Каким металлом варить кузов автомобиля
Обновлено: 19.09.2024
Подскажите пожалуйста новичку, какую сталь надо использовать при установке заплатки на днище авто?
Хотелось бы узать:
Марку стали
Оцинковку или нет?
Толщина?
Где обычно это можно купить?
Или можно какое-нибудь битое крыло например разрезать и из него сделать?
Как обычно поступают?
Сам всегда варю остатками от других авто, иногда сам разбираю машины и стараюсь вырезать ровный кусок крыши на заплатки. По моему самое то.
Вдохновлён сталью, бетоном и золотым сечением.
я применяю листовую холоднокатаную сталь толщиной 1мм. горячекатаная не пойдёт
на советских авто использовали марки 08Ю(и какие то ещё буковки). Нужна с низким содержанием углерода дабы была мягкой
shhuk, вы где на кузове такие толщины нашли?или по принципу-*шоб крепче*?
В местах соединения толстой и тонкой стали,тонкую будет рвать.Видел, как у любителей вваривать проф. трубу в пороги авто через год-полтора эксплуатации возле точек сварки были сплошные трещины.
Пришла пора поварить своего ИЖачка.Сгнили арки над задним колесом в будке.Кузовщина на это место безумно дорогая,пришлось взять половину семерочного крыла и из нее вырезать и формировать ремонтные вставки.
Ника, пусть купит полуавтомат в среде CO2. это значительно облегчит весь процес.
и каким *принципам сварки?* там принцип один ржавое вырезал-новое поставил.
Пришла пора поварить своего ИЖачка.Сгнили арки над задним колесом в будке.Кузовщина на это место безумно дорогая,пришлось взять половину семерочного крыла и из нее вырезать и формировать ремонтные вставки. иж 002.jpg иж 003.jpg иж 004.jpg иж 005.jpg иж 001.jpg
Как владельцу аналогичного ИЖа хотелось бы узнать по подробнее что да как! проблема таже но с кузовщиной не сталкивался."Фантазирую пока"
Ну прям и не знаю как объяснить .Болгаркой вырезали гнилые места,из нового куска вырезали латку,сформировали молотком геометрию и вварили.Используя части других кузовных деталей можно подобрать латку необходимой геометрии.ИМХО ,для новичка в этом деле легче работать газосваркой.У меня весь процесс который на фото занял 3 часа+10 лет в кузовном ремонте.
значит, берите новую листовую холоднокатаную сталь 08, или другую которая идёт на изготовление деталей автомобилей. Делаете из неё латки и даже может при наличии ловких рук даже можете фрагменты выстукивать. Это если для себя люмибого, а не для залипух к продаже.
А если есть в продаже готовые детали то даже лучше. в ютубе полно роликов ремонта кузовщины.
Alessandro,А стоит для ремонта гнилого (корыта) холоднокатаную сталь приобретать? Старый холодильник и (отработка) рулит.
Ну прям и не знаю как объяснить .Болгаркой вырезали гнилые места,из нового куска вырезали латку,сформировали молотком геометрию и вварили.Используя части других кузовных деталей можно подобрать латку необходимой геометрии.ИМХО ,для новичка в этом деле легче работать газосваркой.У меня весь процесс который на фото занял 3 часа+10 лет в кузовном ремонте.
У меня конечно не так все запущеного С крыльями, думаю сделать вот так: как на фото, но что то пока не решаюсь что то менять
Прикрепленные изображения
Alessandro,А стоит для ремонта гнилого (корыта) холоднокатаную сталь приобретать? Старый холодильник и (отработка) рулит.
Да. с холодильника тоже делают. не знаю как на самом деле но возможно что холодильники тоже с холоднокатаной делают. горячекатаная худшего качества(разнотолщинность и окалина, которую нужно удалять). Холодный прокат исправляет эти недостатки. так что вполне возможно что на холодильнике хороший металл. некоторые вообще не парятся и берут железо из под ног. с него тоже может и даже что-то получается. но если для себя и надолго, то следует делать "по науке"
Что нужно новичку, чтобы начать сварочные работы по кузову

ВНИМАНИЕ! В настоящей заметке изложен один из множества вариантов, доступных новичкам, по началу сварочных работ по кузову автомобиля. Данный вариант основан на опыте автора и призван продемонстрировать решение двух основных задач, встающих перед новичком:
1) какое оборудования и оснащение приобрести, чтобы выполнить работы и не слишком потратиться.
2) как выполнять сварочные работы.
ОСОБОЕ ВНИМАНИЕ! В данной заметке описывается то, чем пользуется сам автор (т.е. я лично). Все кто попытается обвинять меня в рекламе — идите … мимо!
Часть 1. Оборудование и оснащение.
Минимальный набор оборудования составит:
1) Болгарка с диаметром круга 115 мм и мощностью 300 — 450 Watt. Крупнее брать не стоит, т.к. не удобно будет делать резы на локальных участках кузова. Круги к ней толщиной от 1 (для большинства панелей) и 2 мм (для лонжеронов). Круглая кор-щётка. Диск зачистной (образивный) толщиной 5-6 мм (для стачивания излишков сварки.
2) Насадка на болгарку типа ленточный гриндер (напильник) для зачистки/шлифовки в узких местах

, и ленты к нему.
3) Сварочный аппарат Aurora Overman 160 или 180 и бобина самозащитной порошковой проволоки E71T-GS.


И сверла для точечной сварки. Как изготорвить такие самому из свёрел по металлу, можно почитать ЗДЕСЬ
5) Ручной инструмент: молоток слесарный, зубило, набор свёрел по металлу, ручная кор-щётка с металлической щетиной.
6) Набор рихтовочных инструментов для грубых работ


такой шлем удобен при работах в арках крыльев или лежа под автомобилем. Искры окалины не залетают в уши и за шиворот.
8) Респиратор с фильтрующими элементами

9) Сварочные зажимы (клещи)

Вопросы на ответы по списку выше.
Вопрос: Почему сварочный аппарат Aurora Overman 160 или 180?
Ответ: Это один из немногих аппаратов профессионального качества и назначения, доступный по бюджетным ценам, т.е. до 30 000 руб. Аппарат прост в устройстве, надежен, не требователен к опыту сварщика. Позволяет подстраиваться под разные задачи.
Вопрос: Почему самозащитная порошковая проволока E71T-GS?
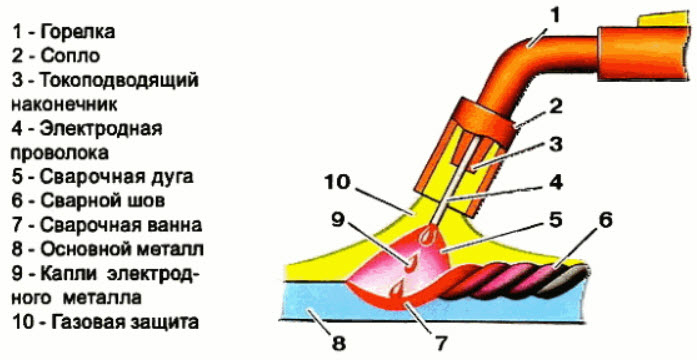
Ответ: Самозащитная порошковая проволока — по сути очень похожа на плавящийся покрытый электрод, только состав, генерирующий защитный газ вокруг дуги, помещён внутрь проволоки. Такой проволокой можно осуществлять сварку в тех же условиях, что и плавящимся покрытым электродом, т.е. даже под открытым небом и при несильном ветре. Баллон с газом, газовый редуктор с манометром и расходомером, подогреватель CO2 не нужны. На этом экономится около 15 000 руб. Но такая проволока дымит, а место сварки покрывается шлаком, который нужно очищать.
3) ВАЖНО!
а) Сварку нужно вести на прямой полярности, т.е. на горелку должен быть подключен "-". Такой режим дает максимальное тепловложение в материал кузовных панелей, что позволяет производить сварку на более низких токах и в более щадящем (по зоне отжига металла) режиме.
б) Сварку необходимо выполнять углом назад, оттесняя шлак в хвостовую часть ванны. Иначе шлак будет попадать в сварную ванну, и шов получится пористый!

Универсальная самозащитная проволока для кузовных работ — E71T-GS толщиной 0,8 мм. Такая проволока предназначена для сварки низкоуглеродистых и низколегированных сталей, а это означает, что прочность материала шва выше чем у стали кузовных панелей, и близка к прочности стали лонжеронов и иных элементов кузова из низколегированных сталей.
Пример:
ESAB CORESHIELD 15
Не стоит экономить на качестве проволоки! Одна бобина в 5 кг. позволит Вам не только освоить сварочный процесс, но провести работы по ремонту около 50% кузова автомобиля класса С, включая кузов универсал. Плюсом будет исключение влияния качества проволоки на процесс сварки, что даст более быстрое освоение процесса.
Часть 2. Обучение работы со сварочным полуавтоматом Aurora Overman 160 или 180
В самом начале смотрим следующие видеоролики (и не слушаем советчиков, говорящих, что средняя крутилка на Overman регулирует силу тока!):
(особенно важно осознать!)
Как видно из первого видео (из из опыта автора), сварка листового металла толщиной до 1мм (т.е. 90% кузовных элементов) может осуществляться в режиме: напряжение 14,5 В, подача (а) 40, индуктивность от 1 до 5.
Точечная сварка через просеченное отверстие может вестись в режиме напряжение 15,5-16 В, подача (а) 60-70, индуктивность от 1 до 5.
Для тренировки найдите куски металла толщиной 0,8 — 1 мм и пробуйте сваривать в стык, сквозь просеченное отверстие, в нахлест, экспериментируя (в небольших пределах) с настройками.
Перед сваркой металл должен быть очищен до блеска от лакокрасочных и цинковых покрытий, смазок, грязи и ржавчины. Используйте круглую кор-щетку для болгарки. Небольшие остатки вкраплений ржавчины или цинкового покрытия проволока E71T-GS переносит спокойно.
Варить тонкий металл лучше точками с шагом 2,5 см, интервалом охлаждения металла в несколько минут перед следующим проходом. При каждом новом проходе точки ставятся по центру между ранее нанесенными точками.
После каждого прохода зачищайте точки и промежутки между ними корщёткой до блеска!
Какой должен быть результат?
1. Звук сварки должен быть слышен как ровномерное шипение/жужжание.
2. Сварочный шов должен быть округлым и слегка выпуклым, не более 3 — 5 мм в ширину, покрыт ровномерным тонким слоем шлака\нагара, не должен иметь пор/кратеров/дыр.
3. При сварке в стык, валик шва должен быть с обеих сторон (с обратной стороны тоньше и менее выпуклый).

4. При сварке встык и через просеченное отверстие с обратной стороны должно быть отчетливо видно проплавление металла (тонкая линия обратного шва, или бугорок для точечной сварки).
5. Сваренные детали не должны легко разделяться при сгибе по шву или разведении деталей в стороны после точечной сварки или внахлёст. Разрыв металла должен происходить по краю шва (точки), но не по самому шву.
Удачи, и не бойтесь начинать! Но и кидаться сразу, без тренировки, на автомобиль с инструментом не стоит :)
Новичку: как выбрать листовой материал ?

Добрый день. Я новичок и хочу спросить знающих людей — как правильно выбрать листовой материал на заплатки для кузова ?
Метки: заплатки, сварка
Комментарии 42
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

старую кузовню на заплатки само то пользовать.
она норм прогрунтована и грунт там заводской эпоксидный или катафорезный. (ну это касаемо япавто 80х-90х)
в плане коррозионной стойкости лучше чем новый металл с металлобазы который из вторсырья гонят


бери от холодильников )))))

бери холоднокатаный и такой же толщины как и машина. я свою варил 1,2мм хк — она вся из него сделана

хорошо использовать лист 1мм хк.больше смысла нет. изредка нужен лист 2мм. довольно часто есть смысл вместо одного листа 2мм использовать 1мм+1мм, которые держатся на точках, для этого в одном листе делаются отверстия и через них сваривается, предварительно покрыв грунтом.можно еще между листами смазать смазкой типа пуш. сала или аналогов, правда стреляет и дымит но внутри жирный слой остается почти везде
хорошо использовать для латок.особенно силовых и внутренних частей. нержавеющую сталь, она очень хорошо и мягко варится с черной сталью обычным полуавтоматом +со2
можно использовать оцинковку, но я не пробовал
также хорошо использовать железо старых авто.оно сразу окрашено .имеет состав. который не сразу гниет .старые мерседес, бмв для этого хорошо подходят, например битый капот со свалки
посмотрел на эффект холодного цинкования — впечатлился. на ютубе можете найти видео, где снимают детали через год эксплуатации. это вместо пушсала и тп
любой цинк вокруг сварки сгорит. что мешает начаться коррозии?а вот пушсало между листами сильно помешает.оно стоит копейки(я использую немного другие но подобные материалы) а эффект дает потрясающий
думал об этом. .можно зачистить до блеска металл на шве и снова покрыть холодным цинком
внутри зачистить невозможно

По толщине металла кузова, этож элементарно.
купил сварку, друг припер с работы два листа горяч металла 0.6 и 1.0 мм
Варить советуют преимущественно встык, если не лонжерон конечно… Кароч проволока 0.8 заплатка 0.6, сплошные прожоги, на любых настройках полуавтомата.
плюнул, купил проволоку 0.6 и взял лист 1.0мм металла. Прекрасно варит, бывают прожоги но редко, без особого труда вваривал заплатку толщиной 1мм в вырез крыла толщиной 0.8 мм с зазорами 1-2 мм по периметру (проебался при вырезании заплатки, новую было лень делать и хотел посмотреть смогу ли сварить с таким бешеным зазором) Единственно что, для прихвата по углам и периметру подкладывал медные пластинки с обратной стороны, а после без них обваривал все, начинаеш сварку на предыдущей точке и плавно перетягиваеш ее на новое место, сложно обьяснить, все это за секунду…

ГК металлопрокат (в России) сейчас от 1,5 мм… 0,6 и 1 мм — это ХК прокат.
да ну! ХК можно взять какой угодно! хоть 0,8, хоть 2мм
sboomer, те не понял, что я написал… объясняю:
ХК — да…от жести, до 4 мм (но в доступе как правило не более 3 мм — это со старого стана ММК).
Я говорил именно про то, что ГК идет ТОЛЬКО от 1,5 мм (сейчас в России)…если нужно ТОНЬШЕ, то это уже ХК…
если разбираешся то думаю ты прав, я по памяти мог ошибаться
На автоваз поставляет ММК, НЛМК.
Желательно взять сталь типа 08Ю. Можно 001ЮТ
Сварка кузова оцинковкой: как варить, виды сварки

Варить авто подобным способом предпочитают многие владельцы техники, ведь шов по оцинковке получается более ровный, равномерный и однородный, качество находится на высоком уровне.
Такой распространенный процесс, как сварка кузова оцинковкой, является достаточно ответственным, он характеризуется низкими рабочими температурами в момент расплавления специальных присадочных материалов.
С ремонтом авто справятся даже новички, которые тщательно ознакомились с алгоритмом действий, но любые пренебрежительные отношения к технологии приведут к выгоранию защитного слоя металла, а соединение впоследствии даст трещину или порыв.
Что нужно знать про цинковый слой и его толщину
Из-за легкоплавкости защитного слоя сварку кузова автомобиля эксперты считают непростой задачей. Добиться качественного соединения поможет присадочный материал с медно-кремниевой или алюминиево-бронзовой составляющей для работ.
Прежде чем заделать определенное отверстие, его предварительно нужно очистить, если окно имеет внушительный диаметр, специалисты применяют конусные вставки. Толщина детали авто также имеет значение, при показателе свыше 2 мм в процесс внедряют пробки или перегородки, которые создаются из низкоуглеродистого металла.
Как варить оцинкованный кузов
Среди важных нюансов при ремонте автомобиля стоит выделить определение технологии покрытия изделия, защитный слой может быть разной толщины. Если варить сталь в листах, покрытую оцинкованной пленкой, нагревание происходит резкое, вплоть до температуры 1 тыс. градусов, что может привести к таким эксцессам:
- Защитный слой детали авто начнет испаряться после быстрого расплавления.
- Пары способны проникнуть в металл кузова, такие воздействия нарушат структуру материала.
- Чрезмерные выделения паров при сварке обязательно повлияют на качество соединения.
Взявшись самостоятельно варить деталь машины, нужно помнить, что процесс предполагает повышенную токсичность, которая может навредить здоровью человека.

Цинкование кузова авто
Без мощной и продуктивной вентиляции работу начинать не следует, причем воздух должен вытягиваться не только в месте произведения манипуляций, но и по всему помещению.
Виды сварки оцинкованной стали
Перед началом сварки кузова оцинковкой удаляется верхнее покрытие, этот слой легче всего снимается механическим методом воздействия на металл. Вооружившись любыми жесткими абразивами, получится добиться хороших результатов и переходить к выбору способа произведения процесса, среди них пользуются популярностью:
- Полуавтоматический.
- Инверторный.
- Сварка кузова газовой горелкой.
Если работа с авто предполагает применение электродов, то обычные образцы продукции не подойдут, необходимо закупить экземпляры с рутиловым покрытием, а для низкоуглеродистого сплава — АНО-4, МР-3 или ОЗС-4.
Сварка полуавтоматом
Сварка кузова имеет несколько особенностей, причем вероятность возникновения сквозных прожогов сводится к минимуму. Произвести манипуляции получится при наличии напряжения менее 220В, в этом помогает специализированная проволока и присадки для соединения оцинкованных деталей в среде без защитной газовой атмосферы.
Сварка инвертором
При выборе этого метода варить оцинковку потребуется с применением тока обратной полярности, дуга горит стабильно, а электрод разогревается до нужной температуры буквально за несколько секунд.

Какой сваркой варить кузов авто
При произведении процесса с помощью проволоки перемещение должно быть максимально плавным, без рывков, в противном случае оцинкованная поверхность будет повреждена. Используя электроды, нужно помнить, чтобы минимизировать вероятность прожига детали машины, потребуется правильно подобрать наклон составляющей инструмента.
Точечная сварка
Для реализации задуманного важно правильно подобрать присадки для цинка, практика показывает, что хороших результатов получалось достигать с элементами, содержащими медь в сочетании с кремнием, а также алюминием или марганцем. Вещества маркируются так: CuSi3, CuAl8, CuSi2Mn.
Только от соотношения компонентов будет зависеть конечная прочность металлических соединений. Трехкомпонентные образцы продукции помогают сделать автомобильный шов повышенной прочности, что делает эти присадки максимально подходящими для точечного ремонта деталей автомобиля.
Сварка кузова автомобиля: чем и как лучше проводить сварочные работы

Сварочные работы над кузовом автомобиля могут потребоваться в двух случаях – сильный износ в результате коррозии и повреждения после дорожно-транспортных происшествий (ДТП).

Воздействие высоких температур уничтожает заводскую защиту, ухудшает свойства металлов и вызывает ускорение коррозии в зоне сварки. Но умелое пользование современными технологиями максимально снижает тяжесть последствий.
Особенности сварки кузова автомобиля
Главная специфика сварки кузовного железа заключается в его малой толщине. Кузов автомобиля разрабатывается и изготавливается из соображений минимальной массы, поэтому используется тонкий катаный лист, а прочность обеспечивается трёхмерностью конструкции и усилением в нужных местах.
Существуют и массивные детали, но их немного, да и проблем при сварке они не создают. Поэтому главное при такого рода ремонте – ориентировать оборудование, технологию и опыт исполнителя на работу с малой толщиной стального листа, меньше миллиметра.

В заводских условиях используется точечная сварка. Кузовные детали сжимаются тисками кондукторов, после чего сварочный робот своими клещами устанавливает точки, в которых два и более листа металла оказываются проплавлены и прочно скреплены.
Реализовать такой способ при ремонте затруднительно, да и необходимости в этом нет. Точечная сварка является типично конвейерной технологией.
Вторая особенность – отсутствие сплошных швов. При таком воздействии металл будет сильно поведён и изменит свои геометрические размеры.
Если по незнанию и из соображений повышенной прочности таким способом проварить одну из сторон кузова, то она может оказаться на несколько сантиметров короче противоположной, и кузов будет непоправимо испорчен. Поэтому варят, имитируя точечную сварку, короткими стежками, соблюдая симметрию прогрева металлических деталей.
Какой сваркой варить кузов
Выбор сварочного аппарата в конечном счёте определит качество и скорость выполнения работы. Опытный специалист справится с любой технологией, но необоснованно потеряет время, а скорее всего просто не станет заниматься устаревшими способами сварки.
Например, давно уже никто не использует кислородно-ацетиленовую горелку, хотя именно с её помощью ремонтировали кузова до появления современных полуавтоматов.

Полуавтомат
Основной вид сварочного аппарата в кузовном ремонте – это полуавтомат, работающий в среде инертного газа. Способ сварки настолько прост, что доступен любому начинающему ремонтнику.
До массового распространения данной технологии искусству сварки в применении к кузовному железу приходилось много учиться. Сейчас это доступно для самостоятельного исполнения автовладельцу, если у него возникнет желание лично отремонтировать кузов.

Суть такой сварки заключается в подаче тонкой стальной омеднённой проволоки в зону сварочного шва из катушки электромотором с редуктором. Один выход напряжения питания электрической дуги соединяется с направляющими роликами и соплом, через которое проходит проволока, второй – со свариваемыми деталями.
Через то же сопло в область дуги подаётся газ, обычно это углекислота из баллона с редуктором, которая не допускает кислород, мешающий чистому сплавлению деталей. Иногда к углекислому газу подмешивают немного аргона для получения более качественных швов.
При нажатии на кнопку, расположенную на горелке сварочного аппарата, одновременно подаётся напряжение к проволоке, включается подача и открывается клапан углекислоты.
Режим выбирается ручным или автоматическим регулированием основных параметров сварки:
- тока дуги, от него зависит надёжное проплавление шва, так называемый провар;
- скорости подачи проволоки, чем больше ток, тем значительней должна быть масса присадочного металла;
- потока поступающего газа, регулируется редуктором на баллоне.
Обычно ток устанавливается чуть больше требуемого, а время касания регулируется сварщиком длительностью нажатия кнопки. Образуется хорошо проваренный короткий стежок без прожигания тонкого металла.
Инвертор
Инвертором называется силовой электронный преобразователь высокого переменного напряжения сети в низкое постоянное, которое можно использовать для питания сварочной дуги.
Иногда ещё встречается заблуждение, что инвертор – это сварочный аппарат для работы с электродами, но компактней и легче устаревшего сварочного трансформатора. То есть полуавтомат по мнению авторов утверждения – это не инвертор.
На самом деле данный термин относиться лишь к способу преобразования, а в настоящее время уже вообще все сварочные аппараты, включая полуавтоматы и всё прочее, используют этот инверторный принцип.
Суть инвертора состоит в увеличенной частоте преобразования. Физика такова, что трансформатор, а он должен присутствовать обязательно хотя бы для гальванической развязки сети и электродов, тем меньше по массе и габаритам, чем выше частота, на которой он работает.
Сетевая частота составляет 50 Гц, такие трансформаторы для приемлемой мощности сварки весят около 20 кг. Инвертор же обычно работает на частоте 50-100 кГц, то есть в тысячу раз выше, соответственно его трансформатор практически незаметен среди прочей комплектующей электроники, а весь аппарат может весить 2-3 кг.
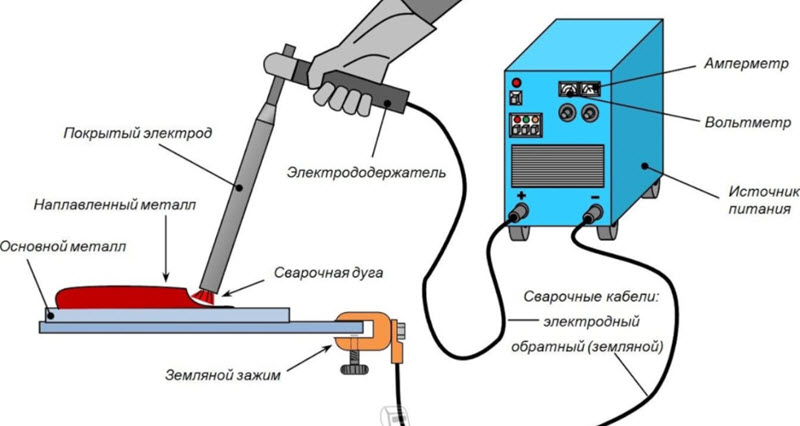
Ручная дуговая сварка
Если говорить об устаревших технологиях, но ещё до конца не изжитых, то это ручная сварка плавящимся электродом с обмазкой флюсом. Способ неплохо работает при сварке массивных деталей опытным специалистом, но совершенно непригоден для кузовных работ.

Конечно, существуют специалисты с огромным опытом, которые легко смогут заварить электродом консервную банку, но на практике все используют полуавтомат.
В крайнем случае без громоздкого баллона, применяя флюсованную проволоку. Но это имеет свои недостатки, расходники дорогие, а качество работы низкое.
Подготовительные работы
Перед сваркой детали должны быть полностью очищены от загрязнений и окислов. Это основа как качественного шва, так и дальнейшей сохранности кузова в этом месте.

Выбирается способ соединения деталей. Благодаря полуавтомату это не критично, можно легко сварить детали встык или с нахлёстом в любом пространственном положении. Подготавливается аппарат. Очищается или заменяется сопло, проверяются запасы проволоки и углекислого газа.
На пробных кусках похожего металла выставляются режимы, ток, подача и давление (расход) газа. Проверяется прочность тестового соединения.
Как варить кузов машины полуавтоматом
Сварка ведётся короткими стежками или точками (сварочными заклёпками). Во втором случае сверлится отверстие (обычно на месте заводской точки), после чего оно заваривается с проплавлением обеих деталей и заливанием просвета металлом.
Если металл очень тонкий, то сильно уменьшать сварочный ток смысла нет. Надо короткими касаниями, быстро нажимая на кнопку горелки, набросать металл проволоки на листы, не давая им прогореть. После чего уже более уверенно расплавить образующийся утолщенный шов, придав ему товарный вид и прочность.
Нельзя варить в очках, тем более вообще без защиты, закрывая глаза в момент нажатия кнопки. Надо использовать маску типа «хамелеон», автоматически затеняющуюся при зажигании дуги и возвращающую прозрачность сразу же после отпускания кнопки. Все процессы будут отлично просматриваться, качество гарантировано.
Читайте также: