Какой металл не паяется оловом
Обновлено: 10.05.2024
Нередко у тех, кто не имеет большого опыта работы с паяльником, возникает ситуация, когда не получается захватить припой на так называемое жало этого электроинструмента. Можно потратить массу времени, усилий и нервов, но так и не добиться нужного результата, не говоря уже о том, чтобы выполнить качественную пайку. При возникновении такой ситуации не стоит думать, что вам попался бракованный инструмент. Если выполнить лужение паяльника, то он будет исправно вам служить, не доставляя неприятных моментов в процессе пайки.
Основные причины
При пайке чаще всего используется припой из свинца и олова. Он имеется температуру плавления 240-300°C. Хорошо плавящийся припой не скатывается с рабочей поверхности паяльника, им легко работать.
Случается так, что олово не прилипает к паяльнику, и сколько бы вы ни старались, жало электроприбора не берет на себя этот материал, необходимый для пайки.
Причин, по которым олово не пристает к паяльнику, может быть несколько.
- Если в процессе пайки рабочая поверхность сильно разогревается, то припой или флюс сгорают на нем, оставляя после себя загрязнения. При повторном использовании электроинструмента он уже не плавит припой, так как шарик олова просто не липнет к жалу электроинструмента.
- Рабочая поверхность у паяльника медная, во время нагрева она окисляется, образуя оксидную пленку. Если периодически не приводить инструмент в порядок или использовать его на слишком высоких диапазонах температур, то припой не держится.
Это две основные причины, и если вы их устраните, ваш паяльник сможет вновь нормально работать.


Устранение проблемы
Работа с паяльником только на первый взгляд кажется простой. На самом деле, чтобы делать пайку, необходимо уметь правильно им пользоваться.
Новый пальник, а точнее – его жало перед началом работы потребуется облудить.



Процесс выполняется в следующей последовательности.
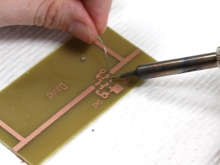
- Жало паяльника зачищают механическим путем, для этого применяют обычный наждак или крупнозернистую наждачную бумагу. Зачищать поверхность жала нужно капитально, но аккуратно, важно не оставлять после чистки глубоких царапин, так как в них будет появляться оксидная пленка при разогреве меди. Работу выполняют на холодном электроинструменте без подключения его к электросети.
- Следующим этапом потребуется покрыть жало паяльника тонким слоем флюса. Флюс в жидком состоянии наносят обычной кисточкой, а если применяется канифоль, тогда в нее утопляют жало, разогревая его. Важно не разогреть жало до погружения его в канифоль, так как при нагреве на открытом воздухе у меди снова образуется пленка оксида меди, которая вновь воспрепятствует прилипанию припоя.
- Далее, паяльник разогревают до необходимой температуры и подносят к припою. Теперь конец жала надо потереть о припой. Сделать это будет проще, если олово растереть по поверхности из жаростойкого материала. Обычно для растирания пользуются деревянной березовой или дубовой щепкой. В этом процессе главное – это не перегреть жало паяльника, так как перегрев является еще одной причиной, по которой к жалу не липнет припой.


Если все этапы выполнить правильно, то после лужения ваш паяльник станет хорошо набирать на жало олово, а припой не будет собираться каплями или комками.
Напротив, он будет равномерно покрывать наконечник жала и в процессе пайки хорошо отходить от него. Существуют паяльники, у которых жало покрыто небольшим слоем никеля.
Новый инструмент работает исправно и не требует лужения, но спустя время припой перестает держаться на жале или собирается комками.
Такая ситуация чаще всего возникает, если жало паяльника загрязнено, тогда достаточно вычистить жало и устранить старый нагар. Но бывает и так, что местами слой никеля повреждается, и тогда придется выполнить процесс лужения, убирая оставшийся никель. Чтобы ваш паяльник служил исправно, важно содержать его в рабочем состоянии, своевременно удаляя нагар. Для этого паяльник немного нагревают и протирают его плотной тканью, смоченной в воде. Залудить никелированный паяльник после удаления нагара можно следующим образом:
- разогретое жало помещают в банку, где рядом с канифолью лежит немного олова, при этом канифоль окружает олово;
- паяльник расплавляет вокруг припоя канифоль, в это время припой тонет в канифоли;
- проходя под слоем канифоли, нужно попасть к припою – состав сразу же окутает жало паяльника.
После такой процедуры паяльник вновь станет работать, исправно набирая припой.
Во избежание появления нагара рекомендуется покупать паяльник с регулируемой температурной шкалой или пользоваться диммером для регуляции мощности напряжения.
Рекомендации
Обычный паяльник рассчитан на то, чтобы нагревать жало до 350-400°С, тогда как у обычного припоя марки 60/40 рабочий диапазон температур составляет не более 300°С. По этой причине важно правильно выбирать температуру нагрева паяльника, чтобы избежать появление нагара. Чтобы паяльник служил долго, требуется внимательно относиться к его состоянию. Нельзя допускать загрязнений, но и при чистке нужно стараться не оставлять на поверхности жала глубокие борозды царапин.


Процесс паяния чаще всего выполняют припоем, который на 40% состоит из свинца и на 60% из олова. Следует знать, что с таким составом работают при разогреве жала не выше 180°С. Если не соблюдать такой температурный режим, припой будет сгорать, спайки у вас не получится. Чтобы спаять две детали, их нужно предварительно зачистить от окислительной пленки. В области пайки для лучшего сцепления детали прогревают более высокой температурой, чем температура плавки припоя.
Чтобы исключить появления оксидной пленки, используют флюс.
Когда под жалом паяльника припой начал расплавляться, следует набирать его нетолстым слоем и выполнять паяльные работы. После пайки жало протирают о влажную ткань, удаляя нагар. Такое очищение нужно делать постоянно и взять это себе за правило.
Во время работы держать электроинструмент нужно таким образом, чтобы получилась наибольшая площадь контакта его с деталью. В этом случае площадь прогрева у детали возрастает, а значит, спаечный шов будет крепче. Если прогрева деталей не будет, спайка может не образоваться. Так бывает, когда работу выполняют, используя только самый кончик жала паяльника.
Что делать, если припой не прилипает, смотрите далее.
Подскажите пожалуйста материал, который не подвергается облужению при пайке.
Знаю вольфрам не паяется, а еще какие есть металлы? Или для спайки которых требуется очень высокая температура?
Нихром и другие сплавы высокого сопротивления,
большинство сортов нержавеющей стали,
жала китайских паяльников,
алюминий (за исключением припоев "Авиа-1" и "Авиа-2"), силумин,
чугун, титан,
дерево, пластмасса, стекло, фарфор.
нихрому нужна высокая температура? или флюс определенной марки? в инете смотрел, но толком не понял, везде советы КАК ПРИПАЯТЬ, а не как избежать облужения))
ну допустим сплавом РОЗЕ его же будет проблематично припаять? может же он служить своеобразным изолятором между спаиваемыми поверхностями?
valik kurudimov Искусственный Интеллект (391842) сплав РОЗЕ относится к легкосплавным припоям как и сплав ВУДА )))
алюминий, титан, магний, никель, нихром, фехраль (облудить можно, но с трудом), молибден
Не то, чтоб они совсем не паялись, просто для этого нужны другие флюсы, припои и температура.
Картофельный папа Искусственный Интеллект (337243) Нихром по науке вообще нежелательно паять. Сваривать преподчительно. Если таки приспичило паять, то паять высокотемпературным припоем - бронза, сплав цинк-серебро, или просто серебром. Как не облудить. Прокалить докрасна для образования прочной оксидной пленки, и его хрен чего облудит.
Таких металлов гораздо больше, чем вы думаете, к тому же диапазон температур плавления их широк до безобразия. К примеру, чем вы предлагаете лудить ртуть?
Что-то скучно сегодня на ответах. Даже идиоты какие-то адекватные - постебаться не над кем. Ну, тогда хоть тут расскажу историю из жизни, как раз в тему вопроса.
Короче, было дело в далёком. ну, в общем 30 лет назад. Вернулся я из армии, и устроился на работу в одну маленькую уютную лабораторию одного сильно раскиданного по стране НИИ. Выделили мне паяльный, сбитый из двух двухтумбовых письменных, стол, с напутствием: "Там от твоих предшественников всякое барахло в ящиках, сам разберёшься, что пригодится. А остальное можешь выкинуть". В ходе наведения порядка в ящиках обнаружился комок проволоки. Хотел уже выкинуть, но.. Проволочка с виду лужёная, сталистая, жёсткая, диаметром около 0,5 мм и весом этак граммов под сотню. "It's good!" - подумал я - "Сталистая - значит, малотеплопроводная. А значит, на сквозные перемычки для плат - самое оно!" Надо сказать, что с перемычками была (да, собственно, и есть) одна проблема: медная проволока, при попытке запаять её с одной стороны, норовила прогреть пайку с другой стороны и сбежать. Выходил из положения, используя проволоку от ножек уже устаревших к тому времени транзисторов МПхх, но и они имели привычку кончаться. Долго ли, коротко ли (где-то полгода минуло) - и пришло время городить громадную (размером в "дипломат", в котором и должна была быть смонтирована) плату с кучей переходов с одной стороны на другую. И комок провода был извлечён из стола. И откусив кусок проволочки, попытался я обновить слой лужения. К моему удивлению, проволока, смоченная канифолью, смачиваться припоем упорно не хотела. Не помогли ни нашатырь, ни паяльная кислота. Поскольку завлаб тоже мало-мало был знаком с паяльником, решил показать эту неадекватную проволочку ему. Шеф как-то странно, молча, посмотрел на демонстрацию пофигистичной реакции проволочки на попытки облудить её с разными флюсами, а потом как-то сла-а-а-аденько так спросил, мол, слушай, студент, а ГДЕ ты такую проволочку нашёл? Ну, я, типа - "Да вон какой ком её тут в столе валялся". Шеф: "Да мы эту проволочку уже 4 года (!) ищем! Уже походные чемоданчики собрали, и бесплатный билет в Магадан ждём! Это, студент, ПЛАТИНА!"
Ну, потом мне объяснили, в чём была суть хохмы. Утилизация драгметаллов тогда осуществлялась централизованно, и отслужившие своё термопары (ППР) надо было везти в головной институт. В соседнюю область. А полутораметровые промышленные термопары - штука большая и тяжёлая, и было их МНОГО. В общем, руководство разрешило выдернуть собственно термопары (вот ту самую платиновую проволоку) из чехлов, и привезти только их, с очередной оказией. Термопары с успехом изломали, и. с тем же успехом про@али. Пока на них СЛУЧАЙНО не напоролся я, СЛУЧАЙНО не выкинул, СЛУЧАЙНО платина оказалась совершенно непригодной для более приземлённых целей.
Так, о чём я? А! Ну, да - платина паяльником не лудится. Никакими способами. И, в отличие от нихрома, например, вообще не смачивается припоем. В сплаве с родием - тоже. Проверено ЛИЧНО, ага.
Хьюберт Фарнсворт Искусственный Интеллект (105437) :))) Ну, в восьмидесятые за одну МЫСЛЬ о том, чтобы как-то "утилизировать" даже серебро, можно было получить билет в солнечный Магадан. Если-б знал, что за восьмидесятыми придут девяностые - МОЖЕТ быть, мысль ещё похранить невзрачную проволочку в ящике и посетила бы. М-да. Ну, если-б я ещё и знал, что это за проволочка.
Хьюберт Фарнсворт Искусственный Интеллект (105437) Не знаю. Мне только с бронзовыми (латунными?) и из нержавки растяжками попадались. Про платиновые слышал, но не видел. Может, они точечной сваркой крепятся, или просто вмуровываются в припой (заливаются им)?
Когда припой не липнет, чернеет жало паяльника, вопрос о том, что делать, начинающие радиолюбители чаще всего адресуют специалистам ремонтных мастерских. На самом деле эта проблема если и не рядовая, то уж точно весьма распространенная. Узнать, почему припой не прилипает к паяльнику, не держится на проводе, поможет более полное рассмотрение всех возможных причин возникновения такого дефекта.
Возможные причины
Соединение металлов методом пайки в некоторых случаях заменяет точечную сварку, помогает обеспечить прочное крепление деталей между собой. Но далеко не всегда процесс идет гладко. Когда припой не прилипает к паяльнику, причину проблем почти всегда стоит искать не в материале, с которым ведется работа, а в нарушении технологии работ. Плохой уход за прибором приводит к тому, что жало чернеет, покрывается продуктами окисления и не плавит олово.



Кроме того, могут быть нарушены условия проведения работ — на ветру, под открытым небом материал не припаивается куда чаще, чем в оборудованной домашней мастерской.
О том, какие причины приводят к тому, что олово не пристает к проводу, а на плате невозможно зафиксировать соединение, стоит поговорить более подробно. К примеру, если припой не держится на жале при контакте с ним, дело может быть в малой мощности паяльника или его недостаточном прогреве. Не берет жало олово и по более прозаическим причинам: при попадании загрязнения в зону контакта. Его источником может быть даже канифоль — стоит проверить все материалы, если вдруг к паяльнику неожиданно не липнет припой.
Среди других часто встречающихся и распространенных источников таких проблем можно выделить следующие.
- Сплав металла, плохо поддающийся пайке. Такие изделия приходится лудить перед нанесением припоя.
- Рабочая часть паяльника нагрета до слишком высокой температуры. Это не позволяет ей правильно разогревать олово.
- Некачественный припой. Тоже, вопреки распространенному мнению, встречается довольно часто.
- Отказ от использования флюса. В этом качестве выступают вещества, удаляющие следы окисления с поверхностей. На многих сплавах припой просто не будет держаться без флюса. Впрочем, при его использовании тоже можно просто взять недостаточно дополнительного компонента.
- Паяльник недостаточно мощный. Он просто не может разогреть металл до нужного состояния.
- Используются неподходящие или некачественные материалы.
- Металл не прогрет. При работе с электротехническими сталями повышенной твердости это вполне ожидаемо приводит к проблемам.
- Случайное прикипание к жалу полимерных материалов. Если работа производится в неподобающих условиях, это вполне может случиться.
- Образование на поверхности металла нагара или пленки, образующейся в результате окисления. Они препятствуют удержанию олова.
- Низкая концентрация флюса. При самостоятельном приготовлении состава такое случается достаточно часто.


Важно понимать, что если причина в жале паяльника, устранить проблему удается далеко не всегда.
У многих современных вариантов вместо меди здесь используется дополнительное покрытие. Необгораемое жало лучше заменить новым при плохом контакте — заточка и лужение приведут к сокращению срока его службы.


Что делать?
Большая часть проблем с удерживанием олова на жале паяльного инструмента или металлических деталях легко решается путем зачистки. С жала из меди вручную или химическим способом счищается образовавшийся налет. Для работы подходят практически любые абразивные материалы — от наждачной бумаги до напильников.
Нагар можно механически убрать, протерев жало бумагой, ватой, ненужной ветошью, поролоновой губкой. Чтобы жало лучше залудилось, а также для профилактики проблем с налипанием припоя, медный наконечник периодически избавляют от окислов. Можно использовать средство «Оксидал», в которое помещают нагретое жало.
По завершению чистки останется лишь протереть рабочую поверхность паяльника влажной поролоновой губкой.
В случае с наконечниками из необгораемых материалов механическая чистка противопоказана. Любые абразивы просто сотрут защитный слой покрытия, сократив срок его службы. Но есть другие способы восстановления. Среди них — погружение разогретого паяльника в латунную стружку — такая «ванна» должна повторяться несколько раз. Кроме того, для удаления окислов выпускаются специальные губки, как раз для необгораемых жал.
Неправильно выбранный температурный режим — перегрев или слишком слабый накал – тоже корректируется. Можно просто выполнять подключение паяльника через лабораторный трансформатор. Кроме того, увеличить или уменьшить нагрев наконечника можно, если использовать сменные наконечники разной длины. Достаточно поэкспериментировать, чтобы найти оптимальный вариант.
Припой не липнет к металлу
Если все действия выполнены, а припой не желает держаться на поверхности соединяемых металлических элементов, причиной может быть неверный выбор флюса и других расходных материалов. Если говорить о самой стали и ее сплавах, то лучше всего пайке поддаются самые мягкие из них. На поверхности такого металла есть неровности, кратеры, облегчающие удерживание расплавленного олова.
С электротехническими марками стали проблемы возникают чаще — они очень твердые и упругие, легкая пайка здесь в основном дело случая и везения.
Если припой не удается закрепить на поверхности металла, понадобится предварительная подготовка.
- Зачистка стальной поверхности. Она производится химическим и механическим способом, обеспечивает удаление окислов и других помех для прилипания оловянного припоя.
- Прогрев детали до температуры плавления олова (около 232 градусов). После этого на поверхность металла наносится флюс и припой. Некоторое время он остается в текучем состоянии. В качестве флюса используются кислоты — ортофосфорная или любая другая, применяемая в электротехническом деле.
Лужение металлических контактных участков перед пайкой позволяет решить проблему, если материал в принципе поддается такому соединению. Разогрев стали выполняется при помощи достаточно мощных инструментов. Паяльника будет недостаточно, а вот газовая горелка или строительный фен с задачей справится на 100%.
Для профилактической обработки медного жала после работы можно использовать специальный активатор. В его составе нет галогенов и свинца, но присутствуют компоненты, защищающие поверхность, продлевающие срок службы инструмента, восстанавливающие контактную способность при смачивании припоем. На обработанном таким способом жале меньше скапливается нагар, реже появляются вредные окислы.
Если в припое искусственно завышено количество свинца, нарушена его правильная пропорция, липнуть к паяльнику он не будет. Если на жале нет нагара, стоит попробовать заменить припой.
По завершении работы нужно обязательно подготовить паяльник к дальнейшей эксплуатации. Жало обязательно очищается и залуживается перед отправкой на хранение. Это позволит в любой момент получить инструмент, готовый к работе.
О том, как залудить паяльник, смотрите далее.
Все, что нужно знать об олове для пайки
Олово – основной компонент состава, используемого для припоя, но в чистом виде оно не применяется. В основном его эксплуатация связана со сборкой электронных устройств, когда требуется аккуратное и прочное соединение внутренних деталей, притом что плавиться должны не они, а именно припой.
Особенности
Такой металл, как олово, известен человеку с древности, его свойства позволили применять его для изготовления оружия и инструментов. Благодаря олову появилась бронза, из которой стало возможным создавать самые разные бытовые принадлежности, а также ювелирные украшения.


Данный элемент обладает многими интересными характеристиками, среди которых:
- высокая степень ковкости, посредством давления, за счёт хорошей пластичности и устойчивости к деформации;
- лёгкая плавкость, температура плавления – 231,9 градуса, что даёт возможность делать сплавы с другими металлами;
- плотность элемента сходна с плотностью железа;
- металл способен закипать при существенно высоких температурах и долго находиться в жидком виде;
- в состоянии кристаллизации олово обладает серебристым цветом с характерным металлическим блеском;
- также изделия из этого химически чистого вещества при воздействии низких температур могут трансформироваться в порошок серого цвета.
Из всех свойств олова, пожалуй, самым важным является его плотность, поскольку она позволяет использовать металл для создания различных сплавов.
Не секрет, что олово применяется для припоя всевозможных частей и микросхем радиоэлектронных приборов, и оно, действительно, идеально для этого подходит, поскольку хорошо плавится, но из-за высокой стоимости состав, основой которого является это вещество, дополняется разными присадками.


Олово для пайки чаще всего включает свинец, но также для этого используются никель, кадмий, серебро, цинк, медь и сурьма. Добавки выбираются в зависимости от металла деталей, которые должны сохранять целостность. Поэтому вещество соединяют с элементами, дающими определённую температуру плавления.
В России особенно востребованным составом для припоя является сплав олова и свинца (ПОС) – это мягкие сплавы с плавлением при 300 градусах.
Выпускается паяльное олово в виде специальной пасты, прутков, шариков и проволоки.
Сферы применения
Различные виды припоев востребованы в разных областях и отличаются по своим физическим свойствам и полезным характеристикам:
- Состав припоя ПОС-18, помимо олова и свинца, содержит такие элементы, как сера, железо, алюминий и т. д. Температура расплава этой смеси составляет от 180 до 285 градусов. В основном сплав используется в жидком виде, при этом обладает некоторыми достоинствами: сниженным уровнем хрупкости, устойчивостью к влиянию влаги. Из недостатков можно отметить наличие свинца и отсутствие серийного производства вещества. Области применения – лужение отдельных частей кузова автомобилей, пайка элементов радиоустройств, использование в ремонте отопительных систем.
- Одинаковым процентным содержанием свинца и олова отличается состав ПОС-50, но также в него входят примеси железа, меди, висмута, цинка и даже мышьяка. Полученный металл обладает высокой текучестью, электропроводностью и хорошими теплопроводящими качествами, однако не подходит для ручной пайки из-за быстрой кристаллизации. Припой этого типа можно применять для обработки швов в деталях, требующих максимальной герметичности, к примеру, в системных блоках ПК небольшой мощности, измерительной технике.
- Для ремонта бытовых устройств больше подходит состав ПОС-30, относящийся к мягким сплавам, обладающий высокой твёрдостью и тёмным цветом. Основное его преимущество – возможность пайки мелких элементов из-за малого сопротивления, а в некоторых случаях – замена вышедших из строя дорогостоящих деталей. Состав применяется и для лужения цинкового листа.
- Припой ПОС-90, в составе которого 90% олова и только 10% свинец, подходит для ремонта медицинской аппаратуры и реставрации пищевой посуды.
Паять при помощи оловянного сплава можно разные металлы:
- Если это нержавеющая сталь с содержанием хрома, никеля и титана, то вид припоя будет зависеть от условий работы. В сухом помещении применяются составы с добавлением хрома и никеля, при высокой влажности в них должно входить серебро с минимальным количеством никеля.
- Для создания украшений из серебра паять этот металл оловом допускается, но делать это нужно очень аккуратно, применяя для паяльника тонкое жало.
- Что касается никеля, его тоже можно паять оловянными припоями, когда нужно получить отдельные детали приборов и систем, применяющихся в химической промышленности.
- Для прочных соединений изделий из чугуна, включая монтаж трубопроводов разного назначения, используется оловянный припой с добавлением латуни или никеля.
- Посредством припоя оловом можно проводить ремонт топливного бензобака автомобиля при его небольших повреждениях, и для этого не надо заливать в него воду.
Особый вид припоя ПОССу состоит из олова, свинца и сурьмы и нашёл применение в ремонте холодильников, автомобильных цепей, любых изделий с цинковым покрытием.
Каким бывает
Есть несколько видов олова, но не всякий из них подходит для пайки:
- Жидкое вещество обычно используется для лужения деталей из меди путём погружения их в химический раствор. Это необходимо для повышения стойкости медных изделий к коррозийным процессам и появлению ржавчины.
Применение такого состава отличается простотой. Перед процессом лужения необходимую деталь нужно тщательно очистить от загрязнений, провести обезжиривание поверхности для оптимального сцепления и поместить её в раствор жидкого олова на 20–30 минут. За это время формируется один защитный слой. При необходимости его утолщения процедуру нужно проделать снова.
Жидкий состав имеет одно важное преимущество – он позволяет защитить большую поверхность металла, что не всегда можно сделать при помощи паяльника.
- Пищевое олово (пьютер) в большинстве случаев используется для создания посуды, элементов декора, столовых принадлежностей, ёмкостей и сосудов для хранения пищевых продуктов. Как правило, в состав металла добавлены серебро, медь и сурьма, которые повышают его прочностные свойства и снижают стоимость. Данный сплав полностью безвреден (для продуктов и здоровья человека), не меняет запаха и вкуса блюд, не выделяет токсичных веществ и к тому же долговечен в эксплуатации.
Благодаря пластичности материала посуда и сувенирные изделия из пищевого металла хорошо поддаются обработке, поэтому выглядят привлекательно.
На изделия наносится резьба, всевозможные насечки, иногда поверхность предметов покрывается объёмными рисунками и орнаментами.
Чистым оловом не так давно паяли посуду, контейнеры, кастрюли – любые предметы, имеющие непосредственный контакт с пищей. Но в настоящее время оно с этой целью не применяется, так как некоторые металлы паять им трудно, а при сильном охлаждении вещество рассыпается.
Невозможно сравнивать эти разновидности олова, тем более решить, какая из них лучше, поскольку каждая имеет свои плюсы, недостатки и конкретное назначение.


Как паять
Для пайки понадобятся паяльник с оловоотсосом, флюс для устранения окислов – любой состав, альтернативный канифоли, но хорошо смываемый водой. При высокотемпературном виде пайки понадобится горелка, но для проведения низкотемпературных процессов подходит паяльник. В качестве припоя берётся проволока, продающаяся в бобинах и мотках, она же содержит флюс, кроме того, потребуются пассатижи и нож. Перед работой с рабочего места нужно убрать всё лишнее, установить нормальное освещение. Для мусора и мелких отходов можно взять любую неглубокую ёмкость.
Следует отметить, что в домашних условиях пайка должна осуществляться быстро, поскольку часто требуется дополнительная зачистка из-за обугливания флюса, делающего припой текучим. Но пока он полностью не затвердеет, трогать соединяемые детали нельзя.



Некоторые особенности имеет пайка стали – всегда надо учитывать изменение свойств стали при влиянии термовоздействия, взаимодействие её с составом припоя и устойчивость оксидной плёнки.
Как паять металл правильно – дадим несколько рекомендаций:
- Перед пайкой соединяемые части должны быть очищены. Для хорошей адгезии их можно залудить.
- При плавлении проволоки или прутков содержащийся в них защитный флюс начнёт выделяться и выполнять свои функции по разрушению окисла.
- Олово помещается на деталь лёгким касанием, оно должно образовать тонкий слой на нужном участке.
- При работе для снижения воздействия температуры на деталь её удерживают пинцетом в качестве теплоотвода.
- Паяльник нельзя длительное время держать в месте припоя.
- Необходимо следить за чистотой наконечника паяльника и своевременно очищать его от нагара абразивным полотном или напильником.




При демонтаже радиодеталей со множеством выводов легче воспользоваться таким удобным и простым приспособлением, как оловоотсос, – инструмент поможет выпаять элементы, то есть удалить припой с запаянного контакта.
Обеспечив нагрев и расплавление, нужно закрепить поршень устройства и, поднеся его носик к контакту, нажать кнопку фиксатора. Расплавленный припой окажется внутри цилиндрической ёмкости оловоотсоса.
Специалисты, имеющие опыт работы с оловянным припоем, рекомендуют выбирать состав с минимальным включением свинца и точно подбирать температуру плавления, ведь от этого зависят текучесть олова и качество полученных соединений.
Наглядный обзор различных припоев и их тестирование представлено в следующем видео.
Олово не прилипает к металлу
Начинающие радиолюбители частенько сталкиваются с трудностью, когда припой не прилипает к паяльнику. Не хочет, и все тут. В таких условиях пайка становится не просто пыткой, а настоящим истязанием нервов.
Сколько сил и терпения уходит, чтобы поймать жалом этот верткий шарик расплавленного припоя. А ведь его потом необходимо донести до детали. А если жало инструмента не плоское? Как быть тогда? А всего-то и нужно тщательно подготовить его к работе.

Оловянно-свинцовый (самый распространенный) припой плавится при температуре 250-300 ℃, и такой температуры вполне достаточно для работы.
Если в какой-то момент жало разогреется сильнее, то и припой и флюс, находящиеся на нем, могут просто сгореть, оставляя неприглядные следы своего присутствия.
Вдобавок медь, из которой изготовлено жало, от перегрева начнет окисляться и на поверхности появится тончайшая пленка оксида меди. Из-за нее и не прилипает припой, да и оставшийся на жале «шлак» совсем не прибавит «липучести».
Итак, основных причин того, что припой не прилипает или не держится, две. Первая – загрязнение жала, вторая – окисление. Если их устранить, то работа пойдет, как по маслу.
Правильная подготовка к работе
Непосредственная подготовка инструмента к пайке заключается в проведении работы по лужению. Ведь именно к нелуженому металлу не прилипает паяльный материал.
Лужением называется покрытие поверхности тонким слоем олова.
Кстати, точно также готовят к пайке детали. Как же облудить паяльник? Да очень просто. Только залудить надо не весь инструмент, а лишь его жало.
Сначала необходимо очистить его механическим способом. Для этого подойдет напильник или наждачная бумага. Чистить нужно тщательно, не оставляя бороздок и царапин, в которых могла бы остаться окисная пленка. Конечно, паяльник при этом должен быть холодным.

После тщательной очистки, надо покрыть рабочую поверхность слоем флюса. Если используется жидкий состав, то он сразу же после очистки наносится кисточкой, если используется твердая канифоль, то паяльник необходимо погружать в нее по мере нагрева жала.

Не надо ждать, когда паяльник нагреется, потому что на воздухе неизбежно образуется оксидная пленка, которая опять помешает припою прилипать. Перегрев –причина того, что медный наконечник не лудится.
После того, как паяльник разогреется до нужной температуры, жалом надо прикоснуться к припою и потереть. Можно растереть припой при помощи щепки из твердого дерева – березы или дуба. При этом нельзя допускать перегрева паяльника.

К правильно облуженному паяльнику припой отлично прилипает и не лежит на нем комками или каплями. Он равномерно покрывает медный наконечник и спокойно покидает его, когда нужно.

В случае никелевого покрытия
Часто для пайки используются паяльники с так называемым «вечным жалом», покрытым тонким слоем никеля. Почему-то считается, что оно не лудится. В самом деле, кому придет в голову счищать наждачкой никелевое покрытие?
Тем не менее, приходит время и становится заметно, что припой-то не держится! В лучшем случае прилипает маленькими каплями. И что же делать? Ответ тот же – лудить!

Причина часто заключается в том, что жало грязное. Для начала все же стоит убедиться, что никелевое покрытие не повреждено.
После этого нужно убрать нагар. Сделать это можно на слегка нагретом паяльнике влажной тряпкой, сложенной в несколько слоев.
Дальнейшие действия такие:
- сразу после удаления нагара жало необходимо опустить в баночку с канифолью, в которой предварительно поместили кусочек припоя;
- паяльником необходимо расплавлять канифоль вокруг припоя, чтобы тот утонул;
- под слоем жидкой горячей канифоли прикоснуться к припою. Он тут же покроет всю рабочую поверхность жала.
Лучшим способом избежать ситуации, когда припой не прилипает, является недопустимость перегрева жала.
Профилактика всегда была самым действенным средством. Если нет возможности приобрести инструмент с регулировкой температуры, можно приобрести диммируемый регулятор напряжения или изготовить его самостоятельно. Если следить за температурой нагрева, то лудить паяльник придется гораздо реже.
Пайка относится к тем процессам, которые дают металлическое соединение достаточно хорошего качества, но при этом не подвергают расплавлению основной металл. Это более простой, дешевый и удобный аналог сварки, в котором также используются наплавочные материалы, но сам принцип происходит несколько по-другому. Для расплавления здесь может использоваться паяльник или газовая горелка, в зависимости от ситуации и особенностей проведения процедуры. Для домашнего использования используется преимущественно паяльник, так как он намного проще в применении и его стоимость ниже любой горелки. Естественно, что во время использования могут быть разнообразные проблемы, недостаточный прогрев, паяльник не берет припой, налипание металла на жало и прочее. Со всем этим приходится бороться, чтобы достичь наиболее качественного результата. Основной принцип заключается в том, чтобы разогреть жало инструмента до той температуры, которая нужна для расплавления припоя. Для улучшения взаимодействия может использоваться флюс. Затем расплавленный материал переносится на место, которое требует спайки. Но если припой не прилипает к паяльнику в это время, то ничего не получится.

Припой не липнет к паяльнику
Почему припой не держится на паяльнике?
Этот вопрос возникает у многих новичков. Ведь почти у каждого начинающего пайщика был случай, когда все разогрето до нужной температуры, но нет ни какого взаимодействия между расходным материалом и инструментом. Иногда это проходит путем небольшой поправки параметров рабочего процесса, но порой нужно применять боле сложные методы.

Припой не держится на паяльнике
Первой и основной причиной, почему паяльник не берет припой, является недостаточное количество требуемого флюса. Именно это главная ошибка новичков. Флюс может вовсе отсутствовать, что легко исправляется его включением в рабочий процесс, и тогда какой бы высокой температура инструмента не была, он не сможет отделить часть расплавленного металла. Но может случиться, что флюс все же применяется, но его количества не хватает, чтобы припой остался на жале. Для этого нужно обильно смазать как само жало, так и припой. Для этого достаточно просто мокнуть разогретое жало в канифоль или другой подходящий флюс.
Более сложной проблемой является неправильный подбор дополнительных расходных материалов. Различные виды припоев для пайки требуют различных марок флюса, которые будут подходить им по составу. Здесь уже нужно смотреть, какой вариант больше подходит для конкретной используемой марки. В особенности это характерно для металлов, которые сложно поддаются спаиванию. Для них требуются специальные заводские флюсы, которые делаются под определенную марку припоя.
Еще одной причиной, почему не прилипает припой к паяльнику, является перегрев самого инструмента. Если он высокой мощности. К примеру на 25 Ватт, то очень часто такие модели перегреваются, если включены напрямую в электрическую сеть. Чтобы урегулировать это, требуется использовать подключение через диод с тумблером или регулятор. Тогда вязкость материала будет нормальной, чтобы он схватился с поверхностью наконечника. Также можно подобрать более слабые модели паяльника. Но это может привести к другой проблеме, описанной ниже.
Схожей проблемой, почему припой не липнет к паяльнику, является недостаточный нагрев. Когда паяльник слишком слабый или еще не успел прогреться, то он не сможет достичь нужного значения температуры, чтобы расплавить материал. Нужно знать, какая температура плавления припоя в конкретном случае, чтобы подобрать инструмент достаточной мощности, либо же дождаться, пока полностью прогреется имеющийся. Это также распространенная проблема в домашних условиях, где наблюдается ограниченность в техническом плане.
В двадцать первом веке практически всю радио- и электронную технику собирают на роботизированных линиях без участия человека.
Но и в наше время, несмотря на изобилие готовых электронных приборов, существует огромное количество людей, предпочитающих собирать и ремонтировать различные устройства самостоятельно. Непосвященному кажется, что достаточно купить паяльник, припой и канифоль – как станешь радиомастером! Но сначала следует узнать основы процесса.

Припой
Первым делом выбираем припой. Припой представляет собой сплав олова и свинца, обладающий низкой температурой плавления и высокой скоростью застывания, позволяющей легко, быстро и прочно припаивать провода и радиодетали. Впрочем, лучший припой – это чистое олово.
Паяльник
Главный инструмент радиолюбителя – паяльник – вещь простая, но и к нему нужно знать подход, уметь ухаживать за ним и знать технику безопасности. Горе-мастер, не соблюдающих этих правил, рано или поздно сталкивается с различными вопросами, первый из которых: «Почему к паяльнику не прилипает олово?» Эта проблема устраняется путем следующих правил:
- паяльник должен быть хорошо прогрет;
- необходимо очистить напильником жало паяльника от грязи, застывшей пластмассы других остатков предыдущей работы;
- жало необходимо залудить, равномерно покрыв тонким слоем олова;
- поверхность паяемых деталей также должна быть хорошо очищена.

Наконец, необходимо помнить: паяние и лужение невозможны без важного компонента – флюса.
Вещество, препятствующее окислению металлических частей паяльника. Радиомастера в качестве флюса применяют канифоль.
Это азы, однако, не зная азов пайки ничего кроме пожара сделать невозможно.
Читайте также: