей термической обработки сваренной конструкции. Для образования нужной микроструктуры необходимы дополнительные подогревы и плавные охлаждения.
Группы свариваемости сталей позволяют легко ориентироваться в технологических особенностях сварки конкретных марок железоуглеродистых сплавов.
Термическая обработка

В зависимости от группы свариваемости сталей и соответствующих технологических особенностей, характеристики сварного соединения можно корректировать с помощью последовательных температурных влияний. Выделяют 4 основных способа термообработки: закаливание, отпуск, отжиг и нормализация.
Наиболее распространенными являются закалка и отпуск для твердости и одновременной прочности сварного шва, снятия напряжения, предупреждения трещинообразования. Степень отпуска зависит от материала и желаемых свойств.
Термообработка металлических конструкций при проведении подготовительных работ производится:
· отжигом – для снятия напряжений внутри металла, обеспечения его мягкости и податливости;
· предыдущим подогревом с целью минимизации перепада температур.
Рациональное управление температурными влияниеми позволяет:
· подготовить деталь к работам (снять все внутренние напряжения путем измельчения зерен);
· снизить перепады температур на холодный металл; улучшить качество сварного объекта путем термической коррекции микроструктуры.
Корекция свойств путем перепадов температур может носить местный или общий характер. Подогрев кромок осуществляется с помощью газового или электродугового оборудования. Для нагрева всей детали и плавного охлаждения используются специальные печи.
Высоколегированные стали
Применение особой технологии необходимо при сваривании высоколегированных сталей. К ним относится огромный диапазон нержавеющих, жаростойких и жаропрочных сплавов, некоторые из них: 09Х16Н4Б, 15Х12ВНМФ, 10Х13СЮ, 08Х17Н5МЗ, 08Х18Г8Н2Т, 03Х16Н15МЗБ, 15Х17Г14А9. Свариваемость сталей (ГОСТ 5632-72) относится к 4-й группе.
Характеристика свариваемости стали высокоуглеродистой высоколегированной:
1. Необходимо снижение силы тока в среднем на 10-20 % в связи с их низкой теплопроводностью.
2. Сварка должна проводиться с зазором, электродами размером до 2 мм.
3. Снижение содержания фосфора, свинца, серы, сурьми, увеличение численного наличия молибдена, ванадия, вольфрама посредством использования специальных покрытых стержней.
4. Необходимость формирования смешанной микроструктуры шва (аустенит + феррит). Это обеспечивает пластичность наплавленного металла и минимизацию внутренних напряжений.
5. Обязательный подогрев кромок накануне сварочных работ. Температура выбирается в интервале от 100 до 300˚С, в зависимости от микроструктуры конструкций.
6. Выбор покрытых электродов при дуговой сварке определяется типом зерен, свойствами и условиями работы деталей:для аустенитной стали 12Х18Н9: УОНИИ 13/НЖ, ОЗЛ-7, ОЗЛ-14 с покрытиями Св-06Х19Н9Т, Св-02Х19Н9; для мартенситной стали 20Х17Н2: УОНИИ 10Х17Т, АН-В-10 с покрытием Св-08Х17Т; для аустенитно-ферритной стали 12Х21Н5Т: ЦЛ-33 с покрытием Св-08Х11В2МФ.
7. При газовой сварке подача ацетилена должна соответствовать значению 70-75 дм3/мм, используемая присадочная проволока – Св-02Х19Н9Т, Св-08Х19Н10Б.
8. Возможны работы под флюсом с использованием НЖ-8.
Свариваемость стали – относительный параметр. Он зависит от химического состава металла, его микроструктуры и физических свойств. При этом способность образовывать качественные соединения может корректироваться с помощью продуманного технологического подхода, специального оборудования и условий выполнения работ.
Факторы, определяющие свариваемость стали
Билет 33. Свариваемость металлов
Свариваемостью называется свойство или сочетание свойств металлов образовывать при установленной технологии сварки неразъемное соединение, отвечающее требованиям, обусловленным конструкцией и эксплуатацией изделия.
Различают физическую и технологическую свариваемость.
Физическая свариваемость — свойство материалов давать монолитное соединение с химической связью. Такой свариваемостью обладают практически все технические сплавы и чистые металлы, а также ряд сочетаний металлов с неметаллами.
Технологическая свариваемость — технологическая характеристика металла, определяющая его реакцию на воздействие сварки и способность при этом образовывать сварное соединение с заданными эксплуатационными свойствами
Свариваемость металла зависит от его химических и
физических свойств, кристаллической решетки, степени легирования, наличия примесей и других факторов.
Назовем основные показатели свариваемости металлов и их сплавов:
• окисляемость при сварочном нагреве, зависящая от химической активности металла;
• чувствительность к тепловому воздействию сварки, которая характеризуется склонностью металла к росту зерна, структурными и фазовыми изменениями в шве и зоне термического влияния, изменением прочностных и пластических свойств;
• сопротивляемость образованию горячих трещин;
• сопротивляемость образованию холодных трещин при сварке;
• чувствительность к образованию пор;
• соответствие свойств сварного соединения заданным эксплуатационным требованиям.
Кроме перечисленных основных показателей свариваемости имеются еще показатели, от которых зависит качество сварных соединений. К ним относят качество формирования сварного шва, величину собственных напряжений, величину деформаций и коробления свариваемых материалов и изделий. 1
Окисляемость металла при сварке определяется химическими свойствами свариваемого материала. Чем химически активнее металл, тем больше его склонность к окислению и тем выше должно быть качество защиты при сварке. Это особенно наглядно видно на примере железоуглеродистых сплавов. Свариваемость углеродистой стали изменяется в зависимости от содержания основных примесей. Углерод является наиболее важным элементом в составе стали, определяющим почти все основные ее свойства в процессе обработки, в том числе и свариваемость..
Низкоуглеродистые и среднеуглеродистые стали свариваются хорошо. Стали, содержащие С >0,35%, свариваются хуже. С увеличением содержания углерода свариваемость стали ухудшается. В околошовных зонах появляются закалочные структуры и трещины, а шов получается пористым.
Свариваемость стали принято оценивать по следующим показателям:
• склонности металла шва к образованию горячих и холодных трещин;
• склонности к изменению структуры в околошовной зоне и к образованию закалочных структур;
• физикомеханическим качествам сварочного соединения;
• соответствию специальных свойств сварного соединения техническим условиям
Для определения свариваемости применяют два основных метода. По первому методу изготовляют образцы, на которые наплавляются по одному валику. Обработанные и протравленные образцы подвергают макро - и микроисследованиям, а затем механическим испытаниям на загиб и ударную вязкость. Результаты исследования позволяют не только оценить свариваемость стали, но и установить оптимальные режимы сварки.
Сталь считается сваривающейся хорошо, если трещины отсутствуют; удовлетворительно, если трещины образуются при охлаждении водой, но отсутствуют при охлаждении воздухом; ограниченно, если сталь для предупреждения образования трещин требует предварительного подогрева до 100— 150°С и охлаждения на воздухе. Плохо сваривающиеся стали требуют предварительного подогрева до 300°С и выше.
Углеродистые стали по свариваемости можно условно подразделить на следующие группы: хорошо сваривающиеся стали — СтО, Ст1, Ст2, СтЗ, Ст4 (ГОСТ 380—88); 08, 10, 15, 20, 25 (ГОСТ 1050—88); удовлетворительно сваривающиеся стали — Ст5 (ГОСТ 380—88); 30, 35 (ГОСТ 1050— 88); ограниченно сваривающиеся стали — Стб, Ст7 (ГОСТ 380—88); 40, 45, 50 (ГОСТ 1050—88); плохо сваривающиеся стали — 60Г, 65Г, 70Г, 70, 75, 80, 85.
Как правило, чем выше прочность свариваемого материала и больше стенень его легирования, тем чувствительнее материал к термическому циклу сварки и сложнее технология его сварки.
Сопротивляемость металла образованию трещин при сварке: при сварке могут возникать горячие и холодные трещины в металле шва и в околошовной зоне.
Горячие трещины — хрупкие межкристаллические разрушения металла шва и околошовной зоны, возникающие в твердожидком состоянии в процессе кристаллизации, а также при высоких температурах в твердом состоянии.
Холодные трещины — локальные межкристаллические разрушения, образующиеся в сварных соединениях преимущественно при нормальной температуре, а также при температурах ниже 200° С. Причины возникновения холодных трещин при сварке следующие:
• охрупчивание металла вследствие закалочных процессов при быстром его охлаждении;
• остаточные напряжения, возникающие в сварных соединениях;
• повышенное содержание водорода в сварных швах, который усиливает неблагоприятное действие первых двух главных причин.
Билет. 34 Контроль качества сварки
После завершения сварочных работ, изделия должны подвергаться контролю сварных соединений с целью обнаружения и исправления дефектов. Невооруженным глазом можно рассмотреть лишь часть из них - крупные наружные трещины и поры, непровары, подрезы и т.п. Большая часть дефектов скрыта в глубине металла или имеет такие малые размеры, что обнаружить их можно только с использованием специальных приборов и материалов.
Внешний осмотр
Всякий контроль сварных соединений начинается с внешнего осмотра, с помощью которого можно выявить не только наружные дефекты, но и некоторые внутренние. Например, разная высота и ширина шва и неравномерность складок свидетельствуют о частых обрывах дуги, следствием которых являются непровары.
Перед осмотром, швы тщательного очищаются от шлака, окалины и брызг металла. Более тщательная очистка в виде обработки шва промывкой спиртом и травлением 10%-ным раствором азотной кислоты придает шву матовую поверхность, на которой легче заметить мелкие трещины и поры. После использования кислоты нужно не забыть удалить ее спиртом во избежание разъедания металла.
Визуальный контроль сварных соединений выявляет, прежде всего, наружные дефекты - геометрические отклонения шва (высоты, ширины, катета), наружные поры и трещины, подрезы, непровары, наплывы
Капиллярный контроль
Капиллярный контроль основан на капиллярной активности жидкостей - их способности втягиваться, проникать в мельчайшие каналы (капилляры), имеющиеся на поверхности материалов, в том числе поры и трещины сварных швов. Чем выше смачиваемость жидкости и чем меньше радиус капилляра, тем больше глубина и скорость проникновения жидкости.
С помощью капиллярного контроля можно контролировать материалы любого вида и формы - ферромагнитные и неферромагнитные, цветные и черные металлы и их сплавы, керамику, пластмассы, стекло. В основном, капиллярный метод применяют для обнаружения невидимых или слабовидимых невооруженным глазом поверхностных дефектов с открытой полостью. Однако с помощью некоторых материалов (керосина, например) можно с успехом обнаруживать и сквозные дефекты.
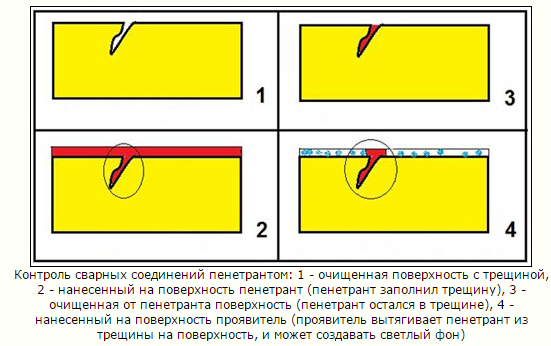
Контроль сварных швов с помощью пенетрантов. К наиболее распространенным способам контроля качества сварных швов с использованием явления капиллярности относится контроль пенетрантами (англ. penetrant - проникающий) - веществами, обладающими малым поверхностным натяжением и высокой световой и цветовой контрастностью, позволяющей легко их увидеть. Сущность метода состоит в окраске дефектов, заполненных пенетрантами.
Контроль швов на непроницаемость с помощью керосина. Керосин способен проникать сквозь мельчайшие трещины в сварных швах, благодаря чему позволяет обнаруживать мельчайшие дефекты. По своей эффективности способ контроля керосином эквивалентен гидравлическому испытанию с давлением 3-4 кгс/мм 2 . Он основан на том же явлении капиллярности, что и контроль пенетрантами. К слову сказать, в некоторые пенетранты фирменного изготовления керосин входит в качестве составляющего компонента.
Проверка керосином сводится к ряду последовательных операций:
- Очистка шва с двух сторон от шлака, грязи и ржавчины.
- Покрытие одной из сторон (той, за которой удобнее наблюдать) водной суспензией каолина или мела (350-450 г на 1 л воды). После нанесения суспензии необходимо подождать, пока она высохнет. Для ускорения процесса покрытие можно просушить горячим воздухом.
- Обильное смачивание обратной стороны керосином - 2-3 раза в течение 15-30 минут, в зависимости от толщины металла. Это можно делать струей из краскопульта или паяльной лампы, а также с помощью кисти или кусочка ветоши.
- Наблюдение за стороной, на которую нанесена меловая или каолиновая суспензия, и маркирование проявляющихся дефектов.
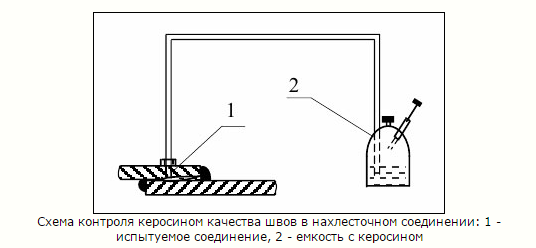
Контроль сварных швов с помощью керосина предназначен в основном для стыковых соединений, в отношении нахлесточных он менее эффективен. Повысить его действенность в этом случае можно, просверлив отверстие и закачав или залив керосин между швами. Применяя этот прием нужно иметь в виду, что керосин, попавший в стык деталей, может впоследствии вызвать коррозию, поэтому его необходимо удалить после испытания подогревом детали горелкой или паяльной лампой.
Читайте также: