Кислородно дуговая резка металла
Обновлено: 27.09.2024
Этот вид резки (оплавления) металла электрической дугой применяют при отсутствии оборудования для других более эффективных способов или для отрезания небольших кусков металла, а также поверхностной выплавки небольших дефектов. Процесс резки осуществляется теплом дуги, горящей между обрабатываемым металлом и электродом. В качестве электродов при ручной резке применяют угольные и вольфрамовые электроды, однако предпочтительней использовать специальные стальные электроды с тугоплавким покрытием повышенной толщины. Угольные электроды науглероживают разрезанные кромки металла и не обеспечивают удовлетворительную поверхность реза. Для вольфрамовых электродов требуется инертный газ, -поэтому процесс резки сильно усложняется и удорожается.
Покрытые электроды, разработанные ИЭС им. Е. О. Патона, марки АНР-2М обеспечивают высокую производительность резки углеродистых, легированных, высоколегированных нержавеющих сталей и чугуна. Поверхность реза получается достаточно гладкой, и шлаковая корка легко отделяется. Такие электроды применяют для разделительной резки арматуры железобетона, выплавки корня шва, удаления дефектов и излишков литья и других целей. Разделительная резка электродами АНР-2М наиболее удобна при наклонном положении разрезаемой детали для лучшего стекания расплавляемого металла. Поверхностная резка удобней в вертикальном положении, но возможна и во всех пространственных положениях. Обычно процесс резки начинают в верхней части элемента и ведут его сверху вниз, применяя постоянный ток обратной полярности. Рекомендуемые режимы резки электродами АНР-2М приведены в табл. Производительность резки углеродистой, низколегированной стали и чугуна 12—13,5 кг/ч, высоколегированной нержавеющей стали 18—20 кг/ч.
Режимы резки электродами АНР-2М

Дуговая подводная резка металлов
Подводная резка металлов необходима при ремонте судов, подводной части металлических конструкций портовых гидротехнических и других сооружений. Находясь под водой, рабочий-резчик стеснен в своих движениях, так как кроме сопротивления воды и состояния невесомости он одет в специальное водолазное снаряжение. Видимость ограничена, особенно во время резки, когда выделяется значительное количество оксидов железа, образующих бурый раствор в воде, мешающий ориентированию резчика и обзору разрезаемой конструкции. Для резки под водой используют водородно-кислородные и бензинокислородные резаки, однако применяют также электрокислородную резку металлов. Для резки используют полые (трубчатые) стальные, угольные, графитизированные электроды (рис. 23.9). В осевой канал угольного или графитизированного электрода вставляют тонкую медную или кварцевую трубку, а сам электрод покрывают металлической оболочкой, на которую наносят водонепроницаемый слой покрытия. В качестве металлического электрода используют тонкую цельнотянутую стальную трубку диаметром 5—8 мм с каналом 2—3 мм, покрытую специальной ионизирующей обмазкой и водонепроницаемой пленкой. Электроды длиной 450 мм закрепляют в специальной держатель-резак, подводящий электрический ток и кислород к трубке. Иногда применяют карборундовый электрод.

Рис. 23.9. Электроды для подводной дуговой резки а — электрод из стальной трубки; б — электрод угольный или графитовый; в — электрод карборундовый, 1 — стальная трубка; 2 — внутренний канал трубки, 5 — покрытие; 4 — угольный или графитизированный электрод; 5 — тонкая мелкая или кварцевая трубка; 6 — металлическая оболочка; 7 — карборундовый электрод; 8 — продольный канал в электроде
В связи с подводной работой у резака должна быть очень надежная изоляция. Электрокислородную резку можно выполнять на глубине до 100 м. Расход кислорода примерно 6—10м 3 /ч, расход металлических электродов примерно 1 электрод в 1 мин. Угольного электрода в металлической оболочке длиной 250 мм хватает на 10—12 мин, а карборундового длиной 250 мм и диаметром 12—15 мм — на 15—20 мин. Для резки применяют постоянный ток прямой полярности, не превышающий 400 А.

Рис. 23.10. Подводная кислороднодуговая резка с опиранием наконечником покрытия электрода на изделие
При резке вначале подают режущий кислород, а затем зажигают дугу и осуществляют процесс резания. Наиболее просто и эффективно вести резку начиная с края разрезаемой детали и в дальнейшем опираясь чехольчиком электрода на металл, наклоняя при этом электрод на 10—15° в сторону перемещения (рис. 23.10). При прекращении резки или смене э!ектрода необходимо сперва оборвать дугу, а затем выключить подачу кислорода. Ввиду плохой видимости следует процесс резки вести по временно прикрепляемой к детали линейке или шаблону, являющемуся ориентиром для движения электрода.
Кислородная резка стали
Процесс кислородной резки стали зависит от содержания углерода и химического состава примесей в стали. Хорошо режутся низкоуглеродистые стали, содержащие до 0,3% углерода. При содержании углерода в сталях свыше 0,3% поверхность реза закаливается, а при содержании его свыше 0,7% резка становится затруднительной. Кремний при содержании его в сталях до 4% и одновременном содержании углерода до 0,2% процесс резки не затрудняет. При более высоком содержании углерода процесс резки ухудшается в связи с образованием тугоплавкого окисла кремния.
Марганец при содержании в стали до 6% на процесс кислородной резки не влияет, при более высоком содержании марганца процесс резки затрудняется. Сера и фосфор в тех количествах, в которых они содержатся в стали, на процесс резки не влияют. Хром, так же как и кремний, повышает в стали вязкость шлака и при содержании 2-3% способствует зашлаковыванию кромок реза. При содержании в стали хрома от 1,5 до 5% возможна резка с предварительным подогревом. При более высоком содержании хрома хромистые и нержавеющие стали можно резать только кислородно-флюсовым способом. Никель обладает низким сродством к кислороду и поэтому окисляется кислородной струей при резке очень слабо. Никель при содержании его в стали до 6-7% процессу кислородной резки не препятствует, при более высоком содержании никеля процесс резки затрудняется. Молибден при содержании в стали 0,15-0,25% на процесс резки не влияет.
Кислородной резке подвергаются стали толщиной не менее 3 мм. Резка стали малых толщин сопровождается значительным перегревом, оплавлением кромок и короблением разрезаемого металла. При резке тонколистовой стали на резаках устанавливается внутренний мундштук с минимальным отверстием для режущего кислорода и наружный мундштук № 1. Лучшие результаты при резке сталей малых толщин дает резка с последовательным расположением подогревающего пламени и режущего кислорода. Резку ведут с максимальной скоростью и минимальной мощностью подогревающего пламени. Мундштук резака наклоняют под углом 15-40° к поверхности реза в сторону, обратную направлению резки. Для получения резов без грата на разрезаемых кромках необходимо применять кислород чистотой не ниже 99,5%.
Лучшее качество при кислородной резке малых толщин, особенно при массовой вырезке одинаковых деталей, дает пакетная резка. Сущность процесса кислородной пакетной резки заключается в том, что разрезаемые листы складывают в пакет, стягивают струбцинами или специальными зажимными приспособлениями и разрезают за один проход резака. Максимальная толщина каждого листа не более 4-6 мм, общая толщина пакета не более 100 мм. При этом способе необходимо, чтобы листы были хорошо очищены и плотно прилегали друг к другу. Мощность подогреваемого пламени, а также расход и давление режущего кислорода при пакетной резке устанавливают по суммарной толщине пакета. Скорость резки пакета несколько меньше скорости однослойной резки стали той же толщины. Верхний лист пакета при малой толщине коробится, поэтому на пакет накладывают лист большой толщины. Пакетную резку рекомендуется выполнять кислородом низкого давления. В этом случае не требуется принудительное сжатие листов (зазоры между листами иногда достигают 3-4 мм). Пакет закрепляют с одной стороны. По окончании пакетной резки поверхность металла очищают от окалины и остатков шлака стальной щеткой. Образующиеся в процессе пакетной резки наплывы с нижней кромки металла срубают зубилом.
а - с плотным зажатием пакета, б - с зажатием пакета со стороны, противоположной началу резки
Рисунок 1 - Пакетная кислородная резка листов стали
Кислородная резка сталей средних толщи от 10 до 100 мм не вызывает затруднений. Она выполняется обычной аппаратурой как ручными, так и механизированными способами. Резку сталей средней толщины выполняют при давлении кислорода 0,25-0,6 МПа.
Кислородную резку сталей большой толщины применяют в металлургической промышленности и на предприятиях тяжелого машиностроения. Стали толщиной до 300 мм разрезают обычными универсальными резаками.
Заготовки больших толщин разрезают специальными резаками при низком давлении кислорода, которое перед мундштуком равно 0,05-0,3 МПа. Мундштуки имеют увеличенные (по сравнению с универсальными резаками) проходные сечения для режущего кислорода без расширения на выходе. При низких скоростях истечения, не превышающих звуковую(как это имеет место при резке кислородом низкого давления), каждая частица кислорода имеет возможность дольше соприкасаться с металлом, благодаря чему уменьшаются потери кислорода. Кроме того, при этом уменьшается количество теплоты, уносимое из разреза избыточным кислородом и газами, не участвующими в реакции окисления, и сокращается общий расход кислорода, хотя ширина реза несколько увеличивается.
При резке кислородом низкого давления рез получается более широким. При этом зона дефекта заполняется расплавленным металлом и шлаками, а струя продолжает процесс резки без существенных завихрений.
Для устранения подпора газов и для свободного вытекания шлака под заготовкой должно быть свободное пространство высотой 300-500 мм. При резке стали больших толщин процесс окисления металла по толщине протекает значительно медленнее, чем при резке обычных толщин. Поэтому успех резки в значительной степени определяется правильным началом врезания кислородной струи в металл.
Стали толщиной, свыше 300 мм режут специальными резаками, мундштуки которых имеют увеличенные по сравнению с универсальными резаками проходные сечения для режущего кислорода.
Сущность дуговой резки
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Наряду с кислородной резкой в промышленности широко применяют и другие способы термической резки, при осуществлении которых металл нагревают не газовым пламенем, а электрической дугой, низкотемпературной плазмой или лучом лазера.
Сущность дуговой резки состоит в том, что между электродов и разрезаемой заготовкой возбуждается электрическая дуга, которая расплавляет металл. Металл удаляется из реза струей кислорода или воздуха.
При кислородно-дуговой резке кислород поступает в рез по внутреннему каналу металлического электрода (рис. 19.1), покрытого обмазкой специального состава. Рукоятка горелки обеспечивает закрепление электрода и подачу кислорода. Процесс резки начинается с возбуждения дуги между электродом и металлом, затем подается кислород, осуществляющий окисление металла в резе и принудительное удаление продуктов реакции из полости реза.
При подводной кислородно-дуговой резке применяют как плавящиеся, так и неплавящиеся электроды. Первые изготавливают из стальных трубок с наружным диаметром 8 мм, толщиной стенки 2. 2,5 мм и длиной 400 мм. На поверхность трубки наносят водостойкое покрытие, которое позволяет опирать электрод на поверхность металла, что обеспечивает неизменное расстояние между электродом и металлом, а также стабильность горения дуги.
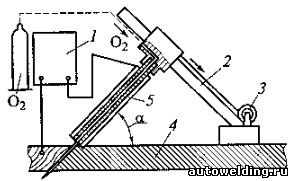
Рис. 19.1. Схема кислородно-дуговой резки:
1 — источник электропитания; 2 — направляющая, 3 — электропривод; 4 — разрезаемый металл; 5 — электрод; α — угол наклона электрода к поверхности металла
Кроме того, использование карборундового покрытия увеличивает продолжительность работы одним электродом с 1 до 40 мин. При резке на воздухе вместо металлических применяют полые угольные или графитовые электроды, что приводит к значительной экономии металла.
Воздушно-дуговую резку металлов выполняют сплошным угольным или графитовым электродом, закрепляемым в электрододержателе. В неподвижной губке последнего просверлены отверстия для подачи воздуха параллельно оси электрода.
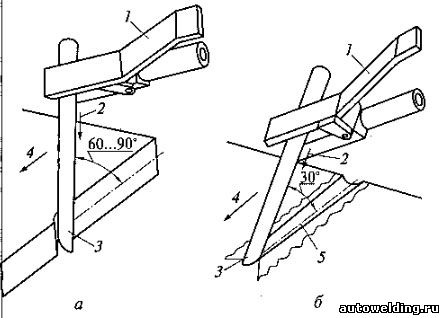
Рис. 19.2 Схемы разделительной (а) и поверхностной (б) воздушно-дуговой резки:
1 — электрододержатель; 2— струя воздуха; 3 — электрод; 4 — направление резки; 5— разрезаемый металл
Различают два вида воздушно-дуговой резки — разделительную и поверхностную. При разделительной резке электрод углублен в полость реза (рис. 19.2, а) под углом к поверхности разрезаемого металла, составляющим 60. 90°.
При поверхностной воздушно-дуговой резке дуга горит между концом электрода и поверхностью обрабатываемого металла. Электрод наклонен к поверхности под углом 30° в сторону, обратную направлению резки (рис. 19.2, б). Резку выполняют на постоянном токе обратной полярности. Напряжение на дуге составляет 45. 50 В, сила тока — 250. 500 А (для отдельных резаков — до 1600 А), диаметр электрода — 6. 12 мм, давление воздуха — 0,4. 0,6 МПа, его расход — 20. 40 м 3 /ч. Масса металла, выплавляемого в течение 1 ч, достигает 20 кг.
Следует отметить, что кислородно- и воздушно-дуговые способы разделительной резки применяют лишь в тех случаях, когда не требуется высокое качество поверхности реза или отсутствует горючий газ.
Наибольшее распространение получила поверхностная воздушно-дуговая резка, связанная с устранением дефектов сварных швов, и также дефектов на стальных, чугунных и цветные отливках. Отечественная промышленность выпускает резаки РВДМ-315 (рис. 19.3) и РВДЛ-1600.
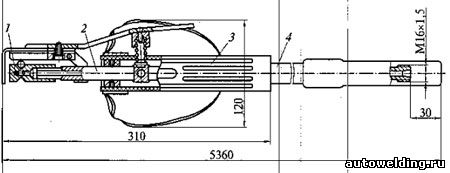
Рис. 19.3. Резак для воздушно-дуговой резки РВДМ-315:
1 — контактно-сопловое устройство; 2 — корпус электрододержателя со встроенным воздушным клапаном; 3 — рукоятка; 4 — газо- и токоподводящие коммуникации
При обработке высоколегированной стал л и чугуна поверхностная воздушно-дуговая резка конкурирует с поверхностной кислородно-флюсовой резкой, так как при ее применении не требуются флюс, горючий газ и кислород. Источниками тока для воздушно-дуговой резки служат сварочные преобразователи, выпрямители повышенной мощности и источники переменного тока с жесткой вольт-амперной характеристикой, обеспечивающие устойчивое ведение процесса зачистки в электроимпульсном режиме при силе тока до 2000 А. Подача воздуха компрессорами составляет 20. 30 м 3 /ч. На воздухопроводу рекомендуется устанавливать влаго- и маслоотделители.
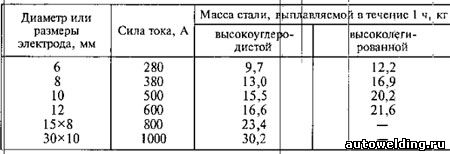
Ориентировочные режимы поверхностной воздушно-дуговой резки приведены в табл. 19.1.
Режимы поверхностной воздушно-дуговой резки
Качество и производительность ручной воздушно-дуговой резки во многом зависят от квалификации резчика. Так, например, вследствие неравномерности подачи электрода изменяется глубина канавки.
Неравномерно перемещаемый электрод может касаться металла, что вызывaeт местное науглероживание последнего. Содержание углерода повышается на поверхности реза и при малом давлении воздуха (до 392 кПа). При оптимальных параметрах воздушно-дуговой поверхностной резки толщина слоя с повышенным содержанием углерода на поверхности реза не превышает 80 мкм.
При обработке низкоуглеродистых и низколегированных сталей среднее содержание углерода на поверхности реза составляет 0,25. 0,35 %, что не вызывает осложнений при последующей сварке, так как содержание углерода в металле шва возрастает лишь на 0,02. 0,03 %. Однако повышение содержания углерода на поверхности резa может привести к ухудшению пластических свойств металла. Для повышения пластичности поверхности реза после воздушно-дуговой поверхностной резки рекомендуется обработка канавки шлифовальным кругом на глубину до 0,5 мм.
Сущность кислородной резки, классификация и области применения
Кислородная резка — один из наиболее распространенных технологических процессов термической резки. Это процесс интенсивного окисления металла в определенном объеме с последующим удалением жидкого оксида струей кислорода. Резку начинают с нагрева верхней кромки металла подогревающим пламенем до температуры воспламенения металла в кислороде, которая в зависимости от химического состава стали составляет 1323. 1473 K. По достижении температуры воспламенения на верхней кромке металла на нее из режущего сопла подают струю кислорода. Сталь начинает гореть в кислороде с образованием оксидов и выделением значительного количества теплоты, обеспечивающей разогрев металла у верхней кромки до температуры плавления.
Образовавшийся на верхней кромке расплав оксидов и железа перемещается по боковой кромке металла струй кислорода и осуществляет нагрев нижних слоев металла, которые последовательно окисляются до тех пор, пока металл не будет прорезан на всю глубину. Одновременно с этим начинают перемещать резак с определенной скоростью в направлении резки. На лобовой поверхности реза по всей толщине образуется непрерывный слой горящего металла. Окисление металла начинается сверху и последовательно передается нижним слоям металла.
При кислородной резке (рис. 14.1) струя кислорода перемещается в разрезе со скоростью ωг и окисляет жидкий металл в слое толщиной h'ж. За счет его окисления выделяется определенное количество теплоты, которая расплавляет металл в слое толщиной hж - h'ж и подогревает твердый металл впереди, по фронту резки. Окисление слоев расплавленного металла осуществляется при интенсивном перемешивании струей расплава на лобовой поверхности реза.
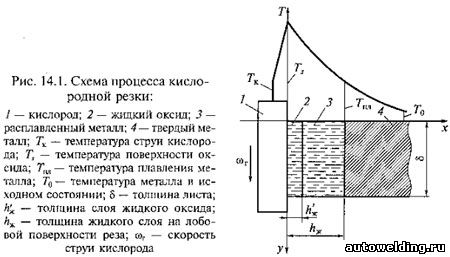
Для протекания процесса кислородной резки необходимы:
- контакт между струей кислорода и жидким металлом;
- подогрев неокисленного металла до температуры воспламенения;
- выделение продуктами горения определенного количества теплоты, достаточного для создания на поверхности реза слоя расплавленного металла;
- достаточная вязкость жидкого расплава для обеспечения возможности перемешивания жидкого металла струей кислорода.
Приведенные условия определяют требования к металлу, обрабатываемому кислородной резкой.
Прежде всего, температура плавления оксидов должна быть ниже температуры плавления металла. В противном случае струя кислорода не сможет окислить расплавленный металл. Помимо этого температура воспламенения металла должна быть выше температуры его плавления, иначе металл начнет плавиться и выдуваться струей кислорода без последующего его окисления (плавильный процесс). Этот процесс требует значительных энергетических затрат.
При малой теплоте образования оксида лобовая поверхность реза не прогревается до температуры плавления, и процесс резки прерывается. По той же причине отрицательно сказывается на возможности подвергать металл кислородной резке его высокая теплопроводность. Значительная вязкость расплава не обеспечивает его турбулизации в поверхностном слое, что уменьшает выделение теплоты на кромке реза.
Среди чистых металлов кислородной резкой хорошо обрабатываются железо, титан и марганец. Так, температура плавления железа равна 1808 К, температура воспламенения — 1323 К; температура плавления FеO составляет 1643 К.
Тепловой эффект реакции горения железа довольно высок (269 МДж/моль). Поскольку теплопроводность железа невелика, лобовая поверхность реза разогревается при резке до высоких температур (1873 . 2273 К).
Реакция горения титана сопровождается более значительным тепловым эффектом (906 МДж/моль), тогда как теплопроводность титана ниже, чем у железа. Температура лобовой поверхности при резке титана превышает 2773 К. Поэтому он разрезается с более высокой скоростью, чем сплавы железа.
Нельзя разрезать обычным кислородным способом Ni, Сu, Аl, Mg, Сr и Zn.
В технике за редким исключением применяют не чистые металлы, а их сплавы, причем наиболее широко используют сплавы железа и углерода — сталь и чугун. Для придания стали высоких прочностных характеристик, пластичности, коррозионной стойкости в различных средах, жаропрочности и других свойств в ее состав вводят различные легирующие элементы — Mn, Si, Сr, Ni, Ti, Аl и др. Наличие примесей влияет на возможность обработки стали кислородной резкой, поскольку в слое жидкого расплава, выдуваемого из реза кислородной струей, образуются тугоплавкие оксиды. Они уменьшают жидкотекучесть расплава и препятствуют интенсивному теплообмену между расплавом и кислородом режущей струи. Элементы, расположенные в ряду химической активности по отношению к кислороду за железом, снижают активность окисления расплава. При окислении расплава, перемещаемого струей кислорода вдоль лобовой поверхности реза, их содержание в расплаве увеличивается, что приводит к торможению процесса окисления стали.
Остановимся более подробно на влиянии легирующих примесей на процесс кислородной резки стали.
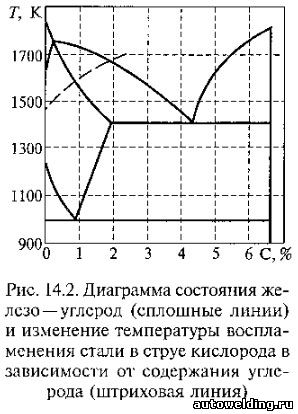
Увеличение содержания углерода в стали, с одной стороны, приводит к повышению температуры ее воспламенения в струе кислорода, а с другой — к снижению температуры плавления. При содержании углерода не более 1 % практически все стали (низкоуглеродистые, конструкционные, в том числе инструментальные) обрабатывают кислородной резкой без затруднений. Кроме того, повышение содержания углерода в стали снижает ее вязкость. Именно этим обстоятельством можно объяснить более низкие скорости резки армко-железа, содержащего сотые доли процента углерода. Увеличение содержания углерода в стали (более 1 %) вызывает повышение температуры ее воспламенения и снижение температуры ее плавления (рис. 14.2), что приводит к нарушению одного из условий осуществимости кислородной резки (см. выше). В связи с этим чугуны не могут подвергаться обычной кислородной резке.
Марганец и медь в количествах, обычно встречающихся в сталях, практически не влияют на технологические параметры кислородной резки. Этим способом можно разрезать стали, содержащие до 18 % марганца.
Кремний, хром, алюминий и никель при увеличении их содержания в стали ухудшают процесс резки. В низколегированных сталях кремний обычно содержится в небольшом количестве (до 2 %), что почти не сказывается на скорости резки. При содержании в сталях до 2 % хрома их также разрезают с использованием режимов, принятых для низкоуглеродистых сталей. Увеличение содержания хрома до 6 % приводит к снижению скорости резки. При еще более высоком содержании хрома из-за образования тугоплавких оксидов хромистые стали не могут быть обработаны обычной кислородной резкой. В этом случае в разрез вводят специальные флюсующие материалы.
Стали с высоким содержанием никеля (до 30 %) можно разрезать кислородным способом, если содержание углерода в них не превышает 0,35 %, иначе резка затрудняется и требуется предварительный подогрев.
Кислородная резка стали, содержащей до 10 % вольфрама, осуществляется без затруднении. При более высоком содержании вольфрама в разрезе образуется большое количество вязких тугоплавких оксидов вольфрама, препятствующих удалению расплава из реза. В этом случае необходимо применять специальные способы кислородной резки.
Следует отметить, что приведенные данные по влиянию легирующих примесей на способность стали подвергаться кислородной резке относятся лишь к отдельным компонентам. В стали, как правило, имеется несколько составляющих, которые при окислении могут образовывать в разрезе шлаки сложного химического состава, существенно влияющие на возможность кислородной резки стали.
По типу образующихся разрезов различают разделительную кислородную резку, при проведении которой металл окисляется струей кислорода на всю толщину, после чего одна часть металла отделяется от другой, и поверхностную, позволяющую удалять слои металла с поверхности изделия.
Низкоуглеродистые, конструкционные и низколегированные стали подвергают обычной кислородной резке, тогда как заготовки из высоколегированных сталей, чугуна и цветных сплавов — кислородно-флюсовой.
Существуют особые способы кислородной резки — подводная, выполняемая, как правило, при ремонтных работах под водой, копьевая и электрокислородная.
В настоящее время кислородная резка наряду с дуговой сваркой является одним из основных технологических процессов в заготовительном производстве и находит широкое применение в металлургии, металлообрабатывающих отраслях промышленности и строительстве.
По степени механизации процесса кислородная резка подразделяется на ручную и механизированную.
Ручная кислородная резка используется на тех предприятиях, где объем перерабатываемого металла невелик и применение средств механизации экономически неоправданно. Она служит для вырезки заготовок под последующую ковку и штамповку по разметке из листа, резки профильного проката и труб, отрезки прибылей и литников в литейном производстве, а также при проведении ремонтных работ.
За последние годы достигнуты серьезные успехи в разработке и выпуске средств механизации процесса кислородной резки, и прежде всего координатных портальных и портально-консольных машин с фотоэлектронным и числовым программным управлением. Использование многорезаковых машин обеспечило значительное повышение уровня механизации газорезательных работ, рост производительности труда в заготовительном производстве и экономию материалов. В настоящее время в ведущих отраслях промышленности, таких, как тяжелое, транспортное, энергетическое и химическое машиностроение, связанных с переработкой наибольшего объема металла, уровень механизации газорезательных работ составляет 70. 80 %.
Высокий уровень механизации процесса резки на современных машинах с фотоэлектронным и особенно с числовым программным управлением создал предпосылки для разработки и внедрения в производство поточных комплексно-механизированных и гибких автоматизированных линий термической резки листовой стали, на которых механизированы не только процесс резки, но и подготовка листа, его подача к режущей машине, разборка вырезанных заготовок, их разметка и складирование.
Экономичным технологическим процессом зарекомендовала себя кислородная резка в металлургии при удалении прибылей, местных дефектов в отливках, сплошной огневой зачистке слябов и блюмов на специальных машинах с целью удаления дефектного поверхностного слоя перед прокаткой. Кислородная резка является одним из основных технологических процессов при непрерывной разливке стали и служит для разделения слябов и блюмов на мерные заготовки.
Кислородно-флюсовая резка коррозионно-стойких сталей, чугуна и цветных металлов нашла широкое применение для обработки отливок, листовой стали и труб в различных отраслях экономики.
Читайте также: