Канифоль для пайки металлов
Обновлено: 07.07.2024
Кто любил в детстве паять в домашних условиях или посещал кружки радиолюбителей, обязательно имел в своем арсенале эти янтарные кусочки, но редко когда задумывался, зачем нужна канифоль.
Рассмотрим ее полезные свойства при пайке и чем можно заменить ее.

Технология и терминология
Исходным сырьем для производства канифоли является обыкновенная сосновая смола, в которую кроме канифоли входят летучие соединения скипидара.
Процесс изготовления включает в себя очищение канифоли путем выпаривания этих соединений.
Тем, кто никогда не работал паяльником, но планирует научиться паять, будет полезно узнать некоторые технические термины.
Пайка – это процесс соединения между собой двух радиотехнических деталей через нагрев.
Инструмент для пайки – это паяльник, обычно работающий от сети 220 с номинальной мощностью 40Вт.
Процесс пайки осуществляется жалом паяльника за счет того, что разогретый до высокой температуры припой схватывает две детали между собой, заполняя пространство между ними.
ГОСТ определяет припой, как металл или сплав нескольких металлов. По ГОСТ определено 26 категорий припоя в зависимости от используемого элемента.
Наиболее популярен сплав свинца и олова в различных пропорциях. Немаловажное значение в популярности играет и цена.
Припои всегда имеют более низкую температуру плавления, чем детали, которые нужно соединить.
По ГОСТ припои по температурным свойствам разделяются на мягкие, которые плавятся при температуре до 450 градусов Цельсия (выделяя подкатегории особо легкоплавких – до 145 °С и твердые с температурой плавления от 450 градусов Цельсия и выше (категории среднеплавких – до 1100°С, высокоплавких – от 1100 до 1850ºС и тугоплавких – свыше 1850).
ГОСТ разделяет припои на флюсующие и самофлюсуемые, у них различная температура плавления.
Чаще всего припои выглядят как металлическая трубочка серебристого цвета или как полый цилиндр, наполненный канифолью, которая выполняет функцию флюса.
Флюс — это состав (жидкий или твердый), который способствует лучшему контакту спаиваемых деталей и предотвращению окисления металла на рабочих поверхностях.
Требования к флюсам также определены ГОСТ, на них различная цена.
Для новичка будет более удобен припой с канифолью, в то время как опытные мастера любят паять обыкновенным припоем, выбирая флюс в зависимости от условий пайки и материала деталей.
Если будет производиться простая пайка медных деталей, то можно использовать канифоль, невысокая цена делает ее удобным расходным материалом.
Когда проводится более сложная пайка, то вместо одного универсального, применяется флюс, подходящий ко всем деталям.
Технические требования к использованию канифоли при пайке, ее состав, температура плавки и характеристики определены ГОСТ 19113-84.
Основной материал для канифоли — это сосновая живица — исходное сырье для многих видов промышленности и вспомогательный элемент при пайке.
Она представляет собой состав в виде смеси абиетиновой смоляной кислоты с несколькими другими изомерами смоляных кислот.
Не имея кристаллической структуры, она является аморфным, по внешнему виду похожим на стекло, хрупким веществом с широким диапазоном цветов от бледно-желтого до темно-коричневого.
По составу она представляет собой стекловидную, прозрачную или с включение пузырьков воздуха массу, с незначительными включениями механических примесей, массовой доли воды не более 0,2%.
Она абсолютно не растворима в воде, но легко растворяется под воздействием спирта и ацетона. Размягчение канифоли происходит при температуре не ниже 66-69ºС в зависимости от сорта.
Осваиваем пайку с канифолью
Состав канифоли для улучшения пайки изготовляется и продается как в чистом твердом виде, так и в виде жидких или вязких флюсов, цена его отличается.
Наиболее распространен спиртово-канифольный флюс (марка «СКФ»), который состоит по ГОСТ из 40-процентного канифолевого раствора и чистого этилового спирта.
Именно этот флюс с канифолью является диэлектриком, в отличие от хлоридно-аммониевого флюса. Кроме технических свойств этого флюса, важное значение играет невысокая цена.
Вместо жидкого флюса можно использовать канифоль в твердом виде, она также имеется в продаже в магазинах для радиолюбителей.
Цена одного килограмма твердой канифоли в пределах 400 — 500 рублей. Когда приобретена канифоль, имеется в наличии паяльник и обычный припой (олово), приступаем к работе.
Если вам до этого момента не приходилось паять, то сначала ознакомьтесь с видео инструкцией. Технология пайки с применением канифоли представлена на видео.
Чтобы крепко и правильно паять, придерживайтесь следующей последовательности.
Подготовка паяльника – лужение. Оно включает в себя зачистку жала паяльника напильников и последующее покрытие тонким слоем припоя.
Разогрейте жало и наберите на него небольшое количество канифоли, затем сразу же соедините с припоем. Как видно на видео, припой не прилипает к жалу, а нам нужно добиться его равномерного покрытия припоем.
Поэтому прикладываем жало к натуральной доске (лучше всего подойдет сосновая, но можно использовать любую) на непродолжительное время. Повторяем последовательность.
После нескольких циклов мы добьемся нужного результата.Подготовка спаиваемых поверхностей.
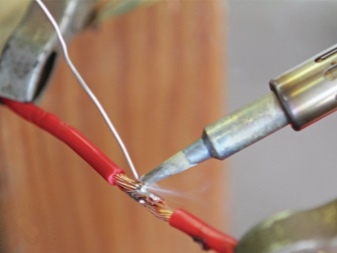
Залудим провод, для этого очистим его от изоляционного слоя, но ровно настолько, сколько места нам нужно для пайки.
Если оголена бóльшая поверхность провода, чем требуется для пайки, то это, конечно, удобно новичку, именно это – причина, из-за которой происходят замыкания и возгорания схемы.
Обычно чистый медный провод можно залудить после одного цикла «канифоль-припой».
Опустим провод в канифоль, приложим горячее жало к верху оголенной поверхности и поднимем проводок.
Канифолевая масса задымится и обтечет провод, после чего нам остается покрыть место пайки оловом. Для этого набираем горячим жалом олово из припоя и переносим на провод.
Если провод из медно-желтого стал серебристым, то он считается правильно залуженным. Когда нужно соединить пайкой два провода, оба нужно залудить таким же образом.
Рассмотрим, как подготовить для пайки медную деталь, к которой нужно припаять провод. Опускаем разогретое жало в канифоль и сразу же в припой.
Теперь у нас на кончике жала канифолево-оловянная смесь. Ее нужно качественно растереть по поверхности детали в месте пайки.
Лужение произведено правильно, если место, где будет производится пайка, стало серебристым.
Вместо твердой канифоли можно использовать любой флюс.
Для того чтобы правильно спаять залуженные детали, соединим их между собой, разогретым паяльником наберем олово (его можно заменить на любой другой чистый припой), покроем стык деталей горячим составом.
Если не удалось обогатить место соединения деталей сразу, то можно еще раз прикоснуться паяльником с оловом.
Теперь избегайте шевеления деталей под горячим припоем и дайте пайке полностью остынуть. Детали обволакиваются оловом при помощи канифоли.
Если замечаете, что обволакивание происходит плохо, то добавляйте канифоли столько, сколько будет требоваться, но небольшими порциями.
Рассмотрим, как правильно отпаять детали. Разогреваем жало и прикладываем его к месту пайки. Это расплавит припой и детали легко отделятся друг от друга.
Теперь окуните кисточку в растворитель и уберите оставшийся флюс с канифолью с поверхности деталей.
Секреты пайки с канифолью
Никакой сложности в паяльных работах нет, но, как и в любом виде работ необходимо освоить азы и провести ряд тренировочных паек.
Если вам не доводилось раньше работать паяльником, то попробуйте спайку медных проволок с применением обыкновенного припоя и использованием канифоли.
Свободный доступ к деталям со всех сторон, возможность достаточно плотно совместить их – хорошие условия для выработки навыков пайки, а использование канифоли отдельно обучит дозировать требуемое ее количество.
Обратите внимание на следующие моменты:
- Чистота контактов для лужения перед пайкой должна быть обеспечена должным образом, это цена крепкой пайки. После чистки соединяемых поверхностей с помощью ножа, пройдитесь по ним наждачной бумагой. Цель – сделать металлические поверхности деталей более яркими, а, значит, очищенными от окислителей меди;
- Готовьте столько поверхности, сколько вам потребуется для пайки с канифолью. Если первый раз получилось залудить большую поверхность, чем требуется, переделайте, взяв новые проводки;
- Если не хватило припоя или флюса, оставьте пайку застывать. Когда вы пытаетесь растереть горячий состав по поверхности, вы нарушаете пайку, из-за чего возникнут трещины. Лучше дождаться полного остывания и паять оставшиеся поверхности, используя новый состав.
Мы рассмотрели, как правильно нужно работать паяльником, для чего можно и нужно использовать флюсы и канифоль, выделили несколько моментов, помогающих научится лучше паять и показали видео инструкцию по работе с паяльником.
Как правильно паять паяльником с канифолью и оловом?
В наше время, когда устройство многих бытовых приборов не предполагает какого-либо ремонта, кроме замены узлов, паяльник превращается в этакое экзотическое приспособление, хранящееся на самой дальней полке с инструментами. Но пока есть провода и клеммы, он вполне может пригодиться для того, чтобы продлить жизнь некоторой домашней электрической технике.

Для чего нужна канифоль?
Канифоль – вязкая или кристаллическая масса, изготовленная из сосновой смолы. В продаже можно встретить спиртовой раствор канифоли или пасту на ее основе.
Это вещество играет в пайке роль флюса. С помощью канифоли спаиваемые детали изолируются от воздуха, что препятствует образованию тонкой оксидной пленки на их поверхностях. Посредством канифоли залуживают жало паяльника, покрывая его тонким слоем припоя, то же самое проделывают и со спаиваемыми деталями перед их соединением. В результате детали значительно легче соединяются друг с другом, а соединение получается более однородным и прочным. Без этого под действием высокой температуры жало паяльника и провода окисляются в течение нескольких секунд.
И тогда пайку произвести будет невозможно – по всему столу будут кататься остывающие блестящие оловянные капли, а детали при этом остаются разъединенными.
Если все же удастся поймать и «прилепить» несколько капель припоя, прочного соединения без обработки канифолью не получится, так как остывающий сплав не соединится со всей поверхностью. Даже небольшое механическое воздействие может привести к обрыву именно в месте подобной пайки, а электропроводность такого провода или клеммы будет значительно отличаться от той, что обеспечивает правильная пайка залуженных деталей.
Выбираем инструмент и материалы
Чтобы пайка стала успешной, потребуется всего лишь электропаяльник, а из материалов – припой и канифоль.
В особых случаях может понадобиться также паяльная кислота или дополнительный набор специальных флюсов. Тогда с помощью паяльника и припоя вполне возможно соединить не только медные провода и латунные детали, но даже нержавеющую сталь. Но для начала лучше все же овладеть самой элементарной пайкой медных проводов и соединений с латунными деталями электроприборов. Для таких операций вполне достаточно иметь обыкновенный припой из олова и канифоль, не считая паяльника.


Для удобства работы можно подготовить негорючую подставку для паяльника, так как размещать раскаленный электроприбор на столе или верстаке и не слишком удобно, и пожароопасно. Кроме того, нужно проследить за расположением провода и розетки, чтобы случайно не зацепить провод рукой или одеждой.
Профессионалы знают, что универсального паяльника не существует, поэтому для каждого вида работ – спайка тонких проводов, пайка электросхем или плат, спайка массивных деталей – используют разные по мощности и диаметру жала паяльники.
Хорошо, если у прибора есть терморегулятор, позволяющий температуру прогрева установить заранее.
Более дешевые варианты электропаяльников такой опции не имеют, кроме того, разные модели могут существенно отличаться по своей мощности.
Если опыта работы с паяльником нет, то вполне подойдет инструмент средней мощности (до 40 Вт). С помощью такого прибора можно осуществлять спайку проводов, соединение проводов с клеммами. А вот спаять толстые металлические детали будет уже сложнее, так как потребуется дольше прогревать металл, а это чревато образованием упоминавшейся выше оксидной пленки.
В продаже можно встретить канифоль в разных формах. Особых преимуществ у какого-либо ее вида нет, но твердую канифоль легче хранить.


Припой выпускается в виде тонкой оловянно-свинцовой проволоки. Толщина может быть различной – от 2 до 6 мм. Состав припоя также различается. Обычно в маркировке указано процентное содержание свинца. По нему можно вычислить и содержание олова. Более прочным считается сплав, где свинца больше, но у него и выше температура плавления. Припой в брусках обычно содержит больше олова.
Существует так же припой в виде тонкой трубки, свернутой в рулон и заполненной канифолью или другим флюсом. В некоторых случаях использование такого припоя дает неплохой результат.
Технология пайки
Самая простая технология пайки для начинающих состоит из нескольких последовательно выполняемых операций.
- Подготовка паяльника.
- Подготовка спаиваемых поверхностей.
- Непосредственно пайка.
На первом этапе необходимо привести паяльник в рабочее состояние. Следует удобно расположить инструмент на подставке, а после этого включить его в электросеть, следя за расположением провода. Затем зачистить жало паяльника, так как простого его нагрева обычно недостаточно, иначе припой не будет к нему приставать, а пайка окажется невозможной.


Зачистку проводят мелким напильником или надфилем, в некоторых случаях – наждачной бумагой. По окончании зачистки жало протирают плотной тканью.
Для зачистки жала можно воспользоваться поверхностью сосновой доски или бруска, по которой необходимо поводить жалом паяльника. В результате оно очистится от нагара и окислов, а также покроется тончайшим слоем смолы.
Когда нагар и оксидная пленка будут удалены, жало паяльника необходимо залудить во избежание образования новой оксидной пленки. Для этого понадобится канифоль, а затем и припой.
Правильно паять паяльником с канифолью несложно, для этого разогретое и зачищенное жало паяльника нужно погрузить в канифоль. От соприкосновения с раскаленной медью канифоль начнет плавиться, жало покроется ее тонким слоем. В процессе работы (если паяльник достаточно прогрет) канифоль будет активно испаряться, наполняя воздух хвойным запахом. Дышать этими парами не следует, поэтому комната, в которой происходит пайка, должна быть хорошо проветриваться.
Обработанное канифолью жало паяльника уже можно использовать для работы. Если на спаиваемых поверхностях есть припой, вполне можно обойтись и им. Необходимо расплавить каплю припоя и присоединить отпавшую деталь. Иногда этого достаточно, чтобы восстановить соединение.
Пайка оловом требует несколько больших усилий, но и соединение обычно получается более прочным.
Чтобы пайка была по-настоящему качественной, необходимо залудить не только жало паяльника, но и соединяемые поверхности. Для этого их прогревают и наносят жалом паяльника тонкий слой канифоли, а уже после этого – припой.
При лужении проводов их прогревают и помещают на поверхность канифоли, которую надо постараться расплавить так, чтобы она распределилась по всей свободной от изоляции поверхности провода. Затем залуженным жалом расплавляют небольшое количество припоя и наносят его на провод, распределяя по всей поверхности. О качестве лужения можно судить по цвету провода. Если он стал серебристым, можно считать операцию успешной. То же проделывают с другим проводом или клеммой. Если поместить деталь на поверхность канифоли нет возможности, следует воспользоваться жалом паяльника.
Рекомендации
При осуществлении пайки, как правило, не хватает «третьей руки». В одной нужно держать паяльник, в другой – провод, а вот деталь лучше закрепить в тисках или с помощью зажима.
Большое количество припоя совсем не означает, что соединение будет обязательно прочным. Лучше качественно подготовить поверхности и обойтись минимальным количеством олова.
Вся процедура пайки не должна превышать более 2 секунд, поэтому важно тщательно подготовиться к ней.


Для удержания мелких деталей необходимым инструментом станет пинцет.
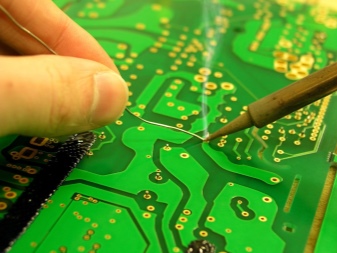
Нельзя перегревать плату, иначе могут отслоиться контактные дорожки.
Некоторые радиодетали также следует подвергать минимальному нагреву.
О том, как правильно паять, смотрите далее.
Зачем нужна канифоль для пайки
Достойное место среди инструментов домашнего мастера непременно занимает канифоль для пайки. Во все времена при любом развитии сервиса или его полном отсутствии находятся люди со светлыми головами и умелыми руками, любящие и умеющие многие вещи делать самостоятельно. Видное место в процессах приложения мастерства отводится пайке во время монтажа и ремонта электронных схем, слаботочных электрических контактов и прочих работах по созданию неразъёмных соединений, не требующих высокой прочности.

Назначение канифоли
Прежде, чем описать назначение канифоли, надо разъяснить, чем отличаются пайка от сварки:
- В процессе сварки кромки соединяемых деталей расплавляются, жидкие фазы смешиваются и, затвердевая, образуют неразъёмное соединение.
- При пайке соединяемые детали остаются в твёрдом состоянии, а расплавляется только металл, служащий для соединения – припой. Расплавленный припой растекается по соединяемым кромкам и при застывании образует неразъёмное соединение.
Для гарантированного качества края скрепляемых деталей должны хорошо смачиваться припоем. Это достигается их очисткой от окислов и загрязнений с помощью флюсов – в данном случае канифоли.
Что такое канифоль? Нормативные документы
Канифоль представляет собой твёрдое стекловидное вещество. Она аморфна, т. е. не имеет чётко выраженной температуры плавления, а постепенно размягчается при нагревании. Начало размягчения происходит в зависимости от вида и сорта приблизительно при 55 - 70 ºC.
Канифоль является составной частью смолы хвойных деревьев. Существует несколько способов её получения:
- Выпарить летучие вещества из сырой смолы;
- Экстрагировать органическими растворителями из древесных опилок;
- Перегнать талловое масло, являющегося отходом производства бумаги.
Качество канифоли в России регламентируется двумя нормативными документами ГОСТ 19113-84 «Канифоль сосновая» и ГОСТ 14201-83 «Канифоль талловая».
Канифоль, полученная из смолы, несколько более тугоплавка – температура размягчения приблизительно на 5 выше и более, кислая – на 5 – 10 мг KOH на 1 г продукта больше. Талловая канифоль более светлая, чем сосновая, но цветность очень зависит от сорта, т. е. от степени очистки от примесей.

В розничную канифоль обычно поступает в круглых металлических коробках. Но может продаваться и в составе готового припоя – трубки из сплава на основе олова, заполненной канифолью.
Как паять с канифолью
В общих чертах процесс пайки заключает следующие операции:
- Механическая очистка соединяемых поверхностей;
- Разогрев жала паяльника;
- Нагрев соединяемых поверхностей;
- Обработка жала канифолью;
- Обработка поверхностей канифолью;
- Покрытие жала припоем (лужение);
- Соединение деталей и покрытие припоем стыка и прилегающих участков.
- Охлаждение соединения.
Теперь подробнее о каждой операции?
- Канифоль способна растворять окисные плёнки и частично восстанавливать их до металла. Если поверхность соединяемых деталей не покрыта видимыми загрязнениями, эту операцию можно пропустить. Она необходима, когда загрязнения или окислы покрывают поверхность настолько, что препятствуют смачивание её расплавленной канифолью и далее припоем.
- Ранее упоминалось о температуре начала размягчения канифоли в районе 55 – 70ºC. Но для того, чтобы надёжно покрыть жало паяльника и соединяемые детали, её надо разогреть до 100 - 130ºC. Критерием достаточной температуры жала является его свободное проникновение в массив твёрдой канифоли с появлением лёгкого дымка.
- Необходимость нагрева соединяемых поверхностей очень сильно зависит от их размеров. Если паять предстоит тонкие проводки, можно эту операцию пропустить. Надо понимать, что на холодной поверхности произойдёт быстрое охлаждение и застывание канифоли и припоя. Как следствие, не удастся добиться растворения окислов канифолью и достаточного растекания припоя. Поэтому необходимо перед началом пайки оценить, можно ли прогреть детали уже в процессе обработки флюсом или надо сделать это предварительно.
- Если паяльник используется в первый раз или долго не был в работе, можно пройтись по жалу металлической щёткой или тонкой наждачной бумагой. Но это требуется в самых запущенных случаях. Обычно достаточно разогреть его и обработать канифолью, а затем покрыть слоем олова – облудить. Теперь жало готово к работе.

Если перерыв в работе был небольшой, и жало осталось покрыто припоем, лужения не потребуется, достаточно просто нагреть его и опустить в канифоль.
- Далее готовим к пайке поверхность деталей. Как уже было сказано, может понадобиться нагрев стыковых поверхностей соединяемых деталей. Это определяется их массивностью и размерами жала паяльника. Если жало массивней деталей, можно обойтись без предварительного нагрева перед пайкой, а произвести его непосредственно в процессе обработки деталей канифолью.
Фиксируем соединяемые поверхности в положении, в котором они будут смонтированы, греем при необходимости, обрабатываем флюсом и затем наносим расплавленный припой. Жалом паяльника помогаем ему растечься по стыку и прилегающим площадям, даём соединению остыть.
Процесс пайки завершён.
Пайка припоем с канифолью
В этом виде пруток припоя представляет собой смотанную в бухту трубку из оловянно-свинцового сплава, внутри которой находится канифоль. При пайке его используют, как присадочный материал. Разогревают паяльником соединяемые детали, а затем в зону пайки вводят конец прутка, и совместными движениями жала и присадки лудят место соединения.
Плавящиеся флюс и припой покрывают стык одновременно, сокращая время процесса. Такой способом можно производить пайку деталей в случаях, не требующих предварительной подготовки поверхностей.
Выбор паяльника
Вопрос выбора паяльника не случайно рассматривается после детального обзора особенностей процесса пайки. Его мощность и размеры жала находятся в прямой зависимости от того, что надо будет паять. Ранее говорилось, что для качественной пайки крупных деталей может понадобиться их предварительный разогрев, и нужно выбирать мощный инструмент с массивным медным жалом. В то же время для пайки тонких проводков в глубине электронных блоков лишнее тепло не нужно, достаточно тонкого жала, которым удобно паять в ограниченном пространстве.
Вопросы техники безопасности при пайке
Процесс пайки сопровождается рядом вредных факторов. Первый из них – это загрязнение зоны дыхания. Канифольный дым, неизбежно выделяющийся при проведении пайки, пары олова и свинца являются аллергенами и канцерогенами. Помещение, предназначенное для пайки, даже любительской, должно хорошо проветриваться.
Следующий фактор – опасность поражения электрическим током. Для получения разрешения на проведение пайки рабочие на предприятиях должны иметь 2 группу электробезопасности. Перед началом пайки дома следует хотя бы визуально убедиться в исправности электропаяльника и розетки.
Пожарная опасность. Для инструментов и процесса пайки необходимо использовать подставки из негорючего теплоизолирующего материала.
Заключение
В данной статье рассмотрены наиболее характерные особенности процессов пайки с применением канифоли. Но для обучения любому ремеслу и пайке, в том числе, теория должна неразрывно переплетаться с практикой. Только тогда всё сказанное сможет принести реальную пользу в овладении мастерством.
Что нужно для пайки?
Начинающим радиолюбителям и домашним мастерам часто бывает сложно понять, что нужно для пайки, какие комплектующие требуется приобрести, чтобы устранить простой обрыв проводов или залудить металлическую посуду. На самом деле набор приспособлений и аксессуаров для таких работ остается неизменным годами. Чтобы понять, какие инструменты и материалы для паяния в домашних условиях потребуются, стоит подробнее ознакомиться с самой технологией его выполнения.
Особенности
Для того чтобы начать работу с паяльником, необходимо сначала разобраться в его назначении и особенностях. Этот домашний инструмент подключается к сети электропитания и способен локально разогреваться до +300 и более градусов по Цельсию.


Стандартная мощность прибора не превышает 80-100 Вт, есть и модели с меньшими показателями. Рабочей поверхностью паяльника, которая называется жалом, мастер разогревает припой (чаще всего сплав олова и свинца), а затем с его помощью соединяет между собой металлические детали — провода, комплектующие печатных плат.
Понять, что нужно для пайки новичку, довольно легко. Есть стандартный перечень материалов и инструментов, без которых не обойтись и профессионалу, и любителю. Важно помнить, что в домашних условиях используются самые простые и доступные по цене компоненты, небольшого запаса которых хватит надолго. При выборе материалов нужно обязательно учитывать, что припой должен выдерживать меньшую температуру нагрева, чем соединяемые им металлы.


Для того чтобы пайка происходила правильно, нужно позаботиться о предварительной подготовке деталей. Для их зачистки от загрязнений, окислов, следов старого соединения используются инструменты для механической обработки. Сюда входят различные абразивы — от паяльников и надфилей до наждачной бумаги или стоматологического бура.
Также применяют методы химической очистки поверхностей — в этом случае специальные реагенты приобретаются отдельно, наносятся непосредственно в процессе работы. Эти же составы используются для поддержания в порядке жал медных и стальных паяльников.
Для пайки в домашних условиях используются материалы с низкой температурой плавления — до 450 градусов.
В качестве припоя применяются оловянно-свинцовые смеси и флюс — связующее, позволяющее исключить окисление поверхности жала. Для соединения металлических элементов между собой путем пайки используют лужение — нанесение и распределение жидкого соединяющего состава на их поверхности. После этого провода или другие детали совмещают, при необходимости добавляя припой.
Таким способом можно скреплять сплавы драгоценных и цветных металлов. Сталь, чугун и алюминий плохо поддаются низкотемпературной пайке. Электронные платы обрабатывают составами с концентрацией олова до 61% и температурой плавления 190 градусов. Флюсы для них тоже выбирают только коррозионно-пассивные. Активные невозможно полностью удалить, они более химически агрессивные, могут проникать в структуру платы, повреждая ее.
Инструменты
Для того чтобы паять, необходимо приобрести соответствующий инструмент.
Он должен соответствовать определенным критериям:
- иметь регулировку температуры нагрева (не всегда);
- давать возможность настройки мощности;
- соответствовать поставленным задачам по размерам и интенсивности накала;
- иметь блок для защиты от скачков напряжения.
Разумеется, самые недорогие паяльники укомплектованы весьма скромно. Ни регулятора температуры, ни защиты от перепадов напряжения здесь нет. Этими достоинствами обладают агрегаты, именуемые паяльными станциями. Для домашнего использования они нужны только в том случае, если планируется паять много и часто.


С разовыми работами легко справится самый обычный прибор без дополнительных опций.
Паяльник
Этот инструмент нужно выбирать исходя из целей и задач для работы. Например, для работы с микросхемами нужен самый маломощный паяльник — на 12 В, подключаемый через адаптер. Модели в 80-100 Вт рассчитаны на стандартное сетевое напряжение, они справятся с пайкой проводов и большинством других работ.
Паяльники бывают разными. Наиболее популярными считаются следующие.
- С медным жалом. Самый распространенный вариант с наконечником из цветного металла. Такие паяльники перед работой обязательно подвергают лужению, их также нужно регулярно очищать от нагара и окалины, чтобы избежать ухудшения проводимости. Инструмент этого типа обычно не имеет терморегуляторов, уменьшить или увеличить нагрев наконечника можно, правильно подобрав его длину.
- Керамический. Нагревательный элемент в нем изготовлен из электротехнической керамики. Она хорошо пропускает тепло. У керамических моделей обычно есть терморегулятор, а нагреваются они быстрее других.


- Нихромовый или необгораемый. Этот элемент имеет тонкое никелированное покрытие, которое не окисляется так быстро, как это происходит с медным наконечником. Но у нихромовых изделий есть свои недостатки — они боятся механических повреждений, легко деформируются.
- Стальной. Редко встречается, хуже проводит тепло, в дополнение ко всему легко окисляется. Но в некоторых случаях им можно заменить медный аналог.
- Комбинированный. Этот вариант предусматривает изготовление контактной части паяльника из нескольких составных компонентов. Например, сердечник может быть стальным, а наружная часть — медной, с более высокой передачей тепла. Стоит обратить внимание на то, что комбинированные изделия чаще всего имеют узкоспециальное применение. Покупать их для домашней пайки необязательно.
Существует также самый первый из всех видов паяльников, вовсе не требующий затрат электрической энергии для работы с ним.
Он выглядит как медная болванка с «молотком» на конце и ручкой. Одна часть ее ударного элемента имеет вид плоского жала. Паяльники молоткового типа нагревают на открытом огне.
Вспомогательные инструменты
Помимо основного инструмента, в процессе работы мастеру необходимо иметь под рукой и дополнительные элементы. К ним относится подставка для паяльника, позволяющая освободить руки, пока прибор остывает или происходит смена деталей. Изготавливают подставки из металла, иногда с пластиковой или деревянной подложкой.
Полезно также иметь под рукой небольшие пассатижи для снятия изоляции с проводов, напильник, тиски. Для работы с канифолью пригодится плоская жестяная баночка. У паяльников есть сменные элементы — жала. Они бывают разной длины и диаметра, с плоским или узким конусообразным наконечником. Комплект сменных жал позволяет с удобством работать с разными типами материалов и деталей.


Расходные материалы
Для паяния в домашних условиях требуется приобрести канифоль или флюс и припой. О том, зачем нужны эти материалы, стоит поговорить подробнее. Именно они обеспечивают правильную подготовку и надежное соединение проводников при пайке.
Флюсы и канифоль
Самый распространенный вид веществ в этой группе, — канифоль (отвердевшая смола). Она имеет химически нейтральный состав, не вызывающий коррозионных процессов. Основное назначение этого вещества — удаление загрязнений и следов окисления с жала паяльника или с соединяемых деталей. Оно растворяет налет, подготавливает поверхность к процессу пайки, улучшает налипание припоя.
Флюсами именуют химические вещества, выполняющие ту же функцию. Они имеют вид жидкого кислотного раствора, может использоваться бура, муравьиная кислота, готовый состав ЛТИ-120, а также самостоятельно приготовленные смеси на медной, алюминиевой основе. Наносят вещество кисточкой, по завершении пайки производится смывание техническим спиртом, чтобы не провоцировать коррозионные процессы.
Канифоль плавится только при нагреве. Именно поэтому работа с ней производится в особом порядке.
- В емкость укладываются крошки канифоли или целый кусок.
- На него кладется припой.
- В канифоль погружается жало паяльника. Это позволяет избежать его окисления.
- Достигнув припоя, наконечник инструмента равномерно покрывается им — происходит лужение.
Обработанный таким образом паяльник полностью готов к работе. Его можно погружать в припой и вести работу.
В среднем 1 обработки хватает на 15-30 минут непрерывного нагрева жала, потом оно снова начинает пригорать, требует очистки.
Припой
В домашних условиях используются припои, которые имеют температуру плавления ниже +450 градусов.
Этой характеристике полностью соответствуют оловянно-свинцовые сплавы, маркированные ПОС 60, ПОС 50, ПОС 40, — они применяются при работе с медными жилами. При пайке алюминия нужен оловянно-цинковый состав ЦО-12, П250А, А, ЦА — алюмоцинковый припой.


В некоторых случаях удобнее пользоваться готовыми составами, где уже есть канифоль. Этим преимуществом обладает припой с маркировкой ПОС 61, выпускаемый в виде проволоки, фольги, пасты, в зависимости от назначения. Применяя такое средство, проводники при пайке не нужно предварительно покрывать канифолью.
Подробную информацию о том, что нужно для пайки, вы найдете в видео ниже.
Виды и назначение канифоли для пайки
В процессе пайки разогретый припой неизбежно начинает окисляться, исходя из чего требуется защитный слой. Именно по этой причине стоит рассмотреть особенности видов и назначение канифоли для пайки.
Необходимо отметить, что она является оптимальным решением в домашних условиях, а также при выполнении низкотемпературных работ в промышленных масштабах. Важно учитывать, что одно из ключевых достоинств данного расходного материала – отсутствие потенциально опасных испарений.


Что это такое?
Канифоль для пайки – это твердое вещество, имеющее стекловидную структуру. Оно не характеризуется четкой температурой плавления и постепенно становится мягче по мере нагревания. То есть речь идет об аморфности материала. С учетом типа и состава размягчение паяльной канифоли может стартовать на отметке 55-70 градусов. Оценивая свойства и особенности этого натурального флюса, важно принимать во внимание, что он представляет собой составную часть смолы хвойных пород древесины.


В промышленных масштабах эту смолу делают с использованием нескольких технологий. Существует несколько способов.
- Получение смолы из живицы с помощью термической обработки.
- Применение экстракции, предусматривающей образование колофонской смолы при воздействии растворителей на измельченное дерево.
- Путем специальной обработки таллового масла, именуемой перегонкой. Кстати, сырье в данном случае представляет собой побочный продукт производства бумаги.
Необходимо отметить, что способ выработки во многом определяет свойства и эксплуатационные качества паяльной канифоли. При этом он должен быть указан на упаковке природного флюса.
Стоит отметить, что качество материала строго регламентируется нормами ГОСТ как для сосновой, так и для талловой канифоли.
Стоит учитывать, что в первом случае идет речь о более тугоплавкой (на 5 градусов температура плавления выше) и кислой (на 5-10 мг КОН больше на 1 грамм продукта) канифоли. Различаются между собой эти две разновидности также и по цвету. Талловая канифоль, как правило, более светлая. Однако оттенок в каждом конкретном случае определяется сортом, а также степенью очистки от примесей. В розничную торговлю описываемый флюс поступает чаще всего упакованный в небольшие металлические коробки круглой формы. А также возможна реализация канифоли в качестве составной части припоя.


Для чего нужна?
Как уже было отмечено, канифоль представляет собой одну из разновидностей флюса для пайки, имеющую естественное происхождение. Следует акцентировать внимание на том, что даже при температуре плавления, достигающей 150 градусов, она эффективно справляется с образованием оксидных пленок. Последние появляются на спаиваемых металлических поверхностях и не дают нормально соединиться металлу и припою. Канифоль в данном случае отвечает за быстрое растворение этих пленок.
Канифоль – это хороший диэлектрик. В то же время какие-либо проблемы, связанные с потерей проводимости спаянных соединений, отсутствуют. Отвечая на вопрос, зачем используют канифоль, стоит отметить, что она существенно улучшает свойства спаивания. Этот флюс в некоторых случаях позволяет избежать ряда негативных моментов. Имеются в виду ситуации, в которых, например, металл растекается не так, как требуется.


Как показывает практика, часто из-за недостатка опыта канифоль используют, не зная о ее свойствах. Это может стать причиной негативных последствий, поскольку флюс подходит далеко не для всех видов пайки и материалов. При этом канифоль представляет собой самый простой и максимально доступный флюс для пайки, который можно без труда найти на рынке и в магазинах. Необходимо выделить его явные преимущества:
- низкая стоимость по сравнению с подавляющим большинством других флюсов;
- относительно низкая температура плавления, что, в свою очередь, дает возможность использовать его в процессе пайки при минимальном нагреве;
- универсальность при эксплуатации в домашних условиях;
- максимальная устойчивость к воздействию влаги;
- отсутствие как такового срока хранения;
- эффективная борьба с пленками, образуемыми оксидами на поверхностях металла;
- отсутствие токсичности.


Естественно, не обошлось и без определенных минусов, к которым относятся следующие моменты:
- сравнительно низкая активность, что негативно отражается на эффективности при однократном использовании;
- гигроскопичность;
- ограниченность применения (как правило, канифоль используют преимущественно для максимально простых соединений);
- хрупкость, которую необходимо учитывать при транспортировке и хранении.
Разновидности
На сегодняшний день существует несколько видов описываемого природного флюса для пайки. Как было отмечено, эксплуатационные свойства канифоли напрямую зависят от способа ее получения. Исходя из этого при выборе конкретной разновидности настоятельно рекомендуется уделять соответствующее внимание характеристикам материала.
Не менее важным фактором являются условия его использования, а также особенности материалов, при спаивании которых будет применяться канифоль.


Живичная
Название данной разновидности канифоли появилось с учетом исходного сырья для ее получения. Речь идет о соке (живице) деревьев хвойных пород. В подавляющем большинстве случаев в качестве исходного материала используют именно сосну. Во многом это обусловлено ее доступностью. Главной отличительной чертой живичного флюса является отсутствие в нем жирных кислот.


Экстракционная
Этот тип канифоли получают методом экстрагирования с использованием, как правило, бензина и хвойной древесины. От живичной она отличается более темным оттенком и более низкой температурой размягчения. Последняя варьируется в диапазоне от 52 до 58 градусов. Кислотное число экстракционного флюса для пайки составляет около 15 при содержании жирных кислот до 12%.
Важно учитывать, что после химического осветления свойства экстракционной канифоли максимально приближаются к аналогичным показателям живичной.
Талловая
Эту разновидность канифоли можно назвать побочным продуктом. Дело в том, что речь идет об отходах сульфат-целлюлозного производства. Сырьем для получения данного вида паяльного флюса является сульфатное мыло. При этом выделяют несколько с учетом характеристик и свойств материала. Кстати, высший из них по своим эксплуатационным показателям очень похож на живичную канифоль.
Как пользоваться?
Невзирая на кажущуюся простоту, важно знать, как правильно пользоваться паяльником. Весь процесс пайки с применением в качестве флюса любой из разновидностей канифоли в общих чертах можно представить следующим образом:
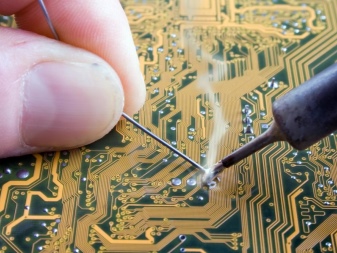
- тщательная очистка спаиваемых поверхностей (механическая), если речь идет о схемах, то требуется убрать с платы частицы мусора и пыль;
- разогрев паяльника;
- прогрев места пайки;
- обработка жала паяльника флюсом (канифолью);
- обработка канифолью соединяемых поверхностей;
- лужение с припоем;
- непосредственно само соединение и покрытие стыка припоем;
- охлаждение спайки.


Опытные специалисты настоятельно рекомендуют обращать внимание на несколько важных моментов.
- Канифоль с учетом ее характеристик имеет способность, растворяя пленки оксидов, частично восстанавливать последние до состояния металла. Данная функция актуальна при наличии существенных загрязнений соединяемых поверхностей.
- Несмотря на то что температура размягчения описываемого флюса составляет 55-70 градусов, рекомендуется разогревать его до 100-130 градусов.
- Необходимость и степень прогрева спаиваемых поверхностей определяется в первую очередь их размерами. При соединении проводов небольшого сечения или при монтаже схем данный шаг можно смело пропустить. Однако стоит учитывать, что на холодной поверхности канифоль и припой очень быстро остынут. В итоге будет тяжело добиться растворения окислов и необходимого растекания металла.
- При первом или редком использовании паяльника перед началом работы по его жалу нелишним будет пройтись металлической щеткой или же мелкой наждачкой. Однако подобные меры будут актуальными в самых крайних, запущенных случаях. Чаще всего достаточно просто хорошо прогреть инструмент, качественно обработать жало канифолью и покрыть припоем (залудить). После незначительного перерыва в работе лужение жала не понадобится. Его можно просто опустить в канифоль и начать паять.
- Особое внимание следует уделить подготовке поверхностей. В процессе предварительного прогрева, если таковой необходим, важно принимать во внимание как размеры соединяемых элементов, так и габариты жала паяльника. Предварительно поверхности надо жестко зафиксировать в том положении, в котором они будут спаиваться. Затем они при необходимости прогреваются и покрываются канифолью. Следующий шаг – это непосредственно нанесение расплавленного припоя и монтаж. После останется остудить место спайки, и смыть остатки флюса.


Отдельно есть смысл рассмотреть использование припоя с канифолью. Речь идет о прутках, смотанных в небольшие бухты. Они представляют собой тоненькие оловянно-свинцовые трубки, внутри которых находится канифоль. В процессе пайки такие прутки используют в качестве присадочного материала. На начальном этапе паяльником разогревают соединяемые элементы, а потом вводят трубку припоя с канифолью в зону пайки. Шов лудится одновременными движениями присадки и паяльника. Стык равномерно покрывается плавящимся припоем одновременно с флюсом, что само по себе существенно ускоряет и упрощает весь процесс.
Подобный способ актуален в тех случаях, когда отсутствует необходимость в предварительной обработке соединяемых деталей. Выполняя описываемые работы, следует всегда помнить о технике безопасности. Важно учитывать, что процесс пайки неизбежно связан с несколькими вредными факторами. Одним из ключевых моментов в данном случае можно назвать потенциально опасные испарения (канифольный дым, пары олова и свинца).
А также при попадании на кожу флюса его рекомендуется сразу же стряхивать или же смывать.
Чем можно заменить?
Конечно, вероятность оказаться в ситуации, когда в ближайших торговых точках не окажется канифоли, очень мала. Однако флюс для пайки может закончиться в самый неподходящий момент. В таком случае можно найти альтернативу, зная, что использовать вместо канифоли. Довольно качественной и эффективной заменой канифоли при выполнении функции флюса могут стать некоторые подручные средства.
- Неагрессивная ацетилсалициловая кислота. Речь идет о таблетках обычного аспирина, которые необходимо растолочь и разбавить водой. Главный недостаток данного варианта – это неприятный запах при нагревании.
- Природный жир.
- Смола древесная, которая по своим свойствам во многом похожа на канифоль. Повысить эксплуатационные показатели поможет добавление аспирина.
Помимо всего перечисленного, можно использовать янтарь. Однако стоит учитывать, что данный вариант является более чем дорогой альтернативой обычной канифоли.



О том, как паять с канифолью, смотрите в следующем видео.
Читайте также: